冲压工时定额明细表
冲压工时定额明细表

14
9/4
14
0/4
0/16
20 14.8 14.8 14.8 14.8 0/20
36 28.8 28.8 28.8 28.8
36
324
144
115.2
115.2
633.6(无天 窗)/864
259.2/115.2 (天窗)
0/115.2
(无天窗) 班产1000件 (无天窗)
班产1000 (无天窗) 班产1000件 (无天窗) 班产1000件
用工 作业时 辅助时间 单人工序 工序时间
人数 间(s) (s)
时间(s)
(s)
4
10
8
4
10
8
4
10
8
4
10
8
18
72
18
72
18
72
18
72
共7页 总工时
(s)
360
第7页 备注
班产1600件
编制(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期)
标记 处数 更改文件号
签字
日期 标记 处数 更改文件号
右中纵梁本体
1/5
拉延
4
右中纵梁本体
2/5
切边冲孔
4
右中纵梁本体
3/5
切边冲孔
2
右中纵梁本体
4/5
侧切边侧冲孔
2
右中纵梁本体
5/5 侧切边侧翻边冲孔
4
左中立柱外板加强板 1/4
拉延
4
10
8
18
72
10
8
10
8
18
72
234
班产1600件
冲压件加工费报价表

100
0.6 0.33 0.93 46 46 1.00 0.46
1
2 0.02 0.48
2E+06 33.333 0.33 2 90 3
100
0.6 0.33 0.93 46 46 1.00 0.46
1
2 0.02 0.48
0.3 1.84 0.184333 0.184333 0.368667 0.092167
光盘 制件 清单 序号
零件号
零部件名称
简图
32
1
冲压件明细
零件名称
冲压费用明细表
工序 名称
工序
设备损耗成本
人工成本
消耗成本
辅其助它费用
使用设备 名称
设备规 格
设备价 格
(元)
每小时 折旧费
用
费用 (元/ 件)
准备
工时 (小 时/
费用
生产 人数
每小时生 产件数
费用(元 /冲次)
班)
辅助 人工 费用 (元 )
人工 费用 合计
(行车,叉
装机 功率 (kw )
设备 耗电 单价 量/小 (元) 时
费用 (元/ 冲 次)
水量
费用
(吨/ 单价 (元/
小 (元) 冲
时)
次)
消耗成本 合计
(元)
车,模具维 护和保养和 劳保用品等 费)(元/
件)
合计
管理费
流转包装 储存费
00T冲床 OP20 翻边 400T冲床 OP30 翻边 400T冲床 OP40 翻边 400T冲床
0.3
2.04 0.204333 0.204333 0.408667 0.102167
0.3
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
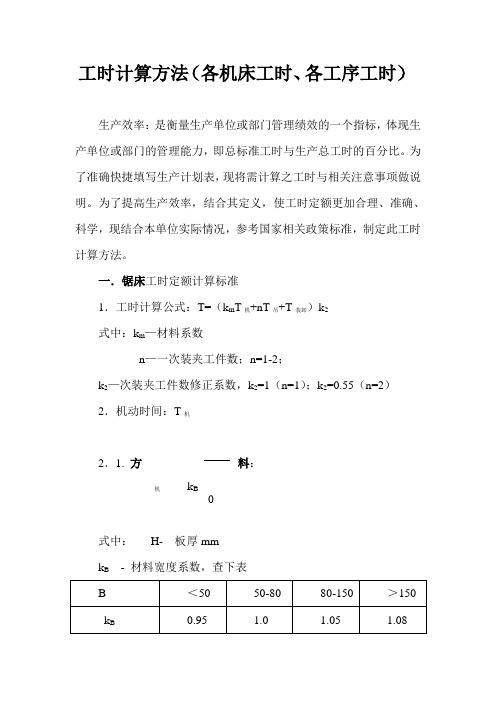
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
工时定额计算表

说明:1.对接焊缝工时均为无损探伤焊缝的工时且含清焊根及清焊根后焊工修磨清理焊缝焊接工时,非无损探伤对接焊缝的工时按照表中 公式的2/3计标。
说明:1.对接焊缝工时均为无损探伤焊缝的工时且含清焊根及清焊根后焊工修磨清理焊缝焊接工时,非无损探伤对接焊缝的工时按照表中 公式的2/3计标。 2.SMAW+SAW焊缝的焊接工时计标方法:先按SMAW对应板厚查表计标工时的3/4计标,清根后SAW对应板厚(一般按δ7计标)查表计时工时。 3.表中工时均为平位施焊工时,当改变施焊位置,按难易程度乘以系数1.3(容易-困难程序:开-横-立-全位置-仰焊) 4.产品试板焊接工时一律按600mm长度和相应厚度计标。 5.每台产品附加工时为总工时的5%-10%(按焊接方法分别计标)。
SMAW
焊脚高度
开坡口
2 3 3 3 3 3.3 3.3 3.3 3.3 3.3 4 4 4 4.3 5.3 6.3 7.3 8.3 10.3 13 16.3 20.3 24 27.3
不开破口
1 1 1 1 2 2 2 2 2.3 2.3 2.3 2.3 3.2 3.2 3.2 3.2 4.2 4.2 4.2 4.2 5.3 5.3 5.3 6.4 6.4 7
TIG
0.06 0.06 0.06 0.06 0.06 0.07 0.08 0.1 0.12 0.15
(小时分/kg熔敷金属)
SMAW 5.3
SAW 2.3
堆焊
小时分/kg熔敷金属
SMWA
SAW
3
1
注: 当管外径大于57mm时应按管
子展开长度根据焊脚高度计标 工时
注: 当母材厚度≥40mm时为深
纵(环)焊缝
26 10
28 12.3
冲压零件工时定额规范
冲压零件工时定额规范冲压零件工时定额规范(试行)为了平衡各车间冲压件工时定额,规范管理,技术科通过综合以往的经验数据,在实测的基础上,经过分析、类比整理出本规范。
本规范将作为编制工艺资料表中作业机时节拍的依据,也可作为新承接产品零件编制工时定额和新业务投标竞价的依据。
工时定额1.定义:工序时间定额(简称工时定额):完成某一道工序所需时间的规定值称为工序时间定额。
工序时间(简称工时):完成某一道工序所需时间称为工序时间。
一般地,工序时间由如下时间组成:1).基本时间(或机动时间)Tm :在一道工序中,直接改变工件的形状、尺寸、表面质量等所消耗的时间。
2).辅助时间 Tf:在一道工序中,为保证基本工作所做动作需要的时间。
3).工件自检时间Tc:一道工序完成后需要进行检测的平均时间。
一般冲压件只需要按照工艺卡规定的频次进行检验,重要外观件每工序需要进行外观全检。
4).工作地服务时间 Tw:在工序之外,用于保证加工过程的顺利进行所作工作消耗时间在每个工件上的分摊。
如装模、设备调整等的时间。
5).生理需要时间(休息时间或自然时间)Tx :工作中,工人自然需要花费的时间在每一个工件上的分摊。
6).准备终结时间(只在批量生产中存在)Tz:对于只生产一批零件的情况,在加工之前要进行工艺准备(如:熟悉工艺、安装调整工装等),以及工作地整理,这些工作消耗的时间就是准备终结时间。
工序时间Td的表达:Td=Tm+Tf+Tc+Tw+Tx+(Tz/n) (式中:n 为批量)。
2. 工艺资料表中作业机时节拍所包含的内容:工艺资料表中体现的时间为前三项时间定额,即操作基本时间、辅助时间和自检时间之和所规定的值,以下称“作业机时节拍”。
后三项工艺时间为每人每班(8小时)1小时。
由此计算的工资分配给直接从事加工的操作者,也是确定车间非直接计件工资依据。
工序间转序、完工件装车(发外装车),打包等工作由车间物流工完成。
此外,车间装模、调模工,叉车工,行车工,检验员等岗位属非直接计件人员。
汽车冲压厂人员工时定额明细表

8
0126200031
右后车门外板(升降)
OP10 OP20 OP30 **
★ 1.5 123
9
0125700043
顶盖外板
OP10 OP20 OP30 OP40 **
★
1.2
184
10
0128402044
机盖外板
OP10 OP20 OP30 **
★ 2.2 104
11
0125600023
后围外板
OP10 OP20 OP30 **
序号19产品型来自 产品名称作业时 间(s)
10 40 15 15 15 30 50 10 40 15 15 15 30 50 40 20 40 50 26 10 15 10 12 10
电动乘用车
共 6 页
第 5 页
备注
零件图号
0126300000
零件名称
左后车门总成
工序 号
OP10 OP20 OP30 OP40 OP50 **
42 37 30 23 41 32 25 25 41 32 25 25 43 32 52 32 25 27 26 26 25 33 30 31 25
校对(日期) 审核(日期) 会签(日期)
★ 1.4 132
7
0126300011
左后车门外板(升降)
OP10 OP20 OP30 **
★ 1.5 123
3
0128403001
左翼子板
OP10 OP20 OP30 OP40 **
★ 1.4 196
4
0128403002
右翼子板
OP10 OP20 OP30 OP40 **
★ 1.4 196
5
工时计算方法大全(各机床工时、各工序工时)
工时计算方法(各机床工时、各工序工时)生产效率:是衡量生产单位或部门管理绩效的一个指标,体现生产单位或部门的管理能力,即总标准工时与生产总工时的百分比。
为了准确快捷填写生产计划表,现将需计算之工时与相关注意事项做说明。
为了提高生产效率,结合其定义,使工时定额更加合理、准确、科学,现结合本单位实际情况,参考国家相关政策标准,制定此工时计算方法。
一.锯床工时定额计算标准1.工时计算公式:T=(k m T 机+nT 吊+T 装卸)k 2 式中:k m —材料系数n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2) 2.机动时间:T 机 2.1. 方料:式中: H- 板厚mm k B - 材料宽度系数,查下表T 机=k BH22.2.棒料:式中D —棒料外径 mm2.3. 管料:式中d 0—管料内径;mm2.4..方管:式中:H—方管外形高mm ;H 0—方管内腔高mm ; B 0—方管内腔宽mm ;3.吊料时间:4.装卸料时间及其它时间:T机=D24T 机=D —d 02 2410000T 机=H—H 0*B 0208000T吊=L 1000 T装卸LD综上所述:方料:T=(0.12+n0.0519H+0.001L )k 2-0.00013 H 0*B 0 (min ) 圆料:T=(0.12+n0.0429D+0.001L )k 2-0.0001 d 02 (min ) n —一次装夹工件数;n=1-2;k 2—次装夹工件数修正系数,k 2=1(n=1);k 2=0.55(n=2)二.剪板冲压折弯工时定额计算标准1..剪板工时定额计算方法剪板单件工时定额:a —每块工时系数、见表b —剪角次数剪板工时系数表=0.12+1800840T =k *a+b a3注:准备工时按100件基数计算,每件0.2,共计200分剪板毛刺工时:T=0.3 + 处理长度/400剪板校正T校=k*T材料系数K=1~1.52.冲压每冲一次工时3..折弯工时定额计算方法折弯工时定额:t2=Σa i折弯工时定额系数表注:规格栏中,为折弯长度,a为每折一刀的工时(理论计算:每刀0.15分×折1.5=0.225+0.2=0.425→0.5)↓准备工时三.风割焊接工时定额计算标准1.风割工时公式:修磨工时含补焊工时: T 修磨 = T 风割 /22.焊接单件工时: T 焊接=T 工件装卸+T 点焊+ T 全焊 2.1 装卸工件工时:T 工件装卸=(T 01+0.2n )B式中:T 01—装卸基本工时;(取T 01=0.2); n-- 工件数 B-- 重量系数(见表)2.2. 点焊单件工时:T 点焊= T 02+0.1J+0.1N式中:T 02—点焊基本工时;J —点焊数;N —点焊时工件翻转次数;2.3. 全焊单件工时:T 全焊= T 03+0.1M+0.1N+L Σ/200+0.2NC 式中:T 03—全焊基本工时;M —焊缝段数;N —全焊时工件翻转次数;L Σ--焊缝长 NC---焊接参数调节次数注:小件装卸与点焊工时合并,统称点焊工时; 重量系数(B )T风割=风割长度×3+1.5V1、飞溅按焊接工时的二分之一计算+0.12、校正按焊接工时的二分之一计算+0.13、有辅助工帮助表卸模,从焊接工时中分取三分之一4、焊接有准备工时按每项20分钟5、点焊螺母按0.5分钟一个四.钻床工时定额1、T=kT机+ T装卸其中k—难度系数有工差要求k=1.5 有深度要求k=1.1 扩孔及攻丝k=0.82、机动时间:T机注:L/D≥8时,须另增排屑时间60%。
铝制品冲压件加工费报价表

0.69 0.63 0.69 0.63 0.63ห้องสมุดไป่ตู้3.25
200T冲床 250T冲床 200T冲床 200T冲床
350 0.042857 300 0.05
350 0.042857 350 0.042857
流转包装 储存费
利润
风险系数
总合计
250T冲床
OP20 铝制品加工 OP30 OP40 OP50 成型 冲孔 冲孔 打弯
470000 7.8333 350000 5.8333 470000 7.8333 350000 5.8333 350001 5.8334
0.03 0.02 0.03 0.02 0.02
消耗成本
装机 设备 费用 水量 费用 消耗成本 功率 耗电 单价 (元/ (吨/ 单价 (元/ 合计 (kw 量/小 (元) 冲 小 (元) 冲 (元) ) 时 次) 时) 次)
冲压件明细
32 1 OP10 落料
辅助费用 (行车,叉 车,模具维 护和保养和 劳保用品等 费)(元/ 件)
其它
合计
管理费
0 0 0 0 0
0 0 0 0 0
0.00 0.00 0.00 0.00 0.00
0.08 0.06 0.08 0.06 0.06
0.49 0.45 0.49 0.45 0.45
0.048944 0.048944 0.097889 0.044667 0.044667 0.089333 0.048944 0.048944 0.097889 0.044667 0.044667 0.089333 0.044905 0.044905 0.08981
0 0 0 0 0
0 0 0 0 0
1 1 1 1 1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
总工时 (s)
1303.4 班产650件
2
06200218
右整侧围外板 右整侧围外板 右整侧围外板 右整侧围外板 右整侧围外板 右整侧围外板
班产1300件
1303.4 班产650件
3
06200314
行李箱盖外板 行李箱盖外板 行李箱盖外板 行李箱盖外板
756
班产800件
4ห้องสมุดไป่ตู้
06200310
校对(日期)
共 7 页 工序时间 (s)
88.4 225 180 180 180 450 88.4 225 180 180 180 450 180 144 144 288 115.2 115.2 86.4
审核(日期) 标准化(日期)
第 1 页 备注
班产1300件
零件图号
06200212
零件名称
左整侧围外板 左整侧围外板 左整侧围外板 左整侧围外板 左整侧围外板 左整侧围外板
校对(日期)
共 7 页 工序时间 (s)
172.8 180 144 144 324 144 115.2 115.2 259.2/115.2 0/115.2 0/259.2 205.5 164.4 164.4 328.8 205.5 164.4 164.4 328.8
审核(日期) 标准化(日期)
第 2 页 备注
工序名称
拉延 切边冲孔 翻边整形 冲孔侧冲孔 拉延 切边冲孔 整形翻边 冲孔侧冲孔 拉延 切边冲孔 切边冲孔 侧切边侧冲孔 侧切边侧翻边冲孔 拉延 切边冲孔 切边冲孔 侧切边侧冲孔 侧切边侧翻边冲孔 拉延
作业时 辅助时间 间(s) (s)
10 10 10 10 10 10 10 10 9 9 9 9 9 9 9 9 9 9 10 8 8 8 8 8 8 8 8 9 9 9 9 9 9 9 9 9 9 8
校对(日期)
共 7 页 工序时间 (s)
72 72 36 54 72 72 36 72 72 72 36 36 72 72 72 36 36 72 72
审核(日期)
第 3 页 备注
零件图号
06200200
零件名称
前围上后盖板 前围上后盖板 前围上后盖板 前围上后盖板
工序 号
1/4 2/4 3/4 4/4 1/4 2/4 3/4 4/4 1/5 2/5 3/5 4/5 5/5 1/5 2/5 3/5 4/5 5/5 1/4
编制(日期)
总工时 (s)
234
班产1600件
14
06200180
中地板前横梁 中地板前横梁 中地板前横梁 中地板前横梁
14 16 16 16 16 14 14 14 14 0/16 0/16 18 18 18 18 18 18 18 18 14.8 20 20 20 20 14.8 14.8 14.8 14.8 0/20 0/20 23.1 23.1 23.1 23.1 23.1 23.1 23.1 23.1
编制(日期)
产品型号 产品名称 工序名称
冲孔 拉延 修边冲孔 翻边冲孔 侧翻侧整 拉延 修边冲孔 侧整 侧翻侧整 翻边 侧翻 拉延 分离修边 翻边整形 翻边 拉延 分离修边 翻边整形 翻边
乘用车 单人工序 时间(s)
28.8 36 36 36 36 28.8 28.8 28.8 28.8 36 36 41.1 41.1 41.1 41.1 41.1 41.1 41.1 41.1
总工时 (s)
489.60
792
班800件
633.6(无天 窗)/864 (天窗)
(无天窗) 班产1000件 (无天窗) 班产1000 (无天窗) 班产1000件 (无天窗) 班产1000件
班产800件 班产800件
863.1
班产700件
863.1
班产700件
会签(日期)
标记
处数
更改文件号
签字
日期
标记
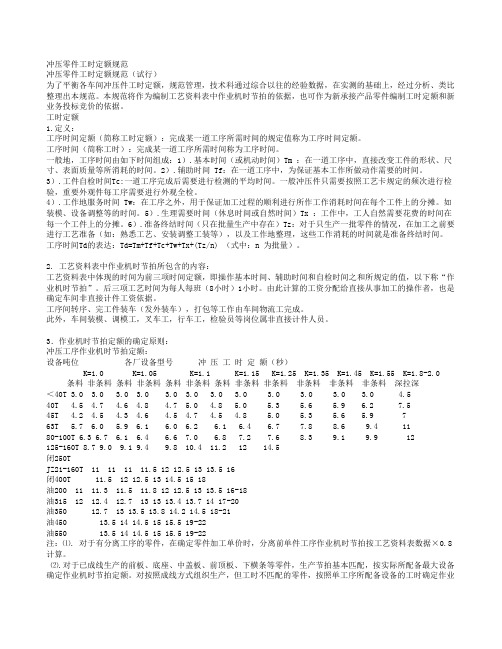
冲压工时定额明细表
序号
1
产品型号 产品名称 工序名称
落料 拉延 修边 侧翻边修边 侧翻边修边 冲孔侧整 落料 拉延 修边 侧翻边修边 侧翻边修边 冲孔侧整 拉延 修边冲孔 翻边 冲孔 拉延 修边冲孔 整形
乘用车 单人工序 时间(s)
22.1 45 45 45 45 45 22.1 45 45 45 45 45 36 36 36 36 28.8 28.8 28.8
工序 号
1/6 2/6 3/6 4/6 5/6 6/6 1/6 2/6 3/6 4/6 5/6 6/6 1/4 2/4 3/4 4/4 1/4 2/4 3/4
用工 人数
4 5 4 4 4 10 4 5 4 4 4 10 5 4 4 8 4 4 3
作业时 辅助时间 间(s) (s)
12 20 20 20 20 20 12 20 20 20 20 20 15 15 15 15 14 14 14 10.1 25 25 25 25 25 10.1 25 25 25 25 25 21 21 21 21 14.8 14.8 14.8
班产1000件
工序 号
4/4 1/4 2/4 3/4 4/4 1/6 2/6 3/6 4/6 5/6 6/6 1/4 2/4 3/4 4/4 1/4 2/4 3/4 4/4
用工 人数
6 5 4 4 9 5/5 4/4 4/4 9/4 0/4 0/9 5 4 4 8 5 4 4 8
作业时 辅助时间 间(s) (s)
处数
更改文件号
签字
日期
冲压工时定额明细表
序号
13
产品型号 产品名称 用工 人数
4 4 2 3 4 4 2 4 4 4 2 2 4 4 4 2 2 4 4
JL7180/JL7153系列 乘用车 单人工序 时间(s)
18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18 18
行李箱盖内板 行李箱盖内板 行李箱盖内板
489.6
班产1000件
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
冲压工时定额明细表
序号 零件图号 零件名称
行李箱盖内板 5 06200450 发动机盖外板 发动机盖外板 发动机盖外板 发动机盖外板 6 06200320/25 顶盖/天窗版顶盖 顶盖/天窗版顶盖 顶盖/天窗版顶盖 顶盖/天窗版顶盖 顶盖/天窗版顶盖 顶盖/天窗版顶盖 8 06200331/50 左前后车门外板 左前后车门外板 左前后车门外板 左前后车门外板 9 06200332/51 右前后车门外板 右前后车门外板 右前后车门外板 右前后车门外板