油管接箍内螺纹计算机辅助测量系统
TP-JC油管使用操作手册图例

TP-JC油管螺纹重复使用验收标准图例♦说明✧本标准图例是依据TP-JC油管的性能特点以及油田现场使用现状,在经过天津钢管集团股份有限公司工程实验室试验论证的基础上编写的。
✧本标准图例中的图片均取自中石化西北油田分公司油井现场实际使用过的管子,规格为3-1/2in TP-JC油管。
✧本标准图例中的图片并非精确的定量标准,仅供油田现场施工检验时参考。
♦螺纹检验的基本原则✧使用过的管子再次入井前,管体及螺纹须经仔细的检查合格后方可再次使用,不合格的管子应做好标记予以剔除。
✧管子的内、外螺纹在其配合长度内,不应有影响螺纹连接强度与密封性的连续性缺陷存在,局部、非连续性的缺欠经适当的修磨是允许的。
✧使用过的管子,其螺纹的几何结构参数与管子出厂时的原始参数比较,可能会产生某些变化。
螺纹齿高、螺距及紧密距(螺纹直径)等参数即使偏离原始的标准参数范围,亦不能作为螺纹的判废依据。
外观良好的螺纹,不需要进行螺纹参数的检测。
✧管子螺纹在运输及使用过程中,因承受外力及磕碰等造成的变形及影响配合的螺纹损伤应予以剔除、报废。
✧螺纹锈蚀比较严重的管子应予以报废。
✧对于管子外螺纹,在《TP-JC油管使用操作手册》表3规定的完好螺纹长度(7牙)内,允许存在不影响螺纹配合的毛刺及划痕,出现严重的毛刺、划伤及粘连(积瘤)等现象,应予以报废。
在完好螺纹长度以外出现的毛刺、划痕不能作为判废依据;但出现粘连等严重粘扣现象应予以报废。
✧接箍内螺纹的齿形应该完整,出现严重划伤、积瘤等粘扣现象应该剔除,但局部磷化等镀层的脱落,特别从靠近接箍端面算起的38mm(12牙)以内镀层的脱落及齿形磨尖不能作为判废依据。
图17牙内轻微毛刺不影响螺纹连接强度与密封性能—合格♦公扣合格图例7牙后出现划伤不影响螺纹连接强度与密封性能—合格图35牙后齿顶及中后部齿侧出现划伤,但对螺纹配合不构成实质性影响,可以满足连接强度与密封性要求—合格♦公扣合格图例图4损伤情况较图3略重,但较严重损伤部位出现在螺纹尾部,对螺纹配合仍然不会构成实质性影响,可以满足连接强度与密封性要求—合格图57牙内出现较严重锯齿状损伤—判废♦公扣判废图例7牙内出现较严重毛刺及划伤—判废图77牙内出现锯齿状损伤—判废♦公扣判废图例7牙内出现较严重锯齿状损伤—判废图9螺纹出现碰伤及较严重粘扣—判废♦公扣判废图例螺纹端部出现磕碰损伤—判废图11接箍磷化镀层出现脱落及轻微划伤,但此部位与公扣尾部不完整螺纹相配合,对螺纹连接强度与密封性能不构成影响—合格♦母扣合格图例图12与图11类似,接箍磷化镀层出现脱落及轻微拉伤,但此部位与公扣尾部不完整螺纹相配合,对螺纹连接强度与密封性能不构成影响—合格图13靠近接箍端部出现较小麻坑、磷化镀层脱落及划伤—合格♦母扣判废图例接箍磷化镀层脱落及出现较严重粘扣—判废图15接箍磷化镀层脱落及出现较严重粘扣—判废♦母扣判废图例接箍磷化镀层脱落及出较严重粘扣—判废图17接箍端部磕碰导致螺纹变形—判废♦注:本图集收录的标准示例图片尚不全面,在今后的使用过程中仍有待进一步补充与完善。
石油常用专用管螺纹和管材的类型及规格3

石油常用专用管螺纹和管材的类型及规格一、前言在石油工业发展过程中,API系列规范的石油管专用螺纹起着不可或缺的作用。
石油管专用螺纹主要分为两大类:用于井下工具及钻柱构件连接的石油钻具接头螺纹及用于油套管连接的油套管接头螺纹。
随着油井气钻采作业向更深、更高压力和更高温度等更苛刻工况条件的方向发展,而且石油钻采工艺技术不断的进步,常规石油管螺纹很难满足油田的开发需求。
本文就石油常用专用管螺纹和管材的主要类型、规格及发展现状作相应的介绍。
二、钻具接头螺纹钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。
目前生产和检验依据的标准主要是API SPEC 7。
(螺纹外观见图3)API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。
这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。
其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接中应用极为广泛。
其主要螺纹型式如表1所示。
表1:钻具接头螺纹类型1. 内平型螺纹该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。
所有规格螺纹均采用V-0.065平顶平底三角形牙型,这种牙型为平牙底,牙顶较宽度为0.065英寸(1.651mm)。
除51/2IF外,其它规格螺纹的因结构尺寸与相应的数字型螺纹完全相同,故具有互换性。
该型螺纹因其牙型结构易导致应力集中,API 已将其淘汰,其中包括41/2IF和4IF,它们就是曾经在我油田被大量使用的410、411和4A10、4A11,取而代之的是NC50和NC46数字型螺纹。
图1 V-0.038R、V-0.050和V-0.040牙型图2 V-0.065和V-0.055牙型2. 贯眼型螺纹该型钻杆接头螺纹连接内外加厚钻杆,形成钻杆接头内径和加厚端内径相等,而均小于钻杆管体内径的通径。
API油套管接箍(内)螺纹检验规程
API油套管接箍(内)螺纹检验规程1.0 目的本规程对API油套管接箍(内)螺纹检测程序作了规定,以确保接箍(内)螺纹的质量。
2.0适用范围本规程适用于API油套管接箍(内)螺纹的检验和验收/拒收的依据。
3.0 检验依据3.1 API Spec 5B 套管、油管和管线管螺纹的加工、测量和检验规范。
3.2 API Spec 5CT套管和油管规范(第八版)。
4.0 检验项目检验API油套管接箍(内)螺纹包括以下项目:项目No.1:外观检验项目No.2:紧密距检验项目No.3:锥度检验项目No.4:齿高检验项目No.5:螺距检验项目No.6:镗孔直径检验项目No.7:镗孔深度检验(偏梯形螺纹除外)项目No.8:接箍外径检验项目No.9:接箍长度检验项目No.10:承载面宽度检验5.0 检验量规进行API油套管接箍(内)螺纹检验需要使用下列量规:1. 游标卡尺2. 深度规3. 各种规格各种扣型的塞规4. 内螺纹锥度规5. 内螺纹齿高规以及齿高标准块6. 螺距量规以及螺距标准块6.0 检验规则1. 根据生产规格、螺纹类型准备好量规及相应的标准块和量规触头,检查量规是否在校准周期内,各种量规及相关标准块均须保证无任何氧化现象,检验过程中需轻放轻拿,避免损坏量规。
2. 每班开始加工时,前三件产品必须对全部螺纹参数进行检验,符合本规程要求后方可进入正常生产。
3. 机床加工过程中,如有参数调整,须对调整后的相邻两件产品进行相应检验。
4. 如任何一项检验项目出现不合格,必须对此件前后相邻两件进行相应检查。
如再发现不合格,须继续向前和向后进行追查,排除所有不合格产品。
5. 所有检测数据都写入到相应的检验记录中,并保存。
7.0 检验程序及验收标准7.1 肉眼检查●检验项目号:No.1●量规类别:粗糙度对比块●公差:无●量规校验:无●检验要求:1. 从接箍端面到接箍中心J+1牙平面间隔内,螺纹部分不得有凹坑、凸点、毛刺、撕裂、刀伤、裂纹或者破坏螺纹连续性的其他缺欠。
API油套管螺纹接头拧接操作规程
API油套管螺纹接头拧接操作规程1.0 目的本操作程序规定了对API油套管接头的(机紧)拧接要求。
2.0 操作员职责操作员在使用拧紧机时,须确保每一根接头均按照本操作规程进行拧紧。
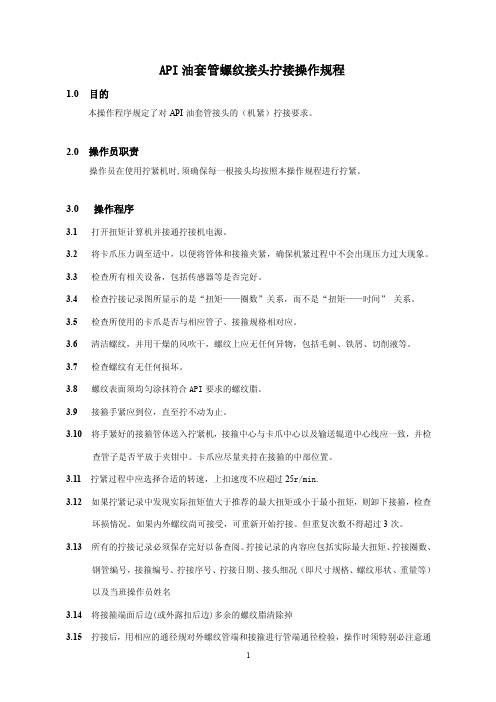
3.0 操作程序3.1打开扭矩计算机并接通拧接机电源。
3.2 将卡爪压力调至适中,以便将管体和接箍夹紧,确保机紧过程中不会出现压力过大现象。
3.3 检查所有相关设备,包括传感器等是否完好。
3.4检查拧接记录图所显示的是“扭矩——圈数”关系,而不是“扭矩——时间”关系。
3.5检查所使用的卡爪是否与相应管子、接箍规格相对应。
3.6 清洁螺纹,并用干燥的风吹干,螺纹上应无任何异物,包括毛刺、铁屑、切削液等。
3.7检查螺纹有无任何损坏。
3.8螺纹表面须均匀涂抹符合API要求的螺纹脂。
3.9接箍手紧应到位,直至拧不动为止。
3.10将手紧好的接箍管体送入拧紧机,接箍中心与卡爪中心以及输送辊道中心线应一致,并检查管子是否平放于夹钳中。
卡爪应尽量夹持在接箍的中部位置。
3.11 拧紧过程中应选择合适的转速,上扣速度不应超过25r/min.3.12 如果拧紧记录中发现实际扭矩值大于推荐的最大扭矩或小于最小扭矩,则卸下接箍,检查坏损情况。
如果内外螺纹尚可接受,可重新开始拧接。
但重复次数不得超过3次。
3.13所有的拧接记录必须保存完好以备查阅。
拧接记录的内容应包括实际最大扭矩、拧接圈数、钢管编号,接箍编号、拧接序号、拧接日期、接头细况(即尺寸规格、螺纹形状、重量等)以及当班操作员姓名3.14将接箍端面后边(或外露扣后边)多余的螺纹脂清除掉3.15拧接后,用相应的通径规对外螺纹管端和接箍进行管端通径检验,操作时须特别必注意通径规不得损坏接箍现场端螺纹。
3.16内螺纹带上保护环并拧紧。
4.0 上卸扣实验4.1 各加工分厂生产时,每个合同油管按每5000支/次、≤7″套管按3000支/次、>7″套管2000支/次进行上卸扣实验;如果合同不到规定支数则任取一组接头进行上卸扣实验:圆螺纹按最大扭矩;偏梯形螺纹至少上扣到三角形底边后1扣的位置进行上卸扣实验,油管需经4次、套管需经3次上扣和卸扣操作后,不得出现粘扣或螺纹损伤。
关于石油管螺纹紧密距的测量与计算
关于石油管螺纹紧密距的测量与计算作者:王琼来源:《中国化工贸易·中旬刊》2017年第04期摘要:标准中对紧密距的定义非常明确、合理,即在规定条件下旋合的内外锥螺纹其规定测量点或面之间的轴向距离。
而石油专用管螺纹量规是一种专用量具,即具有量具的通用性又是为了得到准确的结果而采用一种测量方式所得到的数据,不同于通用量具的是石油专用管螺纹量规带锥度、把被检测的螺纹基面中径间接的反映到轴向,通过紧密距值来实现测量的过程。
石油专用管螺纹量规检测产品的过程,也是对产品螺纹各单参数(螺距、锥度、牙侧角、中径)累积误差合理性的综合检验,这是单一中径检测所不能代替的测量过程。
相信很多检测人员一听到校对量规与工作量规、凹入量和凸出量还有正负号都比较头疼,下面我着重给大家就讲一下这几点。
关健词:校对量规;工作量规;紧密距;量值1 石油专用管螺纹量规的量值使用一套合格的螺纹工作量规,首先要会合理正确的使用量规所提供的紧密距数据,检查量规是否有校准证书或质量证书,查看量规校准证书中有关的紧密距数值,搞清楚哪几个数据与检测产品时有关,这些数据是否符合 API SPEC 5B、API SPEC 7-2 规范要求,只有这些紧密距值符合 API SPEC 规范要求方才可以使用,这些数据具体使用方法如下:1.1 油、套管和管线管螺纹量规的量值传递关系油、套管圆螺纹校对规→(±0.635)工作规→产品偏梯型套管螺纹校对规→(±0.381)工作规→产品管线管螺纹校对规→(±2.540)工作规→产品S——校对规自配紧密距P——校对规小端自配紧密距(塞凹为+)S1——校对环规对工作塞规传递紧密距P1——校对塞规对工作环规小端传递紧密距(塞凹为+)油管、圆螺纹套管工作塞规测量接箍紧密距油管、圆螺纹套管工作环规测量管子紧密距管线管螺纹套管工作塞规测量接箍紧密距管线管螺纹工作环规测量管子紧密距套管偏梯工作塞规测量接箍紧密距套管偏梯工作环规测量管子紧密距1.2 API SPEC 7-2 旋转台肩式钻杆接头螺纹量规检产品2 钻具接头螺纹量规的量值传递关系原始规→(±0.1)地区规→(±0.1)校对规→(±0.1)工作规→产品S——校对规自配紧密距S1-——校对环规对工作塞规传递紧密距S2——校对塞规对工作环规传递紧密距工作塞规测量产品内螺纹紧密距(S-S1)0 +0.25mm工作环规测量产品外螺纹紧密距S2-0.13 +0.25mm参考文献:[1] 艾裕丰,卫尊义,吴健,许晓锋,白小亮.API SPEC 7—2旋转台肩式螺纹连接的加工与测量[J].工具技术,2012(3):88-90.。
石油管螺纹检测

石油管螺纹检测技术人员等级评定培训班资料(一)(钻具、油套管螺纹检验部分)石油工业专用管材质量监督检验中心石油工业专用螺纹量规计量站二○○七年九月目录一、钻具、油套管螺纹检验二、对标准中几个问题的讨论三、螺纹常见外观缺陷四、API圆螺纹套管及接箍紧密距释疑五、API偏梯形螺纹套管三角形上扣标记疑点分析一、钻具、油套管螺纹检验1 概述1.1 油井管简介国外将钻杆、钻铤、方钻杆、转换接头等钻具和油套管统称为油井管(OCTG),顾名思义——下入油井里的管子,我们石油行业以前将之称为“石油专用管”,其实“石油专用管”还包括管线管(输送管)。
油井管和管线管总称石油专用管。
油井管年需求在120万吨左右(约占全世界的5分之一),耗资达100多亿元,油套管占总需求的90%左右。
油井管柱也就是由所说的三柱组成:钻柱、油管柱和套管柱。
油井管由锥度螺纹将单根油井管连接而成,浅则数百米,深则数千米,甚至上万米。
锥度螺纹具有上卸扣速度快,连接强度高,密封性好等优点。
管柱在不同井段要长时间承受拉伸、压缩、弯曲、内压、外压和热循环等复合应力的作用。
螺纹连接部位是最薄弱的环节,失效事故80%以上发生在螺纹连接处。
因此,油井管螺纹主要应具备两个特性:(1)结构完整性,就是螺纹啮合后应具备足够的连接强度,不致于在外力作用下使结构受到破坏;(2)密封完整性,就是要能够保证含有数以百计螺纹连接接头的管柱在各种不同受力状态下承受内外压差(一般为几百个大气压)的长期作用而不泄漏。
螺纹连接强度和密封性能是油井管极为重要的两个技术指标。
1.2 检验的意义螺纹检验的目的就是要把螺纹质量不合格的管子检查出来,防止不合格管下井,最大限度避免或减少油井管失效事故的发生。
油井管螺纹失效形式主要有:丝扣断裂、粘扣、滑脱、泄漏等。
处理事故少则几十万,多则几百万,甚至整口井报废,造成重大的经济损失。
各油井管生产厂要经过工序检验、入库前抽检(成品库抽检)等多道工序把关;各油田还要进行到货后商检(验收)或派人赴工厂监造或在出厂前、装船(车)前检验,有的油田则委托第三方检验机构驻厂监造。
石油管螺纹单项参数测量仪使用知识电子书

outer screw and knowing that the screw is the screw gauge.
用于测量油管、套管、接箍螺纹的轴线与中心轴线间的同轴度偏差
±2mm
0.01mm
Measure the coaxial variation between the central axis and the connecting screw o
These high precision instruments are more than 20 kinds and widely used for oil industry to measure the monomial parameters of taper, pitch and height screw for oil pipe, canola and drill shank. It is constituted by the transmission system of rigidity main body and indicator to control and improve the quality of screw. It is the basic tools to measure the oil pipe screw thread and completely accord with international standard AP158. standard No: JJF 1063-2000
内螺纹锥度测量仪(专利产品) 货号
NR.
642-003
Inner screw taper measuring instrument(Patent Product)
产品型号
规格
用途
油套管接箍加工变形与圆度控制

油套管接箍加工变形与圆度控制随着经济和科技不断发展,石油资源在社会发展中越来越占据重要位置。
在油套管的生产中,油套管的接箍加工也引起了大家重视。
特别是接箍的变形与圆度控制方面,在连接油套管管柱时。
油套管的合理使用对保障石油生产作用非常大。
为了能够进一步保障油套管能够安全可靠的使用,所以要不断加强这方面研究。
标签:油套管;接箍加工;变形;圆度;控制1 前言油套管是石油生产的必备产品,其通过将带有螺纹的接箍与两根套管进行连接,可形成数千米的套管柱。
对于油套管接箍,螺纹加工是重点内容之一。
因此,接箍的质量关系到整个套管是否安全可靠。
所以,在油套管接箍加工的过程中其变形和圆度的适当控制,可以让螺纹更加可靠,能够从根本上去解决螺纹质量问题。
2 概述与问题目前,油套管接箍加工還是会存在一些问题。
这些问题如果不能得到很好地解决,就会影响油套管使用的安全性。
因此,要针对其展开具体研究分析,找到关键核心问题,才能够针对问题找到最佳解决方式。
2.1 概述特殊螺纹由于其特有的密封结构和螺纹牙型设计,能够很好地保证管柱的连接强度和密封性能。
近年来,特殊螺纹的油套管产品已经广泛应用在各大油田并取得了很好的使用效果。
特殊螺纹不同于API螺纹,在保证高连接强度和密封性能的同时,对螺纹参数也提出了很高的精度要求,特别是螺纹圆度。
一般API 螺纹圆度要求为0.2mm,而特殊螺纹的圆度要求为0.1mm。
目前,进口精密车床都能满足特殊螺纹齿高、螺距、锥度以及一些常规尺寸的加工要求。
由于石油套管是典型的薄壁工件,内螺纹和密封面加工极易发生弹塑性变形,造成椭圆问题。
如果控制不当,极易出现圆度超差问题,难以实现其特有的连接性能和密封性能,以致不能满足使用要求,导致特殊螺纹接箍的产品合格率下降、加工效率降低和成本增加,成为很多接箍生产厂家加工特殊螺纹接箍的技术难题。
2.2 问题在接箍加工的时候,是很容易因为变形问题而产生椭圆的问题。
如果控制和操作不当,还会出现严重圆度超差问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
实 验 方 法2将 油 管 接 箍 放 在 测 量 系 统 的 装 卡 位 置 上并卡好#然后进行连续重复测量 456次!
实 验 结 论 2由 实 验 数 据 可 以 看 出 #一 次 装 卡 测 量 值
控制面板模块提供了自动与手动操作的基本界 面 !结 果 显 示 模 块 是 系 统 的 主 界 面 #它 可 以 实 时 地 跟 踪 显 示 每 一 个 零 件 的 检 测 结 果#包 括 齿 形 的 扫 描 曲 线 图 形和主要测量结果参数!
/ 测量装置试验结果
根 据 用 户 的 要 求 #在 现 场 进 行 以 下 试 验 #以 检 验 整 个系统工作可靠性及测量精度! /01 一次装卡实验
第 ’期增刊
油管接箍内螺纹计算机辅助测量系统
?@
!"#体 积 小 $结 构 精 巧 $重 量 轻 $多 用 途 % !&#在 线 测 量 $记 录 油 管 接 箍 内 螺 纹 的 各 项 参 数 % !’#数 据 处 理 快 速 $准 确 $精 度 高 % !(#传 感 器 精 度 指 标 满 足 实 际 测 量 要 求 %
qEywqHtsrtsqsIwsu!-Cs+,- q|qwsx CHq#ssIwsqwsuDIwCsqrDw!$wCHq#ssI%stG{GsuwCHwwCsq|qwsx GqHIs{}
{svwG%sxswCDuwDwsqw~DGIwGIwstIHywCtsHu*zCGvCvDEyuxsswwCsusxHIuD{wsqwrtsvGqGDI!
&52’89A3 (DGIw $IwstIHywCtsHu +,- )GwvC
*引 言
油管接箍#如图 !所示’是油田设备中重要的零配
箍 内 螺 纹 的 专 用 设 备*其 主 要 用 于 在 线 或 离 线 #实 验 室 ’测 试 各 种 符 合 ,)$#美 国 石 油 学 会 ,xstGvHI )swtDysEx $IqwGwEws’标 准 的 油 管 接 箍 内 螺 纹*具 体 技 术要求如下表)
5 盛骤#谢式千#潘承毅A概率论与数理统计A北京2高等教育 出 版 社 #4;6;A5=4D 56=A
油管接箍内螺纹计算机辅助测量系统
作者: 作者单位:
刊名: 英文刊名: 年,卷(期): 被引用次数:
周强, 张慧慧, 宗光华 周强,宗光华(机器人研究所,北京航空航天大学,北京,100083), 张慧慧(机电学院,北京工业 大学,北京,100022)
第 "&卷第 &期增刊
仪器仪表学报
"$$"年 3月
油管接箍内螺纹计算机辅助测量系统
周 强! 张慧慧" 宗光华!
!#机器人研究所 北京航空航天大学 北京 !$$$%&’ "#机电学院 北京工业大学 北京 !$$$""’
摘要 详细介绍了油管接箍内螺纹计算机辅助测量系统的机械(软硬件结构与原理)给出了数据处理方法与实验结果)通过现 场 实 验 证 明 整 个 系 统 工 作 正 常 *测 量 结 果 满 足 精 度 要 求 *是 一 种 在 线 测 量 油 管 接 箍 内 螺 纹 参 数 的 有 效 方 法 ) 关键词 油管接箍 内螺纹 +,- 螺距
测试对象主要是 "-.%/0 规格油管接箍内螺纹
表 * 油管接箍内螺纹技术规格
xx
规格型号
外径
内径
长度
记 录 仪 检 测 *人 工 进 行 数 据 处 理 (填 表 存 档 ) 以 上 两 种 方 法 都 存 在 工 人 劳 动 强 度 大*测 量 结 果 受 人 为 因 素 影 响大等缺点)针对以上存在的问题研制出一套油管接 箍 内 螺 纹 计 算 机 辅 助 测 量 系 统*该 系 统 是 测 量 油 管 接
整个系统全部采用 456电源供电*以保证意外停 电时系统不会发生故障+
7 测量装置软件结构
测 量 系 统 软 件 建 立 在 89:;<=>?@操 作 系 统 平 台
;<
仪器仪表学报
上!整个程序共分为 "个模块#用 $个 %&&’((数 据 库 记 录 检 测 结 果 和 标 准 参 数 等 重 要 数 据#整 个 测 量 系 统的程序结构框图如图 $所示!
) 测量系统工作基本原理
油管接箍内螺纹计算机辅助测量系统的原理是以 内 螺 纹 的 某 一 轴 截 面 齿 型 为 主 要 研 究 对 象*获 取 这 一 截 面 齿 型 的 数 据 +采 用 接 触 式 测 量 策 略 *计 算 机 控 制 步 进电机带动测针沿油管接箍轴向运动并记录这一运动 轨迹 ,*同时测针带动位移传感器在内螺纹齿面滑动* 通 过 对 位 移 传 感 器 的 采 样 来 记 录 这 一 位 移 变 化 量 -+ 测 量 完 一 定 长 度 内 的 螺 纹 齿 型 后 测 针 缩 回*步 进 电 机 带动测针回位+由数据 ,$-不难合成内螺纹某一截面 齿 型 *然 后 对 数 据 进 行 数 据 处 理 计 算 出 基 本 参 数 $导 出 参 数 *最 后 进 行 误 差 补 偿 并 把 测 量 数 据 存 入 数 据 库 *至 此一个测量周期结束+
./0123456 789:8;<4=<459<>?0@95>A
BCDEFGHIJ! BCHIJKEGCEG" BDIJLEHIJCEH!
M#NOPOQRSTUVTQRQWQX*YXRZRV[\VR]X^TRQ_O‘aX^OVbWQRSTbVcaTQ^OVbWQRST*YXRZRV[ Mdddef*ghRVb’ i#jShOOkO‘lXShbVRSbkbVcaWQOmbQROV*YXRZRV[nOk_QXShVRS\VR]X^TRQ_*YXRZRV[ Mdddii*ghRVb’
仪器仪表学报 CHINESE JOURNAL OF SCIENTIFIC INSTRUMENT 2002,23(z1) 2次
平均值 标准差
极差
5$0964 406:; :0::5 :0::4 :0:49 :0::9
49< :0::5 :0:45
:0$:" :0::5 :0::;
40<44 :0::< :0:94
6:0=$4 :0::4 :0::$
/0> 与检规测量结果对比实验 实 验 目 的2将 测 量 结 果 与 检 测 量 规 测 量 结 果 相 比
@结 论
通 过 现 场 实 验 与 数 据 比 较 分 析 可 以 证 明2油 管 接 箍 内 螺 纹 计 算 机 辅 助 测 量 系 统 机 械3硬 件 与 软 件 各 部 分 设 计 合 理3工 作 正 常#满 足 在 线 测 量 的 要 求-测 量 精 度达到用户指标!
参考文献
4 石 油 工 业 部 物 资 供 应 管 理 局 组 织 翻 译A%BC专 用 管 材 手 册 A北 京 2石 油 工 业 出 版 社 #4;6:A44D ==A
较 #以 确 定 测 量 系 统 的 精 度 3稳 定 性 ! 实 验 方 法2在 油 管 接 箍 的 特 定 位 置 分 别 用 检 测 量
规 和 计 算 机 辅 助 测 量 系 统 进 行 测 量 #比 较 检 测 结 果 ! 实 验 结 论2螺 距 和 齿 高 的 离 散 性 基 本 能 达 到 检 测
油 管 接 箍 测 量 系 统 采 用 机 械 接 触 式 测 量 结 构 !如 图 ’所示#*测头的基本原理相当于一个微型轮廓仪+
测 头 进 行 测 量 时*首 先 使 测 针 伸 出 并 紧 靠 在 油 管 接 箍 的 内 壁 上 %接 着 *扫 描 头 部 分 由 步 进 电 机 通 过 滚 珠 丝 杠 推 动 *沿 油 管 接 箍 的 轴 向 运 动 + 这 样 *当 扫 描 头 运
第 59卷
的 标 准 差 很 小 #证 明 了 测 试 系 统 的 重 复 精 度 很 高 #可 以 忽 略 传 感 器 3机 械 传 动 系 统 3数 据 采 集 系 统 和 噪 声 对 计 算机辅助测量系统精度的影响!
表 7 一次装卡主要实验数据
88
项目
螺距
实际 齿高
接箍 长度
齿根 截距
锥度 .孔直径
动 的 同 时*内 螺 纹 轴 向 截 面齿型的轮廊推动测针做
径 向 移 动*带 动 感 应 板*再 由 电 感 式 传 感 器 !"号 传 感 器 #测 出 径 向 的 位 移 量*经 过数据采集卡进行 123转 换送入到工控计算机中+随 着扫描头部分轴向的进给
运 动*连 续 的 采 集 径 向 的
/o349>p4 -CGqrHrstuGqvEqqsqwCsxsvCHIGvHy*CHtuzHts*qD{wzHtsvDI{GJEtHwGDIqHIurtGIvGrysqD{+,- q|q}
wsx {Dt~DGIwGIwstIHywCtsHuGIuswHGyq!-CsrtDvsqqGIJxswCDuD{wsqwuHwHHIurtDvsuEtszGwCs"rstGxsIwts}
"-.%/0
1&2"
-32&1-
5主要测量项目及精度指标
表 6 主要测量项目及精度指标
测量项目
螺距
齿高
顶圆直径
!&&24
xx
总长
精度指标 7$2$!.GIvC 7$2$!
7 $2$"
7 $28
图 ! 油管接箍简图
9测量速度 油管接箍是在由 ):+和数控系统控制下的 );+ < !$$-+= 多 工 位 车 丝 机 上 进 行 加 工 的)在 线 测 量 系 统 不 能 影 响 正 常 加 工 周 期 )所 以 *测 量 装 置 每 测 一 个 油 管接箍最大不能超过 !8秒) 该系统设备主要有以下几个特点>