冷成型用热连轧钢板及钢带成分分析
Q-BQB_302-2003冷成型用热连轧钢板及钢带1

≤0.035 ≤0.035 ≤0.030
SPHC SPHD SPHE
≤0.15 ≤0.10 ≤0.10
≤0.05 ≤0.05 ≤0.05
≤0.60 ≤0.50 ≤0.50
≤0.035 ≤0.035 ≤0.030
S
≤0.035 ≤0.035 ≤0.030
≤0.035 ≤0.035 ≤0.035
Alt
≥0.010 ≥0.020 ≥0.020
6.6.3 对于钢带,由于没有机会切除带缺陷部分,所以允许带有若干不正常的部分,但有缺陷的部分 不得超过每卷总长度的 6%。
7 检验和试验
7.1 钢板及钢带的外观用肉眼检查。
7.2 钢板及钢带的尺寸和外形应用合适的测量工具检查。
7.3 每批钢板及钢带所需检验项目的试样数量、取样方法、试验方法应符合表 7 的规定。
钢板及钢带应按批验收,每批由重量不大于 70 吨的同炉号、同牌号、同厚度规格、同产品形态 的钢板或钢带组成。
注:经供需双方协商,可另外确定检验批重量。 7.5 力学性能和工艺性能的取样位置
试样取自钢板或钢带宽度的 1/4 处。 7.6 复验 7.6.1 如有某一项试验结果不符合标准要求,则从同一批中再任取双倍数量的试样进行该不合格项目 的复验。 7.6.2 复验结果(包括该项目试验所要求的所有指标)合格,则整批合格。复验结果(包括该项目试 验所要求的所有指标)即使有一个指标不合格,则复验不合格。 7.6.3 如复验不合格,则已做试验且试验结果不合的单件不能验收,但该批材料中未做试验的单件可 逐件重新提交试验和验收。
5 尺寸、外形、重量及允许偏差 钢板及钢带的厚度允许偏差应符合表 2 的规定,其它尺寸、外形、重量及其允许偏差应符合
Q/BQB301 的规定。
BQB312-2009-冷成形用先进高强度热连轧钢板及钢带

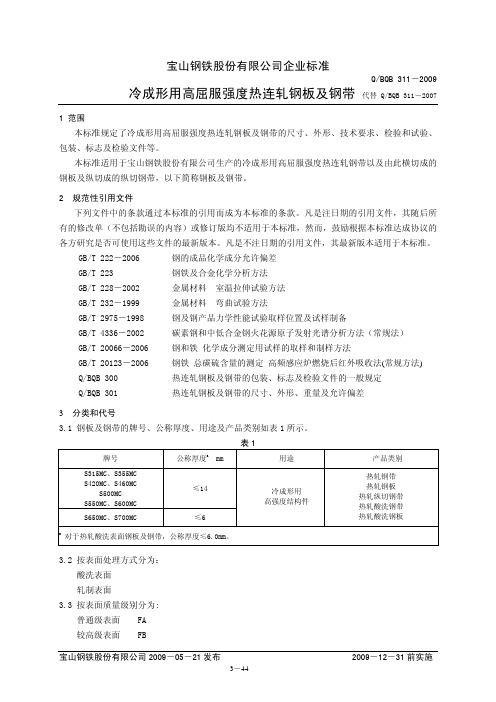
4 分类和代号 4.1 钢板及钢带的牌号、钢种类型、公称厚度、用途及产品类别如表 1 所示。
表1
牌号
钢种类型
公称厚度 mm
≥590
24
0.19
BR450/780TR
≥450
≥780
20
0.15
a 拉伸试验试样为纵向试样。
b n值是在 10%~20%应变范围内计算得到的。当均匀伸长率小于 20%时,其应变范围为 10%至均匀伸长结束;当均
匀伸长率小于 10%时,其应变范围为 5%至均匀伸长结束。
c屈服现象不明显时,采用Rp0.2。
得有分层。对酸洗表面的钢板及钢带不得有停车斑。
7.6.2 钢板及钢带按表面质量分为二级,如表 8 所示。
表8
级别
适用的表面处理方式
特征
普通级表面(FA)
轧制表面 酸洗表面
表面允许有深度(或高度)不超过钢板厚度公差 之半的麻点、凹面、划痕等轻微、局部的缺欠,但应 保证钢板及钢带允许的最小厚度。
较高级表面(FB)
用途
产品类别
BR330/580DP、BR450/780DP BR400/590TR、BR450/780TR BR300/450HE、BR440/580HE、
BR600/780HE BR900/1200MS BR650/780CP、BR720/950CP
双相钢 相变诱导塑性钢
高扩孔率钢
马氏体钢 复相钢
表5
牌号 BR300/450HE
下屈服强度b,c MPa
DIN EN 10111-1998 冷成型用热轧低碳钢带(中文版)

负责德国版的标准化小组是 DIN 的钢铁标准委员会(FES)下属的“用于冷成形的钢扁平制 品””小组 01/1。
本标准包含对热轧扁平制品的性能要求,到目前为止,这些要求是包括在 DIN 1614-2“钢扁平制 品;热轧钢带和钢板;交货技术条件;冷轧用非合金软钢”(1986 年 3 月出版)中的。关于化学 成分和机械性能的规定包括在表 1 中。钢品种与 DIN 1614-2 中包含的钢品种对照如下:
这里需采用“EN 10021-1,附件A(初始测量长度L0 = 80 mm,宽度 b = 20 mm)”中所规定的 “试样形式 2”中试样:厚度等于钢板和钢带的厚度。
德国标准
用于冷成形的热连轧低碳钢 钢板和钢带
交货技术条件 德国版本 EN 10051: 1998
1998 年 3 月
DIN EN 10111
5.2 脱氧方式 钢种 DD11 的脱氧方式由制造厂家决定。钢种 DD12、DD13 和 DD14 为全镇静钢。
5.3 化学成分 化学成分熔炼分析的最大值见表 1。 成品化学分析的允许偏差见表 2。
5.4 交货状态 5.4.1 通常情况下,钢板和钢带以热轧状态交货。如果在订货合同中有约定,钢板和钢带可以 以酸洗状态交货。
冷轧钢板的含量标准
冷轧钢板的含量标准冷轧钢板是一种常见的金属材料,广泛应用于建筑、汽车制造、机械制造等领域。
为了确保冷轧钢板的质量,制定了一系列的含量标准,以下将对冷轧钢板的含量标准进行详细介绍。
首先,冷轧钢板的化学成分是决定其性能的重要因素之一。
一般来说,冷轧钢板的主要成分包括碳、硅、锰、磷、硫等元素。
其中,碳是冷轧钢板的主要合金元素,其含量直接影响着钢板的硬度和强度。
硅和锰的含量则会影响钢板的塑性和韧性。
而磷和硫的含量则会对钢板的加工性能和腐蚀性能产生影响。
因此,钢板的含碳量、含硅量、含锰量、含磷量和含硫量都需要符合相应的标准。
其次,冷轧钢板的机械性能也是需要进行严格控制的。
机械性能一般包括强度、塑性、硬度、冷脆性等指标。
强度是指钢板抵抗变形和破坏的能力,一般通过屈服强度和抗拉强度来表示。
塑性是指材料在受力作用下发生形变的能力,一般通过延伸率和冷弯性能来表示。
硬度是指材料抵抗划痕和压痕的能力,一般通过布氏硬度或洛氏硬度来表示。
冷脆性是指材料在低温下发生脆性断裂的倾向,一般通过冷弯试验来表示。
这些机械性能指标对冷轧钢板的质量和使用性能都有重要影响,因此需要在生产过程中严格控制其含量标准。
最后,冷轧钢板的表面质量也是需要重点关注的。
表面质量一般包括表面平整度、表面清洁度、表面氧化层、表面缺陷等指标。
表面平整度是指钢板表面的平整程度,一般通过表面波纹和翘曲度来表示。
表面清洁度是指钢板表面的清洁程度,一般通过表面油污和杂质来表示。
表面氧化层是指钢板表面的氧化程度,一般通过表面氧化层厚度和颜色来表示。
表面缺陷是指钢板表面的缺陷情况,一般通过表面划伤、凹陷、气泡等来表示。
这些表面质量指标直接影响着冷轧钢板的外观和使用性能,因此也需要严格控制其含量标准。
综上所述,冷轧钢板的含量标准涉及到化学成分、机械性能和表面质量等多个方面,对于确保冷轧钢板的质量和性能都有重要意义。
在生产和使用过程中,需要严格按照相关标准进行控制和检测,以确保冷轧钢板能够满足各种工程和产品的要求。
QSGZGS 314-2011 冷成型用低碳钢热连轧钢板和钢带

6.1.4 StW22牌号 N蕊0.070%,且是非化合氮的含量。RRStW23 、StW24的氮必须被化合 ,钢必须含有不小 于 0.02% 的金属铝 。使用其他固氮元素必须同用户协商 。
6 1.5 钢 成 品 的 化 学 成 分 允 许 偏 差 应 符 合 GB T 222 的 规 定 。 /
6.2
玲
.口 ’ .拓- J
.. .口.. .
‘ 曰.口口.
Hale Waihona Puke 3.1 钢板和钢带的牌号按用途分类见表1。 3.2 按表面处理方式分为:酸洗表面 、轧制表面。 3.3 按产品类别分为 : 热轧钢带、热轧钢板 、热轧酸洗钢带、热轧酸洗钢板。
4 订货 内容
4.1 订货时用户应提供 卜 列信 息: a)本企业标准号; } 〕 )产品类别:
一
34
’拉 伸 取 横 向 试 样 。
66 6 61
表面质量 钢板和钢带表面不得有裂纹 、结疤、折叠、气泡和夹杂等对使用有害的缺 陷,钢板和钢带不得有分层 。
对酸洗表面的钢板及钢带不得有停车斑 。 6.62 钢板和钢带表面允 许有深度 ( 或高度 )不超过厚度公差之半的麻点、凹面 、划痕等轻微 、局部的缺陷, 但应保证钢板和钢带允许的最小厚度。 6.6.3 对 于钢带,由于没有机会切除带缺 陷部分,所 以允许带有若干不止常部分,但有缺陷部分不应超过每 卷总 氏的 60。 0 / 6.64 钢带 由于屈服强度低,在开卷过程 中易产生横折 印表面缺 陷。作为冷成型原料使用时,用户应使用经 过平整 l艺处理后的钢板和钢带。 6 65 对表面质量有特殊要求 时,应经供需双方协商 。
1. 5 ~ 6 1 . 5 ~ 14 SpHD 1. 5 ~ 6 1 . 5 ~ 11 DD12 1. 5 ~ 6 SPHE SPI{ F DD13
Q-ASB 275-2005 汽车结构用热连轧钢板和钢带

LQ330c LQ380c LQ410c LQ450c
2.5~8.0
0.08 0.20 0.80
0.04 0.04 0.04
0.020 0.020
0.10 0.20 1.00
0.04 0.04 0.04
≥0.005 ≥0.005
2.5~8.0
0.12 0.35 1.20
0.04 0.04 0.04
0.020 0.020
厚度 ㎜
化学成分b,%
C Si Mn
P
S
Nb
V
Ti
Als
不大于
≤5.0 0.10 0.05 0.50 0.030 0.025 — — —
—
A420L a
≤12.0 0.12 0.50 1.20 0.030 0.025 0.06 — —
—
A510L a
≤12.0 0.16 0.50 1.60 0.025 0.020 0.06 — —
钢板和钢带的交货状态应符合表 3 的规定。 表3
牌
号
交货状态
A320L、A420L、A510L、A550L、A610L、QStE340TM、QStE380TM、
QStE420TM、QStE460TM、QStE500TM、SAPH400、SAPH440
LQ330、LQ380、LQ410、LQ450、 A330LF、A400LF
0.14 0.35 1.40
0.04 0.04 0.04
≥0.005 ≥0.005
A330LFC
3.0~8.0 0.12 0.20 1.00 0.030 0.025 — — —
—
A400LFc
12.0~ 0.20 0.30 1.30 0.020 0.020 — — — ≥0.005
热连轧低碳钢板及钢带-最新国标

热连轧低碳钢板及钢带1范围本文件规定了热连轧低碳钢板及钢带的分类和代号、订货内容、尺寸、外形重量、技术要求、试验方法、检验规则、包装、标志和质量证明书。
本文件适用于冷成形用热连轧低碳钢板及钢带(以下简称钢板及钢带)。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T222钢的成品化学成分允许偏差GB/T223.9钢铁及合金铝含量的测定铬天青S分光光度法GB/T223.40钢铁及合金铌含量的测定氯磺酚S分光光度法GB/T223.59钢铁及合金磷含量的测定铋磷钼蓝分光光度法和锑磷钼蓝分光光度法GB/T223.60钢铁及合金化学分析方法高氯酸脱水重量法测定硅含量GB/T223.64钢铁及合金锰含量的测定火焰原子吸收光谱法GB/T223.72钢铁及合金硫含量的测定重量法GB/T223.75钢铁及合金硼含量的测定甲醇蒸馏-姜黄素光度法GB/T223.76钢铁及合金化学分析方法火焰原子吸收光谱法测定钒量GB/T223.79钢铁多元素含量的测定X-射线荧光光谱法(常规法)GB/T223.84钢铁及合金钛含量的测定二安替比林甲烷分光光度法GB/T223.86钢铁及合金总碳含量的测定感应炉燃烧后红外吸收法GB/T228.1—2021金属材料拉伸试验第1部分:室温试验方法(GB/T228.1—2021,ISO6892-1,MOD)GB/T232金属材料弯曲试验方法GB/T247钢板和钢带包装、标志及质量证明书的一般规定GB/T709—2019热轧钢板和钢带的尺寸、外形、重量及允许偏差GB/T2975钢及钢产品力学性能试验取样位置及试样制备GB/T4336碳素钢和中低合金钢多元素含量的测定火花放电原子发射光谱法(常规法)GB/T8170数值修约规则与极限数值的表示和判定GB/T14977热轧钢板表面质量的一般要求GB/T17505钢及钢产品交货一般技术要求GB/T18253—2018钢及钢产品检验文件的类型GB/T20066钢和铁化学成分测定用试样的取样和制样方法GB/T20123钢铁总碳硫含量的测定高频感应炉燃烧后红外吸收法(常规方法)GB/T20125低合金钢多元素的测定电感耦合等离子体发射光谱法GB/T20126非合金钢低碳含量的测定第2部分:感应炉(经预加热)内燃烧后红外吸收法GB/T38813热轧酸洗钢板及钢带的一般要求3术语和定义GB/T709界定的以及下列术语和定义适用于本文件。
BQB311-2009冷成形高屈服
0.015 0.015 0.015 0.015 0.015 0.015 0.015 0.015 0.015
0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09 0.09
0.20 0.20 0.20 0.20 0.20 0.20 0.20 0.20 0.20
0.15 0.15 0.15 0.15 0.15 0.15 0.22 0.22 0.22
EN 10149-2:1995
S315MC S355MC
S420MC S460MC S500MC S550MC S600MC S650MC S700MC
ISO 6930-1:2001
FeE315 FeE355
FeE420 FeE460 FeE500 FeE550 FeE600 FeE650 FeE700
8 包装、标志和检验文件 钢板及钢带的包装、标志和检验文件应符合 Q/BQB 300 的规定。
9 本标准与相关标准相近牌号对照表见附录 A(资料性附录)
3-47
Q/BQB 311-2009
Q/BQB 311-2009
S315MC S355MC
S420MC S460MC S500MC S550MC S600MC S650MC S700MC
取样方法
试验方法
1
化学分析a
1(每炉)
GB/T 20066
GB/T 223,GB/T4336,GB/T 20123
2
拉伸试验
1
GB/T 2975
GB/T 228
3
弯曲试验
1
GB/T 2975
GB/T 232
a 对化学成分进行仲裁试验时,按GB/T223。
7.5 取样频率 7.5.1 化学成分分析的取样频率
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SPHE
附加说明:
本标准与DIN1614-2:1986、EN10111:1998和JIS G3131:1996的一致性程度为非等效。
本标准代替Q/BQB 302-1999。
本标准与Q/BQB 302-1999相比主要变化如下:
——规范性引用文件中引用了Q/BQB300-2003、Q/BQB301-2003、GB/T 8170-1987;——按EN10111将牌号修改为DD11、DD12和DD13,并删除了牌号UStW23;
—— SPHC、SPHD的公称厚度扩大为≤16mm,并增加相应的厚度允许偏差;
——增加了表面处理方式和表面质量级别;
——按EN10111修改了牌号DD系列的Mn含量规定,并将屈服强度参考值改为规定值;——增加了弯曲试验仲裁时的试样宽度;
——对于热轧酸洗表面钢板及钢带,厚度扩大为≤6mm;
——将钢带允许带有的缺陷部分不得超过每卷总长度“8%”修改为“6%”;
——修改了力学性能和工艺性能的组批规定和复验规定。
本标准的附录为资料性附录。
本标准由宝山钢铁股份有限公司制造管理部提出。
本标准由宝山钢铁股份有限公司制造管理部起草。
本标准起草人黄锦花。
本标准于1989年首次发布,1994第一次修订,1999第二次修订。