MC无机械手换刀刀库设计
基于无机械手圆盘式刀库的卧式加工中心换刀系统的研究

目录1.课题名称 (1)2.课题来源 (1)3.绪论 (1)3.1课题的意义 (1)3.2国内外自动换刀系统的发展现状 (1)3.3本课题的主要内容 (10)4.刀库的设计 (11)4.1换刀系统总体布局图 (11)4.2换刀流程 (11)4.3刀库装配图 (12)4.4刀库各部分技术方案 (12)5.立柱的设计 (15)5.1立柱装配图 (15)5.2滚动直线导轨的选型与计算 (16)5.3滚珠丝杠的选型与计算 (18)6.主轴的设计 (33)6.1主轴装配图 (33)6.2主轴结构分析 (33)7.整体的三维造型 (45)8.课题设计结论 (46)9.毕业设计总结 (48)9.1思想心路历程 (48)9.2毕业设计体会 (49)9.3心得与收获 (50)10.致谢 (51)11.参考文献 (52)附录1 (56)附录2 (56)附录3 (57)基于无机械手圆盘式刀库的卧式加工中心换刀系统的研究与设计学生:XXXX XXXX机电与建筑工程学院教导教师:XXX XXXX机电与建筑工程学院摘要加工中心是数控机床出现之后,为提高加工效率,减少非切削时间,将自动换刀装置与数控机床集成而形成的具有高自动化程度和高效率的数控机床。
它的发展备受世界各国关注,其发展状况是一个国家制造业发展水平的重要标志。
加工中心在我国各行各业中都起着重要作用,但是我国的加工中心发展水平并不高,大部分精密加工中心依然需要进口。
为努力达到发达国家的技术水平,应将发展精密加工中心置于优先战略地位。
本课题主要研究无机械手圆盘式刀库的卧式加工中心换刀系统。
通过对立柱、主轴、刀库三个部件设计与研究以及其中重要功能零、部件的设计、选型和计算,加深对加工中心结构了解并增强实际设计能力。
关键词:数控机床、加工中心、换刀系统、部件设计与研究Abstractmachining center is one of the CNC machine appears after normal CNC machine which integrate the automatic tool changer with CNC machine tools to improve processing efficiency, reduce non-cutting time. Its development much attention around the world, and its development is an important indicator of a country's level of development of manufacturing industry. Processing center plays an important role in all walks of life in our country , but the level of development of China's processing center is not high, most precision machining centers still need to import.To narrow the gap with the developed countries as soon as possible, we should place the development of precision machining centers on priority strategic position.The research main on tool changer system without horizontal machining center manipulator disc magazine.Through the column, spindle, magazine design and research the three components as well as some important functions component. deepen understanding and enhance machining center structure the actual design capacity.Keywords: CNC machine tools, machining centers, ATC systems, components, design and research.1.课题名称基于无机械手圆盘式刀库的卧式加工中心换刀系统的研究与设计2.课题来源指导老师的科研项目3.绪论3.1课题提出的意义制造业是一个国家综合实力的最直接表现,而机床作为机械制造行业中的主要设备,尤其是具有高精度加工能力的数控机床在我国重点发展的能源、汽车制造业、航天制造业等领域中占有举足轻重的地位。
机械手刀库换刀宏程序的开发及调试

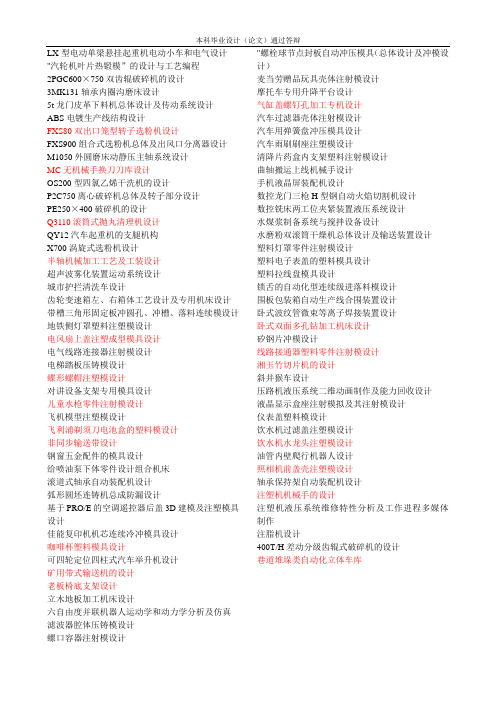
图 4 盘正反转指令 当刀盘 正 转 脉 冲 或 反 转 脉 冲 驱 动 上 述 指 令 后, 在显示屏幕上可观察到各刀位内 R10700 ~ R10719 内
图 5 刀具交换指令的触发
85
M 机电一体化 echatronics
4. 换刀宏程序及 PLC 程序的编制方法 换刀程序的编制有两种类型: 其一是全部动作 由 PLC 程序控制,其二是换刀动作的顺序部分由宏 程序编制,而单步的动作由 PLC 程序编制。由于宏 程序的 编 程 简 单,特 别 是 可 以 方 便 地 进 行 条 件 判 断,改变程序的流程,分析和调试程序也方便,所 以使用宏 程 序 方 式 编 制 换 刀 程 序 是 简 便 易 行 的 方 法。 机械手刀库的换刀可以分解为两部分,第 1 为 选刀,第 2 为换刀。在实际加工过程中,可先发出 选刀指令完成选刀,在需要换刀的工步再行执行换 刀,这样可以节约换刀时间。这也是机械手刀库的 优越性之一。 因此在编制机械手刀库宏程序时可编制两个宏 程序,其一是选刀宏程序,其二为换刀宏程序。在 不同的工步调用不同的宏程序。 (1) 机械手刀库的换刀顺序 ( 选刀已预先完成 状态) 各轴 (X、Y、Z 轴) 运动至第 1 换刀点→ 主轴停转→关闭切削液→Z 轴运动至第 2 换刀点→主 轴定位→刀套垂直→刀臂卡刀→主轴松刀→刀臂换 刀→主轴 锁 刀 → 刀 臂 回 原 点 → 刀 套 水 平 → 换 刀 完 成。 (2) 换刀宏程序 程序如下:
( 收稿日期: 20101230)
86
9100 N10 M10 ( 进入换刀宏程序标志) N50 M5 ( 主轴停) N54 M9 ( 冷却停) N60 M19 ( 主轴定位) N80 G30P2Z0 ( Z 轴下到换刀点,位置由#2038 设定) N90 M20 ( 发刀套垂直指令) N95 M23 ( 发机械手卡刀指令) N100 M27 ( 发主轴松刀指令) N115 M28 ( 发机械手旋转换刀指令) N120 M26 ( 发主轴锁刀指令) N130 M22 ( 发机械手回原点指令) N140 M21 ( 发刀套水平指令) N180 M80 ( 退出换刀宏程序) N190 M99 ( 宏程序结束)
MC无机械手换刀刀库设计

摘 要随着数控技术的发展和普及,加工中心的作用越发突显它的重要性。
为进一步提高数控机床的加工效率,数控机床正向着工件在一台机床一次装夹即可完成多道工序或全部工序加工的方向发展,因此出现了各种类型的加工中心机床,如车削中心、镗铣加工中心、钻削中心等等。
这类多工序加工的数控机床在加工过程中要使用多种刀具,因此必须有自动换刀装置,也就是所说的刀库,以便选用不同刀具,完成不同工序的加工工艺。
自动换刀装置应当具备换刀时间短、刀具重复定位精度高、足够的刀具储备量、占地面积小、安全可靠等特性。
本论文是开发设计出一种体积小、结构紧凑、价格较低、生产周期短的小型立式加工中心无机械手换刀刀库。
首先介绍了国内外加工中心研究现状及发展趋势,阐明了本课题研究的目的、意义。
然后进一步介绍本小型加工中心刀库总体结构和各部件方案的选择,并在此基础上进行了小型加工中心刀库的机械结构的设计计算,主要包括刀盘部件设计(含刀盘,夹块,刀爪),刀库转动定位机构设计(含转臂,槽轮,滚子,锁止盘),刀库总体机构设计(含轴承套,轴,箱盖,箱体)刀库移动部分设计。
关键词:数控系统 加工中心 刀库MC无机械手换刀刀库设计目录摘要 (I)1 绪论 (1)1.1 国内外的研究现状和发展趋势 (1)1.1.1 当前世界NC机床的研究现状 (1)1.1.2 我国数控机床产业的发展状况 (2)1.1.3 加工中心的发展动向 (3)1.1.4 我国数控机床研究存在的问题 (3)1.2 加工中心概论 (3)1.2.1 自动换刀系统产品化的意义和前景 (4)1.3 本论文研究的目的和意义 (5)1.4 本论文完成的主要工作 (5)2 总体方案的设计 (6)2.1 运动方案的设计 (6)2.1.1 运动数目的确定 (6)2.1.2 运动方案的确定 (6)2.2 功能部件的设计方案 (6)2.2.1 主传动系统 (7)2.2.2 进给伺服系统 (8)2.2.3自动换刀系统 (8)2.2.4 基础部件 (9)2.2.5 数控系统 (10)2.2.6 辅助装置 (10)2.3 总体布局 (11)2.4 主要技术参数 (11)2.5 小结 (12)3 刀库的设计 (13)3.1 刀库的结构设计 (13)3.1.1 刀库主要参数的确定 (13)3.1.2 刀盘部分的设计 (13)3.1.3 刀库转动定位机构的设计 (13)3.1.4 轴的设计 (16)3.1.5 滚动轴承的选择计算 (18)3.1.6 键的选用与计算 (19)3.1.7 刀库的支承部分的设计 (19)3.2 刀库移动部分的设计 (20)3.2.1 刀库支承横梁和导轨的设计 (20)3.2.2 刀库移动丝杠和电机的选择 (21)3.3 刀库、横梁的安装 (21)3.4 小结 (21)结论 (22)致谢 (23)参考文献 (24)1 绪 论随着科学技术的发展,世界先进制造技术的兴起和成熟,而对作为现代制造业非常重要的加工中心提出了更高的要求,超高速切削、超精密加工等技术的应用,对加工中心的组成部分提出了更高的性能指标。
数控机床自动换刀装置

02
数控机床自动换刀装置 的结构与设计
刀库设计
刀库容量
根据数控机床的加工需求, 合理设计刀库容量,确保 能够存放足够数量的刀具。
刀具存放方式
采用合适的刀具存放方式, 如刀具架、刀具套等,以 便于刀具的存取和管理。
刀库布局
根据数控机床的整体布局 和加工要求,合理布置刀 库的位置和方向,以提高 换刀效率和加工精度。
例如,在发动机缸体的加工中,需要使用不同种类的刀具进行粗加工、半精加工和精加工。数控机床 自动换刀装置可以在加工过程中自动识别需要更换的刀具,并快速、准确地完成换刀操作,保证了加 工过程的连续性和稳定性。
应用案例二:航空航天业
航空航天业对零部件的加工精度和效率要求极高,数控机床自动换刀装置在航空 航天业中也有着广泛的应用。例如,在飞机机身和机翼的制造中,需要使用大型 五轴数控机床进行加工,而大型五轴数控机床的换刀时间较长,影响了加工效率 。
数控机床自动换刀装置的应用,可以大大缩短换刀时间,提高加工效率。同时, 由于航空航天业对零部件的加工精度要求极高,数控机床自动换刀装置的精确性 和稳定性也得到了充分验证,为航空航天业的发展提供了有力支持。
应用案例三:模具制造业
模具制造业是数控机床自动换刀装置的重要应用领域 之一。在模具的制造过程中,需要使用不同种类的刀 具进行粗加工、半精加工和精加工。数控机床自动换 刀装置的应用,可以大大提高模具的加工效率和精度 。
分类与比较
按换刀方式分类
数控机床自动换刀装置可分为机械手换刀和机器人换刀两种 方式。机械手换刀方式具有结构简单、成本低等优点,但换 刀速度较慢;机器人换刀方式具有换刀速度快、精度高等优 点,但结构复杂、成本较高。
按刀库类型分类
数控机床自动换刀装置可分为固定刀库和旋转刀库两种类型 。固定刀库具有容量大、换刀速度快等优点,但结构复杂、 成本较高;旋转刀库具有结构简单、成本低等优点,但容量 较小、换刀速度较慢。
加工中心自动换刀装置类型综述及设计特点(1)

文章编号:100622343(2001)032049203加工中心自动换刀装置类型综述及设计特点刘建慧, 邹慧君(上海交通大学 机械工程学院,上海 200030)摘 要:在对国内外加工中心(Machine Center ,简称MC )自动换刀装置(Autotomatic Tool Changer ,简称A TC )广泛调查研究的基础上,对加工中心A TC 的组成结构、类型、特点以及各部分的相互关系做了系统全面的分析和归纳,进一步分析了自动换刀装置各部分的功能、基本换刀动作及其设计要求。
提出A TC 的创新设计问题以及抽象—分析—综合三步走的创新设计思想,为加工中心自动换刀装置系统化的创新设计做了有意义的探索。
关键词:加工中心;ATC;创新设计中图分类号:TH2/605 文献标识码:A 收稿日期:2000201217 自动换刀装置(Automatic Tool Changer )简称A TC ,作为加工中心的重要组成部分,其主要作用在于减少加工过程中的非切削时间,以提高生产率、降低生产成本,进而提升机床乃至整个生产线的生产力。
所以A TC 在加工中心中扮演着极重要的角色。
1 A TC 的组成及分类 加工中心与一般数控机床的显著区别是具有对零件进行多工序加工的能力,即能在一次装夹中自动完成铣、镗、钻、扩、铰、攻螺纹和内槽加工等。
其之所以有这种加工能力,就是因为它有一套自动换刀装置。
自动换刀装置是指能够自动完成主轴与刀具储存位置之间刀具交换的装置。
A TC 的主要组成部分是刀库、机械手和驱动装置。
刀库的功能是存储刀具并把下一把即将要用的刀具准确地送到换刀位置,供换刀机械手完成新旧刀具的交换。
当刀库容量大时,常远离主轴配置且整体移动不易,这就需要在主轴和刀库之间配置换刀机构来执行换刀动作。
完成此功能的机构包括送刀臂、摆刀站和换刀臂,总称为机械手。
具体来说,它的功能是完成刀具的装卸和在主轴头与刀库之间的传递。
无锡技师学院最新优秀通过答辩机械毕业设计资料
本科毕业设计(论文)通过答辩LX型电动单梁悬挂起重机电动小车和电气设计"汽轮机叶片热锻模”的设计与工艺编程2PGC600×750双齿辊破碎机的设计3MK131轴承内圈沟磨床设计5t龙门皮革下料机总体设计及传动系统设计ABS电镀生产线结构设计FXS80双出口笼型转子选粉机设计FXS900组合式选粉机总体及出风口分离器设计M1050外圆磨床动静压主轴系统设计MC无机械手换刀刀库设计OS200型四氯乙烯干洗机的设计P2C750离心破碎机总体及转子部分设计PE250×400破碎机的设计Q3110滚筒式抛丸清理机设计QY12汽车起重机的支腿机构X700涡旋式选粉机设计半轴机械加工工艺及工装设计超声波雾化装置运动系统设计城市护拦清洗车设计齿轮变速箱左、右箱体工艺设计及专用机床设计带槽三角形固定板冲圆孔、冲槽、落料连续模设计地铁侧灯罩塑料注塑模设计电风扇上盖注塑成型模具设计电气线路连接器注射模设计电梯踏板压铸模设计蝶形螺帽注塑模设计对讲设备支架专用模具设计儿童水枪零件注射模设计飞机模型注塑模设计飞利浦剃须刀电池盒的塑料模设计非同步输送带设计钢窗五金配件的模具设计给喷油泵下体零件设计组合机床滚道式轴承自动装配机设计弧形圆坯连铸机总成防漏设计基于PRO/E的空调遥控器后盖3D建模及注塑模具设计佳能复印机机芯连续冷冲模具设计咖啡杯塑料模具设计可四轮定位四柱式汽车举升机设计矿用带式输送机的设计老板椅底支架设计立木地板加工机床设计六自由度并联机器人运动学和动力学分析及仿真滤波器腔体压铸模设计螺口容器注射模设计"螺栓球节点封板自动冲压模具(总体设计及冲模设计)麦当劳赠品玩具壳体注射模设计摩托车专用升降平台设计气缸盖螺钉孔加工专机设计汽车过滤器壳体注射模设计汽车用弹簧盘冲压模具设计汽车雨刷刷座注塑模设计清降片药盒内支架塑料注射模设计曲轴搬运上线机械手设计手机液晶屏装配机设计数控龙门三枪H型钢自动火焰切割机设计数控铣床两工位夹紧装置液压系统设计水煤浆制备系统与搅拌设备设计水磨粉双滚筒干燥机总体设计及输送装置设计塑料灯罩零件注射模设计塑料电子表盖的塑料模具设计塑料拉线盘模具设计锁舌的自动化型连续级进落料模设计围板包装箱自动生产线合围装置设计卧式波纹管微束等离子焊接装置设计卧式双面多孔钻加工机床设计矽钢片冲模设计线路接通器塑料零件注射模设计湘玉竹切片机的设计斜井猴车设计压路机液压系统二维动画制作及能力回收设计液晶显示盒座注射模拟及其注射模设计仪表盖塑料模设计饮水机过滤盖注塑模设计饮水机水龙头注塑模设计油管内壁爬行机器人设计照相机前盖壳注塑模设计轴承保持架自动装配机设计注塑机机械手的设计注塑机液压系统维修特性分析及工作进程多媒体制作注脂机设计400T/H差动分级齿辊式破碎机的设计巷道堆垛类自动化立体车库。
刀库

• 二、任意选刀
• • • • • • (一) 刀具编码方式 对每把刀具进行编码 可以存放于刀库的任一刀座中; 用过的刀具也不一定放回原刀座中; 刀库中的刀具在不同的工序中可重复使用; 避免了因刀具存放在刀库中的顺序差错而造 成的事故 • 刀具编码的具体结构:
• 实质上是给刀座编码; • 是临时性编码。具有更大的灵活性。
• (四) 记忆方式
• • • • 利用软件选刀 刀库上装有位置检测装置 刀库上还设有机械原点 在PLC内部设置一个模拟刀库的数据表,其长 度和表内设置的数据与刀座的位置数据和刀 具号相对应。
• 刀具编号可任意设定,一旦设定不应随意改 变。 • 模拟刀库与实际刀库中刀具的位置始终保持 一致。
• • • •
物流系统:包括工件和刀具两个物流系统。 刀具的输送和交换:用工业机器人。 工件、夹具的输送、装卸及仓贮: 工件和夹具的存贮多用立体仓库,由计算机 进行控制和管理 • 工件的输送:传输带、有轨或无轨小车及行 走机器人 • 采用工业机器人在数控机床上装卸工件。 • 信息流系统:包括加工系统及物流系统的自 动控制,在线状态监控、在线检测及数据和 信息处理。
• • • •
洼形肩面
(二) 法兰盘式夹持 拉杆 用于中间搬运装置 换刀动作较多 不如柄式夹持应用广泛
刀柄 法兰盘
• 第五章 数控机床的刀具与工件交换 装置
• • • • • §5-1 自动换刀装置的形式 §5-2 刀库 §5-3 刀具的选择方式 §5-4 刀具交换装置 §5-5 柔性制造系统及柔性制造单元
一种斗笠式刀库换刀宏程序的设计
一种斗笠式刀库换刀宏程序的设计张俊【摘要】The analysis and optimization is done to the economic model and small vertical machining centers hats style magazine ATC operating flow.Present a reliable and efficient tool change macro.Detailedly introduce the design ideas of the bamboo hat type changing tool of macro program,the concept and action process on the returning knife,getting knife and changing knife is defined,and the PMC interface signal of the key macro program is explained.%对经济型及小型立式加工中心中常用的斗笠式刀库换刀动作流程进行了分析与优化,提出了一种可靠、高效的换刀宏程序。
详细介绍了该斗笠式刀库换刀宏程序的设计思路,对还刀、取刀和换刀的概念及动作过程进行了定义,对宏程序中关键的 PMC 接口信号做了解释说明。
【期刊名称】《新技术新工艺》【年(卷),期】2015(000)010【总页数】3页(P20-21,22)【关键词】斗笠式刀库;宏程序;换刀;流程【作者】张俊【作者单位】西安航空职业技术学院,陕西西安 710089【正文语种】中文【中图分类】TP23斗笠式刀库是一种不带机械手的圆盘刀库。
这种刀库刀具容量一般<24把,通过刀库移动及主轴、Z轴的配合实现换刀动作,具有结构简单、方便控制和成本较低的优点,在经济型加工中心和小型立式加工中心中应用广泛。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
MC无机械手换刀刀库设计随着数控技术的发展和普及,加工中心的作用越发突显它的重要性。
为进一步提高数控机床的加工效率,数控机床正向着工件在一台机床一次装夹即可完成多道工序或全部工序加工的方向发展,因此出现了各种类型的加工中心机床,如车削中心、镗铣加工中心、钻削中心等等。
这类多工序加工的数控机床在加工过程中要使用多种刀具,因此必须有自动换刀装置,也就是所说的刀库,以便选用不同刀具,完成不同工序的加工工艺。
自动换刀装置应当具备换刀时间短、刀具重复定位精度高、足够的刀具储备量、占地面积小、安全可靠等特性。
本论文是开发设计出一种体积小、结构紧凑、价格较低、生产周期短的小型立式加工中心无机械手换刀刀库。
首先介绍了国内外加工中心研究现状及发展趋势,阐明了本课题研究的目的、意义。
然后进一步介绍本小型加工中心刀库总体结构和各部件方案的选择,并在此基础上进行了小型加工中心刀库的机械结构的设计计算,主要包括刀盘部件设计(含刀盘,夹块,刀爪),刀库转动定位机构设计(含转臂,槽轮,滚子,锁止盘),刀库总体机构设计(含轴承套,轴,箱盖,箱体)刀库移动部分设计。
随着科学技术的发展,世界先进制造技术的兴起和成熟,而对作为现代制造业非常重要的加工中心提出了更高的要求,超高速切削、超精密加工等技术的应用,对加工中心的组成部分提出了更高的性能指标。
加工中心是一种综合加工能力较强的数控加工设备,工件一次装夹后能完成较多的加工工序,加工精度较高,就中等加工难度的批量工件,其效率是普通设备的5~10倍,特别是它能完成许多普通设备不能一次完成的加工。
加工中心对形状较复杂,精度要求高的单件加工或中小批量多品种生产更为合适,特别是对于必需采用工装和专用设备来保证产品质量和效率的工件,采用加工中心加工,可以省去工装和专机。
这为新产品的研制和改型换代节省大量的时间和费用,从而使企业具有较强的竞争力。
然而目前国内外加工中心的生产厂家设计生产的加工中心大多是大、中型零件的加工。
加工中心有多种形式,常见的有盘式、链式两种刀库。
盘式结构中,刀具可以沿着主轴的轴向、径向、斜向按放,刀具轴向的安装的结构最为紧密,但为了换到时与主轴同向,有的刀具库中刀具需要在换刀位作90度翻转。
在刀库容量较大时,为在存放方便的同时保持结构紧凑,可采用弹仓式结构,目前大量的刀库安装在机车立柱的顶面或侧面,在刀库较大时,也有安装在专门的地基上,以隔离刀库转动造成的震动。
链式刀库存放刀具容量比盘式大,结构比较灵活,可以采用加长链带方式加大刀库容量,也可以采用链带折叠回绕的方式提高空间利用率,在需要刀具容量较大时,还可以采用多链带结构。
1.1 国内外的研究现状和发展趋势1.1.1 当前世界NC机床的研究现状世界各国对数控机床、加工中心以至FMS、CIMS等各种新技术的研究与发展进程,是与世界经济形势紧密相连的。
机床工业与世界经济相互促进和发展,进入21世纪知识经济时代,人们的知识所起的作用更加突出,而机床工业作为机器制造业的基础,其重点地位与战略意义更加明显。
当前世界NC机床的技术研究主要有以下几点:1.更加重视新技术和创新在世界范围内,对新工艺、新材料、新结构、新单元、新元件的研究开发工作正在大力发展,如新的刀具材料、新的主轴结构、高速电主轴、高速直线电机等的开发研究。
以加工工艺的改进创新为基础,为加工超硬、难切削材料及特殊符合材料及复杂零件、不规则曲面等在不断研究开发新机种。
2.提高机床加工的精度的研究为了提高加工中心的加工精度,不断提高机床的刚度、减少振动,消除热变形,降低噪声,提高NC机床的定位精度、重复精度、工作可靠性、稳定性、精度保持性,世界很多国家都在进行机床热误差、机床运动及负载变形误差的软件补偿技术研究,并采取精度补偿、软件补偿等措施加以改善,有的已可使此类误差消除60%。
并在不断开发精细加工,纳米加工。
3.提高机床加工生产率的研究世界NC机床、加工中心及相应的高速电主轴、直线电机、测量系统、刀具系统、NC系统的开发,均以提高生产率为前提。
4.许多国家都已经开始对数控系统的智能化、开放化、网络化研究1.1.2 我国数控机床产业的发展状况我国数控机床工业起步较早,北京机床研究所于1973年研制了卧式加工中心JCS013。
1980 年北京机床研究所引进了日本FANUC 公司的数控系统制造技术,并投入批量生产。
国家“六五”和“七五”规划期间,我国大力发展加工中心,帮助部分骨干企业与国外厂商进行合作,引进了加工中心的制造技术。
“八五”期间科技攻关开发自主版权数控系统两个阶段,已为数控机床的产业化奠定了良好的基础,并取得了长足的进步。
“九五”期间数控机床发展已进入了实现产业化阶段。
1.部分产品已达到国外同类产品水平具备了自行开发各种各样专用机床和特殊功能机床系统的能力。
数控机床新开发品种300个,已有一定的覆盖面。
新开发的国产数控机床大部分达到国际20 世纪90 年代水平,为国家重点建设提供了一批高水平数控机床。
2.数控机床在技术上取得了一定的进步进入了高速高精度精密数控机床生产国行列。
高速主轴制造技术可达12000~18000r/min,快速进给可达60m/min,快速换刀可达1.5s可以生产定位精度达3um的立式加工中心、主轴回转精度达8um 的卧式加工中心和精度为2um 的车削中心等。
3.多轴联动数控技术更加成熟0.1um 当量的超精密数控系统、数控仿形系统、非圆齿轮加工系统、高速进给数控系统、实时多任务操作系统都已研制成功。
尤其是基于PC 机的开放式智能化数控系统,可实施多轴控制,具备联网进线等功能。
这些数控系统的研制成功使得多坐标联动技术已不再是难题,且逐渐成熟。
4.大部分数控机床配套产品已能国内生产我国数控机床生产厂共有100 多家,数控系统(包括主轴和进给驱动单元)生产企业约50 家,生产数控机床配套产品的企业共计300 余家,产品品种包括八大类2000 种以上。
数控机床自我配套率超过60%。
5.在网络化、集成化、柔性化数控制造成套设备技术上也有了新突破网络化、集成化、柔性化数控制造装备可实现在多台机床连成的局域网上实现集成、资源共享、实时图象监视和管理,服务器上实现加工对象的实体造型并将刀具路径文件和加工程序自动化送至各数控机床。
总之,随着科学技术的进一步发展,市场经济活动的不断深入,中国在加入WTO参与世界市场激烈竞争中,无论是国内市场、国际市场,对NC机床的需求将日益增多,NC机床的发展前景非常广阔。
中国机床工业能否振兴、NC 机床技术能否迅速提高、产量能否迅速扩大,关键在于中国是否有此实力。
1.1.3 加工中心的发展动向近年来,加工中心的发展主要目标是主轴转速、进给速度和自动换刀(ATC)的高速化、缩短辅助时间、提高加工精度、缩短刀具交换时间、提高自动化程度等。
国际上加工中心正向自动化程度更好、机床精度更高、功能更全、切削效率更高、机床结构更趋合理的方向发展。
1.1.4 我国数控机床研究存在的问题我国的数控机床行业在近几年中有了很大的发展,但对数控机床的进口量依然很大。
我国进口的NC 机床,大都是自己不能生产、水平达不到的中、高档机床,其中特别是加工中心。
均采用CAD、有限元分析、先进的数控程序软件等先进方法,配套基础元部件、NC 系统实行国际配套方面,我国仍需大力提高。
1.2 加工中心概论加工中心的功能及特点:1.加工中心的功能加工中心(Machining Center-MC)是一种功能较全的数控加工机床。
它把铣削、镗削、钻削和切削螺纹等功能集中在一台设备上,使其具有多种工艺功能。
加工中心设置有刀库,刀库中存放着不同数量的各种刀具和量具,在加工过程中由程序自动选用和更换。
这是它与数控铣床、数控镗床的主要区别。
加工中心与同类数控机床相比结构较复杂,控制系统功能较多。
加工中最少有三个运动坐标系,多的达十几个。
其控制功能最少可实现两轴联动控制,实现刀具运动直线插补和圆弧插补。
多的可实现五轴联动、六轴联动,从而保证刀具进行复杂加工。
加工中心还具有不同的辅助功能;如:各种加工固定循环,刀具半径自动补偿,刀具长度自动补偿,刀具破损报警,刀具寿命管理,过载超程自动保护,丝杠螺距误差补偿,丝杠间隙补偿,故障自动诊断,工件与加工过程图形显示,人机显示,工件在线检测和加工自动补偿、离线编程等,这些功能提高了数控机床的加工效率,保证了产品的加工精度和质量,是普通加工设备无法相比的。
2.加工中心的特点加工中心是典型的集高新技术于一体的机械加工设备,它的发展代表了一个国家设计、制造的水平,因此在国内外企业界都受到高度重视。
加工中心综合加工能力较强,工件一次装夹后能完成较多的加工步骤,加工精度较高,对于中等加工难度的批量工件,其效率是普通设备的5~10 倍。
加工中心对形状较复杂,精度要求高的的单件加工或中小批量多品种生产更为合适。
特别是对于必须采用工装和专机设备来保证产品质量和效率的工件,采用加工中心加工,可以省去工装和专机。
这为新产品的研制和改型换代接生大量的时间和费用,从而使企业具有较强的竞争能力。
因此它也是判断企业技术技术能力和工艺水平标志的一个方面。
如今,加工中心已成为现代机床发展的主流方向,广泛用于机械制造中。
与普通数控机床相比,它有以下几个突出要点:1)工序集中加工中心备有刀库,能自动换刀,并能对工件进行多工序加工。
现代加工中心可使工件在一次装夹后实现多表面、多工位的连续、高效、高精度加工,即工序集中。
这是加工中心最突出的特点。
2)加工精度高加工中心同其他数控机床一样具有加工精度高的特点,而且加工中心可一次装夹工件,实现多工序集中加工,减少了多次装夹带来的误差,故加工精度更高,加工质量更加稳定。
3)适用性强加工中心对加工对象的适用性强。
加工中心改变加工零件时,只需重新编制(更换)程序,输入新的程序就能实现对新的零件的加工,这对结构复杂零件的单件、小批量生产及新产品试制带来极大的方便。
同时,它还能自动加工普通机床很难加工或无法加工的精密复杂零件。
4 )生产效率高加工中心带有刀库,在一台机床上能集中完成多种工序,因而可减少工件装夹、测量和机床的调整时间,减少工件半成品的周转、搬运和存放时间,机床的切削利用率(切削时间和开动时间之比)高。
5)经济效益好加工中心加工零件时,虽分摊在每个零件上的设备费用较昂贵,但在单件、小批量生产的情况下,可以节省许多其他方面的费用。
由于是数控加工,加工中心不必准备专用钻模等工艺装备,加工之前节省了划线工时,零件安装到机床上之后可以减少调整、加工和检验时间。
另外,由于加工中心的加工稳定,减少了废品率,使生产成本进一步下降。
6)自动化程度高,劳动强度低加工中心的加工零件是按事先编好的程序自动完成的,操作者除了操作键盘、装卸零件、进行关键工序的中间测量以及观察机床的运行之外,不需要进行繁重的重复性手工操作,劳动强度可大为减轻。