JTE-800无铅焊接热风回流焊机作业指导书
热风回焊炉操作指导书
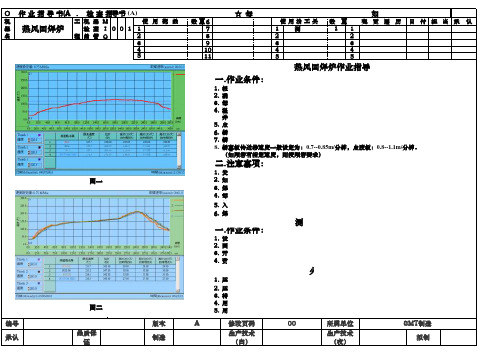
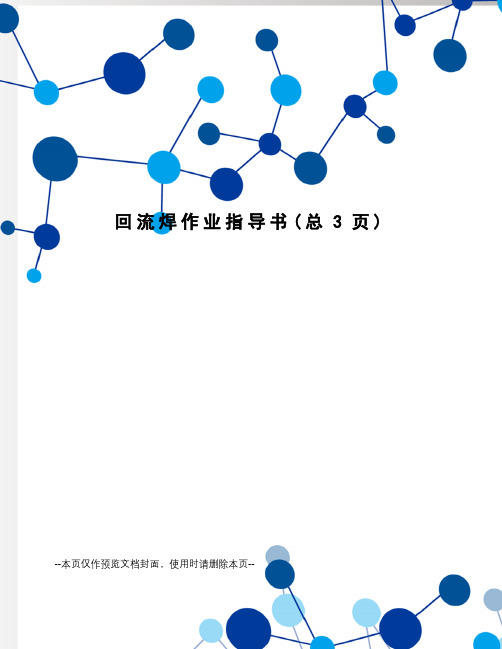
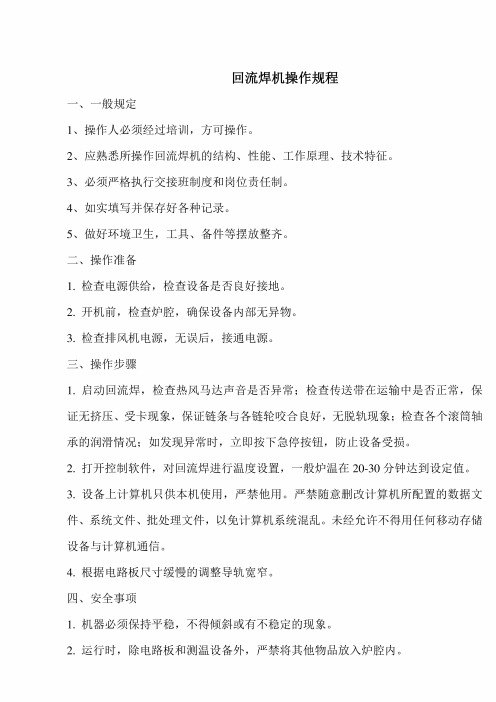
O 作业指导书(A).检查指☆每天作业以前一定要确认作业指导书!如果不明白请问生产部(工程).机工机器M数量6数量变更履历日付担当承认器检查I 001171测 温 器1名程品管Q 282239334##445##551.根据所生产机种将所需温度由手动输入回焊炉.2.确认输入温度是否正确,当温度升至设定温度时,马上用测温器测量温度曲线.3.每日交接班及更换机种时也必须重新测量,测出曲线后须挂放于回焊炉前.4.温度设定须视机板厚度,有无 AI 卧式.立式零件,设定出基准点后,将正确的温度收回电脑,并存档以利于下次生产时使用.5.点胶板温度控制在120℃,120秒±10秒,最高温度不超过170℃(如左图一).6.锡膏板溫度控制在200℃,25秒~35秒,最高温度须在220℃±10℃之间(如左图二).7.锡膏板BACK(PCB背面)温度控制在不得低于200℃.8.1.发生停电时马上留意炉內机板有无送出,不可停留在內部;以免发生烧板情形.2.如遇超温报警或其它异常情况,速报与主管或技术员.3.回焊炉温度必须每天测试,并打印出温度曲线表.4.每生产一种新机种所设定的正常温度必须记录下来.5.输入溫度后,一定要确认程式无误方可打开加热器开关,以免烧坏机板.6.回焊炉不用时(如节假日放假),注意开关抽风机.测温器作业內容1.设定取样速率:一般取样速率为每秒一次.2.固定测温线:将测温线固定于待测物(PCB)表面 ,测温线插头固定在测温器插座中3.开始测试:将测温器置于绝热外盒內放在回焊炉的输送帶(或轨道)上,进行温度测量.4.资料分析:将测温器以RS-232线和电脑相连,执行控制软体以载入测温器內的资料并加以分析.火灾发生时的处理方法1.压下输送帶的电源开关,停止基板进入硬化炉內.2.压下硬化炉的紧急按扭开关,用以开掉电热器电源.3.将硬化炉的盖子打开.4.用粉状灭火器灭火.5.用把手将硬化炉內的基板摇出炉外以免被烧毀.导书 (A)热风回焊炉作业指导拟制一.作业条件:生产技术(白)一.作业条件:二.注意事项:锡膏板传送带速度一般设定为:0.7--0.85m/分钟,点胶板:0.8--1.1m/分钟。
回流焊作业指导书
预防处理措施
1
片式元件大量移位
大量小型片式元件偏离焊盘
风速太高;振动太大,网带水平度不够
开路
降低风速;调整网带水平;查找振动原因,减少振动。
2
焊料球
焊点周围有许多微小焊珠
预热区温度上升太快,达到平顶时间过断,焊膏质量差;焊盘氧化严重
短路、虚焊、焊料球污染电路板。
调整回流焊工艺参数使之与焊膏特性相适应,适用工作寿命长的焊膏,人工去处焊球并维修焊点
带速:120cm/min
风机速度:1200r/min
二.操作流程
三.注意事项:
1、机器工作时UPS应该处于常开状态。
2、随时检查链条传动是否正常,保证链条和各链轮啮合良好,无脱落、挤压、受卡现象。
3、检查链条传动的自动润滑情况,保证链条自润滑良好。
拟制
审核
批准
日期
四焊点缺陷及原因分析
序号
缺陷
说明
原因分析
焊点可靠性差
防止焊盘被污染,提高贴片位置精度,人工维修畸形焊点
拟制
审核
批准
日期ห้องสมุดไป่ตู้
11
引脚漏焊
元件引脚与焊盘之间未形成接触
元件引脚损伤或元件引脚共面性差,焊盘设计不当,元件贴装位置偏差大、氧化严重,元件引脚已被污物污染
开路
控制好元件入库质量,防止元件引脚在使用中损坏,优化印制板焊盘设计和贴片工艺,人工维修漏焊引脚
12
焊点畸形
焊点表面粗糙,位置偏斜,焊料或多或少,润湿不良
印制板焊盘被污染,贴片位置偏差大
印制板可焊性差,焊盘和元件引线回流焊时温差大
开路、虚焊
改善印制板可焊性,调整回流焊工艺,充分预热印制板,缩小焊盘与元件引脚之间的温差
回流焊作业指导书范文

(1)UPS应处于常开状态。
热风回流焊接。
四 一般求和注意事项:
(2)若遇紧急情况,可以按机器两端“应急开关”。 (3)控制用计算机禁止其它用途。
(1)遇到机器功能或者其它方面不正常时,应及时报告。 (2)工作区域不准摆放无用的物料。 (3)遵守管理和安全条例。
五 炉温设定之参选:
版本
1.0
一 目的:
回流焊作业指导书
页次
1
签名
拟制
确认
审核
日期
中"EXIT",终止传送系统转退出运行画面结束JW-5CR控制程序运行退至WIN95桌面
提高焊接或固质量。
二 适用范围:
SMT车间JW-5CR-S热风回流炉。
三 工序说明:
退出WIN95系统,将电源开关置于OFF状态。最后关闭 空气开关主电源(若使用 AUTO则不必关闭主电源)。
200℃以上,时间约 20~60秒,产品在焊接回流时,PCB实际温度最高受温不能 超过230℃,QFP实际为210℃±5℃。
必要的故障。
注: 同机种的PCB,要求一天测试一次温度曲线。 不同机种的PCB在转线时,必须测试一次温度曲线。
(3)一切炉温数据应以炉温测试议测量为准。
六 操作步骤:
(1)检查电源是否接入。 (2)应急开关是否复位。 (3)把电源开关拨到MAN位置,此时设备会自行启动,关机要保存头一天的参
(4)测温插座,插头均不能长时间处于高温状态,每次测完温度后,务必迅速将 测温线从炉中抽出以避免高温变形。
(5)在开启炉体进行操作时,务必要用支撑杆支撑上下炉体。 (6)在安装程序完毕后,对所有支持文件不要随意删改,以防止程序运行出现不
(1)红胶:按照回流接受120℃需90秒以上,150℃在60-90秒为宜。 (2)锡膏:升温以每秒1~4℃升温、饱和区140至170℃\时间在60~120秒、焊接在
回流焊炉操作指导书
6.6.6炉子周围及机器上盖处不许堆放杂物及易燃品。
7.0支持文件:无
8.0质量记录:
8.1《回流焊日保养记录表》F-QR-630-04
8.2《回流焊周保养记录表》F-QR-630-05
8.3《回流焊月保养记录表》F-QR-630-06
6.5.2.2首件或试产时调后之温度曲线及设定值,经技术人员确认后为REFLOW作业指导书,量产时测试之温宽与指导书误差应在±8℃,若须调整温度或其它参数,须经相关人员确认、批准后方可更改。
6.5.2.3主板、网卡类预热温度140℃-183℃须控制在60S-120S时间范围内。熔焊温度183-220℃须控制在60S-100S时间范围内。
1.0目的:
确保回流焊炉的正常运行并满足产品的焊接要求,保证产品的焊接品质。
2.0适用范围:
适用于SMT车间回流焊炉操作。
3.0引用ቤተ መጻሕፍቲ ባይዱ件:无
4.0定义:无
5.0职责与权限
5.1 SMT中段目检负责回流焊炉的日常保养,技术员进行确认;周保养及月保养由技术员、工程师进行,SMT课长确认。
5.2 SMT当班技术员负责回流焊炉的开、关机及温度、链条宽度的调整,工程师进行确认。
6.0程序内容:
6.1冷机开机----将电源开关从OFF打到MAN,待进入到WINDOWS后,机器自动运行炉子的回流焊操作系统所有马达起动开始升温,温度调节器开始从室温自动计算各种参数到设定温度。
6.2设定温度----根据生产机种的REFLOW作业指导书设定各温区的温度及输送带转送速度。
6.3调节链条的宽度----根据生产机种的PCB宽度调整链条的宽度。
回流焊作业指导书
制程别发行版本发行日期页数SMT A011/1
站别
6 作 业 指 导 书Standard Operation Procedure 文件编号
机种AM8726M 通用作业说明Operation Instruction
站名回焊炉
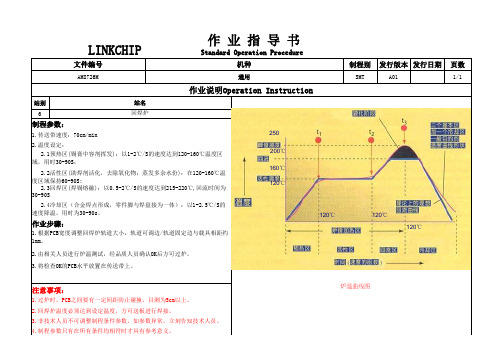
制程参数:1.传送带速度:70cm/min 2.温度设定: 2.1预热区(锡膏中容剂挥发):以1-2℃/S的速度达到120-160℃温度区域,用时30-90S;1.根据PCB宽度调整回焊炉轨道大小,轨道可调边/轨道固定边与载具相距约1mm。
2.由相关人员进行炉温测试,经品质人员确认OK后方可过炉。
3.将检查OK的PCB水平放置在传送带上。
2.2活性区(助焊剂活化,去除氧化物;蒸发多余水份):在120-160℃温度区域保持60-90S;
2.3回焊区(焊锡熔融):以0.5-2℃/S的速度达到215-220℃,回流时间为30-90S
2.4冷却区(合金焊点形成,零件脚与焊盘接为一体):以1-2.5℃/S的速度降温,用时为30-90s。
作业步骤:
3.非技术人员不可调整制程条件参数,如参数异常,立刻告知技术人员。
4.制程参数只有在所有条件均相符时才具有参考意义。
注意事项:
1.过炉时,PCB之间要有一定间距防止碰撞,目测为5cm以上。
2.回焊炉温度必须达到设定温度,方可送板进行焊接。
炉温曲线图120℃160℃
250
120℃120℃
120℃200℃。
回流焊操作规程
回流焊机操作规程一、一般规定1、操作人必须经过培训,方可操作。
2、应熟悉所操作回流焊机的结构、性能、工作原理、技术特征。
3、必须严格执行交接班制度和岗位责任制。
4、如实填写并保存好各种记录。
5、做好环境卫生,工具、备件等摆放整齐。
二、操作准备1.检查电源供给,检查设备是否良好接地。
2.开机前,检查炉腔,确保设备内部无异物。
3.检查排风机电源,无误后,接通电源。
三、操作步骤1.启动回流焊,检查热风马达声音是否异常;检查传送带在运输中是否正常,保证无挤压、受卡现象,保证链条与各链轮咬合良好,无脱轨现象;检查各个滚筒轴承的润滑情况;如发现异常时,立即按下急停按钮,防止设备受损。
2.打开控制软件,对回流焊进行温度设置,一般炉温在20-30分钟达到设定值。
3.设备上计算机只供本机使用,严禁他用。
严禁随意删改计算机所配置的数据文件、系统文件、批处理文件,以免计算机系统混乱。
未经允许不得用任何移动存储设备与计算机通信。
4.根据电路板尺寸缓慢的调整导轨宽窄。
四、安全事项1.机器必须保持平稳,不得倾斜或有不稳定的现象。
2.运行时,除电路板和测温设备外,严禁将其他物品放入炉腔内。
3、测温设备不能长时间处于高温状态,每次测温结束后,将测温设备迅速从炉腔中抽出,避免变形。
4、遇到个别温区停止加热的情况,应先检查对应的保险管。
5、操作时,注意高温,避免烫伤。
6、如机器出现下列情况之一,应立即按下紧急停机按键停机。
(1)、有剧烈振动、异常响声或撞击现象。
(2)、有冒烟、冒火或电流超过额定值。
(3)、有其它意外事故发生。
7、不得变更保护装置的整定值。
8、如果机器由于故障而停机,应先找到故障并消除后再起动。
9、如果机器由于安全原因而停机,应确保其能安全操作后再起动。
高温箱操作规程一、一般规定1、操作人必须经过培训,方可操作。
2、应熟悉所操作高温箱的结构、性能、工作原理、技术特征。
3、必须严格执行交接班制度和岗位责任制。
4、如实填写并保存好各种记录。
回流焊作业指导书()
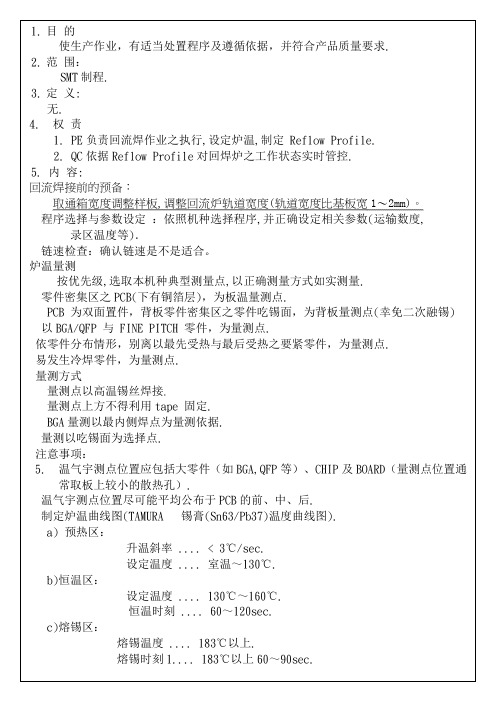
熔锡时刻2.... 200℃以上20~60sec.尖峰值温度.... 210℃~230℃.d)冷却区:降温斜率:<4℃/secPWI<50%升温斜率保温时间150~200℃回流时间220℃以上回流上升斜率峰值温度冷却斜率2~4℃/s 60~120S30~60S1~3℃/s230~250℃-2~-4℃/s不同型号锡膏的温度曲线标准不同(千住公司,型号为:M705-GRN360的锡膏)回焊炉作业之管制:首件锅炉前明确其机型及所用之锡膏.依据锡膏的回流焊条件,确认当前所制定的炉温曲线图(ReflowProfile) ,包括各温区的温度范围,持续时刻.Reflow Profile各班交交班时须测量一次.机种改换时须测量Profile.Profile上线前须由PE,PE主管,QC工程师确认,OK后方可上线.生产线人员每2个小时,查对回焊炉工作状态,将实际情形记录于回焊炉点检表(附件,设定温度与实际温度需操纵于±5°C.生产有BGA机种时,须加氮气,其含氧量不得超出规定标准.基板摆放距离至少需距离一片基板宽度生产中不可掀开炉盖,基板掉落炉内时,先降低炉温再掀开炉盖.标准回流焊之作业,幸免基板于炉后发生变形、变黄、胶黑、组件竖立、移位等情形.6. 相关记录炉温点检表CDD-SMT-002-01测试点的选取原那么:(1)原那么上取3~6点;(2)取板面不易升温部位(元件密集部位、体积大的元件引脚);(3)取板面易升温部位(元件不密集部位、CHIP件);(4)弱耐热元件 (铝电解电容等);(5)制作时依照PCB板的实际情形依照以上原那么依照需要选取测试点。
回流焊作业指导书

01
02
03
CHAPTER
06
附录:相关文件及记录表格
文件Leabharlann 回流焊设备使用记录表回流焊温度曲线图记录表
回流焊质量检测报告
回流焊工艺参数记录表
记录表格
THANKSFOR
感谢您的观看
WATCHING
用于指示回流焊机是否有故障。
回流焊机的主要技术参数
加热温度
通常为250~300℃。
加热时间
通常为2~5分钟。
冷却时间
通常为1~2分钟。
传送带速度
通常为1~3米/分钟。
CHAPTER
03
回流焊工艺流程及操作规范
选择合适的锡膏,按照生产要求进行准备。
准备锡膏
清理印刷板
印刷锡膏
使用溶剂清洁印刷板,确保表面无杂质。
放入印刷板
按照设定的程序进行回流焊焊接。
进行焊接
回流焊焊接
目视检查焊接部位是否有虚焊、短路等缺陷。
检查焊接质量
检查元件是否错位、损坏。
元件检测
对焊接后的电路板进行功能测试,确保满足设计要求。
功能测试
质量检测
CHAPTER
04
回流焊常见问题及解决方法
锡珠
总结词
锡珠是在焊接过程中常见的问题,通常是由于助焊剂过量或不足所引起。
回流焊的主要过程包括预热、保温、回流和冷却四个阶段,每个阶段都有其特定的温度和时间控制要求。
回流焊的原理
回流焊的特点
回流焊具有焊接质量高、一致性好、可靠性高等优点,同时操作过程自动化程度高,提高了生产效率。
回流焊也存在一些缺点,如对温度敏感的元器件容易受损,同时焊接过程中若控制不当易产生质量问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
无铅焊接热风回流焊机作业指导书
文件编号机种制程别发行版本发行日期页数
通用SMT A012014-5-161/1
作业说明
作业步骤
1、打开设备电源开关
2、确认生产指示灯的工作情况
3、运行设备操作系统,并根据相应机型,调出相应的程序运行并做相应的炉温记录表。
4、当炉温处于恒温状态时,进行PCB板的首样过炉。
5、确认首样是否符合标准,确认OK后,方可作批量过炉。
并作好SMT作业首样确认表。
6、生产结束后,先冷却回流焊,再退出操作系统,再关闭电脑,再关闭设备电源。
JTE-800无铅热风回流焊机
注意事项
1、开机前,须确认炉内及周围没有破坏设备正常运行的异物;
2、开机后,确认回流炉上下马达的运行状况;
3、设备操作系统上的温度状态不是恒温状态时,不允许过炉。
4、指示灯为黄色时,表示设备处于加热状态。
指示为红色时,表示设备处于故障状态,只
有指示为绿色时,才可以过机。
锡膏回流曲线红胶回流曲线
编制: 审核: 核准:。