轮胎定型硫化机受力分析
7.轮胎定型硫化机
Tire shaping and curing press
第六节 主要参数确定
定型硫化机的主要参数包括:横压力、预紧力 (又称锁模力)和功率。 一、横压力、预紧力和总压力 横压力是确定机台和各零部件设计的原始参数。 Qh=Qn +Qsh -Qw Qh -横压力; Qn-模型内一个向外扩张的压力; Qsh-作用于蒸汽室壁的压力; Qw -模型外与蒸汽室间有一个力图压紧模型的原理 主机带动曲柄齿轮及连杆,横梁在曲柄齿轮及连 杆作用下垂直和水平运动,通过横梁的垂直运动 锁紧横梁和底座之间的模具,进而产生轮胎硫化 所需要的合模力。横梁上设有推顶器,底座上设 有中心机构,通过横梁的水平移动以便实现装胎、 轮胎与胶囊的剥离及卸胎等动作。在硫化整个周 期中,横梁都保持水平状态不倾斜。硫化时往中 心机构的胶囊中注入过热水,起到水胎的作用。 轮胎在闭合的上下模具间的高温高压下完成轮胎 的定型和硫化。
当单位压力为pn的过热水通入胶囊时,压力胶 囊传递给韦硫化的外胎, pn作用于胶囊内腔的 最大直径上,但由于胶囊及胎坯均不是刚性体, 特别是硫化加温后,胎坯胶料呈粘流态,故计 算模内压力时, Qn=Л /4Dmn2pn 当蒸汽室通入单位压力为psh的蒸汽时。则蒸汽 室的压力为: Qsh= Л /4Dshz2psh 同样psh也作用到胎模的表面,则压紧模型的外 压力为: Qw=Л /4Dmn2psh
二、功率的确定 功率消耗较大的有三个位置: 1)开模瞬间; 2)闭模启动引开和翻横梁时; 3)锁模力达到一定值时。 因为1)和2)受启动电流的影响,不代表机台 的真正功率。所以考虑功率只要3)得到满足, 其它就自然得到满足。
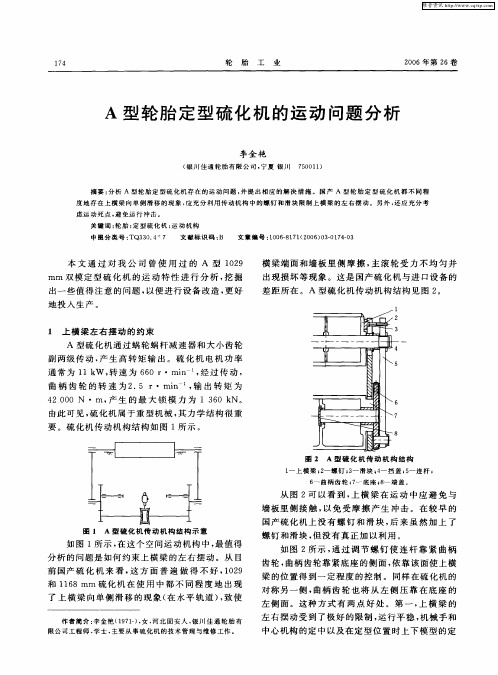
A型轮胎定型硫化机的运动问题分析
面 很 少 有 人 去 调 节 它 , 一 方 面 , 些 设 备 厂 家 的 另 有
() 化 前 a简
( ) 化后 b简
度 地 存 在 上 横 梁 向单 侧 滑移 的现 象 , 充 分 利 用 传 动 机 构 中 的 螺 钉 和 滑块 限制 上 横 梁 的左 右 摆 动 。另 外 , 应 充 分 考 应 还 虑 运 动 死 点 , 免运 行 冲击 避
关 键 词 : 胎 ; 型硫 化机 ; 动 机 构 轮 定 运 中 图 分 类号 : TQ3 0 4 3 . 7 文 献 标 识 码 : B 文章 编 号 : 0 6 8 7 ( 0 6 0 — 1 40 i 0 — 1 l 2 0 ) 30 7 — 3
图 3 A 型 硫 化 机 传 动 机 构 结 构
l 上 横 梁 及 主辊 ;一 墙 板 ;一 连 杆 ; 曲 柄 齿 轮 。 2 3 4
结 构设计还 存在一些 问题 , 主要 表 现 在 以下 两
方面。
() 1 在调 整螺 钉 的过程 中 , 为保证 连杆 的垂 直 度, 上横 梁 的端轴 不 能 过 长 或 者挡 盖应 尽 量往 里 多压 入一 些 。 国产 硫 化机 在 调 节 中连 杆 易倾 斜 , 无 法达到 连杆 靠 紧 曲 柄齿 轮 、 曲柄 齿 轮 靠 紧底 座 端 面 的程 度 。 () 2 国产硫 化 机 的 上 横梁 轴 端 不 是 采 用挡 盖
本 文 通 过 对 我 公 司 曾使 用 过 的 A 型 1 2 09 mm 双模 定型 硫 化 机 的 运 动 特性 进 行 分 析 , 掘 挖 出一些 值得 注意 的问题 , 以便 进 行设备 改 造 , 好 更
轮胎定型硫化机

充氮硫化的轮胎硫化机中心机构
充氮硫化的轮胎硫化机的中心机构,其大部分 部件与现有的充氮硫化的轮胎硫化机的中心机 构的相应部件相同,所不同的是,缸筒上口装 有缸盖和法兰盖,其环形凹槽喷射蒸气和氮气 的喷口方向分别呈水平偏下向与水平偏上向, 同时,在法兰盖上还装有一吸水胶管,其吸嘴 可吸取胶囊中的冷凝水通过出水管流出。该中 心机构用硫化机硫化轮胎,其硫化室内的蒸气 和氮气混合均匀,能及时排除冷凝水,保证硫 化室温度均匀稳定,从而提高硫化质量。
活络模是把两半模改为胎冠部位可径向分合的 几个小块,在合模时,活络模块能自动的径向 合拢,包住胎坯;卸胎时,活络模块可以径向 分离,脱离硫化的轮胎,这样保证胎体和胎冠 的完整和硫化质量,有利于装卸轮胎。
但是,活络模的结构复杂、制造成本高,因此 目前只在硫化子午线轮胎中采用。
活络模的结构类型较多,可分为:平面导向活 络模、圆锥面导向活络模球面导向活络模、径 向活络模、杠杆式活络模等。目前使用较多的 活络模具为平面导向活络模和圆锥面导向活络 模。
现在人们发现了利用氮气可以解决上述问题,它采用
190—210℃高压饱和蒸汽充入胶囊升温之后,再向胶囊充 入2.0—2.6MPa压力的高纯氮气的增压办法,以达到高温高
压的硫化条件,从而实现了上述目标。
近年来,蒸汽/氮气介质硫化方式发展很快,目前在美国、 日本等主要轮胎生产厂家新建项目已基本采用氮气硫化的 方式。
在模中硫化,胶囊上下夹环 在硫化位置。两个水平气缸
锁住中心机构
硫化结束。开模, 将轮胎顶离下模。
卸胎器转入, 抓住硫化好的轮胎
卸胎器转出,将硫化好的 轮胎送到后充气工位或卸胎 辊道。装胎器转入,将新胎坯
送到硫化工位
到达硫化位置, 胶囊出囊筒
机械式和液压式轮胎定型硫化机
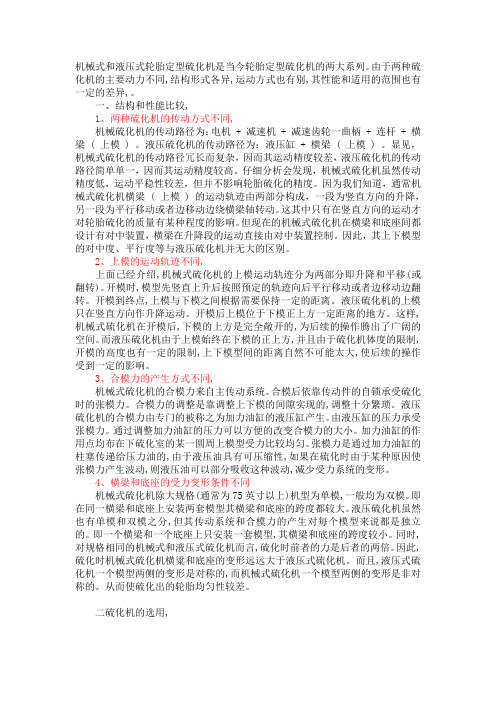
机械式和液压式轮胎定型硫化机是当今轮胎定型硫化机的两大系列。
由于两种硫化机的主要动力不同,结构形式各异,运动方式也有别,其性能和适用的范围也有一定的差异,。
一、结构和性能比较,1、两种硫化机的传动方式不同,机械硫化机的传动路径为:电机 + 减速机 + 减速齿轮一曲柄 + 连杆 + 横梁 ( 上模 ) 。
液压硫化机的传动路径为:液压缸 + 横梁 ( 上模 ) 。
显见,机械式硫化机的传动路径冗长而复杂,因而其运动精度较差,液压硫化机的传动路径简单单一,因而其运动精度较高。
仔细分析会发现,机械式硫化机虽然传动精度低,运动平稳性较差,但并不影响轮胎硫化的精度。
因为我们知道,通常机械式硫化机横梁 ( 上模 ) 的运动轨迹由两部分构成,一段为竖直方向的升降,另一段为平行移动或者边移动边绕横梁轴转动。
这其中只有在竖直方向的运动才对轮胎硫化的质量有某种程度的影响。
但现在的机械式硫化机在横梁和底座间都设计有对中装置,横梁在升降段的运动直接由对中装置控制。
因此,其上下模型的对中度、平行度等与液压硫化机并无大的区别。
2、上模的运动轨迹不同,上面已经介绍,机械式硫化机的上模运动轨迹分为两部分即升降和平移(或翻转)。
开模时,模型先竖直上升后按照预定的轨迹向后平行移动或者边移动边翻转。
开模到终点,上模与下模之间根据需要保持一定的距离。
液压硫化机的上模只在竖直方向作升降运动。
开模后上模位于下模正上方一定距离的地方。
这样,机械式硫化机在开模后,下模的上方是完全敞开的,为后续的操作腾出了广阔的空间。
而液压硫化机由于上模始终在下模的正上方,并且由于硫化机体度的限制,开模的高度也有一定的限制,上下模型间的距离自然不可能太大,使后续的操作受到一定的影响。
3、合模力的产生方式不同,机械式硫化机的合模力来自主传动系统。
合模后依靠传动件的自锁承受硫化时的张模力。
合模力的调整是靠调整上下模的间隙实现的,调整十分繁琐。
液压硫化机的合模力由专门的被称之为加力油缸的液压缸产生。
机械式轮胎定型硫化机常见故障与分析

机械式轮胎定型硫化机常见故障与分析
时间:2012-07-26 作者:模具联盟网点击:391 评论:0 字体:T|T
轮胎硫化机是轮胎制造的关键设备,美国费尔斯通的一份研究材料介绍,一台硫化机上有四百多个因素(或部位)影响硫化轮胎的质量。
日本神户制钢所在桂林的技术交流会上介绍,在影响轮胎均匀性的因素中与硫化机有关的占30%,其中硫化机主机占9%,装胎机构占15%,后充气占6%。
轮胎硫化机也是轮胎厂使用最广的设备,它的使用与维护的好坏直接影响轮胎的生产效率。
硫化机的维修是轮胎厂设备管理人员投入精力最多的设备。
现从硫化机的结构和原理分析,同时综合硫化机在实际使用中的经验,按硫化机的组成部件对硫化机的常见故障、分析、纠正措施列表如下,供各轮胎厂设备管理及现有设备的大中修参考。
一、主机
二、装胎机构
三、硫化室与调模机构
四、中心机构
五、润滑系统
六、后充气装置。
25885093_B型机械式轮胎定型硫化机大修常见问题、原因分析及维修方法

作者简介:张晓琳(1988-),女,工程师,产品工程师,本科,主要从事双模定型硫化机的设计研发工作。
收稿日期:2021-04-30B 型轮胎定型硫化机(以下简称硫化机)大修是指对硫化机设备进行全面修理,使设备完全恢复精度,需要对设备所有零部件进行清洗检查,更换或加固主要零部件,调整机械和操作系统,配齐安全装置和必要附件,按设备出厂时的性能进行验收。
硫化机是轮胎在生产过程中使用的关键设备之一,也是保证轮胎产能、质量的基本条件。
由于硫化机使用环境及连续工作的性质,使得硫化机大修周期比其他机械设备要短。
硫化机机型更新周期快,硫化工艺变化大,气、电、液等控制水平不断更新和进步,以及环保节能、改善劳动强度等社会要求进一步推动轮胎生产企业尽快的更新设备或对原有的硫化机进行大修和技术升级改造。
近几年我公司对大量的硫化机进行了大修和升级改造工作,总结了硫化机在这过程中常见的问题、原因分析及维修方法如下:1 开、合模过程中有卡顿、异响原因分析:(1)主传动减速机磨损。
(2)传动轴、传动齿轮的键槽与传动键变形,导致配合出现间隙。
(3)传动齿面磨损。
维修方法:(1)检查减速机磨损情况。
减速机蜗轮一般采用B 型机械式轮胎定型硫化机大修常见问题、原因分析及维修方法张晓琳1,颜建龙1,郭良刚1,陆永高1,于波2,王爽1(1.青岛海琅特种装备科技有限公司,山东 青岛 266400;2.青岛双星轮胎工业有限公司,山东 青岛 266400)摘要:机械式轮胎定型硫化机长时间使用后需要大修,我公司在硫化机的大修和升级改造过程中总结了一些常见的问题,对其进行原因分析,并总结了在维修过程中对各类问题的解决方法。
关键词:轮胎定型硫化机;大修;原因分析;维修方法中图分类号:TQ330.491文章编号:1009-797X(2022)01-0065-05文献标识码:B DOI:10.13520/ki.rpte.2022.01.014锡青铜,减速机正常运行时,磨损很慢,有些减速机能够使用10年以上。
轮胎定型硫化机

我国主要的硫化机生产企业: 桂林橡胶机械厂; 福建华橡自控技术股份有限公司; 益阳橡胶塑料机械集团有限公司等。
§3
规格表示与技术特征
(一)轮胎定型硫化机的型号编制通常以硫化机的热板护罩或蒸 汽室的内径、模型数量及一个模具上的合模力表示,胶囊型式作为
辅助代号。具体表示如下:
□ □——□ □ / □ ×□
7.胎圈(BEAD)【与轮辋之间过盈配合】 是由挂胶钢丝按一定形状缠绕而成,起到将轮胎装入轮辋固定 轮胎的作用。 8.三角胶条(APEX)【动力传导,减缓冲击】 轮胎中钢丝圈上面的填充材料,要求性能:有较高的硬度,有 很强的粘合性能,与其他粘合。 9.钢丝圈包布(FLIPPER)【维持胎圈部分强度,提高与胎体 的粘着性,防止钢丝圈分散。】 10.胎圈包布(CHAFER)【防止轮辋与胎体直接接触,保护 胎体,补强胎圈部分的强度。】 11.气密层(INNER LINER)【防止漏气】 无内胎轮胎使用,由特殊橡胶制造,替代内胎贴在轮胎胎里上, 要求有很好的气密性。 有内胎的称为油皮胶,主要是减少轮胎胎体帘线受到内胎的摩 擦。 12.冠带层(CAP PLY)【保持高速状态下轮胎尺寸稳定性】 是子午胎带束层上使用的帘布层,在轮胎行驶中抑制带束层移 动,并防止高速行驶时带束层的脱离。 13.花纹(GROOVE)【调整轮胎的稳定性,牵引力制动力、 排水性及降低噪音】
2、分类
(一)轮胎定型硫化机按采用胶囊类型的不同可 分为四种类型: A型(或称AFV型)定型硫化机 胶囊从硫化的外胎 中脱出时,胶囊在推顶器的作用下,往下翻入下模 下方的储囊筒内。开模方式一般为升降平移型。 B型(或称BOM型)定型硫化机 胶囊从硫化的外胎 脱出时,胶囊在中心机构的操纵下,待抽真空收缩 后向上拉直。开模方式有升降型、升降翻转型。 AB型(或称AUBO型)定型硫化机 胶囊从硫化的外 胎脱出时,胶囊在胶囊操纵机构和囊筒的作用下, 上半部作翻转而整个胶囊由囊筒向上移动收藏起来。 开模方式有升降型和升降翻转型。 RIB型(rolling in bladdet type)定型硫化机 为适应 子午线轮胎生产的需要,综合了A型和B型硫化机的 优点而开发的一种新型机型,结构类似AB型,但不 需要抽真空,开模方式为升降平移型。
有限元分析在轮胎定型硫化机优化设计中的应用

图 2 硫 化 机 应 力 分 布 示 意
图 4 硫 化 机 结 构 优 化 后 应 力 分 布 示 意
Hale Waihona Puke 5 结 语 采 用 P o E建立 轮 胎定 型 硫化 机 模 型 , r/ 利用 ANS S并 采用 S l 9 Y oi 2单 元 对硫 化 机 进行 应 力一 d
图 3 硫 化 机 应 变 分 布 示 慝
结 果 表 明 , 化 机 最 大 应力 为 13 3MP , 大 变形 量 为 0 6 硫 1. a 最 、 8mm, 硫化 机 强 度 余 量 较 大 , 因此 在 优 化设 计 时 将 上 下托
板 厚度 均 减 小 1 mm、 杆 直 径减 小 2 5 拉 0 mm, 结 构 硫 化机 强 度 满 足 要求 。 新 关键词 : 定 硫 化机 ; 限 元 分析 ; 型 ; 度 有 模 强 中图 分 类 号 : TQ3 0 4 7 02 1 8 3 . ; 4 . 2 文献 标 识 码 : B 文 章 编 号 : 0 6 8 1 2 0 ) 10 4 — 2 1 0 1 ( 0 8 0 —0 40 7
图 l 硫 化 机 有 限 元分 析 模 型
称 性 , 1 z模 型 , 图 1所 示 。将 模 型 导 入 建 / 如
AN YS后 , S 选择 S l 9 oi 2单元 , oi9 d S l 2为 三维 1 d O
3 结 果 与 分 析
节 点 四面体结构 , 在保 证 精度 的 同时可 使 用 不规
维普资讯
轮 胎 工 业
20 0 8年第 2 卷 8
有 限元 分 析在 轮 胎定 型 硫化 机 优化 设 计 中的应 用
赖福 昆 , 志 宇 谢