“自动线安装与调试”技能大赛系部决赛方案与赛题20101117
2016全国职业院校技能大赛竞赛自动化生产线安装与调试项目方案申报书

2016年全国职业院校技能大赛竞赛项目方案申报书赛项名称:自动化生产线安装与调试赛项组别:中职组□高职组□√专业大类:制造大类方案设计专家组组长:程周专家组组长手机:方案申报单位(盖章):全国机械职业教育教学指导委员会方案申报负责人:吕冬明联系手机:邮箱号码:通讯地址:北京市西城区三里河46号邮政编码:100823申报日期:2015年8月27日2016年全国职业院校技能大赛竞赛项目方案一、赛项名称(一)赛项名称自动化生产线安装与调试(二)压题彩照(三)赛项归属产业类型加工制造类(四)赛项归属专业大类机电一体化技术(580201),生产过程自动化技术(580203),自动化生产设备应用(580303)。
二、赛项申报专家组姓名单位专业职务/职称年龄手机号码邮箱程周安徽职业技术学院自动化教授61张占红西门子(中国)自动部门经理/32 Zhanhong.三、赛项目的通过此项比赛,使高等职业教育机电类专业学生能够充分运用所学的专项技术,在高仿真的工业环境、全真实的工业装置中获得自动化生产线安装调试、维护与运行的技能,同时检验参赛队的团队协作能力、计划组织能力、自动化生产线安装与调试能力、自动线生产故障诊断与技术改造能力工程实施能力、职业素养、效率、成本和安全意识,引导高职院校机电类专业综合实训教学改革发展方向,促进工学结合人才培养模式改革与创新,培养可持续发展、满足企业需要的高端技能型人才。
通过比赛推动全国职业院校机电类专业课程教学改革和优化,促进工学结合人才培养模式的深入推广,紧贴产业需求为社会培养具有较强从事自动化生产线安装、调试、维修和技术管理能力、实践能力和创新能力的高素质技能型专门人才。
四、赛项设计原则(一)坚持技能竞赛与行业用人、岗位要求、技术进步以及教学改革相结合,引导高职机电类专业综合实训教学的设计与实施,系统化培养高端技能型人才。
(二)紧贴工业生产实际,引领专业服务产业能力提升和教学改革。
2015 技能大赛 自动化生产线安装与调试(高职组)

检测区
分拣区
分拣单元装配效果图
03
自动化生产线安装与调试技能大赛
序号 1 2 3 4 5 6 7
8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
名称 升降平台底座板 立板 顶盖板 升降安装板 气动摆台 光杆 导杆气缸组件
连接座 气动手指组件 气缸连接板 滑动大溜板 轴套 小皮带轮 右极限开关 原点开关 左极限开关 电机 带轮 支架 碰块 导轨滑动块 导轨
1
2015 年全国职业技能大赛高职组自动化生产线安装与调试赛项
中心线处,供料单元出料台中心线也与原点传感器中心线重合。 各工作单元装置侧部分的装配要求如下: 1、根据附页 02 和 03 图(加工、分拣单元的装配效果图),完成加工和分拣两单
元装置侧部件的安装和调整以及工作单元在工作台面上定位。然后根据两单元工作的工 艺要求完成它们的气路连接,并调整气路,确保各气缸运行顺畅和平稳。
11
C向
2
10
9 7
17 18
主视图
1
3
C向视图
12
15
14 13
俯视图
8 6
装配效果图
加工单元装配图
图号 比例 共 页 共页
设计
命题小组
பைடு நூலகம்制图
命题小组
自动化生产线安装与调试技能大赛
序号 1 2 3 4 5 6 7
8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26
系统自动运行时,其主令工作信号主要由连接到系统主站(加工-输送站)PLC 的 触摸屏人机界面提供,主站与各从站之间通过网络交换信息。整个系统的主要工作状态 除了在人机界面上显示外,尚须由连接到主站的警示灯显示启动、运行、停止、报警等 状态。 二、工作过程概述
:第四届“亚龙杯”全国高职院校“自动线安装与调试”技能大赛方案---20110907
附件1:第四届“亚龙杯”全国高职院校“自动线安装与调试”技能大赛竞赛方案一、竞赛目的通过此项比赛,检验参赛队的团队协作能力、计划组织能力、自动线安装与调试能力、工程实施能力、职业素养、效率、成本和安全意识,检验参赛指导教师灵活、综合运用教学载体进行专业教学的课程设计和实施能力,引导高职院校机电类专业综合实训教学改革发展方向,促进工学结合人才培养模式改革与创新,培养可持续发展、满足企业需要的高素质高技能人才。
二、参赛学生竞赛内容和方式1、竞赛的装臵竞赛装臵采用亚龙科技集团YL-335B自动生产线实训考核装臵。
竞赛所使用的PLC和变频器设备型号由各参赛队任选西门子、三菱、汇川三者之一。
较之往届竞赛,本届竞赛强化了触摸屏技术的应用能力考核;增加了在YL-335B的分拣单元上检测工件高度然后进行分拣的竞赛内容。
为了体现参赛团队的自主设计和创新能力,高度检测设备或装臵由各参赛队自行设计制作并带至竞赛现场,同时在竞赛现场由参赛学生进行安装和调试,该环节作为竞赛整体内容的一部分,计入竞赛时间。
2、竞赛的工作目标参赛队在规定时间内,根据任务书的要求,以现场操作“亚龙YL-335B自动生产线实训考核装臵”的方式,完成自动生产线设备部分工作单元的机械安装和调整,气动回路的安装、连接和调整,电气控制电路的设计、安装和布线,传感器安装与调整,PLC编程,人机界面组态,电机驱动(含变频器及对应电机、伺服驱动器及伺服电机)参数设定,以及系统统调、运行等工作。
考核选手的自动线系统的设计、安装、接线、编程、调试、运行、维护等工程能力。
1)按任务书的要求,完成亚龙YL-335B自动线系统部分工作单元的机械安装和调试。
2)根据任务书的要求,完成对各系统中气动元件的管路连接及传感器的位臵调整。
3)按任务书中的生产流程和控制要求,设计自动线系统的电气控制线路图,按控制线路图连接相应控制系统电路。
4)设备编程和调试针对供料、加工、装配、输送及分拣单元工艺流程、功能要求,组建和编制人机界面组态,编制可编程控制器的控制程序,设臵驱动设备控制参数。
项目六 职业技能大赛自动化生产线的安装与调试

项目六 职业技能大赛自动化生产线的安装与调试
端子号 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17
表6-1 装配单元装置侧的接线端口信号端子的分配
输入端口中间层
输出端口中间层
设备符号
信号线
端子号
设备符号
信号线
BG1 BG2 BG3 BG4 BG5 1B1 1B2 2B1 2B2 5B1
项目六 职业技能大赛自动化生产线的安装与调试
(4)运行界面窗口组态应按下列功能自行设计: ①在人机界面上可设定计划生产套件总数,并生产过程中显示尚须完成的
套件总数。 ②在人机界面上设定分拣单元变频器的运行频率(25Hz~35Hz)。实时显
示变频器启动后的输出频率(精确到0.1Hz)。 ③提供全线运行模式下系统启动信号。 ④提供能切换到欢迎界面的按钮。只有系统停止中,切换按钮才有效。 ⑤指示网络中各从站的通信状况(正常、故障)。 ⑥指示各工作单元的运行、故障状态。其中故障状态包括: 供料单元的供料不足状态和缺料状态;装配单元的供料不足状态和缺料状
仅当复位完成,装置返回初始状态后才能进行装配、加工、分拣等工作单元安 装位置的精确测试。本界面上应设置适当的选择和操作开关,选择开关用于选定 相应工作单元,点亮输送单元的按钮/指示灯模块上相应指示灯,以提示操作人员 对该单元进行测试;操作开关用于单步控制抓取机械手动作以便抓取和放下工件 ,进行精确寻找定位点。如果复位过程尚未完成,初始状态指示灯尚在熄灭状态 而触摸选择开关,则动作不予响应并且弹出相应的提示框。
组态控制技术
《组态控制技术》编写组
《组态控制技术》目录
项目一 组态软件应用技术先导知识学习 项目二 认识MCGS组态软件 项目三 应用MCGS实现储液罐的水位自动监控 项目四 基于MCGS的交通信号灯监控系统 项目五 机械手物料自动搬运控制系统设计 项目六 职业技能大赛自动化生产线的安装与调试
全国职业院校技能大赛高职组广东省选拔赛自动化生产线安装与调试赛项竞赛规程
全国职业院校技能大赛高职组广东省选拔赛自动化生产线安装与调试赛项竞赛规程一、竞赛项目名称自动化生产线安装与调试二、竞赛方式(一)比赛采用团队比赛形式,每队由1名领队、2名选手(其中队长一名)、2名指导教师组成(指导教师不参与竞赛任务的完成);(二)竞赛项目采取任务书形式下达竞赛要求。
(三)竞赛抽签1、正式比赛的前一天,竞赛组委会安排选手和指导教师熟悉场地(不允许动用设备),宣布竞赛纪律和有关规定,召开领队会议,宣布有关规定,抽签决定比赛场次。
同一个学校有两个参赛队参加比赛,通过抽签,安排在同一场次参赛。
东道主队安排在首场比赛。
2、赛场的赛位:统一编制赛位号,参赛队比赛前15分钟抽签决定赛位号,抽签结束后,随即按照抽取的赛位号进场,然后在对应的赛位上完成竞赛规定的工作任务。
赛位号不对外公布,抽签结果由赛项组委会密封后统一保管,在评分结束后开封统计成绩。
三、竞赛内容本赛项所涉及专业的岗位面向包括自动化生产线安装、调试与维护岗位,所针对的职业工种为维修电工和可编程控制系统设计师。
参赛队在规定时间内,根据任务书的要求,以现场操作自动生产线实训考核装置的方式,完成自动线设备部分工作单元的机械安装和调整,气动回路的安装、连接和调整,电气控制电路的设计、安装和布线,传感器安装与调整,PLC编程和调试,人机界面组态,电机驱动(含变频器及对应电动机、伺服驱动器及伺服电动机)参数设定,以及系统统调、运行等工作。
考核选手的自动线系统的设计、安装、接线、编程、调试、运行和维护等工程实践能力。
(一)参赛队要结合任务书,合理进行工作任务的分工,互相配合,整体调度,协作完成;(二)按任务书的要求完成自动线系统部分工作单元的机械安装和调试;(三)按任务书的要求,完成对各系统中气动元件的管路连接及传感器的位置灵敏度调整;(四)按任务书对生产流程和控制的要求,设计自动线系统电气控制线路图(所设计图纸的图形符号和文字符号应符合GBT 6988.1-2008或机标JB/2739-2008的规定),按控制线路图连接相应控制系统电路;参考的相关技术标准如下:维修电工国家职业标准可编程控制系统设计师国家职业标准机床电器设备通用技术条件 GB_5226-85气动系统通用技术条件 GB/T 7932-2003电气装置安装工程盘、柜及二次回路结线施工及验收规范GB 50171-92电子测量仪器质量检测规则GB/T6593-1996电控设备第一部分:低压电器电控设备GB4720电气装置安装工程低压电器施工及验收规范GB50254可编程序控制器GB/T 15969-1995工业机械电气图用图形符号 JB/T 2739-2008工业机械电气设备电气图、图解和表的绘制JB/T 2740-2008(五)按任务书的要求,进行设备编程和调试。
2015 技能大赛 自动化生产线安装与调试(高职组)
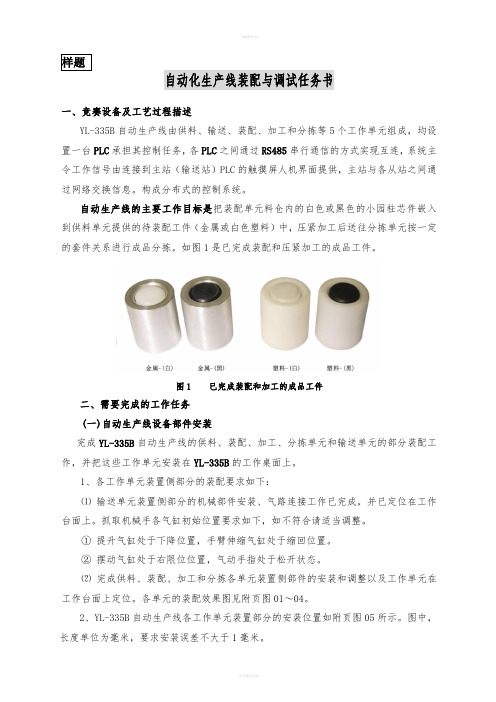
图 1 有效成品工件
3. 在分拣单元检测区检出的白套白芯和黑套黑芯工件是无效成品,应回送到进料 口,由输送单元的机械手装置抓取送往工件回收盒。
4.当领取的两种套件数达到客户指定数量时,系统停止工作。 三、需要完成的工作任务 (一)自动生产线设备部件安装、气路连接及调整 根据供料状况和工作目标要求,YL-335B 自动生产线各工作单元在工作台面上布局 如附页图 01 所示。请你首先完成生产线各工作单元的部分装配工作,然后把这些工作 单元安装在 YL-335B 的工作桌面上,图中,长度单位为毫米,要求安装误差不大于 1 毫米。安装时请注意,输送单元直线运动机构的参考点位置(系统原点)在原点传感5 年全国职业技能大赛高职组自动化生产线安装与调试赛项
题1
自动化生产线安装与调试工作任务书
一、竞赛设备说明 YL-335B 自动生产线由供料、装配、加工、分拣及输送 5 个工作单元组成。其中,
加工与输送、供料与装配、分拣单元各用一台 PLC 承担其控制任务,3 台 PLC 之间通过 RS485 串行通信的方式实现互连,构成分布式的控制系统。
图 3 手动调试界面
手动调试界面包括机械手定位移动操作和气动执行元件单步动作等 2 个区域。请参
5
2015 年全国职业技能大赛高职组自动化生产线安装与调试赛项
照该画面完成手动调试界面的组态和编写 PLC 控制程序,实现抓取机械手装置在各工作 单元抓取、放下和传送工件的功能。该功能通过交替执行气动执行元件单步动作和机械 手移动到目标站点的操作来实现。
4
2015 年全国职业技能大赛高职组自动化生产线安装与调试赛项
全国职业技能大赛高职组自动化生产线安装与调试样题
样题自动化生产线装配与调试任务书一、竞赛设备及工艺过程描述YL-335B自动生产线由供料、输送、装配、加工和分拣等5个工作单元组成,均设置一台PLC承担其控制任务,各PLC之间通过RS485串行通信的方式实现互连,系统主令工作信号由连接到主站(输送站)PLC的触摸屏人机界面提供,主站与各从站之间通过网络交换信息。
构成分布式的控制系统。
自动生产线的主要工作目标是把装配单元料仓内的白色或黑色的小园柱芯件嵌入到供料单元提供的待装配工件(金属或白色塑料)中,压紧加工后送往分拣单元按一定的套件关系进行成品分拣。
如图1是已完成装配和压紧加工的成品工件。
图1 已完成装配和加工的成品工件二、需要完成的工作任务(一)自动生产线设备部件安装完成YL-335B自动生产线的供料、装配、加工、分拣单元和输送单元的部分装配工作,并把这些工作单元安装在YL-335B的工作桌面上。
1、各工作单元装置侧部分的装配要求如下:⑴输送单元装置侧部分的机械部件安装、气路连接工作已完成,并已定位在工作台面上。
抓取机械手各气缸初始位置要求如下,如不符合请适当调整。
①提升气缸处于下降位置,手臂伸缩气缸处于缩回位置。
②摆动气缸处于右限位位置,气动手指处于松开状态。
⑵完成供料、装配、加工和分拣各单元装置侧部件的安装和调整以及工作单元在工作台面上定位。
各单元的装配效果图见附页图01~04。
2、YL-335B自动生产线各工作单元装置部分的安装位置如附页图05所示。
图中,长度单位为毫米,要求安装误差不大于1毫米。
(二)气路连接及调整2、按照图2~图5所示的供料、装配、加工和分拣单元的气动系统图完成该各工作单元的气路连接,并调整气路,确保各气缸运行顺畅和平稳。
顶料气缸推料气缸气源汇流板图2 供料单元气动系统原理图图3 装配单元气动系统原理图图4 加工单元气动控制回路工作原理图分拣气缸1分拣气缸2分拣气缸3气源汇流板图5 分拣单元气动控制回路工作原理图(三)电路设计和电路连接1、输送单元的电气接线已经完成,请根据实际接线确定PLC的I/O分配,作为程序编制的依据。
最新高职组“现代电气控制系统安装与调试”技能大赛赛项规程
全国职业院校技能大赛赛项规程一、赛项名称赛项编号:XG-130赛项名称:现代电气控制系统安装与调试英语翻译:Modern electric control system installation anddebugging赛项组别:高职组赛项归属产业:现代装备制造业、工业自动化二、竞赛目的本赛项适应现代产业转型升级需求,覆盖电气自动化技术、机电一体化技术、工业网络技术、电气设备应用与维护、机电设备维修与管理、电机与电器、供用电技术、农村电气化技术等众多专业的专项技术和专业核心技术技能,通过竞赛引领教育与产业、学校与企业、课程设置与职业岗位的深度衔接,引领全国职业院校机电大类、自动化大类专业建设、实训基地建设、师资队伍的提升、课程教学的改革和优化,培养有精湛现代电气控制系统安装与调试的实践能力、创新能力的高端技能型专门人才。
通过此项比赛,考核选手电工基本技能、电机与电气控制、PLC 应用技术、电工测量与仪表调试、电力电子技术、交直流调速、组态控制技术、工业现场网络等核心技术技能,同时可考核参赛选手工作效率、质量意识、安全意识、节能环保意识和规范操作等职业素养。
三、竞赛内容竞赛时长:完成本赛项工作任务的规定时间为4小时。
竞赛内容的组成与比重:(1)控制系统电路设计(10%)参赛选手按工作任务书给定的现代电气控制系统的工作要求,计算选型设备参数,选择正确的元器件,设计、绘制现代电气控制系统中的部分电路的控制原理图、接线图、元件表等。
(2)控制系统电路布置、连接工艺与调试(20%)参赛选手按工作任务书给定的现代电气控制系统的施工图和你所设计绘制的电气原理图、接线图,安装选择的电器元件,完成现代电气控制系统的线路连接,并进行初步调试。
(3)工作单元独立功能完成情况(30%)参赛选手按任务书给定的现代电气控制系统的功能要求完成PLC 编程、触摸屏组态、网络通讯设置、驱动器参数设置等,能实现局部工作单元调试运行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
“自动线安装与调试”技能大赛系部决赛方案与赛题
一、系部决赛方案
经过竞赛筹备小组决定,于11月19日(周五)上午8点整,在第三实训楼DS3-401-1和402-2进行系部决赛。
具体方案如下:
1、选拔对象:由本次竞赛的系部初赛选拔出来的12位学生;
2、选拔实施:由指导教师给出赛题,由于自动生产线设备有限(只有4台),而人数有12人,所以要求全部选手首先同时在DS3-402-2实训室中以PLC裸机进行程序的编写,时间为2小时整,时间到则12人全部同时把编好的程序拷备到指导教师的U盘中封存;然后再把编好的程序(必须从教师封存的U盘中取出)拿到DS3-401-1的自动生产线上进行调试,调试时间为每人半小时,指导教师根据参赛选手对生产线调试的功能完整性和调试速度等方面进行综合评价,给出最终成绩;由于设备有限,所以12人分成4组(每组3人),每组同时进行调试(可以保证3台自动生产线正常运行),每组调试半小时,每人分别独立调试;4组总共花费2小时可以让全部参赛选手调试并考核完毕。
3、考核评价:主要根据2小时的程序编写+半小时的调试结果+平时训练表现=系部决赛成绩
4
5、结果公布:11月20日之前,由竞赛筹备小组根据选手的考核评价结果进行讨论,公布比赛结果,落实11月24日前往常州参加比赛选手名单。
二、系部决赛比赛题目
专业班级学号
姓名总分
(说明:1、可以翻阅参考程序2、注意比赛评分规则3、注意比赛时间)
比赛时间:5分钟(阅读题目和规则时间)+120分钟(上机编程时间)+30分钟(自动生产线实物调试时间)
题目A:自动生产线控制与调试
控制要求:
1、给自动生产线的各个单元进行编号:“机械手输送站”为0号,“供料站”为1号,“加工站”为2号,“装配站”为3号,“分拣站”为4号、随机确定某一个站为主站;。
2、要求:首先0号“机械手输送站”回到原位(与“供料站”对齐的位置),由1号“供料站”送出一个工件,机械手把工件运输到2号“加工站”,“加工站”对工件进行加工后返回“加工站”的物料平台,但机械手先不要去取“加工站”的平台上的工件,而是0号“机械手输送站”返回原位,由1号“供料站”再次送出一个工件,机械手把该工件运输到3号“装配站”,“装配站”对此工件进行装配,装配结束后把工件返回“装配站”的物料平台,但机械手此时也不要去取“装配站”的平台上的工件,而是0号“机械手输送站”前往2号“加工站”,把“加工站”的平台上刚才加工好的工件运输到4号“分拣站”上(“分拣站”可以不进行工作),机械手放好这个工件后,返往3号“装配站”,再把刚才在“装配站”装配好的放在“装配站”平台上的工件运输回1号“供料站”的物料平台上,机械手放好工件后,整个工作过程结束,程序停止。
3、比赛先在DS3-402-2的高级工考核实训设备的PLC裸机上进行程序编写和调试,时间为两小时,比赛时间到以后则必须立刻把程序保存然后拷贝入监考教师的U盘中,统一拿到DS3-401-1的自动生产线上进行调试,12人分成4批次时间进行程序实物调试,调试时间为每人半小时。
4、根据参赛选手的程序编写的效率、控制功能的完成度和实物调试的熟练度决定比赛最终成绩。
注:比赛中可以借鉴由厂家提供的自动线设备各单元的模块参考程序。
题目B:自动生产线硬件安装与调试
控制要求:
1、完成YL-335A自动生产线的某个单元硬件安装与调试:“供料站”,“加工站”,“装配站”,“分拣站”。
2、随机抽取比赛需要进行硬件安装与调试的单元进行装配。
3、考核评分按照工艺要求进行,包括机械气动部件、传感器的安装;PLC 外部线路接线等;安装完成后用程序进行控制。
4、考核时间为3个小时,时间到即完成该模块的操作,按照顺序进行调试。
5、根据参赛选手的硬件安装效率、工艺规范性、单站功能的完成度和实物调试的熟练度决定该模块比赛最终成绩。
电子电气工程系“自动线安装与调试”竞赛筹备组
2009年10月23日。