铸造工艺学课件浇注位置的确定2011ppt课件
《铸造工艺》PPT课件
2.镦粗。使金属坯料的横截面积增大,高度减小的工序。用来锻 齿轮坯、圆盘等;也可以作为环、套类空心件冲孔前的预备工序; 还可以增加拔长的锻造比。见图4.14。
第4章
• 4.1.4 铸件的质量检验与缺陷分析 • 常见铸件缺陷的特征及缺陷产生原因见下表:
第4章
第4章
第4章
• 4.2 特种铸造简介 • 特种铸造指有别于砂型铸造的其他铸造方法,如金属型铸造、熔模
铸造、离心铸造、压力铸造、磁型铸造等。
• 4.2.1 金属型铸造 • 将金属液浇入到金属铸型中,依靠重力作用而获得铸件的铸造方法
第4章
• 4.3 锻造 • 锻造是利用外力,通过工具或模具使金属材料发生塑性变形,获得
一定形状、尺寸和性能的毛坯或零件的加工方法。根据所用设备和 工具的不同,锻造分为自由锻造、模型锻造、胎模锻造和特种锻造 四类。与其他加工方法相比,锻造具有以下特点: • (1)改善金属的组织,提高力学性能。 • (2)生产率较高。 • (3)节省材料和加工工时。。 • (4)适用范围广。 • 锻造的不足之处是不能获得形状很复杂的锻件。 • 4.3.1 金属的锻造性能 • 金属的锻造性能是指金属材料锻造的难易程度。锻造性常用金属的 塑性和变形抗力来综合衡量。塑性越好,变形抗力越小,则金属的 锻造性越好;反之则差。 • 影响金属锻造性能的因素有以下几方面。 • 1.金属的化学成分和组织 • 一般纯金属及其固溶体的锻造性最好,化合物的锻造性最差。钢中 的Cr、W、Mo、V等碳化物形成元素,会降低锻造性,而S、Cu、 Sn、Pb等元素分布于晶界,也降低锻造性。铸态的粗晶结构比细 晶粒组织的锻造性差。
浇注系统设计课件PPT126页
通常用最大相对流量偏差值K来评价内浇道中的流量不
均匀性。
K=(δmax-δmin)/(Qn-1) δmax—— 内浇道中最大流量 δmin—— 内浇道中最小流量 Q —— 系统中的总流量 n —— 内浇道的个数
第48页,共126页。
第49页,共126页。
第50页,共126页。
1. 顶注式浇注系统——内浇道设置在铸件的最高处; 2. 中间注入式浇注系统——内浇道设置在铸件侧面,从
铸件中间高度引入;
3. 底注式浇注系统——内浇道设置在铸件最低处侧面或底
部;
4. 阶梯式浇注系统——内浇道设置在铸件一侧不同高度 多层式引入;
第11页,共126页。
第12页,共126页。
1.顶注式; 优点:金属液自由下落,逐渐地自下而上充满 型腔,创造自下而上逐步升高的温度梯度,有 利于铸件的方向性(顺序)凝固和自补缩,也 有利于在顶部设置冒口补缩,而且冒口尺寸可 以较小。浇注系统结构较简单,消耗金属液较 少,清理铸件容易。 缺点:金属液自由下落,冲击力大,充型不平 稳,易发生飞溅,氧化和卷入空气等现象。铸 件中容易出现砂眼,冷豆、气孔和夹杂等缺陷。
第38页,共126页。
三、 直浇道窝 直浇道转入横浇道是一个急转弯,如果金属液流速 大,将出现严重的紊流和冲刷铸型,设置浇口窝起缓 冲作用,减少对铸型的冲刷,还可以流动分布。
第39页,共126页。
第40页,共126页。
四、 横浇道 主要作用:①除了是金属液以均匀而足够的量平稳 的流入内浇口外,②其结构开放式还要有利于渣及非 金属夹杂物上浮并滞留在其顶部,而不随流进入型腔, 故又称为撇渣道。因此希望金属液流流动平稳有利于 撇渣。(常用办法利用水力学中局部阻力和沿程阻力 的概念来设计横浇道)。
铸造工艺方案及工艺图示例PPT课件
属液易于填充。缺点是凸台E、A和槽C都需采用活块或型
芯,而内腔型芯上大下小、稳定性差;若铸出轴孔,则
其缺点与方案Ⅱ同。
整理版课件
19
上述诸方案虽各有其优缺点,但结合具体条件,仍可找出 最佳方案。
(1)大批量生产 为减少切削加工量,九个轴孔应当铸 出。
此时,为了简化造型工艺只能采用方案工分型。为便于采用机器造 型,凸台和凹槽均应采用型芯。
可以看出,方案Ⅱ、 Ⅲ的优点多于方案I。
整理版课件
11
但在不同生产批量下,具体方案可选择如下: (1)单件、小批生产
由于轴孔直径较小、
勿需铸出,而手工造
型便于进行挖砂和活
块造型,此时依靠方
下
案Ⅱ分型较为经济合
上
理。
整理版课件
12
但在不同生产批量下,具体方案可选择如下:
(2)大批量生产
机器造型难以使用活 块,故应采用型芯制 出轴孔内凸台。
整理版课件
9
(2)方案Ⅱ 沿底面分型,铸件全 部位于下箱,为铸出 110 mm凹槽必须采用 挖砂造型。
方案Ⅱ克服了方案工的 缺点,但轴孔内凸台 妨碍起模,必须采用 两个活块或下型芯。 当采用活块造型时, φ30 mm轴孔难以下芯。
整理版课件
10
(3)方案Ⅲ 沿110 mm凹槽底面分 型。
优缺点与方案Ⅱ类同, 仅是将挖砂造型改用 分模造型或假箱造型, 以适应不同的生产条 件。
⑤冷铁的形状、位置、尺寸和数量;
⑥ 其他。
整理版课件
7
铸造工艺方案示例1
整理版课件
8
(1)方案I 沿底板中心线分型,即 采用分模造型。
优点:底面上110 mm凹槽 容易铸出,轴孔下芯方 便,轴孔内凸台不妨碍 起模。
铸造工艺图及设计实例PPT课件(PPT31页)
1.日 本 那 些 再 现曲 水宴的 表演, 有着不 少“中 国元素 ”,但 是由于 现代年 轻人对 古代中 国文化 了解甚 少,并 不知道 哪些元 素来自 中国。 2.本 着 保 证 校 车安 全的原 则,公 安机关 将会同 教育行 政等部 门对校 车驾驶 人进行 逐一审 查,坚 决清退 不符合 安全规 定的校 车驾驶 人。 3.山 寨 文 化 是 一种 平民文 化、草 根文化 ,自然 有其存 在的意 义和价 值,但 山寨产 品的泛 滥则是 中国知 识产权 意识不 足的揭 露与讽 刺。 4.神 舟 7号 宇 宙 飞船 载着三 位航天 英雄胜 利返回 地球, 这艘宇 宙飞船 是我们 国家自 行研制 的,每 一个中 国人不 能不为 之骄傲 。 5.这 家 工 厂 虽 然规 模不大 ,但曾 两次荣 获省科 学大会 奖,三 次被授 予省优 质产品 称号, 产品远 销全国 各地和 东南亚 地区。
6.杭 州 湾 跨 海 大桥 是一座 由我国 自行建 造、自 行设计 、自行 管理、 自行投 资的特 大型交 通基础 设施, 是我国 跨海大 桥建设 史上的 一个重 要里程 碑。 7、 为 防 止 东 南亚 地区发 生的禽 流感传 入我国 ,国家 质检总 局和农 业部今 天联合 发出通 知,自 即日暂 行禁止 进口来 自疫区 的禽类 及其产 品。
注意事项
(6)所标注的各种工艺尺寸或数据,不要盖住 产品图上的数据,应方便工人操作,符合工厂 的实际条件。例如标注拔模斜度,对于手工木 模,则应尽量标注尺寸(毫米)或比例(1/50);对 于金属模则应标注角度,而且所注角度应和工 厂常用铣刀角度相对应。
铸件图( 毛坯图)
铸件图的用途:
(1)是铸件验收的依据。 (2)是冷加工车间进行铸件加工工装设计的 重要依据
铸造工艺设计培训.pptx
铸造工艺设计是根据铸件结构特
点、技术要求、生产批量、生产条 件等,确定铸造方案和工艺参数, 绘制图样和标注符号,编制工艺卡 和工艺规范等。
1.浇注位置的选择原则
浇注位置是指浇注时铸件在铸型中 所处的空间位置。
选择正确与否,对铸件质量影响很大 。 选择时应考虑以下原则:
,砂芯形状、数量及
芯头大小等
是制造模样、模底板 、芯盒等工装以及进行 生产准备和验收的依据
适用于各种批量的生 产
①产品零件的技术条件 和结构工艺性分析
②选择铸造及造型方法 ③确定浇注位置和分型
面 ④选用工艺参数 ⑤设计浇冒口、冷铁和
铸肋 ⑥型芯设计
铸 件 图
把经过铸造工艺设计后 ,改变了零件形状、尺 寸的地方都反映在铸件 图上
⑥使型腔和主要型芯位于下箱
使型腔和主要芯位于下箱,便于下 芯、合型和检查型腔尺寸。
3.铸造工艺参数的确定
铸造工艺参数包括收缩余量、 加工余量、起模斜度、铸造圆角 、芯头、芯座等。
①收缩余量:
为了补偿收缩,模样比铸件图纸尺寸 增大的数值称收缩余量。收缩余量的大小 与铸件尺寸大小、结构的复杂程度和铸造 合金的线收缩率有关,常常以铸件线收缩 率表示:
零件上的孔与糟是否铸出,应考虑 工艺上的可行性和使用上的必要性。
一般说来,较大的孔与槽应铸出, 以节约金属、减少切削加工工时,同 时可以减小铸件的热节;较小的孔, 尤其是位置精度要求高的孔、槽则不 必铸出,留待机加工反而更经济。( 表1-3)
③起模斜度
为使模样容易地从铸型中取出或型芯 自芯盒中脱出,平行于起模方向在模样或 芯盒壁上的斜度,称为起模斜度。
铸件浇注位置的确定
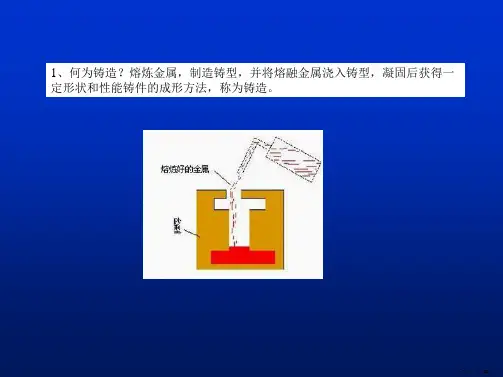
铸件浇注位置的确定铸造⼯业⽹昨天铸件的浇注位置是浇注时铸件在铸型中所处的位置。
浇注位置不仅对保证铸件质量有重要影响,⽽且与⼯艺装备(如模样、芯盒等)结构,下芯、合型甚⾄清理等⼯序均有密切的关系,还有可能影响到机械加⼯。
因此这是⼀个很重要的问题。
浇注位置的选择要根据铸件的⼤⼩、结构特点、合⾦性能、⽣产批量、现场⽣产条件及综合效益等⽅⾯加以确定。
以保证铸件质量为出发点,应尽量简化造型⼯艺和浇注⼯艺。
根据⽣产经验,铸件浇注位置的确定应注意以下⼏项原则:(1)铸件的重要加⼯⾯应朝下或呈侧⽴⾯⼀般情况下,铸件顶⾯形成⽓孔和夹杂物等缺陷的可能性⼤,⽽铸件向下的底⾯和侧⽴⾯通常⽐较光洁,出现缺陷的可能性⼩。
因此,铸件的重要加⼯⾯,受⼒使⽤⾯等质量要求⾼的部位应该放在底⾯;若放在底⾯有困难,可尽量将其侧⽴或倾斜放置。
质量要求⾼的铸件表⾯(如重要的机械加⼯⾯,耐磨表⾯,受⼒部位等)应朝向下⾯,如图5-17所⽰。
(2)尽可能使铸件的⼤平⾯朝下既可避免⽓孔和夹渣,⼜可以防⽌⼤平⾯处发⽣夹砂缺陷。
图5-18所⽰的铸件,尽管⼤平⾯朝上,⽅便操作,但是质量难以保证,因此,应选⼤平⾯朝下的⽅案。
对于⼤的平板类铸件,可采⽤倾斜浇注,以便增⼤⾦属液⾯的上升速度,防⽌夹砂结疤类缺陷,如图5-19所⽰。
(3)应保证铸件能充满对具有薄壁部分的铸件,应把薄壁部分放在下半部或置于内浇道以下,以免出现浇不到和冷隔等缺陷。
图5-20所⽰为曲轴箱盖的浇注位置。
当铸件的薄壁部分⾯积较⼤时,可采⽤倾斜浇注,以保证铸件能充满,如图5-21所⽰。
(4)应有利于实现顺序凝固铸件的厚⼤或局部厚实部分,应置于铸型的顶部或侧⾯,以便于安放冒⼝,实现⾃下⽽上的顺序凝固,以利于补缩,如图5-22所⽰。
对于因合⾦体收缩率⼤或铸件结构上厚薄不均匀⽽容易出现缩孔、缩松的铸件,应优先保证顺序凝固,充分发挥冒⼝的补缩作⽤。
(5)应尽量减少砂芯数量避免使⽤吊砂、吊芯或悬臂砂芯,以便于下芯、检验、固定和排⽓。
铸造工艺学课件(全)
k:安全系数1.3~1.5
特殊定位芯头
铸造工艺流程图: 砂箱制 作准备
型砂准备
模型制 作准备
芯盒制 作准备 芯砂准备
芯骨制作
制芯
合箱检验
造型
下芯
合箱
浇注
冷却凝固 落砂开箱 去除浇冒口
熔炼
热处理 铸件
清理打磨 去毛刺
砂箱高 度过高
多箱造型控 制砂箱高度
例5:受力件的分型面的选择不应消弱铸 件结构强度。
例6:注意减轻铸件清理和机械加工量。
砂芯设计
➢砂芯本体设计 ➢芯头设计
本体设计的典型实例
分盒面2
分盒面1
1、能制作出来;
2、能进行烘干;
3、如果自硬,则不 需烘干,在型内干 后直接取出使用。
砂芯本体设计的基本步骤
4、作业:抄画教材图,并说明选择图中 浇注位置和分型面的原因。
5、确定下面铸件的浇注位置和分型面
浇注位置的确定
判定浇注位置的优先次序为:
保证铸件质量→凝固方式→ 充型→工艺操作
例1:铸件主要加工面或重要加工面,应尽 量置于下部或垂直放置。
重要面
重要面
图 3-2-36
例2:能保证顺序凝固。例如,厚大部分在上部,或 按一定次序厚大部分靠近冒口。
确定砂芯总体形状 定位形式初定(芯头位置) 制作过程(分盒面确定) 砂芯分解 分解后砂芯之间的定位
砂芯放置方式(考虑烘干或相关制作过程) 再定各砂芯间的定位方式 确定砂芯组合方式 终定砂芯
例1:保证铸件内腔尺寸精度:铸件内 腔尺寸较严的部分应当由同一半砂芯 形成,避免为分盒面分割。
铸造工艺学习.pptx
(3)铸件的变形和防止 铸件的变形包括铸件凝固后所发生的变形以及随后的切削 加工变形。防止铸件变形有以下几种方法: a) 采用反变形法 可在模样上做出与铸件变形量相等而方 向相反的预变形量来抵消铸件的变形,此种方法称为反变 形法。 b) 进行去应力退火 铸件机加工之前应先进行去应力退火, 以稳定铸件尺寸,降低切削加工变形程度。 c) 设置工艺肋 为了防止铸件的铸态变形,可在容易变形 的部位设置工艺肋。
图9-8 定向凝固原则
第18页/共107页
b)合理确定铸件的浇注位置、内浇道位置及浇注工艺 浇 注位置的选择应服从定向凝固原则;内浇道应开设在铸件 的厚壁处或靠近冒口;要合理选择浇注温度和浇注速度, 在不增加其它缺陷的前提下,应尽量降低浇注温度和浇注 速度。
第19页/共107页
2. 铸造应力、变形和裂纹 在铸件的凝固以及以后的冷却过程中,随温度的不断降低,收缩 不断发生,如果这种收缩受到阻碍,就会在铸件内产生应力,引 起变形或开裂,这种缺陷的产生,将严重影响铸件的质量。 (1) 铸造应力的产生 铸造应力按其产生的原因可分为三种: a)热应力 铸件在凝固和冷却过程中,不同部位由于不均衡的收 缩而引起的应力。 b)固态相变应力 铸件由于固态相变,各部分体积发生不均衡变 化而引起的应力。 c)收缩应力 铸件在固态收缩时,因受到铸型、型芯、浇冒口、 箱挡等外力的阻碍而产生的应力。 铸件铸出后存在于铸件不同部位的内应力称为残留应力。
•(三) 影响合金收缩的因素 1. 化学成分 不同成分的合金其收缩率一般也不相同。在常用铸造合 金中铸刚的收缩最大,灰铸铁最小。 2. 浇注温度 合金浇注温度越高,过热度越大,液体收缩越大。 3. 铸件结构与铸型条件 铸件冷却收缩时,因其形状、尺寸的不同, 各部分的冷却速度不同,导致收缩不一致,且互相阻碍,又加之铸 型和型芯对铸件收缩的阻力,故铸件的实际收缩率总是小于其自由 收缩率。这种阻力越大,铸件的实际收缩率就越小。Biblioteka 图9-3 不同结晶特征的合金的流动性
铸造工艺设计:浇注位置的选择原则、分型面的选择原则[行业荟萃]
行业借鉴
22
铸造工艺设计
2、分型面选择原则
(1)分型面:指两半铸型相互接触的表面;分型面主要 是为了取出模样而设置的,所以除了支撑助兴后不取出 模样的铸造方法外,都要有分型面。分型面的存在对铸 件精度会造成损害。箱对准时的误差会使铸件产生错偏; 箱不严,会使铸件在垂直分型面方向上的尺寸增加。
为便于起模,一般分型面选择在铸件的最大截面处。 分型面的选定应保证起模方便、简化铸造工艺、保证铸
8
锥齿轮铸件的浇注位置
❖ 锥齿轮铸件的浇注位置
行业借鉴
9
❖ 缸筒和卷筒等圆筒形铸件的关键部位是内外圆 柱面,要求加工后金相组织均匀、无缺陷,其 最佳浇注位置应是内、外圆柱面呈直立状态。
图3 起重机卷筒的浇注位置
(a) 不合理; (b) 合理 行业借鉴
10
铸造工艺设计 一 浇注位置的选择
2 大平面铸件应朝下:
铸造工艺设计
1 浇注位置的选择原则 2 分型面的选择原则
行业借鉴
1
四 铸造工艺设计
❖ 目的:为了获得健全的合格铸件,减小铸型制造的工作量, 降低铸件成本,在砂型铸造的生产准备过程中,必须合理地 制订出铸造工艺方案,并绘制出铸造工艺图。
❖ 铸造工艺图:在零件图中用各种工艺符号表示出铸造工艺方 案的图形,其中包括:铸件的浇注位置;铸型分型面;型芯 的数量、形状、固定方法及下芯次序;加工余量;起模斜度; 收缩率;浇注系统;冒口;冷铁的尺寸和布置等。铸造工艺 图是指导模样(芯盒)设计、生产准备、铸型制造和铸件检 验的基本工艺文件。依据铸造工艺图,结合所选造型方法, 便可绘制出模样图及合箱图。
行业借鉴
2
下图为支座的铸造工艺图、模样图及合箱图。
行业借鉴