注塑机冷水机选型【完整版】
冷水机组选型指南
冷水机组选型指南
冷水机组是一种通过冷冻水来提供冷却的设备,广泛应用于工业和商业领域。
在选购冷水机组时,需要考虑多个因素,包括冷却需求、能源效率、容量、噪音水平、维护要求等等。
下面是一份冷水机组选型指南,帮助您做出明智的选择。
1.冷却需求:首先要确定冷水机组的冷却需求。
根据需要提供冷却的空间大小和要求的温度范围,选择适当的制冷容量。
2.能源效率:考虑冷水机组的能源效率是非常重要的。
能源效率高的冷水机组能够降低能耗和运行成本。
查看能源指南和能效标识,选择节能型机组。
4.温度范围:确定冷水机组需要提供的温度范围。
有些应用需要更低的温度,例如-20°C或更低的制冷温度,这需要选择低温冷水机组。
5.噪音水平:噪音水平是另一个需要考虑的因素。
如果机组将放置在人员密集的区域,选择低噪音机组可以提供更好的舒适性和工作环境。
6.维护要求:了解冷水机组的维护要求是很重要的。
选择易于维护和清洁的机组,可以减少停机时间和维护成本。
7.控制系统:了解冷水机组的控制系统是必要的。
现代的冷水机组通常配备先进的控制系统,可实现智能操作和远程监控。
确保选购的机组具备适合您需求的控制功能。
8.可靠性和耐用性:考虑冷水机组的可靠性和耐用性是非常重要的。
阅读用户评论、评级和认证信息,选择可靠性和耐用性高的品牌和型号。
9.费用:最后但同样重要的是成本。
对冷水机组的价格进行比较,并考虑运营成本、维护费用和耗能。
选择一个在质量和性能上具有竞争力的机组。
变量泵注塑机冷却水用量冷冻机常规选型

1、冷冻机按注射量,1HP供10 Oz的注射量。如是PET则加上1~2PH.
2、冷却塔的能力吨数=冷冻机的HP数×2
冷水机推荐选型:
注射机锁模力(T)
成型能力(kg/h)
型号
注射机锁模力(T)
成型能力(kg/h)
型号
≤250
≤25
SIC-3W/A
≤1300
≤130
SIC-12.5W/A
≤300
≤30
37KW
>70L/min
45KW
>85L/min
55KW
>95L/min
74KW
>100L/min
90KW
>105L/min
110KW
>115L/min
135KW
>160L/min
165KW
>210L/min
275KW
>350L/min
二、模具冷却水使用量计算:
模具冷却水冷冻机选择方法(以信易牌为例):
250~300
30~40
40
20~50
3~6
300~350
40~60
60
50~70
6~8
450~650
60~80
75~100
8~12
650~800
80~100
100
100~150
12~20
800~1000
100~120
150~200
20~25
1000~1500
120~200
200~250
25~30
2000以上
冷却水的计算与冷水机和模温机的选择指引
一、油冷却水流量可依据电动机输出功率进行调整:
(完整版)冷水机选型计算

冷水机制冷量计算方式及冷水机选型计算汇总冷水机制冷量计算方式及冷水机选型计算汇总(一)如何选用最适合自己的工业冷水机和小型冷水机呢,其实很简单有一个选型公式:制冷量=冷冻水流量*4.187*温差*系数1、冷冻水流量指机器的工作时所需冷水流量,单位需换算为升/秒;2、温差指机器进出水之间的温差;3、4.187为定量(水的比热容);4、选择风冷式冷水机时需乘系数1.3,选择水冷式冷水机则乘系数1.1。
5、根据计算的制冷量选择相应的机器型号。
一般习惯对冷水机要配多大的习惯用P来计算,但最主要的是知道额定制冷量,一般风冷的9.07KW的样子的话选择用3P的机器.依此类推。
所以工业冷水机的选用最重要的是求出额定制冷量(二)冷水机制冷量的计算方式冷水机制冷量的计算方式,冷水机制冷原理,20kw就可以勒计算方式:1:体积(升)×升温度数÷升温时候(分)×60÷0.86(系数)=(w)2:体积(吨或立方米)×升温度数÷升温时候(时)÷0.86(系数)=(kw)你的数据带冷水机制冷量的计算方式,冷水机制冷原理出来就可以勒4小时10000l×(15-7)÷4h÷0.86=23255w=23.255kw5小时10吨×(15-7)÷5h÷0.86=18.604kw(三)冷水机选型方法(三)能量守恒法Q=W入-W出Q:热负荷(KW) W入:输入功率(KW)例:8KW W出:输出功率(KW)例:3KW 例: Q=W入-W出=8-3=5(kw)(二)时间温升法Q= Cp.r.V.△T/HQ:热负荷(KW)Cp:定压比热(KJ/kg.℃)……4.1868 KJ/kg.℃r:比重量(Kg/m3)……1000 Kg/m3 V:总水量(m3) 例:0.5 m3△T:水温差(℃)……△T=T2-T1 例:=5℃H:时间(h) 例:1h例: Q= Cp.r.V.△T/H=4.1868*1000*0.5*5/3600=2.908(kw)(一)温差流量法Q=Cp.r.Vs.△TQ:热负荷(KW)Cp:定压比热(KJ/kg.℃)……4.1868 KJ/kg.℃r:比重量(Kg/m3)……1000 Kg/m3 Vs:水流量(m3/h) 例:1.5 m3/h△T:水温差(℃)……△T=T2(出入温度)-T1(进水温度) 例:=10℃例:Q=Cp.r.Vs.△T=4.1868*1000*1.5*10/3600=17.445(kw)(四)橡塑常用法:Q=W*C*△T*SQ=为所需冻水能量kcal/hW=塑料原料重量KG/H 例:W=31.3KG/HC=塑料原料比热kcal/KG℃ 例:聚乙烯PE C=0.55 kcal/KG℃△T=为熔塑温度与制品胶模时的温度差℃一般为(200℃)S=为安全系数(取1.35-2.0)一般取2.0例: Q=W*C*△T*S=31.3*0.55*200*2.0=6886(kcal/h)例: Q=W*C*△T*S=31.3*0.55*200*2.0=6886(kcal/h)Kcal/h是功率单位,1cal=4.178J 1J/s=1W单位时间内锅炉所消耗的燃料量称为燃料消耗量。
注塑机冷却水选用
l.一副模具需要的冰水为多少升?2.所需冰水温度为多少?3.需要冷水机吗?如何进行选配?4.冰水进出模具的温差为多少?5.注塑机的液压油和料筒喂料段也用冰水来冷却吗?6.对水质应有如何要求?冰水管道要保温吗?一.如何进配冷水机事实上,一副模具就是一个换热器,热量由融熔的塑料传入模具,再由模具传入不断循环的冷却介质——冰水中,只有很小一部分进入空气和注塑机的压模板。
众所周知,塑料成型的周期,相当大的部分用于冷却,有时可占到塑料成型周期80%以上,因此将冷却时间控制到最小是绝对必要的。
例如,一副模具成型周期一般耍20秒,如将原来冷却水塔的水改用冷水机产生的冰水进行冷却,它可缩短到16秒。
尽管最初选择配备冷水机造价要高些,但它可使产量提高20%,在长期的生产中,能取得很大的收益。
那么,如何来选择冰水能量呢?从上面我们即可知道,它与成型材料的比热容、熔胶时的温度,重量以及制品脱模时的温度有关。
一副模具所需的冰水能量之计算公式为Q=W × C × ? T × S式中:Q为所需冰水能量kcal/h;W为塑料原料重量kg/h;C为塑料原料比热kcal/kg℃;? T为熔胶温度与制品脱模时的温度差℃(见附表);S为安全系数(一般取1.35-2.0),当单机匹配时,一般选择小值,而当一台冷水机与多台模具相配时取大值,如选择风冷式冷水机时,S也应适当选很大一点。
例如:一副模具生产PP制品,每小时生产量约50kg,问冷却需要量为多少?应配多大的冷水机为合适?Q=50 × 0.48 × 200 ×1.35=6480(kcal/h);每小时需6480kcal/h冷却量,可选用LS203S 冷水机即可。
在实际选用冷水机过程中,很难取得比较完整的数据。
根据我们以往多年规划,配套销售的经验,? T=200℃,它是众多常用制品经过多年统计后的一个平均值。
如果模具上附有热胶道,还应将热胶道的能量加入冷量的计算,一般热胶道是以kW为单位,计算时应将单位转换成kcal/h,1kW=860kcal/h。
注塑机选配冷水机
6100-8000
55
105
注塑机油温冷却时所需冷却水量应验值
8000-10000
60
130
12500-15000
80
160-200
注塑机油温冷却器的冷却水流量
挤出机配冷水机参数
空机加热功率(kw)
中空挤出机螺杆直径(mm)
模具需冷冻流量(L/min)
挤出机挤出量(kg/m)
螺杆直径(mm)
需冷冻水流量(L/min)
5、7
、
35
40-80
45/90
50-80
10
55
50
75-150
55/110
82-110
14
65
70
125/250
65/120
100-130
18
80
90
180/360
80/143
150-180
23
90
120
原材料为PVC,以上为双螺杆挤出机,如果单螺杆挤出机冷却流量取60℅,生产管材取小值,生产异型材料取大值
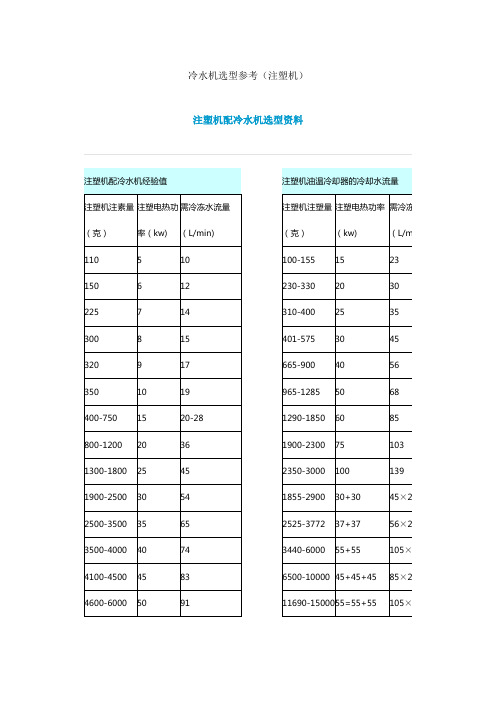
冷水机选型参考(注塑机)
注塑机配冷水机选型资料
注塑机配冷水机经验值
注塑机油温冷却器的冷却水流量
注塑机注素量(克)
注塑电热功率(kw)
需冷冻水流量(L/min)
注塑机注塑量(克)
注塑电热功率(kw)
需冷冻水流量(L/min)
110
5
10
100-155
15
23
150
6
12
230-330
20
30
225
7
14
▲需要足够的冷却能力,又不能结露
▲远程控制
冷水机组设备选型

一、冷水机组选型本设计选用螺杆式冷水机组。
机组选型计算:整栋大楼的最大冷负荷 Q=2473KW,考虑风机、风管、水管、冷水管及水箱温升引起的附加冷负荷,修正后:Q=1.1*2473=2720KW根据以上数据选择冷水机组见下表(表 1.1)表1.1 冷水机组性能参数型号数量(台)制冷量(KW)冷冻水流量(m3/h)冷却水流量(m3/h)冷冻水接管径(mm)冷却水接管径(mm)30HXC400A21392239287200200该冷水机组采用R134a制冷工质,两台机组完全运行时,总制冷量为:2784 KW,可满足最大负荷的情况;运行一台30HXC400A时,制冷量为:1392KW,满足约50%最大负荷的情况。
二、冷却塔选型冷水机组所需要冷却水的流量及其参数冷却塔的水流量 = 冷却水系统水量×1.2=287*2*1.2=688 m3/h具体参数为:进水温度为32℃,出水温度为37℃,湿球温度为28℃根据此选择马利冷却塔2台,其参数如下表(表 1.2)表1.2 冷却塔性能参数动力系统型号流量(m3/h)风机直径(mm)电机功率(Kw)扬程mH2OSC-G-350UL350291011 5.5接管管径型号进水(mm)出水(mm)满水(mm)补水(mm)排污(mm)SC-G-350UL150*2250805050三、膨胀水箱的选择膨胀水箱的容积是有系统中水容量和最大水温变化幅度决定,可由下式计算: M 3S P tV V ∆=α式中 膨胀水箱的有效容积,m 3;P V 水的体积膨胀系数,,L/℃;α0006.0=α 最大水温变化值;t ∆ 系统内的水容量,m 3。
可以按表1.3确定S V 表1.3 水系统中总水容量(L/m 2建筑面积)系统形式全空气系统空气—水空调系统供冷时0.4~0.550.70~1.30供暖时1.25~2.001.20~1.90根据上表 =1.2×17228=20673 LS V =0.0006×( 60-20 ) ×20673S P tV V ∆=α =496 L = 0.496 m3由以上得膨胀水箱的有效容积后,可从采暖通风标准图集T905(一)进行配管管径选择,选定方形水箱型号为1#。
最新冷水机和冷冻机的选型计算方法与制冷量选择

冷水机和冷冻机的选型计算方法与制冷量选择方法一:公式计算法Q=C p *r*V S* Δ T/HQ : 热负荷(单位: kW )C p :定压比热(单位: KJ/kg. ℃)r: 比重( kg/m 3 )V S :水流量(单位: m 3 /h )Δ T: 进出水温差Δ T =T 1 - T 2 (单位:℃)H: 单位时间(单位:小时)例如:一台注塑机水流量为: 1.5 m 3 /h ,进出水温差为 10 ℃,水的比热为4.2KJ/kg. ℃),比重为: 1000kg/m 3 ,其选配冷水机计算方法如下:Q=C P *r*V * Δ T/H=4.2*1000*1.0*10/3600=11.7考虑管道冷量损失及机组老化,选工业冷水机水冷式或风冷式5 HP制冷量为 14.5kW,水冷式冷水机需要配置散热塔,风冷式冷水机不需要,但使用场地环境要达到要求.方法二:求冷(热)水机制冷量的计算方法如,有一蓄水箱(温度7度日容量10立方米),要通过冷水机将水在4-5小时之内将温度升高到15度,需要多少热量,需要压缩机的功率是多少是怎样计算出来的20KW就可以了计算方法:1:体积(升)×升温度数÷升温时间(分)×60÷0.86(系数)=(W)2:体积(吨或立方米)×升温度数÷升温时间(时)÷0.86(系数)=(KW)你的数据带进去就可以计算出来了4小时 10000L×(15-7)÷4h÷0.86=23255W=23.255KW5小时 10吨×(15-7)÷5h÷0.86=18.604KW方法三:估算法工业冷水机的选型 / 油冷却机选型1、通过冷却水(油)进、出口温差来计算发热量Q = SH * De * F * DT / 60Q: 发热量 KWSH:比热水的比热为 4.2KJ/Kg*C (4.2千焦耳/千克*摄氏度) 油的比热为1.97KJ/Kg*C (1.97千焦耳/千克*摄氏度)De: 比重水的比重1Kg/L (1千克/升) 油的比重0.88Kg/L (0.88千克/升)F:流量 LPM (L/min 升/分钟)DT: 冷却水(油)进出口温差(出口温度-进口温度)注: "/ 60" 是用于将流量升/分变为升/秒;1kW = 1kJ/s ;例1:冷却水进水为20度,出水25度,流量10升/分钟发热量 Q = 4.2 * 1 * 10 * (25-20) / 60 = 3.5KW选择冷水机冷量时可适当加大 20%-50% 即可例2:冷却油进口为25度,出水32度,流量8升/分钟发热量 Q = 1.97 * 0.88 * 8 * (32-25) / 60 = 1.62KW选择冷水机冷量时可适当加大 20%-50% 即可2、通过设备的功率、发热量估算a、如用于主轴冷却,可根据主轴电机功率的30%估算所需制冷机组的冷量。
注塑机参数选型对照表.doc
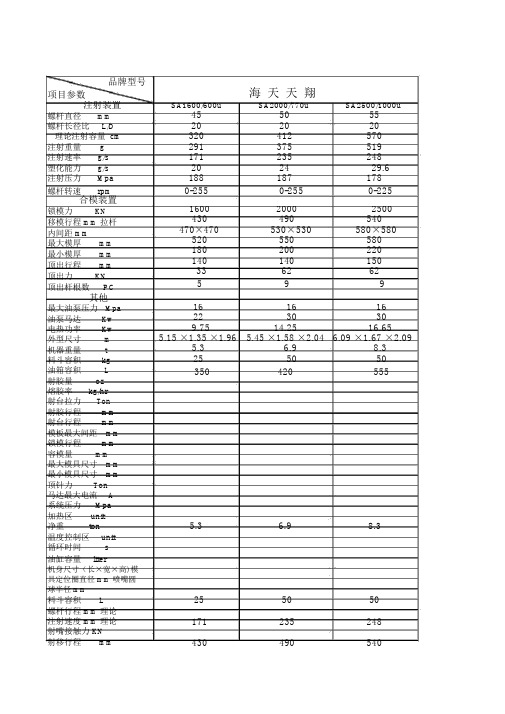
品牌型号海天天翔项目参数注射装置SA1600/600u SA2000/770u SA2500/1000u 螺杆直径mm 45 50 55螺杆长径比L/D 20 20 20理论注射容量 cm 320 412 570注射重量g 291 375 519注射速率g/s 171 235 248塑化能力g/s 20 24 29.6注射压力Mpa 188 187 178螺杆转速rpm 0-255 0-255 0-225合模装置锁模力KN 移模行程 mm 拉杆内间距 mm最大模厚mm 最小模厚mm 顶出行程mm 顶出力KN 顶出杆根数PC其他1600 2000 2500 430 490 540 470×470 530×530 580×580 520 550 580180 200 220140 140 15033 62 625 9 9最大油泵压力Mpa油泵马达Kw电热功率Kw外型尺寸m机器重量t料斗容积kg油箱容积L射胶量oz熔胶率kg/hr射台拉力Ton射胶行程mm射台行程mm模板最大间距mm锁模行程mm容模量mm最大模具尺寸mm最小模具尺寸mm顶针力Ton马达最大电流 A系统压力Mpa加热区unit净重ton温度控制区unit循环时间s油缸容量liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN射移行程mm16 16 1622 30 309.75 14.25 16.655.15 ×1.35 ×1.96 5.45 ×1.58 ×2.046.09 ×1.67 ×2.095.36.9 8.325 50 50350 420 5555.36.98.325 50 50171 235 248430 490 540品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 KN 移模行程 mm 拉杆内间距 mm 最大模厚 mm 最小模厚 mm 顶出行程 mm 顶出力 KN 顶出杆根数 PC其他最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mm东 华 机 械TTI —160SeTTI —190SeTTI —260Se45 50 55 20 20.2 20 329 452 601 296 406 541 148 175 255 181 181 180 220 145 190 160 190 260 446 490 525 460×460 510×510 580×580130 140 160 5 5 9 17 17 17 10.72 13.22 15.42 4.6 6 8.2 220 250 280 10.5 14.4 19.1 91.2 82.3 134.5 5.3 5.3 8.3 207 230 253 320 360 400 906 1000 1105 175-510 175-510 200-580 320×320 350×350 400×4003.74.5 6.1 58 63 724+1 4+1 5+1 4.668.2合模装置 Mpa rpmg g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC震 雄 集 团EM150-SVPEM220-SVPEM260-SVP46 52 60 20 20 35 332 499 777 305 4597151622 1827 1724 230 191 205 150 220 260 410 490 530 455×425 560×560 580×580100130180其他178178 178 最大油泵压力 Mpa 油泵马达 Kw 20 20 35 电热功率 Kw 9.7 13.9 18.3 外型尺寸 m 4.15.77.6 机器重量 t 料斗容积 kg油箱容积 L 10.816.2 25.2射胶量 oz 熔胶率 kg/hr射台拉力 Ton 200 235 275 射胶行程 mm 射台行程 mm 860 1090 1130 模板最大间距 mm 锁模行程 mm 160-450195-600195-600 容模量 mm 最大模具尺寸 mm最小模具尺寸 mm 4.27.77.7顶针力 Ton 马达最大电流 A 系统压力 Mpa加热区 unit 4.1 5.7 7.6净重 ton 温度控制区 unit 3+Nozzle4+Nozzle5+Nozzle循环时间 s 2.4 2.6 2.8 油缸容量 liter275360430机身尺寸(长×宽×高) 4.7 ×1.2 ×1.95.3 ×1.5 ×2.16.3 ×1.5 ×2.2模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mmKNmm 合模装置 Mpa rpm g g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力KN 移模行程 mm拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC其他最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm中 国 海 达HD160HD188HD28045 48 65 20 20.4 18.5 310 434 780 282400720160 140 1521600 1880 2800 400 450 550 450×410 490×460 580×55010013013016 16 16 10 10 20.3 1518.5 22 4.85.88180-450 200-480 220-5504.85.8 84.4 ×1.3 ×1.95.1 ×1.4 ×2.05.5 ×1.7 ×2.3SR15160 160 SR15 SR15合模装置 Mpa rpmg g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC力 劲 集 团PT160PT200PT25045 50 55 20 20 20 319 432 630 290 393 572 160.6 194 266.2 182 186 184 2482062061600 2000 2500 400 460 510 459×459745×744860×860100 120 120 496477其他17.5 17.5 17.5 最大油泵压力 Mpa 油泵马达 Kw 14 22 29 电热功率 Kw 8.2 13.5 13.7 外型尺寸 m 4.7 6 7.3 机器重量 t 料斗容积 kg 320 420 420 油箱容积 L 射胶量 oz 10.2 13.9 20.2 熔胶率 kg/hr 96 129.6 170 射台拉力 Ton 300 350 360 射胶行程 mm 射台行程 mm 850 960 1060 模板最大间距 mm 锁模行程 mm 200-450 200-500 200-500 容模量 mm最大模具尺寸 mm 550×550510×510570×570最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa加热区 unit 4.7 6 7.3 净重 ton 温度控制区 unit 3+N 3+N 4+N 循环时间 s 2.12.12.7油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm4830×1174×1857 5131×1300×1980 5551×1398×20705060 60 200 220 265KNmm 合模装置 Mpa rpm g g/sg/s品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC恩 格 品 牌Z170Z230Z27045 50 55 357 490 641 325 446 583 160 154 227 177 168 169 180 155 180 **** **** 2700 435 475 540 470×470 520×520570×570520 530 550 180 200 200 140 140 150 507070其他最大油泵压力 Mpa 16 16 16 油泵马达 Kw 18.5 18.5 22 电热功率 Kw 12.3 14.8 16.8 外型尺寸 m 6 7 8 机器重量 t 料斗容积 kg 300300380油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton A 马达最大电流 系统压力 Mpa加热区 unit 678净重 ton 温度控制区 unit 循环时间 s油缸容量 liter5.04 ×1.43 ×2.125.68 ×1.50 ×2.14 5.90 ×1.60 ×2.25机身尺寸(长×宽×高) 模具定位圈直径 mm 喷嘴圆球半径 mm 料斗容积 L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程 mmKNmm 合模装置 Mpa rpm g g/sg/s品牌型号双马塑机项目参数注射装置BL160eM BL200eM BL250eM 螺杆直径mm 45 50 55螺杆长径比L/D 20 20 20理论注射容量 cm 340 440 605注射重量g 316 409 562注射速率g/s 159 203 284塑化能力g/s188 184 169注射压力Mpa螺杆转速rpm 224 233 225 合模装置1600 2000 2500 锁模力KN移模行程mm 440 500 550拉杆内间距mm 465×415 515×465 565×515 最大模厚mm 528 548 590最小模厚mm 175 190 210顶出行程mm 140 140 160顶出力KN 45 45 65顶出杆根数PC 5 5 5其他最大油泵压力Mpa油泵马达Kw电热功率Kw外型尺寸m机器重量t料斗容积kg油箱容积L射胶量oz熔胶率kg/hr射台拉力Ton射胶行程mm射台行程mm模板最大间距mm锁模行程mm容模量mm最大模具尺寸mm最小模具尺寸mm顶针力Ton马达最大电流 A系统压力Mpa加热区unit净重ton温度控制区unit循环时间s油缸容量liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN射移行程mm16 16 1615 18.5 2211 13 155.2 7.5 9.5220 280 32011 14.3 19.7450×450 500×500 550×550 350×350 350×350 400×4005.2 7.5 9.53+1 3+1 3+15×1.2 ×2 5.4 ×1.3 ×2 5.6 ×1.6 ×2.2 100103119品牌型号项目参数注射装置螺杆直径mm 螺杆长径比 L/D 理论注射容量 cm注射重量注射速率塑化能力注射压力 螺杆转速锁模力 移模行程拉杆内间距mm 最大模厚 mm 最小模厚 mm顶出行程mm 顶出力 KN 顶出杆根数 PC其他博创 - 捷 龙BS150-lllBS200-lllBS260-lll45 506020.5 481 848 341 321 452 800185 176 161 206149 166 **** **** 2600 410 465 520 460×460 510×510 580×580130 150 180 41.6 49.5 77.3 4+14+112+1 最大油泵压力 Mpa 油泵马达 Kw 电热功率 Kw 外型尺寸 m 机器重量 t 料斗容积 kg 油箱容积 L 射胶量 oz 熔胶率 kg/hr 射台拉力 Ton 射胶行程 mm 射台行程 mm 模板最大间距 mm 锁模行程 mm 容模量 mm 最大模具尺寸 mm 最小模具尺寸 mm 顶针力 Ton 马达最大电流 A 系统压力 Mpa 加热区 unit 净重 ton 温度控制区 unit 循环时间 s 油缸容量 liter机身尺寸(长×宽×高)模具定位圈直径 mm 喷嘴圆球半径 mm料斗容积L 螺杆行程 mm 理论注射速度 mm 理论射嘴接触力 KN 射移行程mm17.517.5 17.5 15 17.5 22 9.49.8616.14.85 ×1.42 ×1.945.43 ×1.63 ×1.996.3 ×1.73 ×2.0568.5230 300 550 11.3 16 28.3215 245 300 9101015 1120 160-500 180-550 195-600 4+14+14+15 6 8.5 5 5 6670×670750×750835×835230 300 550 215 245 300 30 30 40 250280350KNmm 合模装置 Mpa rpm g g/sg/s。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
先看问题:
l.一副模具需要的冰水为多少升?
2.所需冰水温度为多少?
3.需要冷水机吗?如何进行选配?
4.冰水进出模具的温差为多少?
5.注塑机的液压油和料筒喂料段也用冰水来冷却吗?
6.对水质应有如何要求?冰水管道要保温吗?
一.如何选配冷水机
事实上,一副模具就是一个换热器,热量由融熔的塑料传入模具,再由模具传入不断循环的冷却介质——冰水中,只有很小一部分进入空气和注塑机的压模板。
众所周知,塑料成型的周期,相当大的部分用于冷却,有时可占到塑料成型周期80%以上,因此将冷却时间控制到最小是绝对必要的。
例如,一副模具成型周期一般耍20秒,如将原来冷却水塔的水改用冷水机产生的冰水进行冷却,它可缩短到16秒。
尽管最初选择配备冷水机造价要高些,但它可使产量提高20%,在长期的生产中,能取得很大的收益。
那么,如何来选择冰水能量呢?从上面我们即可知道,它与成型材料的比热容、熔胶时的温度,重量以及制品脱模时的温度有关。
一副模具所需的冰水能量之
计算公式为Q=W ×C ×? T ×S
公式中:
Q为所需冰水能量kcal/h;
W为塑料原料重量kg/h;
C为塑料原料比热kcal/kg℃;
? T为熔胶温度与制品脱模时的温度差℃(见附表);
S为安全系数(一般取1.35-2.0),当单机匹配时,一般选择小值,而当一台冷水机与多台模具相配时取大值,如选择风冷式冷水机时,S也应适当选很大一点。
例如:一副模具生产PP制品,每小时生产量约50kg,问冷却需要量为多少?应配多大的冷水机为合适?
Q=50 ×0.48 ×200 ×1.35=6480(kcal/h);每小时需6480kcal/h冷却量,可选用LS203S冷水机即可。
在实际选用冷水机过程中,很难取得比较完整的数据。
根据我们以往多年规划,配套销售的经验,? T=200℃,它是众多常用制品经过多年统计后的一个平均值。
如果模具上附有热胶道,还应将热胶道的能量加入冷量的计算,一般热胶道是以kW为单位,计算时应将单位转换成kcal/h,1kW=860kcal/h。
如果供给工厂的水量充足,温度较低,成本也较低,此时就不需要使用冷水机,这一般是不太现实的,除非工厂能在水温比较低的大湖边;另一种是利用城市深井供水来满足温度和流量的需要,但往往成本太高。
对实验装置可以使用这种方法,但对于工厂,这样做是不切实际的。
二.冰水温差
模具冷却流体(冰水)的温度一般受制于加工材料和制品形状而发生较大变化,如聚苯乙烯薄壁烧杯,模具要求冰水温度在0℃以下;而其它绝大多数情况下,模具所要求的冰水的温度都在5℃以上,微电脑全功能冷水机能提供5℃以上的冰水,低温型智能温控冷水机能满足5℃以下及至0℃以下的要求。
模具进出口处冰水的温差往往是根据制品要求来设定的,在许多情况下,温差为3-5℃时是最理想的,但有时也需要温差在1-2℃。
温差越小,意味着
把同样的热量带出去,需要的冰水流量就越大,反之需要的流量就小。
比如:温差为5℃时,流量需要60L,而到温差为2℃时,流量则需要150L。
三、冰水流量
一副模具所需的冰水流量直接与模具要带走的热量和冰水进出模具的温差有关。
例如:要将6480 kcal/h的热量从模具上带走,若温差为3℃,那么至少需要的流量为多少?冰水流量Q=6480 ÷3÷60=36(L/min)。
四、冰水水质的义理
水的软化,在使用冷水机的过程中,也是一个不可忽视的问题,对水的PH值也需要不断地观测,最佳PH值应等于7,大于7的PH值会产生可怕的腐蚀现象,如不采取措施,会在蒸发器、模具内生垢,会起隔热的作用,严重时,使其能量的转换效果降低30%。
很明显这就要求考虑对硬水的软化。
最有效的方法,可在系统中配置一台电子硬水软化器,这样的软化器是以离于交换原理设计制作的。
根据流量的不同可配置不同规格的软化器,直接连接在循环水管路中,一般配置有水处理软化器所需费用也不会太高,也可定期间循环系统中加入一定比例的除垢剂。
五.冰水机流量、压力
一般注塑成型模具冷却,冰水的压力选择0.1~0.2MPa,即可满足要求,而微电脑全功能冷水机能满足这个要求,当压力要求高于0.2MPa时,需另行规划,以利采用相应压力从水泵以满足系统供水之需要。
流量与管径之间的关系见下表管径3/8" 1/2" 3/4" 1" 1'/4" 1'/2" 2" 3" 流量12 20 35 60 90 130 230 560
六.液压油和料筒喂料段的冷却
通常液压油和料筒喂料段采用冷却水塔的水来冷却,因为这不仅是最佳的方法,单就生产成本着,也是极经济的,除非对其温度有特定要求,可用冰水对其进行冷却。
七.冰水管道的保温
冰水管道必须进行保温隔热,因为管道隔热不仅能阻止冷量的严重损失,而且也阻止了在管外壁上形成的结露水。
例如:冰水温度10℃,环境温度为30℃,一根25米长,表面积为25m2的金属管道的热辐射可达750kcal/h,这差不多是3HP压缩机产生制冷量的10%,5HP压缩机产生制冷量的6%左右。
冷水机与模具的连接,通常采用增强胶管连接,因为这样的胶管其本身就有隔热的功能,但长度超过5m,也要考虑适度的保温隔热性。
附表:不同的模塑材料需要的注塑和模具温度和比容热。
材料注塑温度℃模具温度℃比容热kcal/kg ? ℃
聚乙烯PE 160~310 0~70 0.55
聚苯乙烯PS 185~250 0~60 0.35
尼龙NYLON 230~300 25~70 0.58
聚碳酸脂PC 280~320 70~130 0.3
聚丙烯PP 200~280 0~80 0.48
ABS 180~260 40~80 0.4。