计量确认过程验证记录文本
计量确认过程
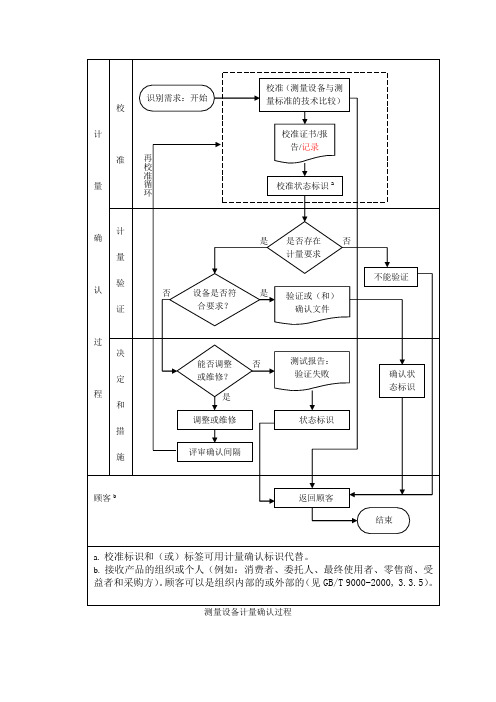
测量设备计量确认过程计量确认——为确保测量设备符合预期使用要求所需的一组操作。
注 1. 计量确认通常包括:校准和验证、各种必要的调整或维修及随后的再校准、与设备预期使用的计量要求相比较以及所要求的封印和标签。
(校准证明:校准证书、报告,校准记录)注2. 只有测量设备已被证实适合于预期使用并形成文件,计量确认才算完成。
注3. 预期使用要求包括:测量范围、分辨力、最大允许误差等。
注4. 计量要求通常与产品要求不同,并不在产品要求中规定。
检定――查明和确认计量器具是否符合法定要求的程序,包括检查、加标记和(或)出具检定证书。
特点:1)对象:计量器具;2)目的:判定计量器具是否符合法定的要求(全部应检项目);3)依据:按法定程序审批发布的计量检定规程4)结果:必须作出是否合格的结论,并出具检定证书(检定结果通知书);5)性质:具有法制性,是实施国家对测量业务监督的一种形式。
校准――确定由测量标准提供的量值与相应示值之间的关系。
1)对象:计量器具;2)目的:确定计量器具的示值或其他计量特性;3)依据:计量检定规程或校准规范;4)结果:给出实际值或修正值,一般不作合格判定,出具校准证书;5)性质:不具有法制性,是溯源的一种方法。
计量要求——计量要求是顾客根据相应的生产、检测过程规定的测量要求。
可以用最大允许误差或操作限制等方法表述。
由于测量过程中最重要且必备的要素是测量设备,因此计量要求可分解为:测量设备的计量特性要求+测量过程控制要求(操作者、对被测参数的限定条件、方法、环境、测量允许不确定度/允许误差)。
其中“测量设备的计量特性要求”是选配测量设备的主要依据。
计量特性——能影响测量结果的可区分的特性。
注1. 测量设备通常有若干个计量特性。
注2. 计量特性可作为校准的对象。
分辨力——显示装置能有效辨别的最小的示差值。
注:1.对于数字式显示装置,这就是当变化一个末位有效数字时其示值的变化。
2.此概念亦适用于记录式装置。
计量验证的基本步骤
计量验证的基本步骤在科学研究和工程实践中,计量验证是一种重要的方法,用于验证和确认测量系统或仪器的准确性和可靠性。
计量验证的过程通常包括以下基本步骤:1. 确定验证目标计量验证的第一步是明确验证的目标和目的。
这包括确定需要验证的测量系统或仪器的特性和性能指标,以及验证的范围和标准。
2. 制定验证方案在制定验证方案时,需要确定验证的方法和步骤。
这包括选择适当的测量方法和仪器,确定验证的样本和测试条件,以及制定数据采集和分析的方法。
3. 实施验证实验根据制定的验证方案,进行实际的验证实验。
这包括根据设定的测试条件和样本要求,使用适当的测量仪器进行测量,记录和采集必要的数据。
4. 数据分析与处理在完成实验后,需要对采集的数据进行分析和处理。
这包括计算测量结果的准确性和精确度,评估测量系统或仪器的性能,并进行统计分析和误差分析。
5. 结果评估与判断根据数据分析的结果,对验证实验的结果进行评估和判断。
这包括比较测量结果与标准值或参考值的差异,评估测量系统或仪器的符合性和可靠性,并进行结果的解释和报告。
6. 确定有效性和改进措施根据结果评估的结论,确定验证实验的有效性,并提出必要的改进措施。
这包括对测量系统或仪器的校准和调整,对测试方法和条件的优化,以及对数据采集和分析的改进。
7. 编制验证报告在计量验证完成后,需要编制验证报告,详细记录验证的目标、方案、实验过程、数据分析和结果评估。
验证报告应该清晰明确,包含足够的信息,以便他人能够理解和重复验证实验。
8. 审查与确认验证报告需要经过审查与确认,确保验证过程的可靠性和结果的准确性。
这包括对实验数据和分析方法的审查,对结果的再次评估,以及对报告的修改和完善。
通过以上基本步骤,计量验证可以有效地评估和确认测量系统或仪器的准确性和可靠性。
计量验证的结果可以为科学研究和工程实践提供可靠的数据基础,确保实验结果的准确性和可重复性,推动科学和技术的发展。
同时,计量验证也是质量管理和认证体系的重要环节,对于产品和服务的质量保证和监控具有重要意义。
计量仪器校验记录
计量仪器校验记录1. 校验概述本文档记录了对计量仪器进行的校验过程和结果。
校验的目的是确保计量仪器的准确性和可靠性,以保证所测量的数据的准确性和可靠性。
2. 校验对象本次校验的对象为XYZ公司实验室常用的计量仪器,包括但不限于以下设备:•电子秤•温度计•压力表•长度测量仪•电压表•频率计3. 校验方法校验过程中采用了以下方法:3.1 外观检查首先,对每个计量仪器进行外观检查,包括检查仪器的外壳是否完好,显示屏是否有损坏,按键是否灵活等。
确保仪器在外观上没有任何问题。
3.2 零位校准对于能够进行零位校准的计量仪器,进行零位校准。
零位校准的目的是确保仪器在无测量物体时的读数为零。
3.3 线性度校验对于具有测量范围的计量仪器,进行线性度校验。
校验的方法是在不同的测量值下进行测量,并与标准值进行对比,判断仪器的测量结果是否在合理范围内。
3.4 稳定性校验对于需要测量一段时间的计量仪器,进行稳定性校验。
通过在一段时间内连续测量同一物体的数值,并对比结果,判断仪器的稳定性。
3.5 重复性校验对于需要多次重复测量的计量仪器,进行重复性校验。
通过在同一条件下进行多次测量,并对比结果,判断仪器的重复性。
3.6 其他校验对于特定类型的计量仪器,如温度计和压力表,还需要进行其他特定的校验,例如温度计的湿度校验和压力表的真空校验等。
4. 校验记录校验过程中记录了以下数据:仪器名称校准日期校准结果电子秤2022-01-01 合格温度计2022-01-02 0℃误差:0.5℃压力表2022-01-03 0~10MPa范围内误差:±0.2MPa长度测量仪2022-01-04 误差:0.1mm电压表2022-01-05 误差:±0.05V频率计2022-01-06 误差:0.01Hz5. 校验结论通过对计量仪器的校验,我们得出以下结论:•电子秤、长度测量仪、电压表和频率计的校验结果均符合要求,可以继续使用。
计量确认过程控制程序(参照模板)

计量确认过程控制程序1目的通过对测量设备计量确认过程的控制,确保测量设备的计量特性满足测量过程的规定要求,从而使测量设备处于满足测量过程需要状态。
2适用范围适用于对测量设备和测量过程中对测量设备的检定、校准、调整、修理、验证、封印、标识、再校准的测量活动。
3职责分配3.1 电试室、热工室等部门,应根据工程需要对本部门的测量设备进行检定、校准、验证、修理、调试等测试工作。
3.2 项目总工办测量管理员、电试室、热试室等负责人对开展的测量工作进行监督管理,确保测量设备满足计量要求。
4术语4.1 检定:查明和确认计量器具符合法定要求的程序,它包括检查、加标记和(或)出具检定证书。
4.2 校准:在规定条件下,为确定测量仪器或测量系统所指示的量值,或实物量具或参考物质所代表的量值,与对应的由标准所复现的量值之间关系的一组操作。
4.3 计量确认:为确保测量设备符合预期使用要求所需要的一组操作(预期使用要求包括:测量范围、分辨力、最大允许误差等)。
通常包括:校准和验证、各种必要的调整或维修及随后的再校准、以及所需要的封印和标签。
4.4 验证;通过提供客观证据对规定要求已得到满足的认定。
4.5 计量要求:测量设备和测量过程都有计量要求。
可表示为最大允许误差、量程、标称范围、准确度等级、示值误差、允许测量不确定度、测量范围、稳定度、分辨力、环境条件或操作者技能要求等。
4.6 计量特性:能影响测量结果的可区分的特性(测量设备通常有若干个计量特性,计量特性可作为校准的对象)。
可表示为测量范围、重复性、分辨力、误差、死区、稳定性、偏移等4.7 顾客:接受产品的组织或个人。
5要求和过程实施5.1 计量确认过程识别输入是内外顾客的计量要求;输出是有确认状态标识的测量设备;活动是校准、检定、验证、各种必要的调整或维修及随后再校准,与测量设备使用的计量要求相比较以及所要求的封印和标签;资源是所需的测量设备、测量人员、文件资料、环境条件等。
计量确认过程验证记录
证
项
目
测量设备计量特性
计量要求
验证或确认文件
测量范围
最大误差
准确度等级分辨率
参数名称测量范围
最大允许误差
0-100m
±0.2m
0-80m
±0.5m
验证过程记录
T=1.0m U=0.2m
Mcp=T/3U=1/3*0.2=1.6≧1.1
验证结果(在相应框内打“√”)
验
证
方
法
根据实际可选用下列方法之一
1.准确度比较法
参数名称测量范围
误差范围
0—60吨
±1d
Ⅲ10kg
重量0—50吨
±30kg
SN/T 0188-93
验证过程记录
A类不确定度:X1:46510 kg X2:46510 kgX3:46520 kgX4:46510 kgX5:46510 kgX6:46520 kgx =46513.3 kgU(x)= =2.11kg
B类不确定度:a=0.0005/2=0.00025,k=3(矩形分布) U(B)=a/k=0.000144 g/cm3
UC=0.000148 g/cm3
U=k* UC=0.000256 g/cm3(k=3)` T=0.001 g/cm3
MCP=T/2U=1.956≧1.1
验证结果(在相应框内打“√”)
验
证
方
法
根据实际可选用下列方法之一
1、准确度比较法
2、Mcp值判定法
3、不确定度判定法√
4、法律法规符合性判定法√
验证人:钱明昆日期:2008.11.08
审核人:孙勇
通过√
不通过
日期:2008.11.08
计量确认过程验证记录
合性判定法√
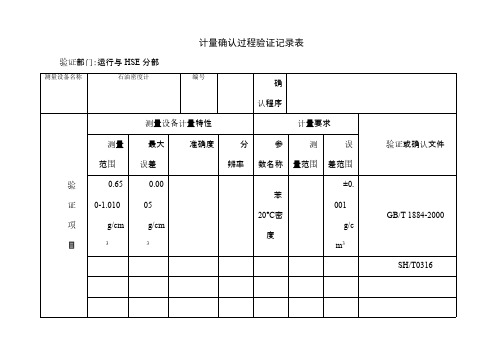
计量确认过程验证记录表
验证部门:运行与 HSE 分部
测量设
量油尺
编
确
备名称
号
认程序
验
测量设备计量特性
计量要求
证
测
最大
准确
分
参
测
误
项 量范围 误差
度
辨率 数名称 量范围 差范围
日期: 验证或确认文件
目
±
0—
(0.1+0.1L)
30m
mm
液 位高度
±0. 05%
GB 13894-92 GB 13236
通过
通过
不
方
1. 准 确 度 比 较
审核人:孙勇
法法
2008.11.08
2. Mcp 值 判 定 法
√
3. 不 确 定 度 判
定法
4. 法 律 法 规 符
合性判定法
验证部门:运行与 HSE 分部 测量设 备名称
计量确认过程验证记录表
编
321、 确
号 331、341 认程序
日期:
测量设备计量特性
计量要求测ຫໍສະໝຸດ 最准确分参
测
最大
量范围 大误差 度等级 辨率 数名称 量范围 允许误差
验
0-1
±
证
00m 0.2m
0-8
±
0m
0.5m
项
目
验证或确认文件
验证过程记录
T=1.0m U=0.2m Mcp=T/3U=1/3*0.2=1.6≧1.1
验证结果(在相应框内打“√”)
√ 不
√ 通过√
通过
√
√
√
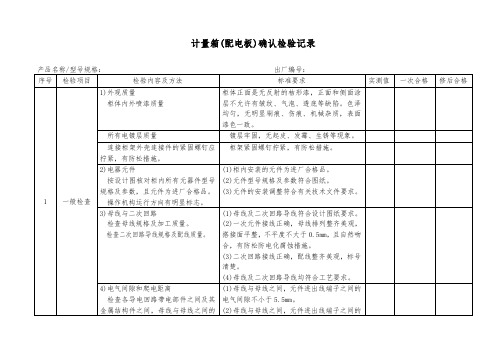
计量箱(配电板)确认检验记录
(1)母线与母线之间,元件进出线端子之间的电气间隙不小于5.5mm。
(2)母线与母线之间,元件进出线端子之间的爬电距离不小于6.5mm。
5)绝缘电阻
检查各导电回路带电部件之间及其金属结构件之间,母线与母线之间的绝缘电阻
计量箱(配电板)确认检验记录
产品名称/型号规格: 出厂编号:
序号
检验项目
检验内容及方法
标准要求
实测值
一次合格
修后合格
1
一般检查
1)外观质量
柜体内外喷漆质量
柜体正面是无反射的桔形漆,正面和侧面涂层不允许有皱纹、气泡、透底等缺陷。色泽均匀,无明显刷痕、伤痕、机械杂质,表面漆色一致。
所有电镀层质量
镀层牢固,无起皮、发霉、生锈等现象。
检查母线规格及加工质量。
检查二次回路导线规格及配线质量。
(1)母线及二次回路导线符合设计图纸要求。
(2)一次元件接线正确,母线排列整齐美观,搭接面平整,不平度不大于0.5mm,且自然吻合,有防松防电化腐蚀措施。
(3)二次回路接线正确,配线整齐美观,标号清楚。
(4)母线及二进入试品内,并与带电部件保持足够的间隙,防护等级应符合IP2XC的要求
5
结论: 检验员(签字): (质量技术部检验专用章)
年 月 日
注:一次合格、修后合格记为“√”,一次不合格、修后不合格记为“×”。有“*”号为直接判产品不合格。
绝缘电阻应不小于5MΩ
6)机械操作验证
装置中所有手动操作部件等操作50次。
手动操作机构灵活,无卡滞,操作力过大等现象。
2
介电强度验证
主电路及与主电路直接连接的辅助电路试验电压为:(V)
会计的基本程序确认计量记录与报告

会计的基本程序确认计量记录与报告
会计的基本程序主要包括确认、计量、记录和报告。
会计确认是指确
保公司的财务信息和业务交易的真实性和准确性。
计量是指确定资产、负债、权益和收入的价值。
记录是指将业务交易和财务信息记录到会计记录中。
报告是指向利益相关者提供相关财务信息的过程。
1.确认:会计在进行任何记录和报告之前,首先要确认业务交易的真
实性。
这包括确认交易是否符合相关的会计准则和法规,以及确保相关的
交易是由合法授权的人员进行的。
2.计量:一旦确认了业务交易的真实性,会计就需要对资产、负债、
权益和收入进行计量。
计量是确定这些项目的价值的过程,通常根据相关
会计准则和规定来进行。
3.记录:确定和计量了资产、负债、权益和收入后,会计就需要将这
些信息记录到会计记录中。
这包括记录业务交易和财务信息的日期、金额、对象和相关事实。
4.报告:最后,会计需要向利益相关者提供相关的财务信息。
这包括
编制财务报表和报告,向管理层和股东提供财务信息,并向外部机构和监
管机构报告相关信息。
在执行这些基本程序时,会计需要遵守相关的会计准则和规定,确保
财务信息的真实性和准确性。
他们还需要保持独立性和诚信,避免任何可
能引起利益冲突或造假的行为。
总的来说,会计的基本程序是一个系统化的过程,旨在确保公司的财
务信息和业务交易的真实性和准确性。
通过对确认、计量、记录和报告的
执行,会计可以为公司的管理层、股东和其他利益相关者提供有用的财务信息,并帮助他们做出明智的经济决策。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
验证或确认文件
测量围
最大误差
准确度
分辨率
参数名称
测量围
误差围
最低爆炸浓度N
5
油气浓度
0-20%N
+30%N
验证过程记录
T=30%N=0.3N,
MPE=±0.05N,
MPEV=0.05N,
MCP=T/(3*MPEV)=0.3N/(3*0.05N)=2.0≧1.1
验证结果(在相应框打“√”)
验
证
0—60吨
±1d
Ⅲ
10kg
重量
0—50吨
±30kg
SN/T 0188-93
验证过程记录
A类不确定度:X1:46510 kgX2:46510 kgX3:46520 kgX4:46510 kgX5:46510 kgX6:46520 kg =46513.3 kgU(x)= =2.11kg
B类不确定度:a=1d=1*10=10,k= (矩形分布) U(B)=a/k=5.8 kg
验
证
方
法
根据实际可选用下列方法之一
1.准确度比较法
2.Mcp值判定法
3.不确定度判定法√
4.法律法规符合性判定法√
验证人:钱明昆日期:2008.11.08
通过
不通过
审核人:勇日期:2008.11.08
计量确认过程验证记录表
验证部门:运行与HSE分部
测量设备名称
可燃气体报警器
编号
确认程量设备计量特性
B类不确定度:a=(0.1+0.1L)/2=(0.1+0.1*10.312)=1.131,k= (矩形分布) U(B)=a/k=0.326mm
UC=0.389mm
U=k* UC=0.673mm(k= )`
T=0.05*10311.7mm
MCP=T/2U=3.830≧1.1
验证结果(在相应框打“√”)
计量确认过程验证记录表
验证部门:运行与HSE分部
测量设备名称
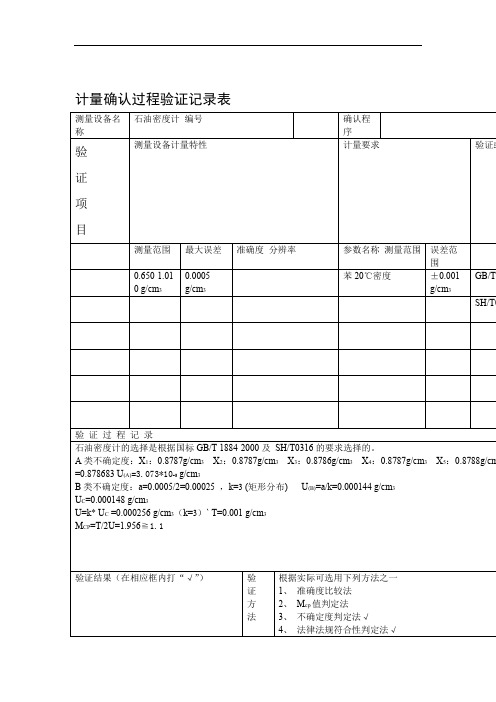
石油密度计
编号
确认程序
验
证
项
目
测量设备计量特性
计量要求
验证或确认文件
测量围
最大误差
准确度
分辨率
参数名称
测量围
误差围
0.650-1.010
g/cm3
0.0005
g/cm3
苯20℃密度
±0.001
g/cm3
GB/T 1884-2000
SH/T0316
UC=6.1 kg
U=k* UC=10.6kg(k= )`
T=30 kg
MCP=T/2U=1.409≧1.1
验证结果(在相应框打“√”)
验
证
方
法
根据实际可选用下列方法之一
5.准确度比较法
6.Mcp值判定法
7.不确定度判定法√
8.法律法规符合性判定法
验证人:钱明昆日期:2008.11.08
通过
不通过
审核人:勇日期:2008.11.08
证
方
法
根据实际可选用下列方法之一
1、准确度比较法
2、Mcp值判定法
3、不确定度判定法√
4、法律法规符合性判定法√
验证人:钱明昆日期:2008.11.08
通过
不通过
审核人:勇日期:2008.11.08
计量确认过程验证记录表
验证部门:运行与HSE分部
测量设备名称
玻璃温度计
编号
确认程序
验
证
项
目
测量设备计量特性
方
法
根据实际可选用下列方法之一
1.准确度比较法
2.Mcp值判定法√
3.不确定度判定法
4.法律法规符合性判定法
验证人:钱明昆日期:2008.11.08
通过
不通过
审核人:勇日期:2008.11.08
计量确认过程验证记录表
验证部门:运行与HSE分部
测量设备名称
编号
321、331、341
确认程序
验
证
项
目
测量设备计量特性
计量要求
验证或确认文件
测量围
最大误差
准确度
分辨率
参数名称
测量围
误差围
0—+100℃
0.2℃
苯晶点温度
0.5℃
GB/T 8927-88
验证过程记录
玻璃温度计的选择是根据国标GB/T 8927-88的要求选择的。
A类不确定度:X1:5.5℃X2:5.5℃X3:5.4℃X4:5.4℃X5:5.4℃X6:5.5℃ =5.4℃U(A)=0.0224℃
计量确认过程验证记录表
验证部门:运行与HSE分部
测量设备名称
动态电子轨道衡
编号
确认程序
验
证
项
目
测量设备计量特性
计量要求
验证或确认文件
测量围
最大误差
准确度
分辨率
参数名称
测量围
误差围
0—100吨
±4e
0.5
50kg
重量
0—80吨
500kg
JJG234-1990
验证过程记录
A类不确定度:X1:61002 kgX2:61020kgX3:61015 kgX4:61030 kgX5:61025kgX6:61001 kg =61015.5 kgU(x)= =4.9kg
B类不确定度:a=0.2/2=0.1,k= (矩形分布) U(B)=a/k=0.058℃
UC=0.062℃
U=k* UC=0.107℃(k= )`
T=0.5℃
MCP=T/2U=2.33≧1.1
验证结果(在相应框打“√”)
验
证
方
法
根据实际可选用下列方法之一
1、准确度比较法
2、Mcp值判定法
3、不确定度判定法√
验证过程记录
石油密度计的选择是根据国标GB/T 1884-2000及SH/T0316的要求选择的。
A类不确定度:X1:0.8787g/cm3X2:0.8787g/cm3X3:0.8786g/cm3X4:0.8787g/cm3X5:0.8788g/cm3X6:0.8786g/cm3 =0.878683U(A)=3.073*10-5g/cm3
3.不确定度判定法
4.法律法规符合性判定法√
验证人:钱明昆日期:2008.11.08
通过
不通过
审核人:勇日期:2008.11.08
计量确认过程验证记录表
验证部门:运行与HSE分部
测量设备名称
电子地中衡
编号
确认程序
验
证
项
目
测量设备计量特性
计量要求
验证或确认文件
测量围
最大误差
准确度
分辨率
参数名称
测量围
误差围
11.不确定度判定法√
12.法律法规符合性判定法
验证人:钱明昆日期:2008.11.08
通过
不通过
审核人:勇日期:2008.11.08
液位高度
±0.05%
GB 13894-92
GB 13236
验证过程记录
量油尺的选择是根据国标GB 13894-92以及GB 13236的要求选择的。
A类不确定度:X1:10312mmX2:10312mmX3:10311mmX4:10312mmX5:10311mmX6:10312mm =10311.7mmU(x)= =0.211mm
计量要求
验证或确认文件
测量围
最大误差
准确度等级
分辨率
参数名称
测量围
最大允许误差
0-100m
±0.2m
0-80m
±0.5m
验证过程记录
T=1.0mU=0.2m
Mcp=T/3U=1/3*0.2=1.6≧1.1
验证结果(在相应框打“√”)
验
证
方
法
根据实际可选用下列方法之一
1.准确度比较法
2.Mcp值判定法
B类不确定度:a=0.0005/2=0.00025,k= (矩形分布) U(B)=a/k=0.000144 g/cm3
UC=0.000148 g/cm3
U=k* UC=0.000256 g/cm3(k= )`
T=0.001 g/cm3
MCP=T/2U=1.956≧1.1
验证结果(在相应框打“√”)
验
4、法律法规符合性判定法√
验证人:钱明昆日期:2008.11.08
通过
不通过
审核人:勇日期:2008.11.08
计量确认过程验证记录表
验证部门:运行与HSE分部
测量设备名称
量油尺
编号
确认程序
验
证
项
目
测量设备计量特性
计量要求
验证或确认文件
测量围
最大误差
准确度
分辨率
参数名称
测量围
误差围
0—30m
±(0.1+0.1L)mm
B类不确定度:a=3e=3*50=150,k= (矩形分布) U(B)=a/k=86.6 kg
UC=115.5 kg
U=k* UC=200.2kg(k= )`
T=500kg
MCP=T/2U=1.249≧1.1
验证结果(在相应框打“√”)
验
证
方
法
根据实际可选用下列方法之一
9.准确度比较法
10.Mcp值判定法