黄岩毕升模具厂O型环之设计
O型圈厂家推荐O型圈十大品牌
O形圈是广泛用于各种行业和应用的机械密封件。
它们是由弹性材料制成的圆环,设计用于在两个表面之间压缩以形成密封,防止气体或液体逸出。
O形圈是许多机器和设备的重要组成部分,因为它们提供可靠、经济高效的密封解决方案。
而今天,小编则要为大家推荐一些在国内口碑还算不错的十大O型圈厂家,现在就请大家跟着小编一起来看看吧。
1、永嘉旭丽橡塑科技有限公司永嘉旭丽橡塑科技有限公司中国泵阀之乡永嘉,专业生产各种类型不同材质O型圈产品的生产厂家,产品主要用于水泵,阀门,机械液压,汽车电子,石油化工,塑料模具,医疗器械,食品,航空以及国防军工等中高端领域。
2、慈溪市海升橡胶制品有限公司慈溪市海升橡胶制品有限公司是一家集设计、开发、生产、销售高精密O型圈为一体的高科技企业。
公司专业制造高精密O 型圈,产品广泛用于医疗器械、打火机、食品机械、手表、电子配件、汽车配件等行业。
3、深圳市正兴隆精密橡胶有限公司深圳市正兴隆精密橡胶有限公司25年专注精密橡胶领域,是国家高新技术企业。
正兴隆集橡胶制品模具设计和制造、配方设计,混炼胶加工,产品硫化成型,修边,产品检测于一身的企业。
4、东台市冠华橡胶密封件厂我厂创建于1999年,专业致力于橡胶密封件的生产。
东台市冠华橡胶密封件厂是一家专业生产各种橡胶密封制品的现代化企业。
冠华在中国江苏成立东台市冠华橡胶密封件厂。
冠华橡胶是一家专业生产、经营密封系列产品的公司,主要产品:O型圈、星型圈、ED密封圈、橡胶平垫片、橡胶挡圈、橡胶球、组合垫圈、橡胶杂件、非标定制等等。
5、深圳市德隆兴业密封技术有限公司深圳市德隆兴业密封技术有限公司在橡胶密封件行业拥有10多年的历史,以客户需求为中心的开发理念,使德隆在耐化学腐蚀,耐磨、耐高低温、耐特殊介质方面有极强的实际解决能力,为众多客户提供了先进合理的密封解决方案。
德隆的产品已成功应用在各知名的行业中,如汽车行业、液压气动行业、化学行业、航天电子行业、食品行业、建筑五金行业、空调制冷行业以及医疗卫生行业等。
O型环之设计

O型環之設計
O型環的設計要點:
1.受壓時o型環有空間變形。
2.O型環可以固定在模板的O型環槽上,以利組裝。
3.組裝過程,若有滑動的動作時,必須把稜銳圓角切除。
解釋:
1.o型環的防漏功能主要是因為o環受壓變形產生緊貼模壁的效果,因此可以防漏。
受壓的同時必須提供足夠的空間,以利o型環變形。
4.為了方便組裝o型環槽的設計一開始就可固定在板A上。
固定方
式可以分為外徑封襯式與內徑封襯式兩種。
外徑封襯式是指板A與B尚未貼合時,o型環固定在o型環槽的外側(如圖中之O型環a),內徑封襯是指板A與B尚未貼合時,o型環固定在o型環槽的內側(如圖中之O型環b)。
使用時的選擇主要是考慮水壓方向,O型環a承受的水壓方向朝外,所以使用外徑封襯式;O型環b承受的水壓方向朝內,所以使用內徑封襯式。
水管
Written by Derhon Lin, 2001/9/9。
O型圈模具设计技术报告
O型密封圈的产品模具设计O型密封圏统称O型圏,O型圏在模具中硫化成型,其特征是外型呈环型,而横截面呈圆型。
其是液玉、气动系統中使用最广泛的一种密封件。
O 型圈的常用材料有NBR、HNBR、AEM、ACM、EPDM、FKM、VMQ等等。
O型圈具有密封性好、适用性好、结构简单、制造容易和使用方便等优点,因此作为各类机械的重要密封件之一被广泛地应用。
O型圈尺寸的精度是保证产品密封性能可靠的重要条件,为了保证和提高O型圈的密封性能,除了合理地选择橡胶种类之外,还要求O型圈有较高的尺寸精度,而0型圈产品模具的结构及精度,决定着O型圈的尺寸精度。
所以要求制造0型圈的模具结构合理,尺寸公差都要满足客户的图纸要求。
O型圈模具对O型圈产品的质量和生产效率有直接的影响,且模具的造价高、加工周期长,设计失误会致使橡胶制品质量差、生产效率低、严重制约生产的发展。
因此,提高O型圈橡胶模具结构设计已成为当务之急。
一、确定模具结构型式模具结构设计是模具设计中最重要的步骤,是模具设计的关键。
其中模具结构主要包括模压结构、注射结构两种。
模压模具结构应该是最常用的模具结构,从型腔设计排布及整体布局等来看,它也分为条状结构、块状结构、网状槽结构、料杯结构、带凸台结构、撕边结构、单层结构、双层结构等等。
具体使用哪种模具结构进行开发,需要结合开发的产品的结构型状、规格大小,线径粗细,胶料特性等等因素来考虑。
比如规格较小内径规格的O型圈产品我们通常采用条状结构和块状结构设计;中等内径规格产品我们通常采用网状槽结构设计,对于线径较细的产品,我们通常采用条状结构、块状结构、网状槽结构、带凸台结构、撕边结构等结合设计;对于特大内径规格产品,通常采用料杯结构结构设计。
所以总的来说,各种结构都有自己的优缺点,具体使用何种设计,需结合产品结构胶料特性等各种因素考虑。
二、模具型腔数量模具的型腔数量是指模具中模穴的多少,也就是一次硫化过程,该副模具能生产产品的数量。
45°分型的“O”形密封圈压模设计制造工艺的改进

45°分型的“O”形密封圈压模设计制造工艺的改进郭冉【摘要】从改进45°分型的“O”形密封圈压模结构、设计飞边切口入手,利用数控加工设备的制造精度提高型腔加工精度,实现了制品无飞边,提高了制品的质量,并提高多腔压模的合格率和生产效率.【期刊名称】《模具制造》【年(卷),期】2016(016)002【总页数】4页(P65-68)【关键词】飞边;结构设计;多腔压模;装配工艺【作者】郭冉【作者单位】中航工业航宇救生装备有限公司工装分公司湖北襄阳441022【正文语种】中文【中图分类】TG76“O”形密封圈零件是一种精度要求较高的橡胶制件,航宇公司加工的航空类型的密封圈直径尺寸都较小。
目前,所使用的硫化压模结构都为一致,压制出的零件存在着共同的问题:(1)“O”形密封圈系列制品的尺寸都偏小,尺寸精度要求高,表面质量要求高。
现场使用的老式压模压制出的制品飞边大,去除飞边的工作量大,稍有不慎零件就剪废了,如图1所示。
(2)制品的截面有错位,“O”形密封圈零件本应该具有较为完整的圆形截面,但有的零件剪开后呈椭圆截面或两半圆错位的异形截面。
(3)老式压模设计是多腔,但实际生产压制的零件往往只能合格2~3腔,合格率太低,影响生产效率。
2.1原因分析针对以上问题,对旧式压模设计(如图2所示)进行分析,找到造成问题的因素:一般压模设计都采用45°分型的典型结构,其突出优点是分型面避开了制品的工作面,保证好的密封效果。
但同时45°分型结构对模具加工的要求相对较高,如果型芯、型腔90°锥面不能完全贴合的话,将会导致制品飞边增大、截面形状变形。
图2中所有型芯都设计了安装圆柱头螺钉5紧固,当单件型芯加工不一致或总装不谨慎时,安装的圆柱头螺钉5向上拉紧会使型芯、型腔的锥面不能完全自然地贴合。
对模具间隙采用涂抹红丹粉和插塞尺的方法进行检测,实测的各对模的间隙是不均匀的,有的间隙值甚至达0.1~0.15mm,这导致了制品飞边大且厚,截面变形。
精密O形圈及Parbak挡圈

常用材料一览表
橡胶种类 ISO1629 代号 材料编号及硬度 温度范围(C°) (邵氏A,±5°) AA150-70 AA154-75 AE152-70 AE153-75 B0318-70 B0612-70 B1167-80 C0267-50 C0873-70 C1124-70 E1561-60 E1512-70 E1514-70 E1549-70 E1583-70 E3609-70 E8790-70 E0692-75 E0740-75 E0540-80 E0962-90 LM151-50 LM152-60 LM153-70 LM159-70 LM160-80 N0299-50 N0525-60 N0674-70 N1499-70 N1470-70 N1510-70 N0757-70 N1220-70 N1527-70 N0304-75 N0508-75 N1500-75 N1490-90 N0552-90 N0300-90 N1444-90 NB194-90 -21 到 +177 -21 到 +177 -40 到 +163 -40 到 +163 -59 到 +121 -59 到 +121 -59 到 +121 -51 到 +121 -37 到 +107 -51 到 +121 -57 到 +121 -57 到 +121 -57 到 +121 -57 到 +121 -57 到 +121 -57 到 +121 -50 到 +150 -57 到 +121 -57 到 +121 -57 到 +121 -51 到 +121 -73 到 +177 -73 到 +177 -73 到 +177 -73 到 +177 -67 到 +177 -48 到 +107 -32 到 +121 -34 到 +121 -34 到 +121 -40 到 +107 -34 到 +107 -34 到 +107 -34 到 +107 -34 到 +107 -54到 +107/+121 -34 到 +82 -37 到 +100 -34 到 +121 -34 到 +121 -40 到 +82 -34 到 +121 -34 到 +121 颜色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 蓝色 蓝色 蓝色 蓝色 蓝色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 黑色 推荐用途或特点 发动机,变速箱 发动机,变速箱 变速箱 变速箱,自润滑 AMS 3238 真空,通用材料 真空,通用材料 AMS,MIL,低温 通用材料 AMS 3209,低温 NSF61,KTW,WRAS 耐氯胺,NSF61,自润滑 耐氯胺 NSF61,KTW,WRAS,FDA NSF51,NSF61,自润滑 NSF51,NSF61,FDA,USP VI NSF61,WRAS,EN681-1,W534,KTW 蒸汽,高温水 核能应用 通用材料 高温蒸汽(260℃),抗气爆 通用材料 通用材料 通用材料 AMS AMS,MIL AMS 3205, UL AMS 3212, AMS 3220 通用材料,UL,MIL 通用材料,UL, 通用材料 NSF61,商用热水 NSF61.冷水 NSF51,FDA UL 低温,MIL FDA,USDA UL,低溶胀,燃油应用 通用材料 通用材料 挡圈材料 挡圈材料 低压变,抗挤出
o型圈模具设计 徐亚楠 33
徐州工业职业技术学院《专业综合实践》模具设计(2013/2014学年第一学期)学生姓名徐亚楠班级高分子使用112学号1132401235班内序号 33指导教师刘巨源教研室高分子材料使用系部材料工程系设计日期2013 年10 月21日至11月1 日目录前言 (2)一、分析O型密封圈 (3)二、模具结构的确定和设计 (5)三、模具分型面的选择和确定 (6)四、胶料收缩率的确定及影响因素 (8)五、模具型腔尺寸的确定 (9)六、模具的导向和定位 (9)七、余胶槽、启模口、手柄的设计 (10)八、模具的型腔内的粗糙度及模具外表面的粗糙度 (10)九、模具材料的选择 (11)十、总结 (12)橡胶密封圈模具设计姓名:徐亚楠前言橡胶模具对产品质量和生产效率有直接的影响,另一方面,橡胶模具的造价高、身缠周期长、而且橡胶厂多且不太清楚模具结构设计和使用的用户单位提供,致使橡胶制品质量差、生产效率低、严重制约生产的发展。
因此,提高橡胶模具结构设计知识已成为当务之急。
近年来,国内外模亚制品的发展具有以下特点:(1)品种集中,专业化,系列化,标准化程度高,生产规模大;(2)多数橡胶制品厂或百余人的小厂,为了保证制品质量,提高生产效率,特别是保证模具设计、制造、使用相协调,都配有设计和制造模具的专门力量,部分或大部分模具自行加工,并特别重视薄胶边或无胶边(飞边)模具的制造和研究。
而模具发展的共同特点是:精密,多模腔(多数小规格制品模腔数在百余孔左右),和主机配合使用(模具自动推动,制品自动顶出或用压缩空气吹出);(3)机械化,自动化程度高,在模压制品生产中,基本上摆脱了单纯的手工操作。
特别是半成品准备,硫化和修边工序的改革,使生产效率大大提高,半成品成形多数采用精密预成型机,切圈机,沟条机,钻床划圈机,冲切机等机械化操作,修边工序普遍采用抛射式冷冻去边机以及磨削切割,冲制等机械化工艺。
采用剪子,刀片进行修边的情况基本上消除。
O形环(JIS B 2401摘录)
P 32
32
38
P 130
130
140
P 275
275
290
P 34
34
40
P 135
135
145
P 280
280
295
P 35
35
41
P 140
140
150
P 285
285
300
P 36
36
42
P 145
145
155
P 290
290
305
P 38
38
44
P 150
150
160
P 295
295
A0(h9)
B0(H9)
A1(e9)
B1(H10)
G 25
25.2
30
25
29.8
G 150
150.5
160
150
159.4
G 30
30.2
35
30
34.8
G 155
155.5
165
155
164.4
G 35
35.2
40
35
39.8
G 160
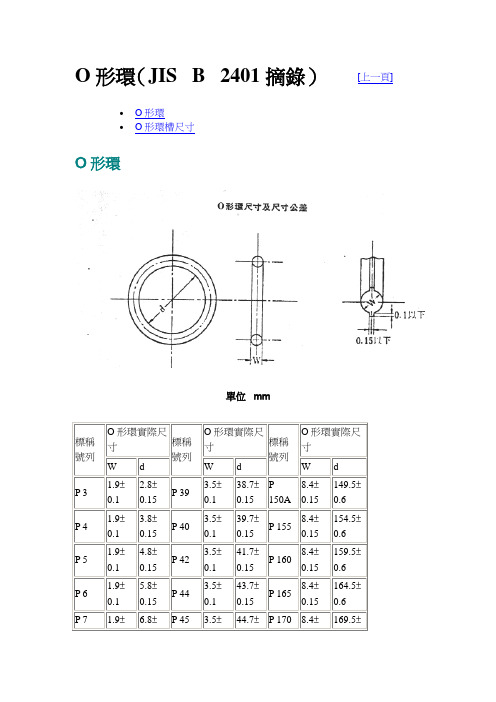
O形環(JIS B 2401摘錄)
[上一頁]
O形環
O形環槽尺寸
O形環
單位mm
標稱號列
O形環實際尺寸
標稱號列
O形環實際尺寸
標稱號列
O形環實際尺寸
W
d
W
d
W
d
P 3
1.9±0.1
2.8±0.15
P 39
3.5±0.1
38.7±0.15
P 150A
提高180°分型O型橡胶圈模具精度的工艺

提高 10 分型O 8. 型橡胶圈模具精度的工艺
武 昌湖 J 派 克 密封 件 厂 厉 匕 行
我j用 1 3 分型 面的0型橡 胶圈模具生 一 8. 产 出 来 的 产 品, 曾送 美 国 进 行 渔验 , 质 量 达 到 美 国 和 国 际标 准 . 该模 具 在 车 床 上 加工 , 其 重 复 定 成精度 可 达 到 ;端 面 跳 动 00 N 0 0 rm , 内 孔 跳 . 1 .2 a
CAD/ AM系统 C 技术的推 广普及, 注射模 C AD技 术 将会 在 我 国 模 具 生 产 中 发 挥 越 来 越 大 的 作 用
维普资讯
工艺⑨ 的 5步主要 是为 了保证模 具径 向
跳 动精度 . 通 过 这 种 工 艺 加 工 出 来 的 模 具 重 复 定位 精 度 轴 向径 向误 差均 在 0 O ~ 0 0 mm 内. . 1 .2 4 .分 型 面 O 型 圈模 具 和 1 0 分 型 面 带 5 8. 对 刀 轴 的 O 型 圈模 具 是 较 常 采 用 的 结 构 型 式 , 现 对 其 加工 工 艺 作 一 比 较 . 4 .分 型 面 " " 型 圈 模 具 型 腔 加工 工 5 O 艺如 下 ; 外 圆 对 刀 法, 如 图 2.
动 0 0 N0 0 mm . 加工 的 O 型 囤断 面 直 .1 .2 径 为 d =0 6 . 8 m , O 型 圈 内径 最 小 . ~9 6 r a 为 1 4 rm . .4 a 该模 具 的 设 计 简 图如 图 1.
模 具 加工 工 艺 路 线如 _ F: ① 下 料 ②车 各部 到尺寸, A,B两端 面目磨量 O 5 毫 米 . 不 钻 铰 孔 . ⑧ 磨 A,B 两 端 面 到 尺 寸. ④ 夹 A端 面外 圆 , 靠 平, 精 车 外 圆 D. ⑤ 夹 B 端 面外 圆 D, 靠 平 , 钻 铰 中 心 销 孔d . j 5 1 用 中 心 钻 钻 中 心 孔 定 心. .先 52 用 钻 头 钻 孔 .再 53 后铰 孔 . .最 @用装 在 尾座 上的特制 刀架 装上百分表 加工 型 腔 到 位 ⑦ 后 边 略 工 艺 中④⑤是 关键的两步,这 两步决定 模 具 几何精度. 因为 工 艺 中第 ④ 步 精 车 夹 住 外 圆 D是 为
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
O型環之設計
O型環的設計要點:
1.受壓時o型環有空間變形。
2.O型環可以固定在模板的O型環槽上,以利組裝。
3.組裝過程,若有滑動的動作時,必須把稜銳圓角切除。
解釋:
1.o型環的防漏功能主要是因為o環受壓變形產生緊貼模壁的效果,
o型環變形。
4.為了方便組裝o型環槽的設計一開始就可固定在板A上。
固定方式可以分為外徑封襯式與內徑封襯式兩種。
外徑封襯式是指板A 與B尚未貼合時,o型環固定在o型環槽的外側(如圖中之O型環a),內徑封襯是指板A與B尚未貼合時,o型環固定在o型環槽的內側(如圖中之O型環b)。
使用時的選擇主要是考慮水壓方向,O 型環a承受的水壓方向朝外,所以使用外徑封襯式;O型環b承受的水壓方向朝內,所以使用內徑封襯式。
Written by Derhon Lin, 2001/9/9。