Reflow 温度的测试
SMT回流焊的温度曲线说明与注意事项

SMT回流焊的温度曲线(Reflow Profile)说明与注意事项电子产业之所以能发展迅速,表面贴焊技术(SMT, Surface Mount Technology)的发明具有极大程度的贡献。
而回焊(Reflow)又是表面贴焊技术中最重要的技术之一。
下面给大家介绍下回焊的一些技术与温度设定的问题电路板组装的回流焊温度曲线(reflow profile)共包括了预热、吸热、回焊和冷却等四个大区块预热区预热区通常是指由温度由常温升高至150°C左右的区域﹐在这个区域﹐温度缓升(又称一次升温)以利锡膏中的部分溶剂及水气能够及时挥发﹐电子零件(特别是BGA、IO连接器零件)缓缓升温﹐为适应后面的高温作准备吸热区在这段几近恒温区的温度通常维持在150±10° C的区域﹐斜升式的温度通常落在150~190°C之间,此时锡膏正处于融化前夕﹐焊膏中的挥发物会进一步被去除﹐活化剂开始启动﹐并有效的去除焊接表面的氧化物﹐PCB表面温度受热风对流的影响﹐让不同大小、质地不同的零组件温度能保持均匀温度。
此区域的温度如果升温太快,锡膏中的松香(助焊剂)就会迅速膨胀挥发,正常情况下,松香应该会慢慢从锡膏间的缝隙逸散,当松香挥发的速度过快时,就会发生气孔、炸锡、锡珠等品质问题回焊区回焊区是整段回焊温度最高的区域﹐通常也叫做「液态保持时间,必须注意,温度不可超过PCB板上任何温度敏感元件的最高温度和加热速率承受能力。
回焊的峰值温度,通常取决于焊料的熔点温度及组装零件所能承受的温度。
一般的峰值温度应该比锡膏的正常熔点温度要高出约25~30°C,才能顺利的完成焊接作业。
如果低于此温度,则极有可能会造成冷焊与润湿不良的缺点冷却区在回焊区之后,产品冷却,固化焊点,将为后面装配的工序准备。
控制冷却速度也是关键的,冷却太快可能损坏装配,冷却太慢将增加TAL,可能造成脆弱的焊点。
冷却区应迅速降温使焊料凝固,迅速冷却也可以得到较细的合晶结构,提高焊点的强度,使焊点光亮,表面连续并呈弯月面状,但缺点就是较容易生成孔洞,因为有些气体来不及散去。
无铅锡膏炉温

无铅锡膏炉温
无铅锡膏炉温度通常需要根据具体的工艺要求和锡膏的配方来确定。
一般来说,无铅锡膏的炉温会略高于传统的含铅锡膏的炉温,因为无铅锡膏的熔点通常较高。
一般情况下,无铅锡膏的炉温会在摄氏220到260度之间,具体的温度取决于锡膏的成分、PCB板的特性以及焊接设备的类型。
一些常见的无铅锡膏炉温设定如下:
1.预热区(Preheat Zone):温度一般设置在摄氏100到150度之间,以使PCB板和元件均匀升温,预热时间通常较长,以避免热应力对组件的影响。
2.焊接区(Reflow Zone):温度设置在摄氏220到260度之间,以保证无铅锡膏能够充分熔化并形成均匀的焊点。
在焊接区域,温度曲线通常会经历一个快速升温、保温和冷却的过程。
3.冷却区(Cooling Zone):在焊接完成后,PCB板需要逐渐冷却至室温。
冷却区的温度通常设置在摄氏30到50度之间,以防止焊点在快速冷却过程中产生裂纹或其它不良影响。
需要注意的是,具体的无铅锡膏炉温度设置需要根据具体的焊接工艺和设备特性来确定,最佳的炉温设置通常需要进行实验和调整。
另外,随着焊接工艺的不断发展和新材料的出现,炉温的设置也可能会有所变化。
Reflow温度测定方法手册

圖4.4
15/20
(2)熱電偶浮起的情況下,熱電偶沒有接觸到測定點測定值是固定材 料的自身的溫度,產生誤差。熱電偶的打結部從固定材料中露出, 直接感受爐內溫度會影響溫度Profile,不能達到正確的曲線。另外, 如圖所示打結部分頭部露出在外面或者熱電偶線接觸同樣影響測量 結果。
IC等作為測定對象時,固定在腳和銅箔之間,固定在腳的側面或者 上面,會產生不同的結果。
1/20
Reflow爐溫度測定方法手冊 (無鉛焊錫)
目錄
1.目的及正確結合 2. Reflow Profile技術
2.1無鉛焊錫組成 2.2理論 2.3 Profile的基準 3Refloow爐溫度Profile管理方法 3.1概要 3.2根據實基板管理溫度Profile 3.3 根據Dummy基板管理溫度Profile 4. Reflow爐溫度Profile測定方法 4.1熱電偶的線徑的選擇方法 4.2熱電偶線打結方法 4.3熱電偶固定材料的選擇方法 4.4熱電偶固定材料的量 4.5熱電偶的安裝方法 4.6實基板投入Reflow爐的限定次數 4.7 關于Dummy基板
如圖4.2
(3)使用治具的方法 像下圖一樣設定熱電偶,旋轉把手數次。注意熱電偶的交叉方向和把手的回轉 方向(向右回轉),誰都可能穩定的卷的很好。 熱電偶的彈簧片拉伸會變長要 先向熱電偶方向置。
如圖4.3
熱電偶 十字栓
固定彈簧片 把手
拉伸栓
旋轉停止 通過上面
A視圖 通過下面
4.3熱電偶固定材料的選擇方法
6.溫度Profile測定方法
18/20
6.1實裝基板的投入方法
(1)A面(正面)測定時
使用實裝完成基板A面(正面)
(2)B面(反面)測定時
Reflow技术要求及测试方法

Reflow技术要求及测试方法回流温度曲线的一般技术要求及测试方法一、回流温度曲线在生产中地位:回流焊接是在SMT工业组装基板上形成焊接点的主要方法,在SMT工艺中回流焊接是核心工艺。
因为表面组装PCB的设计,焊膏的印刷和元器件的贴装等产生的缺陷,最终都将集中表现在焊接中,而表面组装生产中所有工艺控制的目的都是为了获得良好的焊接质量,如果没有合理可行的回流焊接工艺,前面任何工艺控制都将失去意义。
而回流焊接工艺的表现形式主要为回流温度曲线,它是指PCB的表面组装器件上测试点处温度随时间变化的曲线。
因而回流温度曲线是决定焊接缺陷的重要因素。
因回流曲线不适当而影响的缺陷形式主要有:部品爆裂/破裂、翘件、锡粒、桥接、虚焊以及生半田、PCB脱层起泡等。
因此适当设计回流温度曲线可得到高的良品率及高的可靠度,对回流温度曲线的合理控制,在生产制程中有着举足轻重的作用。
二、回流温度曲线的一般技术要求及主要形式:1.回流温度曲线各环节的一般技术要求:一般而言,回流温度曲线可分为三个阶段:预热阶段、回流阶段、冷却阶段。
预热阶段:预热是指为了使锡水活性化为目的和为了避免浸锡时进行急剧高温加热引起部品不具合为目的所进行的加热行为。
•预热温度:依使用锡膏的种类及厂商推荐的条件设定。
一般设定在80~160℃范围内使其慢慢升温(最佳曲线);而对于传统曲线恒温区在140~160℃间,注意温度高则氧化速度会加快很多(在高温区会线性增大,在150℃左右的预热温度下,氧化速度是常温下的数倍,铜板温度与氧化速度的关系见附图)预热温度太低则助焊剂活性化不充分。
•预热时间视PCB板上热容量最大的部品、PCB面积、PCB厚度以及所用锡膏性能而定。
一般在80~160℃预热段内时间为60~120see,由此有效除去焊膏中易挥发的溶剂,减少对元件的热冲击,同时使助焊剂充分活化,并且使温度差变得较小。
•预热段温度上升率:就加热阶段而言,温度范围在室温与溶点温度之间慢的上升率可望减少大部分的缺陷。
SMTReflow测温板及注意事项讲解

页次3/9 4.4 BGA(>=27mm):BGA中心点pad, BGA中心锡球, BGA表面三点必选4.5 CPU Socket: corner点,lever点,inner点4.6Connector 之焊脚页次4/94.7 QFP 之焊脚五、热电偶安装方法:5.1 BGA类测温点制作方法5.1.1在BGA PAD上先涂一层助焊剂﹐用吸锡线吸去多余的锡.5.1.2将0.5mm的钻头对准小坑中心,将此pad钻成通孔.5.1.3清除钻孔内的残留物,在钻孔的第一面贴上kapton防焊胶.页次5/95.1.4将热电偶从钻孔的底面插入钻孔内,确认两根金属线没有接触短路到.用防焊胶带固定住热电偶线.5.1.5翻转PCB观察热电偶TIP高度,在做PAD点时热电偶TIP应接触到第一面的防焊胶带.5.1.6量测Solder ball点,安装TC tip应高于pad 0.15~0.25mm.15-0.25mm页次6/95.1.7施加少量的环氧树脂胶,用热风枪烘干固定(热风枪的温度小于350℃).Φ﹤6mm5.1.8对应的Solder ball要铣掉一个深度为0.2-0.35的槽,以利于测温头的放置.BGA Solder ball測溫頭放置區.0.2-0.355.1.9 CUP Socket: corner点,lever点,inner点(参照5.1.1-5.1.1.8)5.1.10要在BGA, CPU Socket PAD上先涂一层助焊剂﹐再用rework 的方式将零件置于PCB上5.1.12 量测BGA表面温度时,应在零件表面中心上钻一小孔,深度以热电偶页次7/9 的几何尺寸大小为准,然后将热电偶tip固定在小孔内﹐施加少量的环氧树脂胶,用热风枪烘干固定.ψ0.4-0.5mmBGA BODY 測溫頭放置區,深度約0.4-0.5mm.Φ﹤6mm5.2.1 Connector 之焊脚,QFP 之焊脚:较好的方法是使用高温焊锡,焊点尽量最小。
SMT-Reflow

REFLOW
原因分析与控制方法
以下主要分析与相关工艺有关的原因及解决措施: a) 回流温度曲线设臵不当。焊膏的回流是温度与时间的函数,如果未到 达足够的温度或时间,焊膏就不会回流。预热区温度上升速度过快, 达到平顶温度的时间过短,使焊膏内部的水分、溶剂未完全挥发出来 ,到达回流焊温区时,引起水分、溶剂沸腾,溅出焊锡球。实践证明, 将预热区温度的上升速度控制在1~4°C/s是较理想的。 b) 如果总在同一位臵上出现焊球,就有必要检查金属板设计结构。模板 开口尺寸腐蚀精度达不到要求,对于焊盘大小偏大,以及表面材质较 软(如铜模板),造成漏印焊膏的外形轮廓不清晰,互相桥连,这种 情况多出现在对细间距器件的焊盘漏印时,回流焊后必然造成引脚间 大量锡珠的产生。因此,应针对焊盘图形的不同形状和中心距,选择 适宜的模板材料及模板制作工艺来保证焊膏印刷质量。
• 6.不沾锡 NON-WETTING 接脚或焊垫之焊锡性太差,或 助焊剂活性不足,或热量不足 所致。
Slide 22
REFLOW
回流焊接缺陷分析:
问题及原因 • 7.焊后断开(OPEN)常发生 于J型接脚与焊垫之间,其 主要原因是各脚的共面性 不好,以及接脚与焊垫之 间的热容量相差太多所致 (焊垫比接脚不容易加热 及蓄热)。 • • • 对 策 改进零件脚之共面性 增加印膏厚度,以克服共面性之少许 误差。 调整预热,以改善接脚与焊垫之间的 热差。 增加锡膏中助焊剂之活性。 减少焊热面积,接近与接脚在受热上 的差距。 调整熔焊方法。 改变合金成份(比如将63/37改成 10/90,令其熔融延后,使焊垫也能 及时达到所需的热量)。
• 5.焊点灰暗 DULL JINT 可能有金属杂质污染或给锡成 份不在共熔点,或冷却太慢, 使得表面不亮。
SMT Reflow测温板及注意事项

页次3/9 4.4 BGA(>=27mm):BGA中心点pad, BGA中心锡球, BGA表面三点必选4.5 CPU Socket: corner点,lever点,inner点4.6Connector 之焊脚页次4/94.7 QFP 之焊脚五、热电偶安装方法:5.1 BGA类测温点制作方法5.1.1在BGA PAD上先涂一层助焊剂﹐用吸锡线吸去多余的锡.5.1.2将0.5mm的钻头对准小坑中心,将此pad钻成通孔.5.1.3清除钻孔内的残留物,在钻孔的第一面贴上kapton防焊胶.页次5/95.1.4将热电偶从钻孔的底面插入钻孔内,确认两根金属线没有接触短路到.用防焊胶带固定住热电偶线.5.1.5翻转PCB观察热电偶TIP高度,在做PAD点时热电偶TIP应接触到第一面的防焊胶带.5.1.6量测Solder ball点,安装TC tip应高于pad 0.15~0.25mm.15-0.25mm页次6/95.1.7施加少量的环氧树脂胶,用热风枪烘干固定(热风枪的温度小于350℃).Φ﹤6mm5.1.8对应的Solder ball要铣掉一个深度为0.2-0.35的槽,以利于测温头的放置.BGA Solder ball測溫頭放置區.0.2-0.355.1.9 CUP Socket: corner点,lever点,inner点(参照5.1.1-5.1.1.8)5.1.10要在BGA, CPU Socket PAD上先涂一层助焊剂﹐再用rework 的方式将零件置于PCB上5.1.12 量测BGA表面温度时,应在零件表面中心上钻一小孔,深度以热电偶页次7/9 的几何尺寸大小为准,然后将热电偶tip固定在小孔内﹐施加少量的环氧树脂胶,用热风枪烘干固定.ψ0.4-0.5mmBGA BODY 測溫頭放置區,深度約0.4-0.5mm.Φ﹤6mm5.2.1 Connector 之焊脚,QFP 之焊脚:较好的方法是使用高温焊锡,焊点尽量最小。
回流焊温度测试作业指导书
文件编号版本A 编制部门SMT工程部页码第1页/共一页 为确保SMT炉温设定正常,特制定本规范。
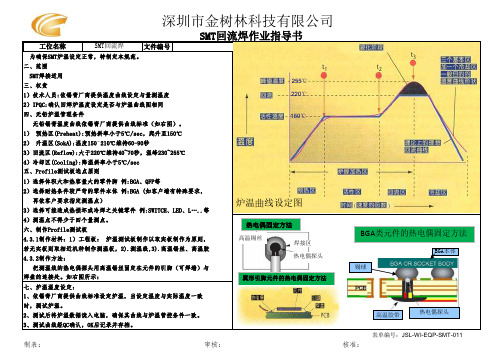
二、范围SMT焊接适用三、权责1)技术人员:依锡膏厂商提供温度曲线设定与量测温度2)IPQC:确认回焊炉温度设定是否与炉温曲线图相同四、无铅炉温管理条件无铅锡膏温度曲线依锡膏厂商提供曲线标准(如右图)。
1) 预热区(Preheat):预热斜率小于5℃/sec,爬升至150℃2) 升温区(SokA):温度150῀210℃维持60-90秒3)回流区(Reflow):大于220℃维持40~70秒,温峰230~255℃4)冷却区(Cooling):降温斜率小于5℃/sec1)选择体积大和热容量大的零件脚 例:BGA、QFP等2)选择耐热条件较严苛的零件本体 例:BGA (如客户端有特殊要求, 再依客户要求指定测温点)3)选择可能造成热损坏或冷焊之关键零件 例:SWITCH、LED、L…..等4)测温点不得少于四个量测点。
六、制作Profile测试板4.3.1制作材料:1)工程板: 炉温测试板制作以取实板制作为原则,4.3.2制作方法:把测温线的热电偶探头用高温锡丝固定在元件的引脚(可焊端)与表单编号:JSL-WI-EQP-SMT-011制表:审核:核准:3、测试曲线经QC确认,OK后记录并存档。
若无实板则取相近机种制作测温板,2).测温线,3).高温锡丝、高温胶焊盘的连接处。
如右图所示:七、炉温温度设定:1、依锡膏厂商提供曲线标准设定炉温,当设定温度与实际温度一致时,测试炉温。
2、测试后将炉温数据读入电脑,确保其曲线与炉温管控条件一致。
深圳市金树林科技有限公司SMT回流焊作业指导书工位名称SMT回流焊 五、Profile测试板选点原则炉温曲线设定图 255℃ 150℃ 220℃ 高温锡丝 焊接区 热电偶探头 BGA 本体 高温胶带 热电偶探头锡球 热电偶固定方法 BGA 类元件的热电偶固定方法 翼形引脚元件的热电偶固定方法。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
B/M Reflow 温度的测试
我的电脑—本地磁盘(D)盘— Datapaq— Rtbin —Datapaq
将测温器拿出来充电,大概半小时左右,充好时仪器的灯是红绿灯一起闪的,把测温板的1,2,3,4的各个插头对应测温器的各个插口插好,按Start
直到绿灯亮,将测温器放入铁盒中,然后放入R/F中,5分钟差不多就出来了,将测温器拿出来,按Stop键直到红灯亮,到QA电脑有我们的插头,(我的电脑--本地磁盘(D)盘- - Datapaq-- Rtbin --Datapaq),进去以后按“确定”,在菜单中有“Download”点击,出现对话框点“确定”,然后出现“Save changes to new paqfile”,点击“否”,然后出现“Set 0005 PAQ”,点“确定”,在“确定”,“确定”,就可以看到4行温度,注意4道温度差的相差不大于5,然后找到
“Time at temperature”点击,出现4行数字,看到“TimeAbove”是不是各道温度存在的时间,(无铅的是50-60s,有铅的是70-80),然后保存,点击Save,出现对话框点击“d:/“,然后点击“Datapaq-data-确定”,在Graph里有Zoom,Left上的数字改为0,Righ t上的确数字改为10,在显示栏里有字母ABC,点击出对话框,在Oprator里输入自己的工号,然后打印,然后清零,点击“Reset“,在“OK—OK“,就结束了。