东莞理工学院2014年高考招生计划4620人 增幅达18%
宝钢企业标准2014版QBQB2014(冷镀)
宝山钢铁股份有限公司供货技术条件冷轧产品的包装、标志及检验文件Q/BQB 400-2014代替Q/BQB 400-2009 1 范围本技术条件规定了冷轧钢板及钢带、涂镀钢板及钢带、冷轧电工钢带(卷)的包装、标志及检验文件等要求。
考虑到制造厂和冷轧产品用户的使用习惯,钢带以下称为钢卷。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T18253-2000 钢及钢产品检验文件的类型3 一般要求3.1 钢板及钢卷应包装整齐、捆扎结实。
标志字迹应清晰,并应粘贴牢固。
包装应能保证产品在正常运输和贮存期间不松散、受潮、变形和损坏。
注1:一般认为,产品包装并不能降低产品表面发生氧化的危险。
主要是由于目前的产品包装尚无法完全做到100%的气密和水密,因此无法保证产品100%的表面抗氧化能力。
注2:包装可为产品提供充分表面保护的前提条件如下:①在物流过程中,各方应按照规范的要求,对产品进行搬运、运输和仓储;②产品在标准规定的时间内投入使用。
注3:为避免由于产品表面氧化给用户带来的损失,建议用户做到以下几点:①在发现产品包装破损后,应重新对包装破损处修补并密封;②尽量避免将产品(含包装物)暴露在恶劣的气候条件下;③优先将产品(含包装物)仓储在温度受控的仓库中,避免由于仓库内温度大幅波动,产生产品内部结露;④产品被部分使用后,应重新对剩余的产品重新进行包装封闭。
3.2 包装材料应符合有关法律法规的规定。
注1:所有包装材料均符合欧洲包装废弃物指令(1994/62/EC),不含该指令限制的重金属物质。
注2:为打造绿色产业链,我们将持续致力于减少冗余的包装物,使包装废弃物量最小化。
3.3 对于钢带包装,在进行拆除包装物作业时,需方应采取适当的保护措施,防止钢带带头弹出伤人。
注:产品包装物的拆除是有一定危险度的工作,使用方务必采取适当的措施以保证作业人员和设备财产的安全。
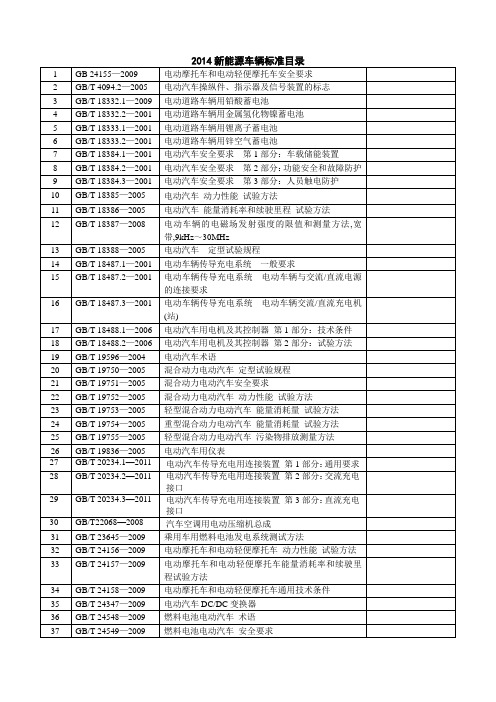
2014新能源车辆标准目录
47
GB/T 29123—2012
示范运行氢燃料电池电动汽车技术规范
48
GB/T 29124—2012
氢燃料电池电动汽车示范运行配套设施规范
49
GB/T 29126—2012
燃料电池电动汽车车载氢系统试验方法
50
GB/T 29307—2012
电动汽车用驱动电机系统可靠性试验方法
51
GB/T 29316—2012
电动汽车充换电设施电能质量技术要求
52
GB/T 29317—2012
电动汽车充换电设施术语
53
GB/T 29318—2012
电动汽车非车载充电机电能计量
行业标准
1
QC/T 741—2006
车用超级电容器
2
QC/T 742—2006
电动汽车用铅酸蓄电池
3
QC/T 743—2006
2014新能源车辆标准目录
1
GB 24155—2009
电动摩托车和电动轻便摩托车安全要求
2
GB/T 4094.2—2005
电动汽车操纵件、指示器及信号装置的标志
3
GB/T 18332.1—2009
电动道路车辆用铅酸蓄电池
4
GB/T 18332.2—2001
电动道路车辆用金属氢化物镍蓄电池
5
GB/T 18333.1—2001
电动汽车用电机及其控制器第2部分:试验方法
19
GB/T 19596—2004
电动汽车术语
20
GB/T 19750—2005
混合动力电动汽车定型试验规程
21
GB/T 19751—2005
混合动力电动汽车安全要求
《机动车安全技术检验项目和方法》GB21861-2014_周建刚_20150227分析

GB21861-2014
轴重、制动项目调整:
1、轮(轴)重分为:水平称重台测试轮重、加载制动台空载轴荷、加载制动台 加载轴荷 2、制动分为:空载制动、加载制动、驻车制动、(单车)整车制动、列车整车 制动
GB21861-2014
轴重、制动项目调整:
1、阻滞率:所有车辆不做检测要求 2、协调时间:所有车辆不做检测要求 3、空载制动率:所有车辆均需检测 4、空载不平衡率:除三轮汽车和摩托车外,其他所有车型需检测 5、(单车)整车制动率:挂车的轴制动力之和与挂车轴荷之和的比值大于 等于55%; 6、列车整车制动率:牵引车和挂车组成列车的整车制动率,仅用于挂车的整车 检测结果评判。 7、驻车制动率:评判限值无变化,仅对面包车、7座及7座以上车辆,以及使用 年限超过10年的车辆有检测要求。
GB21861-2014
检验项目检验时间要求:
机动车安全技术检验各工位的最少检验时间 单位为秒
最少检验时间
检验工位
非营运小型、微型载客汽车
载客汽车(非营运小型、微 型载客汽车除外)、载货汽 车(三轮汽车除外)、挂车
摩托车、三轮汽车
车辆唯一性检查、车辆特 征参数检查、车辆外观检 查、安全装置检查
120
报告有关 部门处理
复检不合格项目
调整/整改/修理
路试制动
检验资料 收集归档
旧标准:
GB21861-2014
删除及增加的检验项目:
删除的检验项目有:制动阻滞率、轮偏、水平偏移量、底盘功率 增加的检验项目有:加载制动、整备质量、外廓尺寸、底盘间隙仪、 近光灯高测试、项目检测时间、联网查询等要求
GB21861-2014
GB21861-2014
检验流程的变化:
既有桥梁桥墩沉降、倾斜自动监测实施方案

既有桥梁桥墩沉降、倾斜⾃动监测实施⽅案既有桥梁桥墩沉降、倾斜⾃动监测实施⽅案编制:复核:审核:xxx检测公司2018年1⽉11⽇⽬录⽬录 (2)1、概况 (3)2、监测依据 (3)3、监测⽬的 (3)4、监测内容 (3)5、监测系统设备 (3)5.1系统组成 (4)5.2沉降监测 (4)5.3倾斜监测 (5)5.4仪器特点 (5)5.5仪器技术参数 (5)5.6⾃动监测系统⼯作原理 (6)6、监测点位布置 (7)7、系统设备安装及注意事项 (7)7.1 静⼒⽔准仪安装 (7)7.2 倾斜仪安装 (8)8、监测⽅法 (8)8.1监测频次 (8)8.2观测⽅法 (8)8.3数据修正 (8)8.4监测时期 (9)8.5预警管理及阀值 (9)8.6数据管理及成果 (10)9、监测设备的维护 (13)1、概况新建xxx城际铁路下穿既有xxx客专,在xx城际铁路施⼯过程中,需要对既有xxx客专受施⼯影响区段进⾏变形监测。
通过监测以保障既有xxx客专运营期间的⾏车安全,同时指导xxx城际铁路施⼯。
2、监测依据1)《⾼速铁路设计规范》(TB10621-2014 J1942-2014)2)《⾼速铁路⼯程测量规范》(TB10601-2009)3)《国家⼀、⼆等⽔准测量规范》(GB/T12897-2006)4)《运营⾼速铁路基础变形监测管理办法》(铁总运【2015】113号)5)既有xx桥墩沉降⾃动变形监测设计图及说明6)铁路⼯程沉降变形观测与评估技术规范(QCR9230-2016)3、监测⽬的新建xxx城际铁路下穿既有xxx客专施⼯,需要对既有xxx客专运营期间受施⼯影响区段进⾏实时⾃动化变形监测,通过对桥梁的沉降变形进⾏实时⾃动测量,数据实时⾃动传输⾄数据平台,通过管理软件实时发布数据、实时预警,以保障既有线在运营期间的基础和⾏车安全。
4、监测内容新建xxx城际铁路下穿xxx客专IDK6+555~IDK6+585桥梁桥墩沉降变形及倾斜。
铁路TB10424-2018新旧对照表(试验方面)
7
冬期施工
8
混凝土养护
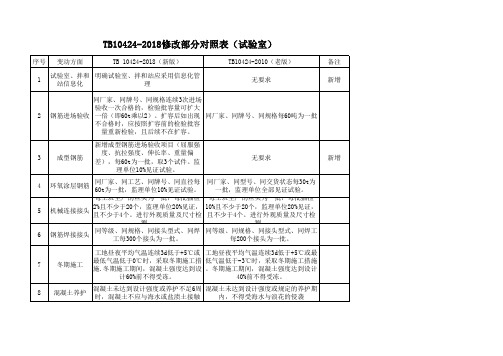
TB10424-2018修改部分对照表(试验室)
序号 变动方面 TB 10424-2018(新版) 混凝土小型构件宜采用厂拌混凝土, 移动或堆放时,应符合设计的吊装强 度,无设计吊装要求时,不得低于设 计强度的75%。 TB10424-2010(老版) 备注
9
小型构件
无要求
新增
TB10424-2018修改部分对照表(试验室)
序号 1 变动方面 TB 10424-2018(新版) TB10424-2010(老版) 无要求 备注 新增 试验室、拌和 明确试验室、拌和站应采用信息化管 站信息化 理
2
同厂家、同牌号、同规格连续3次进场 验收一次合格的,检验批容量可扩大 钢筋进场验收 一倍(即60t乘以2)。扩容后如出现 同厂家、同牌号、同规格每60吨为一批 不合格时,应按照扩容前的检验批容 量重新检验,且后续不在扩容。 新增成型钢筋进场验收项目(屈服强 度、抗拉强度、伸长率、重量偏 差),每60t为一批,取3个试件。监 理单位10%见证试验。 同厂家、同工艺、同牌号、同直径每 60t为一批,监理单位10%见证试验。
10
氯盐环境水泥 氯盐环境时,应使用低氯离子含量水 氯盐环境时,应使用低氯离子含量水泥 中氯离子含量 泥(≤0.06%) (无氯离子含量具体指标要求) 要求 硫酸盐化学侵 蚀环境水泥铝 严重硫酸盐化学侵蚀,水泥熟料中铝 硫酸盐化学侵蚀,应采用低铝三三钙水 三三钙含量要 三三钙含量小于5% 泥(无具体指标要求) 求 粉煤灰等级分为(Ⅰ级、Ⅱ级),Ⅱ 级粉煤灰细度调整为≤30%,并增加相 应指标保持和GB/T 1596一致,增加游 离CaO为常规进场检验指标。
24
25
将出厂和入模性能试验分别做以要 求:混凝土拌合物出厂前进行坍落度 混凝土拌制过程中进行坍落度、含气量 混凝土拌合物 、含气量、温度试验,监理单位见证 试验,监理单位见证试验,每50m3一次 性能试验 试验,每工班不少于1次。入模时进行 或每工班不少于1次。入模温度每工班 坍落度、含气量、入模温度试验,每 最少3次。 3 50m 一次或每工班不少于1次。 预应力、喷射、蒸汽养护试件龄期 取消相关规定,改执行TB10425相关规 混凝土试件制 28d,其他部位56d,桥梁每片梁、每墩 定。监理单位进行10%平行试验。取消 作 身,隧道每200m衬砌、每500m仰拱、底 同条件试件相关规定。 板留置同条件养护试件不少于1次。 孔道压浆浆体强度、流动度、凝结时 间、泌水率、膨胀率、含气量应符合 设计要求,同配合比、同施工工艺、 预应力压浆 每作业班一次(每次压浆都要做这么 多项目?)取消预应力压浆浆体相关 指标性能规定,执行Q/CR 409-2017相 关规定。取消压浆时试件留置数量规 定。 取消了最冷气温低于-15℃或-5℃~15℃冻融指标的不同要求,统一改为 石材 采用直接冻融法时,其抗冻指标应符 合25次冻融循环要求。
半挂车生产企业标准
半挂车生产企业标准XXXXX半挂车 1 范围本标准规定了XXXXX半挂车的产品分类、技术要求、试验方法、检验规则、标志、贮存和随车文件。
本标准适用于XXXXX半挂车(以下简称“半挂车”)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 1589-2004 道路车辆外廓尺寸、轴荷及质量限值GB 2828.1-2003计数抽样检验程序第?部分:按接收质量限(AQL)检索的逐批检验抽样计划GB 4606-1984 半挂车鞍座50号牵引销主要尺寸和安装互换性尺寸GB 4785-1998 汽车及挂车外部照明和信号装置的安装规定GB 7258-2004 机动车运行安全技术条件GB 11567.1-2001 汽车和挂车侧面防护要求GB 11567.2-2001 汽车和挂车后下部防护要求GB 12676-1999 汽车制动系统结构、性能和试验方法15741-1995 汽车和挂车号牌板(架)及其位置 GBGB/T 1359-1978 汽车与挂车气制动接头型式与尺寸GB/T 5053.1-1985 汽车与挂车之间24N型电连接器GB/T 13872-2002 货运挂车产品质量检验、试验规程GB/T 13873-1992 货运挂车试验方法GB/T 16735-2004 道路车辆车辆识别代号(VIN) 位置与固定GB/T 18411—2001 道路车辆产品标牌GA406,2002 车身反光标识JB 4185-1986 半挂车通用技术条件QC/T 310-1999 半挂车支承装置基本参数系列JT/T426-2000 汽车列车性能要求及试验方法QC/T 413—2002 汽车电气设备基本技术条件QC/T 518—1999 汽车用螺纹紧固件拧紧扭矩规范QC/T 29035-1991 汽车钢板弹簧技术条件QC/T 29056-1992 半挂汽车列车质量分等评定方法QJ/ROH06 09-000 焊接件检验标准ROH06 054 810A 汽车涂层外观质量技术要求及规范3 产品分类3.1 产品型号A B C X X X X * *XXXXX半挂车产品序号总质量,t半挂车代号企业代号3.2 基本参数半挂车的基本参数应符合表1的规定。
ASTM B462-00a

Designation:B462–00a An American National Standard Standard Specification forForged or Rolled UNS N06030,UNS N06022,UNS N06200,UNS N08020,UNS N08024,UNS N08026,UNS N08367,UNSN10276,UNS N10665,UNS N10675and UNS R20033AlloyPipe Flanges,Forged Fittings,and Valves and Parts forCorrosive High-Temperature Service1This standard is issued under thefixed designation B462;the number immediately following the designation indicates the year oforiginal adoption or,in the case of revision,the year of last revision.A number in parentheses indicates the year of last reapproval.Asuperscript epsilon(e)indicates an editorial change since the last revision or reapproval.1.Scope1.1This specification2covers forged or rolled UNS N06030,UNS N06022,UNS N06200,UNS N08020,UNS N08024,UNS N08026,UNS N08367,UNS N10276,UNS N10665,UNS N10675and UNS R20033*pipeflanges,forged fittings,and valves and parts intended for corrosive high-temperature service.1.2The values stated in inch-pound units are to be regarded as the standard.The values given in parentheses are for information only.2.Referenced Documents2.1ASTM Standards:A262Practices for Detecting Susceptibility to Intergranu-lar Attack in Austenitic Stainless Steels3B472Specification for UNS N06030,UNS N06022,UNS N06200,UNS N08020,UNS N08026,UNS N08024,UNS N08926,UNS N08367,UNS N10276,UNS N10665,UNS N10675,and UNS R20033Nickel Alloy Billets and Bars for Reforging4E8Test Methods for Tension Testing of Metallic Materials5 B880Specification for General Requirements for Chemical Check Analysis Limits for Nickel,Nickel Alloys and Cobalt Alloys4E1473Test Methods for Chemical Analysis of Nickel, Cobalt,and High-Temperature Alloys6E1916Guide for the Identification and/or Segregation of Mixed Lots of Metals62.2ANSI Standard:B16.5Steel Pipe Flanges and Flanged Fittings(for appli-cable alloy UNS N08020)72.3Manufacturers’Standardization Society of the Valve and Fittings Industry Standard:SP-25Standard Marking System for Valves,Fittings, Flanges,and Unions83.Terminology3.1Definitions of Terms Specific to This Standard:3.1.1forgings,n—the term forgings as used in this specifi-cation shall be understood to cover one or all of the products mentioned in1.1,either forged or rolled.4.Ordering Information4.1It is the responsibility of the purchaser to specify all requirements that are necessary for the safe and satisfactory performance of material ordered under this specification. Examples of such requirements include,but are not limited to, the following:4.1.1Quantity(weight or number of pieces),4.1.2Name of material or UNS number,4.1.3Forging sketch when required(5.2.4),4.1.4Forging sectioning,if required(5.2.3),4.1.5ASTM designation and year of issue,4.1.6Inspection(14.1),4.1.7Supplementary requirements,if any,and4.1.8If possible,the intended end use.N OTE1—A typical ordering description is as follows:200forgings, UNS N08020,in accordance with the attached drawing and Specification B462.5.Materials and Manufacture5.1Discard—A sufficient discard shall be made from each ingot to secure freedom from injurious piping and undue segregation.The material shall have a homogeneous structure1This specification is under the jurisdiction of ASTM Committee B02on Nonferrous Metals and Alloys and is the direct responsibility of Subcommittee B02.07on Refined Nickel and Cobalt and Their Alloys.Current edition approved Oct.10,2000.Published November2000.Originally published as B462–st previous edition B462–97.2For ASME Boiler and Pressure Vessel Code applications see related Specifi-cation SB-462in Section II of that Code.*New designation established in accordance with Practice E527and SAE J1086,Practice for Numbering Metals and Alloys(UNS).3Annual Book of ASTM Standards,V ol01.03. 4Annual Book of ASTM Standards,V ol02.04. 5Annual Book of ASTM Standards,V ol03.01. 6Annual Book of ASTM Standards,V ol03.06.7Available from American National Standards Institute,11W.42nd St.,13th Floor,New York,NY10036.8Available from the Manufacturers Standardization Society of the Valve and Fittings Industry,127Park St.,N.E.Vienna,V A22180.1Copyright©ASTM,100Barr Harbor Drive,West Conshohocken,PA19428-2959,United States.as shown by the macroetch test in 7.3.5.2Manufacturing Practice :5.2.1Material for forgings shall consist of billets or bars in accordance with Specification B 472.5.2.2The material shall be forged by hammering,pressing,rolling,extruding,or upsetting;it shall be brought as nearly as practicable to the finished shape and size by hot working;and shall be so processed as to cause metal flow during the hot-working operation in the direction most favorable for resisting the stresses encountered in service.5.2.3When specified in the order,a sample forging may be sectioned and etched to show flow lines and the condition as regards internal imperfections.In such cases,the question of acceptable and unacceptable character of metal flow shall be a subject for agreement between the manufacturer and the purchaser.5.2.4When specified in the order,the manufacturer shall submit for approval of the purchaser a sketch showing the shape of the rough forging before machining.5.3Heat Treatment :5.3.1The product of UNS N08020alloy shall be furnished in the stabilized-annealed condition.The product of UNS N08024shall be furnished in the annealed condition.The product of UNS N08026and UNS R20033alloys shall be furnished in the solution annealed condition.N OTE 2—The recommended annealing temperatures all followed by water quenching or rapidly cooling by other means are:UNS N06030—2125°F–2175°F (1163°C–1191°C),UNS N06022—2025°F–2075°F (1107°C–1135°C),UNS N06200—2075°F–2125°F (1135°C–1163°C),UNS N08020—1700to 1850°F (927to 1010°C),UNS N08024—1925to 1975°F (1052to 1079°C),UNS N08026—2050to 2200°F (1121to 1204°C),UNS N10276—2025°F–2075°F (1107°C–1135°C),UNS N10665—1925°F–2000°F (1052°C–1093°C),UNS N10675—1925°F–2000°F (1052°C–1093°C),and UNS R20033—2010to 2150°F (1100–1180°C).5.3.2Alloy N08367shall be furnished in the solution annealed condition.5.3.2.1The recommended heat treatment shall consist of heating to a minimum temperature of 2025°F (1105°C)and quenching in water,or rapidly cooling,by other means.5.3.3Heat treatment may be performed before machining.6.Chemical Composition6.1The material shall conform to the requirements as to chemical composition prescribed in Table 1.6.2If a product (check)analysis is performed by the purchaser,the material shall conform to the requirements specified in Table 1subject to the permissible tolerances in B 880.TABLE 1Chemical RequirementsElementComposition,%UNS N08026UNS N08020UNS N08024UNS N08367UNS R20033Carbon,max 0.030.070.030.0300.015Manganese,max 1.00 2.00 1.00 2.00 2.0Phosphorus,max 0.030.0450.0350.0400.02Sulfur,max 0.030.0350.0350.0300.01Silicon,max 0.501.000.501.000.50Nickel 33.00–37.2032.00–38.0035.00–40.0023.50to 25.5030.0–33.0Chromium 22.00–26.0019.00–21.0022.50–25.0020.00to 22.0031.0–35.0Molybdenum 5.00–6.70 2.00–3.00 3.50–5.00 6.00to 7.000.50–2.0Copper2.00–4.003.00–4.000.50–1.500.75max 0.30–1.20Columbium (Nb)+tantalum ...83carbon–1.000.15–0.35......Nitrogen 0.10–0.16......0.18to 0.250.35–0.60Iron remainder Aremainder A remainder A remainderbalanceElementComposition,%UNS N06030UNS N06022UNS N06200UNS N10276UNS N10665UNS N10675Carbon,max 0.030.0150.0100.0100.020.01Manganese,max 1.50.500.50 1.0 1.0 3.0Phosphorous,max 0.040.020.0250.040.040.030Sulfur,max 0.020.020.0100.030.030.010Silicon,max 0.80.080.080.080.100.10Nickel Remainder Remainder Remainder Remainder Remainder Remainder Chromium 28.0-31.520.0-22.522.0-24.014.5-16.5 1.0max 1.0-3.0Molybdenum 4.0-6.012.5-14.515.0-17.015.0-17.026.0-30.027.0-32.0Copper1.0-2.4 1.3-1.90.20Columbium (Nb)+tantalum 0.30-1.50Nitrogen ...Iron13.0-17.0 2.0-6.0 3.0max 4.0-7.0 2.0max 1.0-3.0Cobalt,max 5.0 2.5 2.02.5 1.03.0Tungsten1.5-4.02.5-3.5 3.0-4.5 3.0max Vanadium,max 0.350.350.20Titanium,max 0.2Zirconium,max 0.10Columbium (Nb)0.20max Tantalum 0.20max Nickel +Molybdenum 94.0-98.0Aluminum,max0.500.50AIron shall be determined arithmetically bydifference.7.Mechanical Properties and Other Requirements7.1Mechanical Properties —The material shall conform to the requirements as to mechanical properties prescribed in Table 2at room temperature.7.2Hydrostatic Tests —After machining,valve bodies,fit-tings,and other pressure-containing parts shall be tested to the hydrostatic shell-test pressures prescribed in ANSI B16.5for the applicable alloy steel rating for which the forging is designed and shall show no leaks.Forgings ordered under these specifications for working pressures other than those listed in the American National Standard ratings shall be tested to such pressures as may be agreed upon between the manu-facturer and the purchaser.7.2.1No hydrostatic test is required for welding neck or other flanges.7.2.2The forging manufacturer is not required to perform pressure tests on rough forgings that are to be finally machined by others.The fabricator of finished forged parts is not required to pressure-test forgings that are designed to be pressure containing only after assembly by welding into a larger structure.However,the manufacturer of such forgings is responsible as required in accordance with 15.1for the satisfactory performance of the forgings under the final test required in 7.2.7.3Macroetch Tests —Etching of tests shall show sound and reasonably uniform material,free of injurious laminations,cracks,segregations,and similar objectionable defects.If,on successive tests,10%of any heat fails to pass the requirements of the macroetch test,all forgings from that heat shall be rejected.8.Dimensions and Permissible Variations8.1The forgings shall conform to the sizes and shapes specified by the purchaser.9.Workmanship,Finish,and Appearance9.1The forgings shall be uniform in quality and condition,and shall be free of injurious defects.10.Sampling10.1Lot —Definition:10.1.1A lot for chemical analysis shall consist of one heat.10.1.2A lot for mechanical properties shall consist of each heat in each heat-treatment charge.10.2Test Material Selection :10.2.1Chemical Analysis —Representative samples shall be taken during pouring or subsequent processing.10.2.1.1Check analysis ,shall be wholly the responsibility of the purchaser.10.2.2Mechanical Properties —Samples of the material to provide test specimens shall be taken from such locations in each lot as to be representative of that lot.11.Number of Tests11.1Chemical Analysis —One test per lot.11.2Mechanical Properties —One test per lot.12.Specimen Preparation12.1The tension test specimens taken from the forgings,billets,or bars shall be machined to the form and dimensions of the standard 2-in.(50.8-mm)gage length tension test specimen shown in Fig.8of Test Methods E 8,except as specified in 12.2.12.2In the case of small sections that will not permit taking the standard test specimen specified in 12.1,the tension test specimen shall be as large as feasible and its dimensions shall be proportional to those shown in Fig.8of Test Methods E 8.The gage length for measuring elongation shall be four times the diameter of the specimen.12.3For the purpose of tests,the necessary extra forgings or test bars shall be provided.The test specimen,if cut from a flange,shall be cut tangentially from the flange portion approximately midway between the inner and outer surfaces and approximately midway between the front and back faces.When it is impractical to provide forgings for test purposes,test bars may be made from the billet or bar,provided they are given approximately the same reduction and heat treatment as the forgings.13.Tests Methods13.1The chemical composition and mechanical properties of the material as enumerated in this specification shall,in case of disagreement,be determined in accordance with the follow-ing methods:TestASTM Designations Chemical analysis E 1473A TensionE 8AIron shall be determined arithmetically by difference.14.Inspection14.1If specified,source inspection of the material by theTABLE 2Mechanical Property RequirementsAlloyTensile Strength,minYield Strength,minElongation in 2in.or 50mm,min,%Reduction of Area,min,%ksiMPa ksi MPa UNS N08020,UNS N08024,and UNS N08026805513524130.050.0UNS N08367956554531030.050.0UNS R200331097505538040.0...UNS N06030855863524130...UNS N060221006904531045...UNS N062001006904128345...UNS N102761006904128340...UNS N106651107605135040...UNS N106751107605135040...purchaser at the manufacturer’s plant shall be made as agreed upon between the manufacturer and the purchaser as part of the purchase contract.15.Rejection and Rehearing15.1Material that fails to conform to the requirements of this specification may be rejected.Rejection should be reported to the producer or supplier promptly and in writing.In case of dissatisfaction with the results of the test,the producer or supplier may make claim for a rehearing.16.Certification16.1When specified in the purchase order or contract,a producer’s or supplier’s certification shall be furnished to the purchaser that the material was manufactured,sampled,tested,and inspected in accordance with this specification and hasbeen found to meet the requirements.When specified in the purchase order or contract,a report of the test results shall be furnished.17.Product Marking17.1Identification marks consisting of the manufacturer’s symbol or name,designation of service rating,the specifica-tion,the grade of material,and the size shall be stamped legibly on each forging in accordance with MSS SP-25and in such position as not to injure the usefulness of the forging.18.Keywords18.1forgings;UNS N06030,UNS N06022,UNS N06200;UNS N08020;UNS N08024;UNS N08026;UNS N08367,UNS N10276,UNS N10665,UNS N10675;UNS R20033SUPPLEMENTARY REQUIREMENTSThe following supplementary requirements shall be applied only when specified by the purchaser in the inquiry,contract,or order.S1.Corrosion Tests for UNS N08020S1.1One intergranular corrosion test per heat shall be performed by the manufacturer on a sensitized specimen and tested in accordance with Practices A 262.When this supple-mentary requirement is specified,the specific practice (Practice B or Practice E)shall also be specified.If Practice B is specified,the specimen must pass with a rate of less than 0.002inches per month (ipm).S1.1.1In addition to the stabilize anneal,the specimen shall be sensitized for 1h at 1250°F (677°C)before being subjected to corrosion testing.S2.Positive Material Identification ExaminationS2.1Product shall receive Positive Material Identification toensure that the purchaser is receiving product of the correct material grade prior to shipment of the product.This exami-nation is a method to assure that no material grade mix-up has happened during manufacturing and marking of the product.S2.2Product shall receive a Positive Material Identification examination by Guide E 1916.S2.3The quantity examined shall be 100%of the product.S2.4All product that is not of the correct material grade shall be rejected.S2.5The method of product marking after examination shall be agreed upon between the manufacturer and purchaser.The American Society for Testing and Materials takes no position respecting the validity of any patent rights asserted in connection with any item mentioned in this ers of this standard are expressly advised that determination of the validity of any such patent rights,and the risk of infringement of such rights,are entirely their own responsibility.This standard is subject to revision at any time by the responsible technical committee and must be reviewed every five years and if not revised,either reapproved or withdrawn.Your comments are invited either for revision of this standard or for additional standards and should be addressed to ASTM Headquarters.Your comments will receive careful consideration at a meeting of the responsible technical committee,which you may attend.If you feel that your comments have not received a fair hearing you should make your views known to the ASTM Committee on Standards,at the address shown below.This standard is copyrighted by ASTM,100Barr Harbor Drive,PO Box C700,West Conshohocken,PA 19428-2959,United States.Individual reprints (single or multiple copies)of this standard may be obtained by contacting ASTM at the above address or at 610-832-9585(phone),610-832-9555(fax),or service@ (e-mail);or through the ASTM website().。
2021年机动车安检内部培训资料
f)客车、货车的前风窗玻璃刮水器应能正常工作,关闭时刮片应能自动返回初始位置。
g)客车、重中型货车、重中型载货专项作业车驾驶室内应设置防止阳光直射而使驾驶人产生炫目的装置。
h)集装箱车、集装箱挂车用于固定集装箱箱体的锁止机构应齐全、完好。
调整/整改/修理
路试制动
检验资料 收集归档
复检不合格项目
GB 38900-2020
设备变化 1.小型、微型载客汽车的车辆底盘部件检测时,对不具备地沟条件的,可采用其 他能观察到车辆底盘部件的方式(如升降机)
2.取消设备
单独的安检机构:取消车速台 综安环三检合一机构:取消悬架台、声级计、油耗仪,因环保需要使用不取消测 功机(含车速)
车辆预检、 登记
检验流程变化
车辆唯一性 检查
异常 情形
报告有关 部门处理
GB 21861-2014
联网查询、车辆特征参数检查、车 辆 外观检查、安全装置检查、底盘
动态检验、车辆底盘部件检查
仪器设备 检验
审 合格 签
核
章
不经调整/整改 /修理无法进行 仪器设备检验
不适用于仪 器设备制动 检验的车辆
不合格
项目 前照灯 车速表
各工位最少检验时间
GB 21681-2014 60s 20s
GB 38900-2020 30s —
变化内容 缩短 删除
GB 38900-2020删除了车速表及远近光束垂直偏移检验项目,各工 位最少检验时间表删除了车速表项及统一灯光检测时间,所有车 型均为30s。
检测项目变化 明确项目: 1.GB 38900-2020明确了注册登记安全检验和在用车安全检验项目 2.电子驻车的车辆不检驻车制动,挂车不检驻车制动 3.加载制动明确了三轴及以上的货车和总质量大于等于3500kg的并装双轴、并装三轴挂 车才检测,采用空气悬架,总质量为整备质量1.2倍以下的车辆不检加载制动。 4.单轴不超过11.5t的非独立双转向车需要检侧滑。 5.明确了路试车辆范围:线轴结构半挂车、静态轴荷大于或等于11500kg的汽车等,不适 用于仪器设备检验的机动车。 删除项目: 1.删除了GB 21861-2014中的车速表指示误差和远近光束垂直偏移项目。 2.删除了GB 18565-2016中的声级、阻滞率、悬架、动力性、油耗、排放项目。 新增项目: 新增了在用车需要检测空车质量。空车质量在标准实施之日起第9个月开始实施。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
东莞理工学院2014年高考招生计划4620
人增幅达18%
导读:本文东莞理工学院2014年高考招生计划4620人增幅达18%,仅供参考,如果能帮助到您,欢迎点评和分享。
东莞理工学院2014年高考招生计划4620人增幅达18%
日前,各高校2014年招生计划陆续确定,从东莞理工学院获悉,今年莞工计划招生人数已经确定,为4620人;而去年东莞理工学院原定招生数是3900人,今年计划招生人数要比去年增加720人,增幅达18%。
不过,去年在实际招生时,东莞理工学院又追加了招生数,最后实际招生4142人,比计划微增6.2%。
据了解,该校已经连续两年在实际招生中追加招生数,今年是否还会追加?该校有关负责人称,这得根据今年实际志愿报名人数等因素而定。
东莞理工学院简称莞工,是东莞的首所普通本科院校,省市共建,以市为主。
位于中国近代史开篇地,改革开放前沿地的东莞。
东莞理工学院创办于1932年,前身为东莞师范学校,1992年升格为高等院校,更名东莞理工学院,于2002年本科招生。
由诺贝尔物理学奖获得者杨振宁博士任名誉校长。
目前东莞理工学院积极争取获得硕士学位授予权,从而为升级为东莞大学做好准备。
学校简介东莞理工学院简称莞工,英文名称Dongguan
University of technology。
是东莞的首所普通本科院校,省市共建,以市为主。
位于中国近代史开篇地,改革开放前沿地的东莞。
学校位于东莞市松山湖大学路1号。
东莞理工学院创办于1932年,前身为东莞师范学校,1992年升格为高等院校,更名东莞理工学院,于2002年本科招生。
由诺贝尔物理学奖获得者杨振宁博士任名誉校长。
目前东莞理工学院积极争取获得硕士学位授予权,从而为升级为东莞大学做好准备。