低温肉制品及其加工工艺
低温肉制品及其加工工艺
低温肉制品及其加工工艺低温肉制品是指在低温条件下加工制成的肉类食品,其具有保鲜效果好、风味独特、口感鲜嫩等特点。
本文将从低温肉制品的定义、加工工艺和市场前景等方面进行介绍。
一、低温肉制品的定义低温肉制品是指在肉类加工过程中,将肉类制品保持在较低的温度下进行加工和贮存。
一般来说,低温肉制品的制作温度在0℃到10℃之间。
低温肉制品可以分为冷冻肉制品和冷藏肉制品两类。
冷冻肉制品是指将肉类制品冷冻后进行加工和贮存,通常温度低于-18℃;冷藏肉制品是指将肉类制品在较低的温度下进行制作和贮存,通常温度在0℃到5℃之间。
二、低温肉制品的加工工艺1. 原料选择:选择新鲜、优质的肉类作为原料,包括猪肉、牛肉、鸡肉等。
2. 预处理:将原料肉进行去皮、去骨、去筋膜等处理,确保肉质纯净。
3. 调味腌制:将预处理好的肉块加入适量的调味料进行腌制,增加肉制品的口感和风味。
4. 切割整形:将腌制好的肉块进行切割和整形,使其形状均匀美观。
5. 低温处理:将切割好的肉块进行低温处理,可以选择冷冻或冷藏的方式,使其温度保持在适宜范围内。
6. 熟化熟制:将低温处理好的肉块进行熟化和熟制,使其口感更加鲜嫩。
7. 包装贮存:将熟制好的低温肉制品进行包装,保持其新鲜度和卫生安全,并贮存在适宜的环境中。
三、低温肉制品的市场前景随着人们生活水平的提高和对食品安全的要求不断增加,低温肉制品作为一种高品质的肉类食品逐渐受到人们的关注和喜爱。
低温肉制品具有较长的保鲜期、独特的口感和丰富的风味,适合各个年龄段的消费者。
此外,低温肉制品还可以根据消费者的需求进行个性化定制,满足不同口味的需求。
低温肉制品已经成为肉类加工行业的一个重要分支,市场需求不断增加。
同时,随着科技的进步和加工技术的提升,低温肉制品的加工工艺也越来越先进和完善。
未来,低温肉制品有望在市场上占据更大的份额,并成为肉类食品行业的主流产品之一。
总结而言,低温肉制品作为一种具有保鲜效果好、口感鲜嫩的肉类食品,在市场上具有广阔的前景和潜力。
肉食低温杀菌的工艺流程
肉食低温杀菌的工艺流程肉食低温杀菌是一种常用的食品加工技术,旨在通过低温处理过程中的温度控制和时间延长来杀灭食品中的病原微生物,同时保留食品的营养成分和口感。
下面,我将为您详细介绍肉食低温杀菌的工艺流程。
1. 原料准备:首先,选择新鲜的肉类作为原料,确保质量安全。
对于生鲜肉类,应在购买后迅速移至加工车间,以免因长时间暴露在环境中导致细菌繁殖。
然后,对原料进行去除毛、瘀血等处理,清洗干净并切割成适当的大小。
2. 调味处理:接下来,对切割好的肉类进行调味处理,包括添加食盐、糖、调味料、香辛料等,以增加食品的口感和风味。
调味处理有助于提高食品的风味品质和抑制微生物的生长。
3. 包装:处理完调味后的肉类应立即进行包装,以防止污染和水分的流失。
常用的包装材料有聚乙烯塑料袋、复合膜等。
包装时应尽量除去包装材料中的氧气,以延缓肉类的氧化和细菌生长。
4. 低温杀菌:包装完毕的肉类通过低温杀菌设备进行处理。
低温杀菌的目的是通过对肉制品进行特定温度保持一定时间,以达到杀灭病原微生物的效果。
一般来说,肉类低温杀菌的温度范围为50-85,杀菌时间根据不同的肉类品种和杀菌效果要求而定。
5. 冷却:经过低温杀菌后,肉类制品需要进行冷却处理。
冷却的目的是将肉制品的温度迅速降至合适的储存温度,以防止细菌重新生长。
一般来说,冷却温度为0-4。
6. 包装封装:冷却后的肉类制品再次进行包装和封装,以保护制品的质量和安全性。
包装可以选择透明的塑料膜、铝箔袋等材料。
封装时要确保包装材料的无菌性,以延长肉制品的保质期。
7. 质检及入库:最后,对包装好的肉类制品进行质量检查,包括外观、气味、质地等指标。
如果符合要求,则将肉类制品进行入库储存。
在储存时,应将肉类制品存放在低温环境下,以防止细菌的再次生长。
总的来说,肉食低温杀菌的工艺流程包括原料准备、调味处理、包装、低温杀菌、冷却、包装封装以及质检及入库等环节。
通过科学合理的低温处理工艺,可以在杀菌的同时保留食品的营养成分和口感,提高食品的质量和食品安全性。
冷鲜肉的生产工艺

冷鲜肉的生产工艺
1. 原料准备:选择健康、无病无伤、表皮完整的新鲜猪屠宰后,去除内脏、头、尾、四肢和内脏,沿脊柱中线劈半,清洗干净。
2. 预冷排酸:将猪肉放入0℃~4℃的预冷排酸室,软冷风循环吹拂,使肉温降到0℃~4℃,保持8小时~24小时。
3. 精细分割:根据市场需要,将预冷后的猪肉进行精细分割,分割成不同部位和不同规格的产品。
4. 包装标识:对分割好的猪肉进行包装,并贴上标识,标识内容包括产品名称、生产日期、保质期、生产厂家等信息。
5. 冷却保鲜:将包装好的猪肉放入0℃~4℃的冷却保鲜室,保持一定的时间,使猪肉的温度保持在0℃~4℃,以保持猪肉的新鲜度和口感。
6. 配送销售:将冷却保鲜处理后的猪肉送至销售点或超市,进行销售。
在冷鲜肉的生产工艺中,温度控制是非常重要的环节,温度过高或过低都会影响肉质和口感。
此外,分割和包装也是影响产品质量的重要因素,需要精细操作。
低温肉制品生产工艺流程
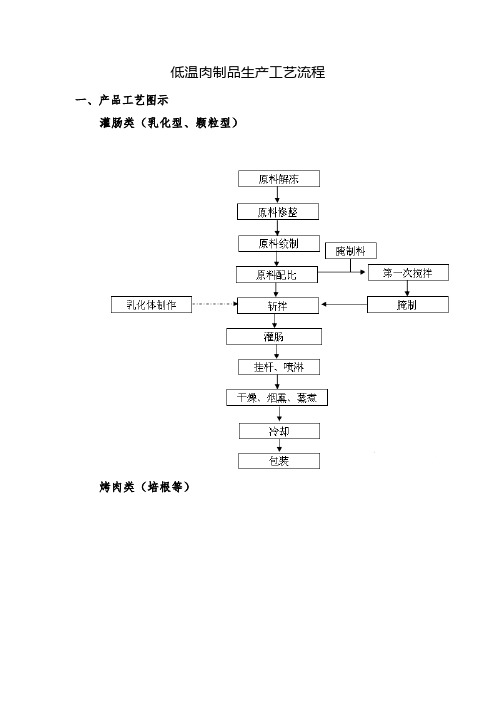
低温肉制品生产工艺流程一、产品工艺图示灌肠类(乳化型、颗粒型)烤肉类(培根等)火腿类(三明治、午餐火腿等)二、相关工序(一)原料工序原料:选用符合卫生标准的冻肉和新鲜预冷肉,有下列情况之一不准使用:a、来自疫区b、囊虫肉c、病变肉d、氧化严重e、有霉变、腐烂和污染等质量劣变现象f、含致病微生物(注:对部分表层轻微变质和氧化的原料,修割干净后可进行加工)总体要求不得有伤肉、出血点、软骨、淤血、淋巴节、脓包、浮毛、病变、变质、油污及杂质。
温度:车间温度:18±2℃解冻温度要求:a、解冻间温度:18±2℃b、相对湿度:85~95%c、解冻时间:Ⅱ、Ⅳ肉要求15 ~ 24小时,碎精肉、肥膘、鸡碎、鸡皮要求15 ~ 20小时。
d、中心温度:-2 ~ 4℃即可修割。
e、预冷肉在-3℃保持空气流通环境下,排酸24小时,中心温度达到0 ~ 4℃可进行修割或使用。
原料修整标准:见下表原料修整要求:a、修割解冻肉时,先修割解冻最彻底的肉块。
b、修割完成的原料,如几个半盘可凑一个标准盘,应由司称人员迅速称称入库,储存温度0~4℃。
c、落地原料肉无论大小,需经卫生处理后方可使用。
(二)腌制工序温度要求:a、半成品加工车间(绞肉、注射、斩拌)温度要求15 ℃以下;b、滚揉、腌制间温度要求0~4℃;c、绞肉、斩拌、注射温度要求见下表盐水配制物料添加顺序:绞肉:a、将绞肉机内外刷洗干净,按工艺要求安装孔板、绞刀;b、先投入小部分原料肉使机器开动起来,正常运转后方可整车上料。
每车最多不超过100kg ;c、中间停止绞肉超过120分钟,需清洗绞肉机。
注射:a、注射前要保证注射机清洁无污物;b、检查注射机针头有无堵塞现象,以防止注射率达不到规定要求或注射不均匀现象;c、注射的原料肉要保证完全解冻;d、根据注射量及注射机性能设定注射压力,一般要注射1-2次,注射后必须准确定量;e、大块肉要用两面注射,腌制液未注射量小于总量的5%时可以直接添加,大于5%时必须再注射一次;f、小块肉注射量必须达到90%以上时,剩余料水方可补加。
【加工】低温肉制品加工方法
【关键字】加工中篇肉制品深加工工艺及配方第三章低温肉制品制造方法第一节解冻分割一.解冻:食品解冻的目的是使食品温度回升到必要的范围,并保证最完善地回复其原有的性质,肉的解冻也就是冻肉中的冰晶融化再吸收热的过程。
解冻过程中,由于食品温度的回升使物理化学和生物化学反应的速度加快,同时汁液的渗出又创造了微生物活动的有利环境,因此解冻的操作必须谨慎仔细,解冻后应立即加工,以免引起不必要的损失。
(一).解冻方法:1.空气解冻法:环境温度:12~15℃,相对湿度:80~90%,风的流速:1~1.5m/s约需要15~25小时,解冻间内还装有紫外灯,采用这种方法会引起较多的肉汁损失。
2.低温微风解冻装置进行解冻:是将1m/s左右的低风速加湿空气送入0~5℃的冷藏库,使冻结肉在14~24h中尽可能均匀地解冻。
可以使冻结肉表面和中心温度长时间保持在-1~5℃,内外部的温度差极小,18h—19h可达到半解冻状态,这也是加工中适宜的温度。
用其它解冻方法也可以在短时间内解冻,但冻结肉的内外温度差大,质量变化不好控制。
使用这种解冻方法,可以控制解冻时间,解冻后,在环境条件不变的情况下,可较长时间保持肉的质量。
另外,解冻后肉质的硬度较均衡,在加工时可以提高工作效率。
当然费用加大了,但出品率提高了同时可提高制成品的质量,因此它比其它解冻方法还是优越的。
3.流水浸泡解冻法:将冻肉放入专用的解冻池中,自来水由池底注入,再由池面溢出。
解冻时,水温不能超过30℃,这种方法所需设备简单,解冻快,成本低,但肉中可溶性营养素有所流失,风味成分减少,且易被细菌污染,肉的色泽和质量均有一定下降。
4.其他:另外目前较先进的还有微波解冻法和加压解冻法等。
(二).注意事项◆解冻后的原料中心肉温度为0℃◆码放的肉不能过多◆要注意用具的卫生,每日使用完毕要彻底洗刷消毒.◆环境温度不能过高◆解冻完的肉要立即加工,不得来回重复冻结与解冻◆防止交叉污染二.分割(一)工具2.磨刀的基本要求磨刀要用磨刀机或专用磨刀石。
低温乳化肉制品的加工工艺

他 物料 所 改变 。
肉 的僵直 程 度 也 有很 重 要作 用 。屠 宰后还 没
羊肠衣灌 装 。乳化 型产 品基本上通过斩拌 肉,脂肪 组织和冰 或水制成 。这 些产品通 常还 经过 烟熏 。在
这 类产 品的配方 中 , 肉不仅 仅是起 到 保水的 作用 , 也 是 作为 粘 合其 他添 加 物 的主 要 成分 。在 低档 产
t e r a to me h ns , d e o h e c in。 c a im an r c mme d d r — n e h lf l o r u l h o ig e s g o dt n r e u n i p f r t o be o t s n d r g h p o e s g. u i t e r c s i n n K y e wor s: a t u ie me t r d c s e l fc to d p se r d z a p o u t ; mus ia in; i c o pn h p ig; s o i m kn g; c o i okn g
在实际烟熏过程中烟熏前的成熟发由于斩拌温度以及其他原因造成的乳化系统色过程也经常使用这个过程通常是通过升高温崩溃实际上是一种细小分散的脂肪颗粒的再聚集度来完成
维普资讯
肉类研 究
~皿A Re B T S RCH
轰
WWW . mr c r . a c c. o n c
摘
要 :低 温乳化型 肉制 品主要 由动物 蛋 白,水 ,
和 脂 肪 乳化 而 成 。对 于 这 类 产 品 的 配 方 ,
能生 产不 同档次 的产 品 ,再加之 人 工肠衣的 使用 , 使这种产 品的大规模生产成 为可能 。 目前 ,在提 高
速冻肉制品的加工
速冻肉制品的加工随着速冻技术的发展和家庭中冰箱普及率的提高,以及人气方便食品的需求,一些速冻的肉制品应运而生,速冻畜禽肉 .芸三一圣专统的肉制菜类也经加工处理,经过速冻后成为超市中的畅销品,这为繁忙的消费者提供了极大的方便。
一、畜禽肉的速冻1. 速冻涮羊肉片涮羊肉是涮制菜肴的典型代表,涮就是用火锅把切成薄片的羊肉在滚烫的汤中涮熟,然后沾着调味汁进食。
火锅在中国北方以及四川一带非常流行,随着火锅热的升温,对方便实用的涮羊肉的需求越来越大,不再仅仅限于往火锅店中供应,冬季很多普通家庭也在家里自行涮制羊肉,自己消费或招待朋友。
速冻涮羊肉由于肉的形态固化,容易切片受到广大消费者的欢迎。
如果再配上可口的调料则会更受欢迎。
下面简单地介绍配以调料的速冻涮羊肉片的加工工艺。
(1) 原料配方公绵羊肉 5kg, 具体调味料视风味不同而定。
(2) 生产工艺选料→原辅料处理→速冻→切片→配调料→产品包装冻藏。
(3) 操作要点①选料:选用阉割过的公绵羊的后腿肉为原料肉(检验检疫合格)。
②原辅料处理:将羊肉切成 3cm 厚, l3cm 宽的长方块,剔除可见的筋膜及骨,用浸湿的干净薄布包上羊肉块。
辅料可按固、液等不同形态分别按比例混合,备用。
③速冻:将肉块置于-30℃ 条件下的速冻机或速冻间中速冻20~35min 后取出。
④切片:将从速冻机中取出的冻肉片在水中浸洗一下,立即揭去薄布,置于切片机中切成约 lmm 左右厚的薄片。
⑤配调料:将上述混合好的调料按比例分装成小的调料包,固、液各一。
⑥包装冻藏:将羊肉片和调料包一起封装于塑料袋中。
经检验合格后送入-18℃的冻藏库冻藏。
冻藏库温度应保持恒定,上下浮动幅度不超过2℃ 。
2.速冻火腿肉火腿在我国的肉制品中享有盛誉,也是著名的传统食品,其中以金华火腿最为著名。
整块火腿体积大,操作不方便,下面介绍一种速冻金华火腿片的加工工艺。
(1) 原料配方猪腿 10 kg ,食盐 1kg,硝酸盐适量。
肉制品加工冷冻方法综述
肉制品加工冷冻方法综述冷冻冷藏食品加工技术摘要:冷冻冷藏技术目前已在食品加工行业得到了极为广泛的应用,速冻食品也已成为人们非常青睐的一种加工食品。
本文阐述了食品冷冻冷藏的机理,简单介绍了制冷技术的发展史,同时,作者研究了当今食品工业中果蔬、畜产品和常见水产品三类食品的冷冻冷藏加工工艺。
叙述了现阶段国内外冷冻冷藏食品行业的发展状况。
最后针对速冻行业发展中的问题提出了几点对策。
关键词:食品冷冻冷藏;速冻食品;食品保鲜;食品加工前言冷冻冷藏食品产业是随着社会经济的发展而兴起的一门新兴食品产业。
目前该产业已发展成为品种多样、规模较大的食品制造业,是现代食品工业的重要组成部分。
冷冻与冷藏食品已成为人们现代饮食生活不可缺少的部分,并日益成为主流食品之一。
同时,冷冻与冷藏食品产业已经成为一些地区经济发展的主要产业,并对促进农产品深加工、实现农业产、化、解决“三农”问题起到了重要的作用[1]。
一、食品冷冻冷藏加工的机理食品冷冻作为工业规模的食品保藏方法在世界各地得到日益广泛的应用。
食品冷冻冷藏的机理首先是:在0℃以下的低温,微生物的生命活动受到显著抑制,从而防止食品腐败。
其次,在低温下影响食品品质的酶反应和氧化反应等所有反应速度显著下降。
另外,在产品中形成冻晶,也是微生物的活动和变质反应的水的活度降低[2]。
所谓速冻,就是将食品中心温度快速冷冻到-1℃到-5℃,通过最大冰晶生成带所需时间不超过30分钟。
鲜鱼和畜肉等含水率较高的食品,当品温达到-1℃时,食品中的水分开始冻结,温度降至-5℃时,所含水分的80%冻结。
这时,整个食品大致成为冻结状态。
因此1℃-5℃的温度界限称为最大冰晶生成带冻结速度定义为:食品表面至中心点距离除以中心品温自-l℃降低至-5℃所需时间的商,一般以cm/h表示[3]。
二、制冷技术发展史19世纪初人工冷源的出现使食品冷冻冷藏出现了划时代的发展。
1834年英国人JacobPerking发明了以乙醚为冷媒的压缩式冷冻机,它是世界上第一部实用冷冻机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低温肉制品及其加工工艺
一、概述
低温肉制品是相对于121℃进行高温加热杀菌的肉制品而言的,是指采用较低的杀菌温度进行巴氏杀菌,在低温车间制造并低温条件下贮存的肉制品。
低温肉制品采用低温处理,即将肉制品中心温度达到68-72℃保持30分钟。
理论上讲,这样的杀菌温度致病微生物可被完全杀灭,保证了产品食用的安全、可靠,同时最大限度地保持了肉原有的组织结构和天然成分,营养素破坏少,具有营养丰富、口感嫩滑的特点,因此是科学合理的加工方式。
在我国,生产厂家通常为了增加低温肉制品的安全性,往往人为的提高杀菌温度(一般中心温度75-80℃),生产出来的产品严格地说应属于中温肉制品。
我们笼统地将它们都称为低温肉制品。
低温肉制品与高温肉制品相比有明显优势,它仅使蛋白质适度变形,从而获得较高的消化率,且肉质鲜嫩可口;低温杀菌营养成分损失少,为人体提供了较高的营养成分;低温处理的加工过程使得肉类原料可以与多种调料、辅料和其他种类食品配合,从而产生多种受人欢迎的风味;品种非常丰富,适应各种饮食习惯人群的需求。
但是,低温肉制品的加工特点决定了它存在一些缺陷。
一是由于杀菌温度低。
虽然可以杀灭所有致病,但是不能杀灭形成孢子的细菌,因此对原料肉的质量要求高,只有品质好、无污染的原料肉才能生产出合格的低温肉制品,并且应加强防止在生产加工中各环节的污染;二是由于低温杀菌不完全,要求销售过程中采用冷藏保藏,因此相应增大了成本。
二、低温肉制品的加工工艺
(一)低温火腿
1、生产工艺
选料→腌制→嫩化→滚揉→充填(灌肠)→熏蒸→冷却、包装
2、操作要点
1)原料肉的选择
选择合适的原料肉是生产优质火腿的决定性因素。
一般选用猪的后腿肉,色泽要鲜亮,尽可能剔除肥肉、筋、嫩骨和软组织部分。
要尽量少破坏肉的组织结构,力求保持肉的原结构块形,这样注入的盐水才可以较多地保留在肌肉内,使肉保持膨胀状态,对肌肉产生压力,加速辅料的渗透扩散,以利于加速肉的成俗。
原料肉应充分冷却,pH值为5.8-6.4,中心温度达3-4℃。
2)原料肉的腌制
原料肉采用湿腌法腌制。
盐水的配制是磷酸盐、糖、异抗坏血酸钠等辅料溶化在一起,先放磷酸盐待其溶化后再放其他辅料,最后加盐。
为获得低温火腿特有的盐渍风味,将配制好的盐水最好用专门的注射装置注入肉块中,但不得破坏肌肉的组织结构。
注射盐水的关键是确保盐水准确注入,且能在肉块中均匀分布。
通常是将盐水贮装在带有多针头、能自动升降的机头中,使针头顺次地插入由传送带输送过来的肉块里,针头通过泵口压力,将盐水均匀地注入到肉块中。
为防止盐水在肉外部泄漏,注射机的针头都是特制的,只有针头碰触到肉块产生压力时,盐水才开始注射,而且每个针头都具有独立的伸缩功能,确保注射顺利。
3)嫩化
肉块注射盐水之后,还要用特殊刀刃对其切压穿刺,以扩大肉的表面积,破坏筋和结缔组织及肌纤维束等,以促使盐水均匀分布,增加盐溶性蛋白质的溶出和提高肉的黏着性。
其原理是将250个排列特殊的角钢型刀插入肉里,使盐溶性蛋白质不仅从肉表面溶出,亦能从肉的内层渗透出来,以增加产品的黏合性和持水性,增加出品率。
4)滚揉
注射盐水、嫩化后的原料肉,放在容器里通过转动的圆筒或搅拌轴的运动进行滚揉。
通过滚揉使注射的盐水沿着肌纤维迅速向细胞内渗透和扩散,同时使3肌纤维内的盐溶性蛋白质溶出,从而进一步增加肉块的黏着性和持水性,加速肉的pH值回升,使肌肉松软膨胀,结缔组织韧性降低,提高制品的嫩度。
通过滚揉可以使产品在蒸煮工序中减少损失,产品切片性好。
滚揉时应注意温度不宜高于8℃,因为蛋白质在此温度时黏性较好。
5)充填(灌肠)
滚揉以后的肉料,通过真空气压灌肠机将肉料灌入人造肠衣中,并结扎封口,再经熏蒸。
填充成型要抽真空,其目的在于避免肉料内有气泡而造成蒸煮时水分流失和内部压力减少,肌肉收缩影响产品的切片性和赋形性。
该工序将填充机充填室真空度调到0.08Mpa以上,充填压力在0.5Mpa以上。
调准定量后,带上塑料袋进行充填,复称后叠压好。
充填时要用力均衡、不偏不倚,一定要注意塑料袋不起皱槽,否则会影响外观质量。
6)熏蒸
熏蒸是低温火腿熟制和热杀菌过程。
一般采用巴氏杀菌法,处理温度直接影响产品的质量和出品率。
一般蒸煮温度75-79℃,当中心温度达68.8℃时,保持20-25min便完成蒸煮工序。
然后用纤维肠衣包装火腿,在烟熏炉内进行熏蒸。
热源采用饱和蒸汽,伴以烟熏12min。
熏蒸时间取决于炉内温度和产品的直径,在一定范围内,温度高则时间短。
温度不宜过高,否则产品质量下降。
一般火腿直径100mm时,熏蒸时间不少于300min。
7)冷却、包装
在水中效果比较好。
水温要求在10-12℃,冷却4h后产品中心温度27℃,然后送入2-4℃的冷藏间冷却12h,待产品温度降至1-2℃后,即得成品。
最后采用双向拉伸膜包装。
(二)低温乳化型香肠
1、生产工艺
原料解冻→处理→切块→绞碎→斩拌(辅料、水、淀粉)→充填→干燥→烟熏→冷却→成品
2、操作要点
1)原料解冻
分割肉放在干净的不锈钢板上自然解冻,解冻后肉中心温度为0-4℃。
2)原料处理
修净粗筋、血污、淋巴及脂肪块等,切成250g左右的块或条,如果做夹花肠则夹花肠需用不带筋膜部分,肥腰肉去净表面污物和杂质。
3)绞碎
将处理好的瘦肉用孔径3mm筛板绞成肉泥状用于作乳化馅,夹花肉丁用孔径12mm筛板绞成肉丁,脂肪用孔径22mm筛板绞碎。
4)斩拌
绞碎瘦肉和1/2量的冰水、混合均匀的辅料及香辛料放于斩拌锅中高速斩拌至5℃左右,加入脂肪、鸡蛋、余下的1/2水,高速斩拌到10℃,再加入淀粉高速斩拌至12℃出锅。
如做夹花肠,则取一部分肉馅与肉丁混合均匀,其中肉丁应提前加入辅料搅拌。
5)充填
将拌好的肉馅迅速移至灌肠机中,马上抽真空充填入22mm的肠衣中,真空度0.08-0.09Mpa。
6)挂将充填好的香肠挂竿装车,挂竿时尽可能避免香肠的相互接触,使香肠摆放均匀。
7)清洗
入炉前用水或温水(34℃)冲洗干净香肠表面附着物,使香肠表面水分均匀。
8)烘干、烟熏和蒸煮
香肠入炉前,应先将烟熏炉提前预热,再进行正式工作。
烘干温度为60℃25min,烟熏温度为60℃30min,蒸煮温度为78℃,蒸煮至中心温度达72℃为止。
9)冷却、入库
香肠出炉后立即用洁净冷水喷淋冷却至25℃以下,成品检验合格后入低温冷库存放、待售。
3、质量控制的关键要点\
1)肉的pH值要求
一般要求肉的pH值高于6,如果pH值低,则肉的持水能力明显下降,造成产品质地低劣。
2)生产车间的温度应保持在12℃以下,如因生产条件的局限性及季节原因,当室温高于20℃时,灌肠时由于生产能力问题而积压不能及时进入下道工序,则细菌繁殖很快,极易造成成品发酸。
3)肉绞碎后,应马上放冷库降温,最适宜温度为0℃左右。
斩拌后肉温应控制在12-15℃。
入炉前肉温宜控制在18℃左右。
4)如果做夹花肉丁类乳化香肠时,肉丁与肉馅温度差不应超过2-4℃,否则易发生分层现象。
5)乳化型香肠中主料配比的适宜比例是瘦肉40%左右,淀粉7%-10%,脂肪20%-30%,水25%左右。
如果比例失调,则难以达到理想的乳化效果。
6)斩拌过程中,既要注意温度的变化,又要注意乳化效果是否理想,斩拌不足和斩拌过度都将影响成品质量。
(三)热狗肠
1、生产工艺
原料肉选择→原料肉修整→绞肉→斩拌→充填→分节→悬挂→干燥→烟熏→蒸煮→冷却→包装→二次杀菌→入库冷藏
2、操作要点
1)原料肉选择
所用原料均需复合国家有关的卫生标准。
原料肉要求新鲜度好。
猪肉要求为猪1号、4号分割肉,脂肪选择猪脊脂,要求洁白无污物。
2)原料肉修整
修去筋脏、血块、毛发和杂质等。
3)绞肉
绞肉机采用12mm的筛板,分别将牛肉、猪肉、脂肪绞碎。
4)斩拌
斩拌前将各种原料按照顺序放好,冰水均分三份备用(每份5kg);将绞好的猪肉与牛肉一起置入真空斩拌机中,加入盐及所有的辅料和备用冰的1/3,快速斩拌至粘稠状(时间约2min,温度2-4℃);最后加入淀粉和1/3的冰水继续斩拌,直到乳糜稠度均匀,达到充分乳化为止,温度不超过12℃。
5)充填、分节
将斩拌均匀的原料放入充填机中(防止气泡产生),灌入直径18-22mm胶原肠衣中,并加以分节结扎之(充填室温度14.5-15.5℃)
6)悬挂、干燥、烟熏
将分节后的半成品悬挂于不锈钢棒上,并用冷水冲洗表面,送入烟薰室内;温度控制在40-45℃,干燥20min;温度调到(55±2℃,开启烟熏装置,烟熏约40min,至表面呈红褐色)
7、蒸煮
在78℃热水中煮20min,中心温度达70℃左右
8、冷却
以10-12℃冷水冲洗至中心温度将至35℃左右,再送入0℃的冷却室内,继续冷却至中心温度达3-5℃
9)包装、二次杀菌
进行定量杀菌、真空包装、将真空包装好的产品置于90℃热水中再加热约30s。
10)入库
将产品放至0-5℃的低温库内。