BVH2215CN_INTECONT PLUS皮带定量给料机操作手册
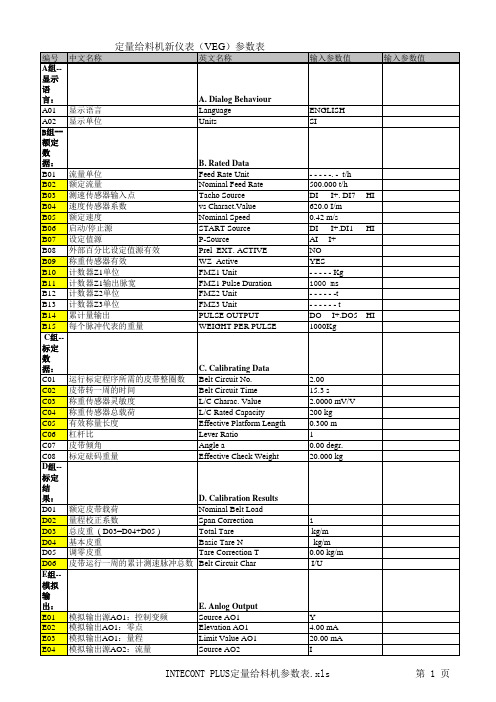
INTECONT PLUS定量给料机新仪表(VEG)参数设定表
第 1 页
F12 皮带速度上限值事件级别 F13 待机设定值极限值 F14 低于待机设定值极限值事件级别 G组--滤波时间设置: G01 实际流量I显示值 G02 实际流量I模拟输出值 G03 测量载荷Q显示值 G04 皮带速度V显示值 G05 称重传感器滤波时间 G06 皮带惯性产生的测量延时 H组--附加装置: H01 小流量切除功能有效 H02 小流量切除极限值 I组--批量方式: I01 批量低速喂料点 I02 批量结束喂料点 I03 批量校正系数 I04 批量允许的误差 I05 批量超差事件级别 I06 自动打印 I07 批量控制源 J组--打印机设置: J01 波特率 J02 批量自动打印 J03 打印页长度 K组--设备维护时间: K01 控制仪表维护时间 K02 超过控制仪表维护时间事件级别 K03 机械设备维护时间 K04 超过机械设备维护时间事件级别 L组--总线通讯接口 L01 通讯协议 L02 上位机通讯时间 L03 上位机故障事件级别 L04 地址 L05 分辨率 L06 字结构 L07 通讯口 L08 波特率1 L09 数据传输方式 M组-秤检测功能 M01 测量点位移补偿功能有效 M02 测量点到下料点的长度 M03 测量点位移补偿功能有效 M04 皮带圈数传感器源 M05 皮带影响补偿功能有效 M06 皮带感应器长度 M07 皮带感应器宽度 M08 皮带感应器位移补偿量 M09 皮带跑偏位移量 M10 皮带跑偏事件级别 M11 皮带扭曲位移量 M12 皮带扭曲事件级别 M13 皮带打滑极限值 M14 皮带打滑事件级别 M15 皮带跑偏输出DO M16 皮带扭曲输出DO
定量给料机新仪表(VEG)参数表
编号 中文名称 A组--显示语言: A01 显示语言 A02 显示单位 B组--额定数据: B01 流量单位 B02 额定流量 B03 测速传感器输入点 B04 速度传感器系数 B05 额定速度 B06 启动/停止源 B07 设定值源 B08 外部百分比设定值源有效 B09 称重传感器有效 B10 计数器Z1单位 B11 计数器Z1输出脉宽 B12 计数器Z2单位 B13 计数器Z3单位 B14 累计量输出 B15 每个脉冲代表的重量 C组--标定数据: C01 运行标定程序所需的皮带整圈数 C02 皮带转一周的时间 C03 称重传感器灵敏度 C04 称重传感器总载荷 C05 有效称量长度 C06 杠杆比 C07 皮带倾角 C08 标定砝码重量 D组--标定结果: D01 额定皮带载荷 D02 量程校正系数 D03 总皮重 ( D03=D04+D05 ) D04 基本皮重 D05 调零皮重 D06 皮带运行一周的累计测速脉冲总数 E组--模拟输出: E01 模拟输出源AO1:控制变频 E02 模拟输出AO1:零点 E03 模拟输出AO1:量程 E04 模拟输出源AO2:流量 E05 模拟输出AO2:零点 E06 模拟输出AO2:量程 F组--极限值: F01 流量下限值 F02 流量下限值事件级别 F03 流量上限值 F04 流量上限值事件级别 F05 皮带载荷下限值 F06 皮带载荷下限值事件级别 F07 皮带载荷上限值 F08 皮带载荷上限值事件级别 F09 皮带速度下限值 F10 皮带速度下限值事件级别 F11 皮带速度上限值 英文名称 A. Dialog Behaviour Language Units B. Rated Data Feed Rate Unit Nominal Feed Rate Tacho Source vs Charact.Value Nominal Speed START Source P-Source Prel EXT. ACTIVE WZ Active FMZ1 Unit FMZ1 Pulse Duration FMZ2 Unit FMZ3 Unit PULSE OUTPUT WEIGHT PER PULSE C. Calibrating Data Belt Circuit No. Belt Circuit Time L/C Charac. Value L/C Rated Capacity Effective Platform Length Lever Ratio Angle a Effective Check Weight D. Calibration Results Nominal Belt Load Span Correction Total Tare Basic Tare N Tare Correction T Belt Circuit Char E. Anlog Output Source AO1 Elevation AO1 Limit Value AO1 Source AO2 Elevation AO2 Limit Value AO2 F. Limit Values F01. Value for I MIN F02. Event Class I MIN F03. Value for I MAX F04. Event Class I MAX F05. Value for Q MIN F06. Event Class Q MIN F07. Value for Q MAX F08. Event Class Q MAX F09. Value for V MIN F10. Event Class V MIN F11. Value for V MAX 输入参数值 ENGLISH SI - - - - -. - t/h 500.000 t/h DI I+. DI7 620.0 I/m 0.42 m/s DI I+.DI1 AI I+ NO YES - - - - - Kg 1000 ms - - - - - -t ------t DO I+.DO5 1000Kg 2.00 15.3 s 2.0000 mV/V 200 kg 0.300 m 1 0.00 degr. 20.000 kg 输入参数值
定量给料机安全操作规程

定量给料机安全操作规程定量给料机是一种常见的设备,用于将物料按照设定的比例和流量进行精确计量和输送。
为了保证设备的安全运行,确保工作人员的人身安全和设备的正常运行,制定一份定量给料机的安全操作规程非常必要。
以下是一份2000字的定量给料机安全操作规程,旨在为操作人员提供详细的操作指导和安全注意事项。
一、总则定量给料机是用于物料的计量和输送的设备,操作人员在操作过程中必须遵守安全规定,保证设备的安全运行,杜绝事故的发生。
二、操作要求1. 操作人员必须具有相关的岗位培训和操作经验,熟悉定量给料机的结构和工作原理,了解设备的运行方式和工作程序。
2. 操作前必须检查设备的开关、按钮和仪表是否正常有效,确保设备处于正常工作状态。
3. 在操作过程中,必须严格按照操作规程进行操作,不得擅自修改设备的参数和设置。
4. 操作人员必须保持集中注意力,不能分心或疲劳操作,确保操作的准确性和安全性。
5. 操作人员必须仔细阅读和理解设备的安全说明书和操作手册,熟悉设备的安全注意事项和紧急处理方法。
三、操作程序1. 操作前的准备工作(1) 检查设备的开关和按钮是否处于关闭状态,仪表是否显示正常。
(2) 检查设备的输送系统和计量装置是否正常,排除可能存在的故障和隐患。
(3) 确认物料的种类和配比,根据工艺要求设置合适的参数和流量。
2. 设备的开机操作(1) 打开设备的总电源开关,确认电源接通,仪表显示正常。
(2) 按照设备的启动顺序,先启动输送机和计量装置,然后再启动给料机。
(3) 逐步开启给料机的进料阀门和出料阀门,确保物料的均匀供给和稳定输送。
(4) 实时监测设备的运行状态和仪表的指示,如发现异常情况,必须立即停机检修。
3. 设备的停机操作(1) 逐步关闭给料机的进料阀门和出料阀门,停止物料的供给和输送。
(2) 依次停止输送机和计量装置的工作,最后关闭设备的总电源开关。
(3) 清理设备内残余的物料,避免物料的积累和堵塞。
定量给料机维护手册(中英对照版)

概述
Introduction
上海大和衡器有限公司生产制作的定量给料机、定量皮带秤、皮 带秤在现代工业中应用范围非常广泛,尤其在水泥、电力、钢铁、化 工、造纸、化肥工业等等地方更是起着非常重要的作用。 The Constant Feed Weigher, Constant Belt Weigher and CS produced by Shanghai Yamato Scale Co., Ltd. have a very broad application scope in the modern industry and especially play a very important role in cement, electric power, chemical engineering, paper making and fertilizer industry. 上海大和衡器有限公司生产制作的定量给料机采用重量传感器检 测到物料的单位长度的瞬时重量信号,同时速度传感器检测到速度脉 冲信号。通过控制系统将重量信号与速度信号进行乘积运算,从而求 得 物 料 的 真 实 流 量( 输 送 量 ) 。控 制 系 统 将 物 料 的 真 实 流 量 和 用 户 设 定 的输送量(设定量)进行逐次比较,其差值信号反馈给变频器,用于 调节输送胶带速度,从而保证物料的真实流量和设定量相一致。 The Constant Feed Weigher produced by Shanghai Yamato Scale Co., Ltd. adopts the load cell to inspect the instantaneous weight signals of the material in a unit length and at the same time the speed detector to inspect the speed pulse signals. The weight signals and speed signals are conducted with the product calculation by the control system so as to attain the material’s real flux (feeding amount). The control system progressively compares the material’s real flux and the feeding amount (the set amount) set by the user and then the signals of difference value are fed back to the inverter in order to adjust the rubber belt feeding speed and guarantee the material’s real flux is consistent to the set amount. 本 手 册 描 述 的 性 能 、尺 寸 、外 观 、配 置 、操 作 等 为 上 海 大 和 衡 器 有限公司通用标准,可能与您所购的产品有所不同。不同部分应参照 订货合同的技术协议附件为依据。本手册所载内容,因产品的改进, 会有未经预告的变更,届时请谅解。 The performance, dimension, appearance, configuration and operation described in this Manual belong to the current standards from Shanghai Yamato Scale Co., Ltd., which may be a little different from your purchased products. The different parts shall refer to the annexes of the technical agreement on order contract. The content stipulated in this Manual may be modified upon no notice for the improvement of the products so then please be understanding!
定量给料机安全操作规程

定量给料机安全操作规程引言定量给料机是一项在工业和制造业等领域广泛应用的设备,其作用是精确地控制和提供材料的供应。
在正常操作下,定量给料机可以提高生产效率,降低成本,但是如果不按照安全操作规程进行处理,也可能会带来潜在的安全威胁。
本文档旨在介绍定量给料机的安全操作规程,以减少潜在的风险。
安全操作规程1.在正式操作前,操作者必须了解定量给料机的性能、操作方式和操作步骤等相关知识,并得到专业培训和指导后方可进行操作。
2.定量给料机应根据其自身特点选择适当的设备,确保其质量和性能符合国家或行业标准。
所有相关设备要进行相关检查或维护保养,确保其可靠性和安全性。
3.在使用定量给料机时,应该严格遵循使用手册、说明书和标准操作程序和规程,进行操作。
4.操作者应定期检查、调整、清洁和润滑定量给料机的各个部件,确保其稳定性和工作状态。
5.安装、调试和维护定量给料机时,要根据现场情况选择合适的个人防护装备,包括防护眼镜、耳塞、手套、帽子、鞋子等,并确保其符合相关标准。
6.在使用定量给料机时,要避免操作不当或误操作,如闲杂人员过近,使用不恰当的工具或材料,操作过快或不按要求进行等。
7.定量给料机的进、出料口应该设有防护装置,防止杂物、异物等进入,同时要加强对材料的监测和管理。
8.操作者应该严格控制定量给料机的使用数量和范围,确保其能够稳定和有效地工作,禁止超负荷操作或滥用。
9.在定量给料机运行过程中,应考虑工作环境和温度,避免因温度波动和湿度等问题导致设备失效或产生其他异常。
10.在定量给料机发生故障或异常时,应及时停止使用,及时进行维修和检查,并清理现场,防止造成二次伤害。
所有维护和保养工作应该在专业人员的指导下进行。
总结定量给料机是一种非常重要的设备,应该放在重要的位置进行管理和维护。
在使用的过程中,如果不遵循安全操作规程,很容易导致潜在的安全问题和隐患。
因此,在使用定量给料机的过程中,要认真执行相关的规章制度和安全操作规程,以确保其稳定和可靠的运行。
给料机用户手册

给料机用户手册1.机器的运输与保管1.1运输:运输时给料机装车、卸车,可利用机箱耳轴吊装;给料机给料面钢板中心位置焊有起重吊环,可供现场安装时吊装用,给料机安装就位后将其割掉。
1.2保管:设备到货后应根据发货单检查设备及随机零部件是否齐全,同时应检查包装运输过程中可能造成的缺陷和损坏,并在提货单上加以记录。
设备存放场地应平整。
给料机应用枕木垫起并安放稳定。
露天存放时,不许与地面接触,更不得被水浸泡,并设有防雨措施。
2.机器的安装、试运转2.1机器在安装时应配备起重设备。
2.2给料溜槽的安装:给料机的入排料溜槽、机下漏斗与机箱之间应保持不小于40mm的最小工作间隙,为使给料机工作有效面积充分利用,入料溜槽应使物料均匀分布在整个槽面上。
同时使物料进入给料机的初速度应减至最小。
为防止物料损坏机器,入料溜槽口至机面的垂直落差应不大于200mm。
2.3安装:给料机在使用现场的安装应符合图纸要求,安装顺序如下:2.3.1先将基础找平,然后装设支架和电动机架,调正相对位置并初步固定后,顺次装上减振弹簧。
2.3.2安装给料机,将给料机运至安装地点,起吊并使机面倾角符合工艺设计要求,然后缓慢,放置在减振弹簧上。
2.3.3安装电动机并接线,接线时要注意电动机旋转方向应符合给料机物料运行方向。
2.3.4检查机箱与溜槽、机下漏斗的相对位置,并保证40mm的最小工作间隙,消除机器产生碰撞的可能性。
2.3.5检查全部螺栓的紧固情况。
2.3.6检查激振器的灵活程度,用手转动皮带轮使偏心轴脱离平衡位置后,应出现数次自由摆动。
如给料机到货后时间超过半年才进行安装,激振器应全部拆下重新清洗, 并加注润滑脂。
2.3.7安装电动机时,注意使电动机轴线与激振器轴线平行,大小皮带轮轮槽应中心对正。
2.3.8使用现场应在皮带传动侧设置安全防护措施。
2.4试运转:2.4.1按前述内容安装和检查后,给料机即可进行空载试运转。
2.4.2空载试运转应不少于2小时,在此时间内应随时观察给料机的运转情况, 给料机应运转平稳、振动有序、无不正常噪音。
皮带输送机及电子皮带喂料机安全操作规程范本
皮带输送机及电子皮带喂料机安全操作规程范本第一章总则第一条为保障皮带输送机及电子皮带喂料机的安全运行, 防止事故发生, 制订本规程。
第二条本规程适用于皮带输送机及电子皮带喂料机的操作与维护保养。
第三条操作人员必须具备相关的岗前培训, 取得培训合格证书方可进行操作。
第四条操作人员必须按照本规程执行操作并维护设备, 禁止进行违章操作。
第五条凡违反本规程或有可能影响设备安全操作的行为, 均属违章操作。
第六条厂区设备、技术人员有权对操作人员进行安全监督检查, 并有权叫停和处理违章操作。
第二章操作规程第七条按照标贴上的操作规程, 打开电源总开关, 确认电源指示灯亮起, 进入准备状态。
第八条在正式操作之前, 需要确保设备周围清理干净, 无杂物。
第九条操作人员在进入工作区域前, 必须穿戴好劳动防护用品。
第十条操作人员进入工作区域后, 需要在作业现场放置明显的警示标志, 以提醒周围人员。
第十一条操作人员在进行操作时, 必须集中精力, 不得分心。
第十二条操作人员发现设备异常情况时, 应立即停止操作并上报相关人员。
第十三条操作人员在操作过程中, 不得私自调整设备的运行参数。
第十四条操作人员在操作结束后, 必须关闭电源总开关, 清理现场, 并做好设备状态记录。
第三章安全防护第十五条皮带输送机及电子皮带喂料机必须安装防护罩, 以防止物料溅出伤人。
第十六条操作人员在操作过程中, 必须穿戴好安全带, 并将其固定在安全位置。
第十七条操作人员在操作过程中, 禁止将手、脚等身体部位伸入设备内部。
第十八条安全防护罩或护栏等设备如有损坏或松动, 应立即上报有关人员, 并暂停使用。
第十九条进行设备维护时, 必须断开电源并设置明显的禁止操作标志, 以确保操作人员安全。
第四章维护保养第二十条皮带输送机及电子皮带喂料机的维护保养责任由设备负责人负责。
第二十一条设备负责人必须定期维护设备, 确保其正常运行, 并做好维护保养记录。
第二十二条设备负责人发现设备异常情况时, 必须及时停止设备运行并做好记录。
VDB定量给料机申克仪表简要操作说明
无锡港晖电子有限公司INTECONT PLUS 定量给料机仪表简要操作说明(VEG20611/VDB20600)Ⅰ.面板指示灯说明:绿灯亮:电源正常;绿灯亮:CPU正常;红灯闪烁:故障报警;红灯亮:流量〈下限值红灯亮:流量〉上限值Ⅱ.显示区内容说明:上显示区左边:(光点转动):开机状态(能测量流量和累计量);(光点不动):关机状态(不能测量流量和累计量,只能测量平台载荷);键盘控制方式自动调零正在运行中;上显示区右边:有效设定值P下显示区左边:该事件表示仪表曾经停过电,但在停电期间,计数器读数将永久保存。
下显示区右边:实际流量。
操作选择键,还可以在下显示区中显示出其他测量值。
Ⅲ.操作键说明::开机键(START), :关机键(STOP)。
:选择键(ROLL)。
可选择下显示区的如下内容:1.Z1=---------t,计数器Z1的读数;2.Z2=---------t,计数器Z2的读数;3.Z3=---------t , 计数器Z3的读数; 4.Xd=---------%, 控制偏差; 5.Pe==---------t/h , 外部设定值 6.I=-----------t/h , 实际流量绝对值; 7.Ir=----------%, 实际流量相对值; 8.Q=----------kg/m , 皮带载荷; 9.Qr=---------%, 载荷相对值; 10.V=---------m/s , 皮带速度;)P=----------- kg /h ; (2)Pr=----------%{}复位键(RESET ):只能复位Z1和Z2,但不能复位Z3。
功能键(FUND ):可调出如下功能:1.Display Check (显示器测试) 2.START/STOP Feeder (启动/停止给料机) 3.Service Value (服务值) 4.V olumetric/Gravimetric (容积/重量模式) 5.V olum.Synchron (容积同步模式) 6.START/STOP KEYB.MODE (启动/停止键盘操作方式) 7.Select/Deselect Batch (选入/退出批量操作方式) 8.Easyserve active (激活/免除快捷服务) 9.Display Events (显示事件) 10. >0:Zero Set (手动调零) 11.Programming (编程)11.1 Read Parameters (读参数) 11.2 *Enter Parameters (输入参数) 11.3*Load Default Par. (装入默认值参数) 11.4 Print Parameters (打印参数) 11.5 Print Stat.Rep (打印状态报告) 12.Calib functions (标定功能程序)12.1 *LB:IMP/Belt (确定皮带运行一周的测速脉冲总数的程序) 12.2*TW:Tare (去皮重程序) 12.3*CW:Weight Check (挂砝码标定程序)2 112.4*Set Time (设置时间)12.5 Start/Stop Simulation (启动/停止模拟方式)13. Print FMZ (打印计数器读数)注意:(1)带有*的功能程序,只能在输入Password(口令)=07734后,才能运行。
定量皮带给料机操作规程

定量皮带给料机操作规程操作规程:定量皮带给料机一、安全注意事项:1. 确保自己已经接受相关的安全培训,并获得操作证书。
2. 确保设备处于正常工作状态,如有异常情况,需要及时报告维修人员。
3. 在操作过程中,要注意个人的安全防护装备,如安全帽、安全鞋等。
4. 确保操作区域没有其他人员站立或行走。
5. 定量皮带给料机操作前,需要先进行设备的检查与试运行,确认设备是否正常。
二、操作步骤:1. 打开电源开关,确保给料机的电源供应正常。
2. 启动定量皮带给料机,按下启动按钮,同时观察设备运行情况是否正常。
3. 调整给料机的给料速度,根据具体的生产需求进行调整。
可通过控制面板上的按钮或调节器进行调整。
4. 监测给料机的工作状态,观察给料机的运输带是否正常、皮带张紧是否适当、皮带输送是否平稳等情况。
5. 根据提供的物料进行料斗的装料。
装料之前,需要将料斗清空,并对料斗进行清洗。
6. 检查输送带上的物料是否符合要求,及时清理物料中的异物、杂质等。
7. 定期对定量皮带给料机进行维护保养,如清洗、润滑等工作。
8. 定期检查给料机的传感器、传动装置和机械部件的工作状况,如有问题及时更换或维修。
9. 完成工作后,关闭定量皮带给料机,切断电源。
三、故障处理:1. 如果定量皮带给料机出现异常噪音或振动,应及时停机检查,排除故障。
2. 如果输送带偏移或走偏,应及时调整皮带的位置,确保输送带运行正常。
3. 如果给料机运行不稳定,可能是皮带松紧不当或传动装置出现问题,应及时进行调整或维修。
4. 如果定量皮带给料机无法启动,应检查电源是否正常,以及设备的电路是否有故障。
四、日常维护:1. 定期检查皮带的张力是否适当,一旦发现松动,即时调整。
2. 定期进行润滑,确保设备的运行顺畅。
根据设备手册提供的润滑表,定期向润滑点处注入润滑油。
3. 定期清理设备,包括输送带上的杂物、物料残留等。
可使用刷子或吸尘器进行清理。
4. 定期检查设备的电路和开关控制器是否正常,有无松动或腐蚀现象。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
内容:1. 概述 (5)2. 操作 (8)通电 (8)信号灯 (8)正常显示 (9)在正常模式下的操作 (9)事件信息 (10)功能分配器 (13)显示器测试和版本号 (13)体积法,体积法同步,重量法模式 (14)键盘模式 (14)给料机 (15)打印 (15)调零设置 (17)读取参数 (18)批量模式 (18)3. 控制概述 (21)4. 操作原理 (23)5. 技术数据 (27)6. 特性 (31)7. 设置程序 (35)校准功能 (36)皮带周期LB (36)去皮重 TW (37)砝码检测CW (39)模拟模式 (40)设定时间 (41)8. 服务值 (43)9. 参数 (47)选择参数 (48)输入参数 (48)硬件配置 (49)装入初始参数 (49)参数概述 (50)10 事件信息 (89)系统信息S (89)物料流动B(批量) (90)电气系统E (91)校准C (91)最大值H (92)最小值L (92)信号灯 (93)11 调试 (95)如何使用INTECONT (95)机械部分先决条件 (96)输入参数 (97)控制 (99)功能性检查 (100)校准 (100)使用检测砝码测量 (101)检测皮带速度 (101)用物料进行检测 (102)皮带运行监测 (102)皮带感应补偿作用 BIC (103)卸料点CPD的控制 (103)线性化 (104)测试插座 (104)12.细节 (105)设定值和启动源 (105)批量 (107)数据流程图:测量 (109)数据流程图:控制 (113)应用: (117)连接图表 (119)基片卡 (120)选项卡 (121)称重平台 (123)1.有效皮带长度 (123)2.检测砝码QPRF (125)3.运输皮带倾斜度 (126)打印机连接性 (126)13 置换操作说明 (127)替换INTECONT PLUS FIP INTECONT PLUS VEG (128)联系,版权销售 电话: +49(0)6151 32-1028传真: +49(0)6151 32-1172Email: sales.process@服务: 24小时紧急热线:+49(0)172-650 1700+49(0)172-650 1195 (皮带秤,称重给料机) Email: service.process@业务部门及服务:重工业电话: +49(0)6151 32-2623传真: +49(0)6151 32-3270Email: heavy.process@轻工业称重及给料电话: +49(0)6151 32-2572传真: +49(0)6151 32-2027Email: light.process@矿业(振动机器)电话: +49(0)6151 32-3525传真: +49(0)6151 32-3096Email: vibratory.process@自动化运输电话: +49(0)6151 32-2448传真: +49(0)6151 32-1369Email: transport.process@备件及部件电话: +49(0)6151 32-1758传真: +49(0)6151 32-3632Email: spareparts.process@版权2006SCHENCK PROCESS GmbH测量和处理系统版权所有。
未经德国申克公司书面许可,不得以任何方式翻印或摘录手册。
若有变动,恕不另行通知。
1.概述什么是INTECONT :INCECONT 是作为以下各项的测量和评价系统而设计的皮带秤 固体流量计 质量流量计 质量流量给料机 称重给料机失重给料机三个系统版本是可用的:1. 没有选项卡(标准)2.有选项卡VFE610V 为额外的输入/输出和打印机3.有选项卡为fieldbus VSS021V:Modbus/S5 VPB 020V:Profibus VCB020V:DeviceNet VET020V:MODBUS/TCP VET022V:ETHERNET/IP此手册适用于使用全部装备的INTECONT 变量的皮带秤。
1.称重给料机通过皮带速度控制给料速率2.带有受控的预给料机的皮带秤 通过皮带负载控制给料速率3.连续负载的皮带秤通过皮带速度控制皮带负载附加文件:Fieldbus 手册 BVH2220 SS-RK512(3964R ) FH 458 Modbus (Comp ) FH525显示器:字符高度为6㎜的5×7点阵上显示区 左边:连续信息右边:输送量千克或吨下显示区 左边:事件信息 右边:可选择的给料率和皮带速度等。
显示可以转换为美国单位。
信号灯:2个绿色和3个红色的发光二极管绿色信号灯:准备运行红色信号灯:错误或限制值信息键盘:触摸式柔性膜板启动/停止测量 预选下显示区选择功能复位计数器功能分配键调用功能分配键和事件信息删除键确认事件信息删除输入退出键取消功能确认键启动功能确认输入数据键准备输入,如设定值输入参数输入符号和小数点定义:I = 给料速率单位:kg/hr或t/hr单位时间内从皮带撒谎能够卸下的物料量。
P = 给料速率设定值单位:kg/hr或t/hrZ = 运输量单位:kg或t 总给料量 = 给料速率×给料时间V = 运输器皮带速度单位:m/sQ = 皮带负载单位:Kg/m一个皮带计量器上所示物料重量重量法:受控的模式体积法:不受控制的模式Y = 控制器输出单位:mA测量原理:皮带负载Q和速度V是连续测量和相乘的。
结果是给料速率I,用来确定给料总量。
I 单位: Kg/hrQ 单位: Kg/mV 单位: M/s计量技术:■ 使用AC电压连续精确地进行零点设置和范围调整■ 高分辨率模拟数字转换器累计方法确保电源,电压的影响被有效消除。
■ 16-bit微型调控器■ 巨大的计算机读数、程序配置、标定存储器。
基本的图表显示了所有的输入和输出L/C = 为获得皮带负载Q的称重传感器D = 速度传感器S = 为自动皮带感应补偿作用BIC的皮带线路传感器(不是总存在的)M = 驱动电机24V = 输出电压MIN = 继电器输出下限值MAX = 继电器输出上限值I = Q·V·3600ALARM = 警报的继电器输出DEV. = 偏差误差的继电器输出START/STOP = 启动/停止秤体ACK = 确认事件信息SET = 模拟设定点SERIAL = 打印机和主机ON = 秤体是有效的皮带和预给料机控制的输出,累加计数器和模拟显示器单元的连接是可用的。
RELEASE = 释放2. 操作通电当电源故障时所有计数器读数尚未输出的计数器脉冲预选正常显示器辅助值,如ON-time.仍然永久保存。
内部时钟会持续运行大约5天。
通电以后,在系统版本号显示之前显示器和信号灯会自动测试几秒钟,然后被正常显示所取代。
信息E1记录电源故障信息可以被定义为警报或警告。
警报:红信号灯和信息E1在闪。
为开始测量,首先确认信息。
警告:信号灯仍然是暗的,信息E1没有闪。
不需要确认。
自动或手动启动测量。
确认事件信息。
信号灯(绿)POWER OK当所有供给电源OK就变亮。
(绿)CPU OK当微处理器准备运行时就变亮。
(红)ALARM当出现警报事件时就闪。
另外,事件编码在下显示行出现。
MIN (红)MIN LIMIT V ALUE当给料率极限值超过下限就变亮。
MAX (红)MAX LIMIT V ALUE当给料率极限值超过上限就变亮。
READY:两个绿信号等必须都亮且无警报信息。
正常显示上显示屏左边旋转点作为运转信息。
秤启动,获得给料总量和给料速率。
在停止测量状态(点仍然不动)仅能测出皮带负载和皮带速度运转信息以外的特征:空白 = 重量法模式V = 体积法模式在启动和清理模式下,“V”闪。
□ = 键盘模式如果键盘和体积法模式同时有效,“V”由键盘符号构成。
右边有效的设定点P 1)如果“=”闪,模拟模式有效下显示屏左边事件信息,用字母数字编码,如E1表示电源故障。
右边可选择的显示器选择显示器计数器Z1 Z1 = 5000 kg计数器Z2 Z2 = 6000kg计数器Z3 Z3 = 1000kg给料率I = 1000 kg/hr给料率相对值I r = 50.00% 1)皮带负载Q = 10.000kg/m皮带负载相对值Qr = 50.0% 2)皮带速度V = 0.0500m/s偏差Xd = 0.10% 3)外部设定点Pe = 1000 kg/h 3)百分比设定点Pr = 50.00 % 4)批量显示Zb,Zl,ZD 5)1)由皮带秤控制连续皮带负载,计数器1代替设定点显示。
所有的设定点输入都被忽略。
2)指额定值3)如果串行或模拟设定点被预先选择4)如果串行或模拟设定点的百分比评估被预先选择5)见“批量模式”Z1,Z2,Z3,P,Pe和I的显示格式和单位可以单独选择。
在正常模式下的操作启动秤体条件:外部发出信号是可用的;否则,信息S2输出。
无警报信息。
启动源设置成OP或键盘模式被选择。
特征:在上显示屏左边旋转点。
停止秤体特征:在一个可选择的计数器跟踪时间以后点仍然不动。
皮带负载和皮带速度继续被测量。
改变设定点需要的数字输入需要的数字P = ---------------- kg/h或Pr = ---------------%删除数字确认输入定义所有重要的秤体功能都是在内部监测的,且错误是由事件信息记录的。
关于发现并修理故障细节,见“事件信息”条款。
事件E1 电源故障组编码(如E)和数字(如1)是在下显示屏的左边显示的。
另外,可以征集一个说明性文本。
事件是按4类进行组织的。
事件和类别之间的分配可以通过使用相关的参数来选择。
■ALARM 显示器闪且被强调。
另外,红信号灯闪。
加总停止,秤体是不能操作的。
启动:当警报原因解除和错误信息确认。
确认:当警报原因未被解除,闪烁停止,强调被删除,但信息仍在显示器上。
如果确认以后错误被修复,信息自动抹掉。
加总继续。
确认:当错误未被修复,强调被渐弱。
■警告2 显示器持久的,未被强调。
确认:无■忽略无事件监测,通过连接输出和信号灯保留MIIN/MAX信息和偏差。
如果几个事件同时发生,首先显示最重要的信息。
优先选项:ALARM,WARNING1,WARNING2。
操作确认所有可能的ALARM和WARNING1分类事件。
如果几个事件都是可用的,逐个确认。
显示事件文本:调入功能分配器在下显示屏区域滚动“显示事件”功能。
(正常不需要)选择功能显示器显示:事件名称如NO RELEASE事件编码如S2和一个注释如参数N07各自的事件。
注释使操作员了解相关参数。
连续的数字是指原始顺序。
使你浏览各个事件返回正常显示事件列表事件根据优先显示的顺序排列。