工时测量样表
电子烟组装标准工时

ST1(秒) ST2(秒)
工序/备注
1
帮电热丝电子线一
2
碰焊电热丝一
3
测试电热丝
4
装电热丝
5
装高温玻纤管一
6
套高温玻纤管二
7
烧电热丝
8
焊雾化套螺纹
9
包无纺布、E棉、E棉 套管(雾化套)
11
吹E棉
1.26 1.97 11.99 6.59 共性工位 1.63 0.54 1.27 2.51 0.78 共性工位 0.46 1.29 0.86 3.92 共性工位 1.35 0.42 1.16 1.61 8.67 0.88 共性工位 4.6 0.42 1.12 1.02 9.51 共性工位 6.84 0.53 1.23 5.5 3.74 共性工位 0.53 2.78 6.25 3 共性工位 0.47 1.36 0.73 7.51 2.02 一体烟弹 2.82 0.58 1.22 4.42 4.35 28-40MM 7.7 40-60MM 9.1 60-80MM (共性工位) 10.68 130-150MM 3.48 圆形雾化套铁管 5.82 圆形PC管 14.55 椭圆形PC管 0.64 1.4 1.19 6.58 共性工位 3.28 0.71
作业动作工时测量表(一次性烟、雾化套、电池组)
序号 工序名称 动作元素
拿电热丝 拉直电热丝 绑电子线 剪线头 放置电热丝 用镊子夹电热丝 碰焊电热丝 放置电热丝 拿取电热丝 拉直电热丝 测试阻值 放置电热丝 拿电热丝 理电子线 点润滑脂 穿硅胶柱 放置电热丝组件 拿电热丝 拿玻纤管 装玻纤管 放置电热丝组件 拿电热丝件、玻纤管二 套玻纤管二 放置电热丝组件 放电热丝在治具 烧电热丝 放置电热丝组件 取螺纹装入焊接治具 螺纹加锡 取电热丝引脚加助焊膏 焊接电热丝 放置电热丝组件 拿电热丝组件 包无纺布 包E棉 包E棉 包E棉 包E棉 装E棉套管 装E棉套管 装E棉套管 放置雾化器入物料盘 拿雾化头 吹E棉 外观检查 放置雾化头
标准工时统计表样板
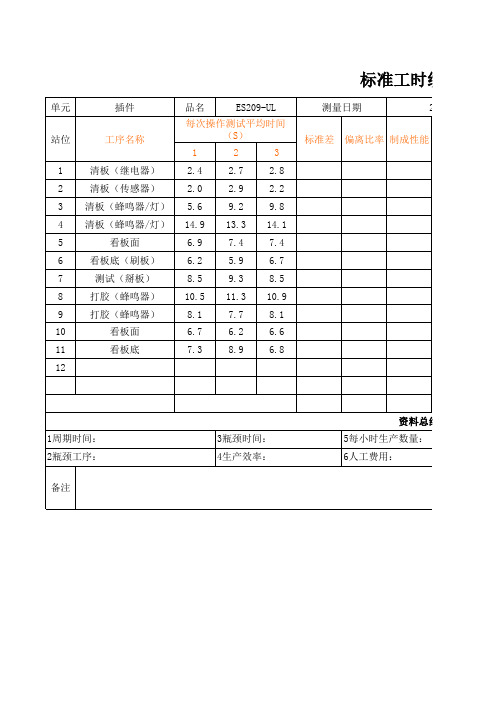
单元 站位 1 2 3 4 5 6 7 8 9 10 11 12 插件 工序名称 清板(继电器) 清板(传感器) 清板(蜂鸣器/灯) 清板(蜂鸣器/灯) 看板面 看板底(刷板) 测试(掰板) 打胶(蜂鸣器) 打胶(蜂鸣器) 看板面 看板底 品名 ES209-UL 测量日期 标准差 偏离比率 制成性能 2012.03.29 每次操作测试平均时间 (S) 1 2.4 2.0 5.6 14.9 6.9 6.2 8.5 10.5 8.1 6.7 7.3 2 2.7 2.9 9.2 13.3 7.4 5.9 9.3 11.3 7.7 6.2 8.9 3 2.8 2.2 9.8 14.1 7.4 6.7 8.5 10.9 8.1 6.6 6.8
资料总结 1周期时间: 2瓶颈工序: 备注 3瓶颈时间: 4生产效率: 5每小时生产数量3.29 测量人员 宽放率 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 1% 标准工时 sec/pcs 刘锦华 目前治具 建议治具 台数 建议人数 台数 (台) 平均操作 生产数量 时间sec/ 宽放系数 set/次 次 2.6 2.4 8.2 14.1 7.3 6.2 8.8 10.9 8.0 19.5 23.0 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
111 资料总结 7上线人数: 8每班日产能(8H):
生产数量:
用:
标准工时和计算标准管理规范(含表格)
标准工时和计算标准管理规范(ISO9001-2015)1、目的规范标准工时制定与以及相关算法,使标准工时更具完整性,使相关系统和管理运行更加顺畅合理。
2、范围安公司3、职责质量部对于本文件的受控实施和监督执行。
4、程序4.1.定义:4.1.1标准工时:4.1.1.1标准工时:指在特定的工作环境条件下,普通熟练工作者用规定的作业方法和设备,以正常的速度完成一定质量和数量的工作所必需的时间。
4.1.1.2宽放时间:宽放时间是用于补偿个人需要、不可避免的延迟以及由于疲劳而引起的效能下降。
增加宽放时间有利于提高工作效率。
a).作业宽放由来:通常如果工作能以最快的速度永不停歇的进行下去,这样的产出将是最高效的。
但即便是机器设备也必须进行适当的保养、维护才能确保使用寿命和工作稳定。
b).作业宽放目的:劳动者在任何工作环境下作业,都必须适当予以宽放时间用来补偿个人需要,才能与实际作业所需时间相吻合,更趋人性化。
4.1.1.3标准速度:没有过度体力和精神疲劳状态下,每天能连续工作,只要努力就容易达到标准作业成果的速度。
4.1.2员工定义:4.1.2.1直接人员:指生产产线上从事生产操作人员。
包括装配、调整、检查检测和不良品维修人员。
他们是生产线上直接从事生产劳动的人员。
4.1.2.2间接人员:指不直接从事生产操作的人员,此处包括车间班长,物料配送人员、设备保养人员、工具保养人员。
间接员工虽然不从事直接的生产操作,但对于提升生产效率具有很大的影响。
4.1.3时间定义:4.1.3.1正常作业时间:指以每天8小时为基准的作业时间,其单位为分钟。
正常作业时间包括“前准备时间”和“净作业时间”。
4.1.3.1.1前准备时间(95分钟):a).早会(早会,交接班)10分钟b).清洁(工治具、设备、车间、更衣)30分钟c).中餐时间15分钟d).间隙时间(上午15分钟,下午15分钟)30分钟e).首检时间10分钟4.1.3.1.2净作业时间:指对作业对象作业的内容,规则地、周期性地重复进行的作业部分的时间。
标准工时统计表-新

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
标准产能和标准人力配置表与工时测量

10.94 5.66 6.85 9.73
155.5 28.16 8.81 22.93 76.22 24.17 343.17
12.03 5.62 6.50 10.43
131.63 32.16 8.72 24.95 73.64 15.19 313.69
12.56 4.72 6.75 10.57
124.94 27.28 10.03 31.40 71.28 16.35 343.22
产品名称:
序号 工序名称
步骤
治 工 具 名 称
工站 人数 (人) 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
加工数量 (PCS) 1 32 32 32 32 32 64 32 32 8 32 8 8 8 8 8 8 32 32 32 32 32 1 3952 1920 1920 494 494 19.1 0 0 248 20.8 52 0 1324 11.7 39.97 0 131 11.7 0 0 131 14.9 0 64.4 81 20.9 5.69 2 20.1 0 0 245 17.6 74 0 1381 13.5 37.97 0 136 13.5 0 0 136 15.1 0 48.9 85 20.7 4.36
标准工时测量分析表
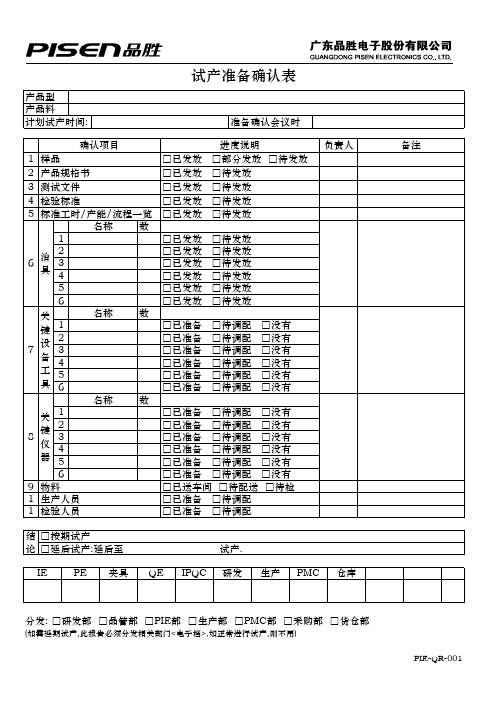
产品型号: 产品料号: 计划试产时间: 确认项目 1 2 3 4 5 准备确认会议时间: 进度说明 □部分发放 □待发放 □待发放 □待发放 □待发放 □待发放 负责人 备注
6
7
8
9
10 11
样品 □已发放 产品规格书 □已发放 测试文件 □已发放 检验标准 □已发放 标准工时/产能/流程一览表□已发放 名称 数量 1 □已发放 □待发放 2 □已发放 □待发放 治 3 □已发放 □待发放 具 4 □已发放 □待发放 5 □已发放 □待发放 6 □已发放 □待发放 名称 数量 关 □已准备 □待调配 □没有 键 1 2 □已准备 □待调配 □没有 设 3 □已准备 □待调配 □没有 备 4 □已准备 □待调配 □没有 工 5 □已准备 □待调配 □没有 具 6 □已准备 □待调配 □没有 名称 数量 □已准备 □待调配 □没有 关 1 2 □已准备 □待调配 □没有 键 3 □已准备 □待调配 □没有 仪 4 □已准备 □待调配 □没有 器 5 □已准备 □待调配 □没有 6 □已准备 □待调配 □没有 物料 □已送车间 □待配送 □待检 生产人员 □已准备 □待调配 检验人员 □已准备 □待调配
结 □按期试产 论 □延后试产:延后至 IБайду номын сангаас PE 夹具 QE IPQC
试产. 研发 生产 PMC 仓库
分发: □研发部 □品管部 □PIE部 □生产部 □PMC部 □采购部 □货仓部
(如需延期试产,此报告必须分发相关部门<电子档>,如正常进行试产,则不用) PIE-QR-001
负责人备注1234567891011进度说明样品已发放部分发放待发放产品规格书已发放待发放测试文件已发放待发放检验标准已发放待发放标准工时产能流程一览表已发放待发放名称数量1已发放待发放2已发放待发放治3已发放待发放具4已发放待发放5已发放待发放6已发放待发放名称数量关已准备待调配没有键12已准备待调配没有设3已准备待调配没有备4已准备待调配没有工5已准备待调配没有具6已准备待调配没有名称数量已准备待调配没有关12已准备待调配没有键3已准备待调配没有仪4已准备待调配没有器5已准备待调配没有6已准备待调配没有物料已送车间待配送待检生产人员已准备待调配检验人员已准备待调配结按期试产论延后试产
工时测量表格

工时测量表格
以下是一份简单的工时测量表格模板:
这个表格可以帮助你记录每个员工的工时情况。
每一行代表一个特定的工作任务或工作时间段,包含日期、员工姓名、工种/职位、工作内容描述、开始时间和结束时间等信息。
通过填写这些信息,你可以轻松地跟踪每个员工的总工作时间和平均每小时的工作量。
同时,你也可以根据需要增添其他字段,如特殊说明或备注等。
在使用此表格时,请注意以下几点:
1. 请确保所有数据准确无误,包括日期、时间、任务描述等。
2. 在结束一项工作任务后,及时更新该行的结束时间并计算总时长。
3. 对于某些复杂的工作任务或长时间的工作,可能需要多次测量以确保准确性。
4. 可以定期对数据进行汇总和分析,以便更好地了解员工的工作效率和生产率。
5. 如果你的公司使用自动化工具进行工时管理,那么可以使用相应的软件来创建和管理工时测量表格。
这样可以提升效率并减少人为错误的可能性。
第1 页。
标准工时测定方法
标准工时测定方法一、标准工时定义标准工时指对于必要能力受过充分训练的作业人员,在适当的速度和作业环境下执行作业所需要的时间。
即是在下列条件下,完成一单位作业所需的时间: 1.采用标准作业及标准设备 2.在标准化的作业条件下3.作业者均具备制程所要求的熟练度和适应度4.在不妨害生理健康的情況下熟练度与适应度5.以企业所设定的正常作业速度,完成一個单位作业量二、标准工时的角色三、标准工时的构成四、宽放时间种类a. 生理宽放:又称私事宽放。
标准工时标准准备时间标准主体时间净准备时间宽放时间净作业时间宽放时间一般时间特殊时间特殊时间一般时间标准工时工厂管理外包价格的決定标准价目格的決定进货价格的決定设备管理设备机种的选定设备台数的決定设备定位的決定生产管理生产计划日程计划作业管理适当的人员配置作业制程改善效率管理工程管理价格管理效率与生产性能的评价奖励津帖的策略价格的预估b. 疲劳宽放:分为体力疲劳和精神疲劳。
c. 管理宽放:又称连接宽放。
d. 以上三种宽放以外的各种情况,一般不列入标准工时宽放范围。
ILO国际劳动组织变动疲劳宽放表项目区分男女立姿操作1% 2%不自然姿势稍不舒适 2% 3% 悬挂向上 5% 5% 很不舒适 7% 7% 重量 5磅以上 0 1% 阻力10磅以上1%2%表1一般情况下的宽放率生理宽放疲劳宽放管理宽放 5%6% 4%表2五、标准工时测定方法a. 秒表测时法b. PTS测时法(多采用MTM法)c. MOD测时法标准工时测定方法有很多种,各IE作业者由于喜好及运用熟练程度不同而选择不同的动作方法。
以上三种方法各有优缺点,实际操作中往往结合运用。
a. 秒表测时法秒表测时法是最古老、最常用的测时方法,目前多数企业广泛采用。
1.局限性1> 必须在生产效率达到一定水平时采集到数据才有效。
2> 评比比较困难,人为因素较多。
3> 采集数据周期比较长,时间成本耗费较大。
2.优势性1> 采集数据简单,较为直接,操作比较简单。