表面状态对N80油管激光强化影响的试验研究
激光表面强化技术及其应用
激光表面强化技术及其应用
激光表面强化技术是一项全新的技术,可以实现金属的表面改性,改善材料的表面性能,提高材料的耐磨性、腐蚀性和破坏性,延长外壳的使用寿命。
通常情况下,激光表面强化技术可以满足金属表面的改性需求,并且可以快速、灵活地制备。
激光表面强化技术可以应用于很多领域,如汽车配件表面加工、矿山机械表面加工、制冷管材表面加工和其他机械设备表面加工等。
在汽车配件表面加工中,激光表面强化技术可以提高碳素钢的耐磨性,改善碳素钢的表面性能,以及改善碳素钢表面的粗糙度。
而在矿山机械表面加工中,激光表面强化技术可以提高不锈质件的耐磨性,提升不锈钢件的表面质量,从而延长机械设备的使用寿命。
在制冷管材表面加工中,激光表面强化技术可以增加管材表面硬度,提高管材的耐腐蚀性和耐磨性,以及降低热膨胀系数,从而改善管材的使用性能。
此外,激光表面强化技术还可以应用于其他机械设备表面加工,如各种非金属件的表面加工,可以显著改善非金属件的表面性能。
激光表面强化技术的应用非常广泛,不仅可以改善金属和非金属表面的性能,还可以应用于多种机械设备的表面加工,提高机械设备的使用性能和使用寿命。
激光表面强化技术是未来金属表面加工技术进步的重要利器。
激光表面强化技术及其应用
激光表面强化技术及其应用随着科技的不断发展,激光技术已经成为现代工业生产中不可或缺的一部分。
激光表面强化技术是近年来发展起来的一种新型表面处理技术,它可以使材料表面的硬度、耐磨性、抗腐蚀性等性能得到显著提高,从而提高材料的使用寿命和可靠性。
本文将从激光表面强化技术的原理、方法和应用方面进行探讨。
一、激光表面强化技术的原理激光表面强化技术是利用激光束高能量密度的特点,将激光束聚焦到材料表面,使其表面受到高温和高压的作用,从而改变其组织结构和化学性质,提高其硬度、耐磨性和抗腐蚀性等性能。
具体来说,激光束在材料表面产生高温和高压,使表面材料发生相变、熔化、蒸发等过程,同时还会激发材料中的原子、分子等产生化学反应,形成新的化合物或化学键,从而改变表面材料的化学性质。
这些变化使得材料表面的硬度、耐磨性和抗腐蚀性等性能得到显著提高。
二、激光表面强化技术的方法激光表面强化技术的方法主要分为以下几种:1. 激光淬火:利用激光束高能量密度的特点,将其聚焦到材料表面,使其表面迅速升温,然后快速冷却,从而使表面形成高硬度的淬火层。
这种方法适用于钢、铁等金属材料。
2. 激光熔覆:将激光束聚焦到材料表面,使其表面熔化,然后喷射一定量的粉末或线材,形成一层新的涂层。
这种方法适用于各种金属材料和陶瓷材料。
3. 激光表面改性:利用激光束高能量密度的特点,将其聚焦到材料表面,使其表面发生物理和化学变化,从而改变其表面性质。
这种方法适用于各种材料。
三、激光表面强化技术的应用激光表面强化技术具有广泛的应用前景,主要包括以下几个方面: 1. 汽车制造:激光表面强化技术可以提高汽车零部件的硬度和耐磨性,从而增加汽车的使用寿命和可靠性。
2. 航空航天制造:激光表面强化技术可以提高飞机发动机叶片、涡轮等零部件的耐磨性和抗腐蚀性,从而提高飞机的性能和可靠性。
3. 电子制造:激光表面强化技术可以提高电子器件的耐磨性和抗腐蚀性,从而提高电子器件的使用寿命和可靠性。
激光表面强化
激光表面强化技术的应用实例以及特点
4.激光表面熔覆
4.1 简介: 在基体材料表面添加熔覆材料(采用预置法或同步法),利 用高能密度的激光束使之与基体表面薄层一起熔凝,在基材表 面形成与其呈冶金结合的添料熔覆层。
激光表面强化技术的应用实例以及特点
4.2 实例: 4.2.1 矿用108 t自卸车发动机凸轮轴的修复,熔覆材料 Ni基自熔合金。 4.2.2 矿用渣浆泵平衡盘:受矿井水的腐蚀和水中煤粒的 冲蚀磨损的交互作用,一般采用合金钢或合金铸铁,使用寿命 很低,后改为火焰喷焊镍基合金,零件使用寿命有所提高,但 工艺操作复杂,合金粉末消耗多,工件变形大,涂层缺陷多, 零件加工量大。采用45钢激光熔覆Ni60和Ni60涂层,经煤矿 现场使用,使用寿命比火焰喷焊镍基合金涂层提高50%以上, 而且质量好,效益高。 4.3 特点: 熔覆层与基体呈冶金结合;对基材的热影响区小,变形 小;基材的稀释程度低(一般为2% ~8%)。
激光表面强化技术的分类
激光表面强化技术的分类
激光表面强化技术的应用实例以及特点
1.激光表面相变硬化(激光淬火)
1.1 简介: 激光淬火是金属材料在固态下经受激光辐照,表面被迅 速加热到奥氏体化温度以上,并在激光停止辐射后快速自淬火 得到马氏体组织的一种工艺方法。 1.2 实例: 1.2.1邮票打孔器激光淬火:对打孔器孔模周围孔刃进行 激光表面淬火后,硬度由18HRC提高到70HRC 1.2.2汽车转向器壳体:美国通用汽车公司萨基诺 (Saginaw)转向器分厂(1974年)首先将激光淬火应用于工业大 批量生产,在可锻铸铁壳体内表面磨损最严重的部分处理了5 条宽1.5~2.5mln,深0.25~0.35mln的硬化带,硬度64 HRC,使用寿命提高10倍 1.3 特点: 激光淬火试样的耐磨性比淬火+低温回火试样提高50%左 右,比淬火+高温回火试样提高15倍左右。
N80油管钢在含COlt2gtHlt2gtS高温高压两相介质中的电化学腐蚀行为及缓蚀机理研究
西北工业大学硕士学位论文N80油管钢在含CO<,2>/H<,2>S高温高压两相介质中的电化学腐蚀行为及缓蚀机理研究姓名:任呈强申请学位级别:硕士专业:材料学指导教师:刘道新20030301摘要摘要成功地制备了用于高温高压电化学腐蚀研究用Ag/AgCI参比电极,在模拟气田腐蚀工况环境下,采用交流阻抗和动电位扫描等电化学技术,辅以SEM、XRD等表面分析方法,研究了N80油管钢在高温高压下含C02和(或)H2S的两相介质中的腐蚀行为和吸附型缓蚀剂的缓蚀机理,特别探讨了腐蚀产物膜对腐蚀过程的影响,分析了腐蚀产物膜的力学性能与油管钢腐蚀速率之间的关系。
研究结果表明:在C02环境中,N80油管钢的电化学腐蚀阳极过程受电化学活化控制,OH。
在表面的吸附放电产生吸附中间体FeOH州。
和FeOH+。
扣最终生成Fe”;阴极过程由H2C03和HC03-还原为主。
随着腐蚀产物膜的形成,交流阻抗谱会发生变化,表现为高频扩展和低频收缩,反应阻力增大。
腐蚀产物膜完整覆盖后表现为受电化学活化控制的均匀腐蚀特征。
在H2S/C02环境中,HS。
吸附能力强,阳极吸附中间体吸附量明显增加,裸金属时阳极反应受到较大程度的促进。
阴极以H2s的还原为主。
硫化物腐蚀产物膜容易破裂,由此导致局部腐蚀产生。
由于硫化物腐蚀产物膜对腐蚀介质起到很强的扩散阻滞作用,出现Warburg阻抗,使腐蚀过程受扩散控制。
C02分压对腐蚀的影响主要表现在裸金属表面,增大分压使N80钢表面活性增大,腐蚀加速。
形成完整的膜后,分压影响很小。
加入H2S后,H2s含量较小时以C02腐蚀为主,腐蚀得到较大程度的促进;H2S含量增大,转化为以H2S腐蚀为主,出现局部腐蚀;继续增大H2S含量,局部腐蚀反而受到抑制。
噻唑衍生物的加入改变了腐蚀产物膜的内层结构,抑制局部腐蚀的发生。
噻唑的缓蚀机理是几何覆盖效应,因吸附覆盖度不大导致缓蚀效率不高。
同时噻唑难以在腐蚀产物膜上吸附,腐蚀产物膜形成后对腐蚀速率的影响明显减弱。
N80钢油管QPQ处理后的力学性能_包文强
第5 期
包文强,等: N80 钢油管 QPQ 处理后的力学性能
59
大面积分布的细小密集的韧窝具有相同的特征。这种 特征与 N80 油管中 Si、Mn、V 含量较高,形成弥散强化 有关[10],所以试样的强度相当。QPQ 处理试样断口心 部与边缘的差异,表明断裂时芯部和边缘的塑性滑移 过程存在差异,边缘进行了强化处理,塑性较差,导致 式样的塑性不如未处理试样的塑性,即 QPQ 处理试样 的伸长率低于未处理试样的伸长率。
图 2 N80 钢油管断口形貌
( a,c,f) 未处理试样拉伸断口; ( b,d,e,g,h) QPQ 处理试样拉伸断口
Fig. 2 Tensile fracture morphologies of the N80 steel oil tube
( a,c,f) tensile fracture of the untreated N80 steel; ( b,d,e,g,h) tensile fracture of the QPQ treated N80 steel
通过 JSM-7500F 电 子 扫 描 镜 观 察 基 体 组 织,如 图 3所示,未处理和 QPQ 处理组织均为索氏体 + 少量 铁素体[9],QPQ 处理试样的组织较粗。QPQ 处 理 的 N80 钢油 管 先 后 在 650 ℃ 保 温 1. 5 h,380 ℃ 保 温 40 min,相当于二次回火,所以基体组织粗化。研究表 明 N80 钢回火后组织粗化,材料的强度和伸长率均会 下降[11-12],这与图 2 中 QPQ 处理拉伸试样断口和未处 理拉伸试样断口形貌对比得出的推论一致。QPQ 处 理不只是盐浴热处理,表面还有氮、氧、碳的渗入,表层 组织的变化将影响 N80 油管的屈服强度。
石油套管钢N80的显微组织分析
石油套管钢N80的显微组织分析牛 靖 董俊明 薛 锦 何兴利(西安交通大学 西安 710049) (宝鸡石油钢管厂 宝鸡 721008)摘 要:通过对N80套管钢微观组织进行光镜和透射电镜分析,发现试样中含高位错密度的板条束状铁素体是针状铁素体,在试样中还发现少量典型的贝氏体,因而确定N80套管钢的组织为针状铁素体和少量贝氏体。
主题词:石油套管;针状铁素体;贝氏体1 前言20世纪60年代以前,石油用管的基本组织形态为铁素体和珠光体,这种钢的基本成分是C-Mn,一般采用热轧和正火热处理。
为避免珠光体对钢材韧性的损害,60年代末出现了以J55等为代表的少珠光体钢。
这种钢的生产工艺进入了微合金化钢控轧的生产阶段,然而,一般认为,少珠光体钢强度的极限水平为500~550MPa。
为进一步提高管线钢的强韧性,研究开发了针状铁素体钢。
国际上,针状铁素体石油用钢70年代初投入工业生产,典型成分是C-Mn-Nb-Mo,一般含碳量低于0.06%。
针状铁素体是在冷却过程中,在稍高于上贝氏体温度范围,通过切变相变形成的具有高密度位错的非等轴贝氏体铁素体,通过微合金化以及控轧与控冷,综合利用晶粒细化、微合金化元素的析出相与位错亚结构的强化效应,来提高钢的强度。
为适应石油天然气开发的需要,在针状铁素体钢研究的基础上,80年代初开发研究了超低碳贝氏体钢,超低碳贝氏体钢在成分上采用了C、Mn、Mo、B、Ti、Nb的良好配合,形成完全的贝氏体组织,通过适当的合金元素的调整和控轧工艺的完善,可获得高强度和良好的强韧性组配。
N80套管钢作为一种微合金控轧钢,是近年来发展起来的一种高强度、高韧性的新钢种。
关于N80钢是针状铁素体钢还是贝氏体钢的问题上一直存在较大的争议。
本研究通过光镜和透射电镜对武汉钢铁集团研发的N80套管钢进行了微观组织分析,以便对N80套管钢的种类界定提供一定的参考。
管材钢的微观组织对其机械性能、耐蚀性能和成形工艺等有着重要的影响,因而,分析N80套管钢的微观组织有着重要的意义。
激光表面改性油管与接箍磨损配合研究
Ab ta t Oi—u k rrd c u l g a d olt bn o si t ld n rcin p isi h r tt n t e olwel. e sr c : ls c e o o p i n i u ig c n tt e si ig f t ar n t ewok sae i h i n u i o ls Th f cin p i t sa d or so n len t o d, ih c u e we r c ro in a d ft u al r . n od rt ov h i r to arwi tn sc ro in a d atr ae la wh c a s a , o r so n a i e fiu e I r e o s le t e h g p o l mso h ie we lb t e h i tb n n o p i gi h i wel a 5 k r n v refo CO2ls rwa r be ft e sd a ewe n t e ol u i ga d c u ln n te ol l s, W ta s es — w l a e s印 一 p id frls rca dn fc u ln n a e rn fr t n h r e ig o h i tb n n l, n u bn a x e i l o a e ld i g o o pi g a d ls rta so mai a d nn ft e ol u i g iwal a d r b ig we re p r- e o
激光表面热处理技术在油管加工中的应用
激光表面热处理工 艺流程及技术关键
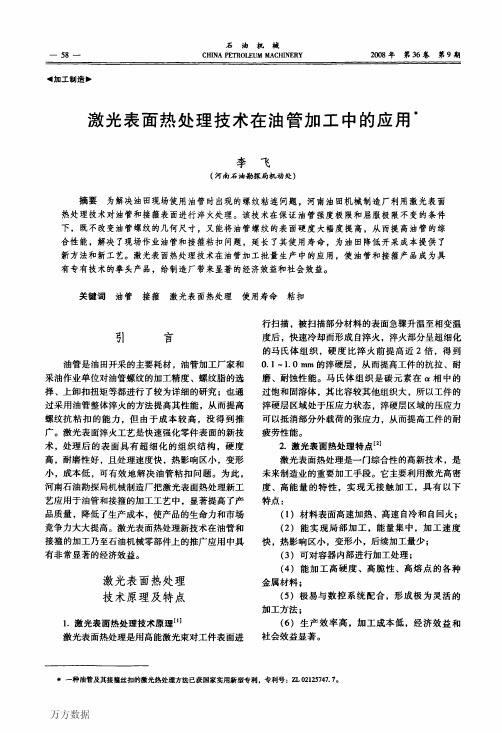
1.工艺流程 (1)激光表面热处理系统构成激光表面热 处理系统由高功率CO:激光器、功率计、光闸、 导光系统、反射镜、聚焦镜及旋转工作台等设备组 成。激光最大连续输出功率为2 kW,常用输出功 率在l kW左右就能满足常规热处理要求。将激光 输出能量通过功率计、光闸、导光系统并将水平输 出的激光经900反射镜使激光垂直向下输出,再通 过聚焦透镜将西30 mm的激光聚焦成细光照射到零 件表面。通过零件的旋转和光束的移动,在零件表 面就可得到经过热处理的圆环。激光表面热处理系 统示意图如图1所示。
引
言
度后,快速冷却而形成自淬火,淬火部分呈超细化 的马氏体组织,硬度比淬火前提高近2倍,得到
0.1—1.0
油管是油田开采的主要耗材,油管加工厂家和 采油作业单位对油管螺纹的加工精度、螺纹脂的选 择、上卸扣扭矩等都进行了较为详细的研究;也通 过采用油管整体淬火的方法提高其性能,从而提高 螺纹抗粘扣的能力,但由于成本较高,没得到推 广。激光表面淬火工艺是快速强化零件表面的新技 术,处理后的表面具有超细化的组织结构,硬度 高,耐磨性好,且处理速度快,热影响区小,变形 小,成本低,可有效地解决油管粘扣问题。为此, 河南石油勘探局机械制造厂把激光表面热处理新工 艺应用于油管和接箍的加工工艺中,显著提高了产 品质量,降低了生产成本,使产品的生命力和市场 竞争力大大提高。激光表面热处理新技术在油管和 接箍的加工乃至石油机械零部件上的推广应用中具 有非常显著的经济效益。
图1激光表面热处理系统示意图 1—C02激光器;2一功率计;3--光闸;4一导光系统;
5、7一反射镜;6一聚焦镜;8一零件;9一旋转工作台
度13级)。样品的淬硬区、热影响区和母材的金 相组织均符合标准要求。 (4)上卸扣试验 对样品进行上卸扣试验, 上卸扣各10次,均未出现粘扣现象,接箍和管体 螺纹仍很光滑,达到预想的效果。但为了确定最佳 处理方案,又进行了交叉对比试验,试验结果见表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
维普资讯
石 油
机
械
20 0 8年
第3 6卷
第 9期
喷 丸后试 样 表 面 粗 糙 度 相 差 不 大 。所 以在 分 析 喷
以看 出喷丸处 理 的试样 没有 棱角 ,凸凹过渡 较 为圆
滑 ,表 面呈河 流状 压痕 。
砂 、喷丸 对熔凝 效果 的不 同影 响 时 ,应排 除粗 糙度
不 同所引起 的偏 差 。
表 2 试 验 条 件
a喷 砂 表 面 形 貌 .
b喷 丸 表 面 形 貌 .
图 1 喷 砂 喷 丸 处 理 后 试 样 宏 观 形 貌
2 .试样 表面 形貌
图 2为数码 相 机拍摄 的 在 A、B、C、D4种 表 面状 态下 ,激 光熔凝 处理 后 的宏 观照 片 。每 张照 片
激光参 数选 择 :圆形 光 斑 ,离 焦 量 10 m 2 m,光 斑
能量 25 0 W,扫 描速 度 20 0与 30 0 m / i 。 0 0 0 m m n
理 ,与原 始状 态进 行对 比。不 同表 面状 态及 工艺 参 数下 所得 试样 编 号如 表 2所示 。 喷砂 、喷 丸后 的粗 糙 度 值 如 表 3所 示 。喷砂 、
上有 2个试 样 ,上 部试样 扫 描 速 度 20 0 mm mi, 0 / n 下部 试 样 扫 描 速 度 为 3 0 0 mm m n 0 / i。如 图 2 a所
表 3 喷 砂 喷 丸试 样 表 面粗 糙 度 m
示 ,A状 态 下 ,经 激光 扫描 试样 没有 发 生熔 凝 ,表
究 了不 同的表 面 预处理 对 激光 熔凝 的影 响 ,提 出 了
了如抽 油杆扶 正 、加重 、油管锚 定 、优 化 生产参 数
等防偏 磨措 施 。这 些 措 施 主 要 以 机 械 扶 正 、优
适 合 激光 熔凝 处理 的预处 理工 艺 ,以期 获得 尽 可能 厚 的熔凝 层和 较好 的耐磨性 能 。
由表 1 知 ,此种 N 0管 材钢 号 为 3 Mn ,具 可 8 0 2
%
表 1 N 0管 材 合 金 质 量 分 数 8
有较 高 的淬 透 性 。本 试 验 采用 激 光 熔 凝 处 理 方 式 。
在运 输及 贮存 过 程 中 ,难 免会 附 着污锈 。因此 ,在 表面 状态 中 ,选择 了具 有 除锈 效果 的喷砂 与喷 丸处
且表 面 成型最 好 。 因此 ,喷丸最 适合 作 为激 光熔凝 的表 面预处 理 工 艺。
关键词 表 面状 态 N 0油管 油 管 内壁 激 光强化 8
自身 明显 的特 点 ,但 也有 一定 的适 用 范 围 ,若 与其
引
言
它适 当 的 表 面 工 程 技 术 巧 妙 地 结 合 起 来 ,优 势 互 补 ,将会 收 到 更 好 的 效 果 J 。例 如 激 光 表 面 改 性 与喷 丸等 表 面预处 理 工艺 相结 合 ,可 以改善 激光 强
机 采井 的管 杆偏磨 会 降低 管杆 强度 ,是 影 响免 修期及 作业 周期 的主要 因素之 一 I 2。随 着 油 田高 1 - 含 水期 的 到来 ,管杆偏 磨 日益严 重 。各 油 田都采 取
化 的效果 ;而 激 光表 面改 性 与其他 表 面改性 方 法相
结合 ,则 可 以提 高表 面改 性层 的综 合性 能 。笔者 研
( 国石 油 大 学 ( 东) 机 电 工 程 学 院 ) 中 华
摘 要 针 对机 采 井管杆 偏磨 严 重 的油井 ,提 出对 油 管 内壁 进 行 激 光 强化 处 理 ,以提 高 油 管耐
磨 性能 。为获 得较 好 的表 面强 化层 ,研 究 了表 面状 态 对 N 0油管 激 光 强化 的 影 响。利 用 激 光 器对 8 表 面未处 理 、表 面喷砂 、表 面 喷丸 、喷 涂 吸光材 料 等 不 同状 态 的 N 0试 样进 行 激 光 熔凝 处 理 。通 8 过分 析 不 同状 态 下熔凝 试样 的表 面 形貌 、熔 凝 层 厚度 及 表 面 硬度 得 出 ,在 相 同 工 艺参 数 下 ,喷 涂 吸 光材料 能大 大提 高熔 凝 效 果 ,喷 丸 并 熔凝 处 理 后 的试 样 具 有 较 高 表 面 硬 度 和 较 大熔 凝 层 厚度 ,
试
1 验 参数 选择 .试
验
涂 、渗 氮 、渗 碳 等生 产 工 艺 具 有 冶 金 结 合 强度 高 、
节约 能源 、清 洁 、节省 材料 等优 点 , 目前 在加
试 验材 料 为 N 0管材 ,其 合金 质 量分 数 如 表 1 8
所示。
工工 业 中得到 日益 广泛 的应 用 。激光 表 面改性 有其
维普资讯
石 油
机
械
Байду номын сангаас
20 0 8年
第3 6卷
第 9期
C NA P TROLE HI E UM MAC NERY HI
●试 验 研 究
表 面 状 态 对 N 0油 管 激 光 强 化 影 响 的 试 验 研 究 8
马 洪 伟 王 勇 韩 彬 程 义 远
面 没有金 属光 泽 ,仍为 暗灰 色 。而喷 了吸光 涂料 的
B状 态试样 ( 2 ) 图 b ,发 生 了熔凝 过 度 现象 ,熔 池
在 本试 验 中使 用 的 t 0mm油 管 ,由于 生产 工 h 6 艺 的影 响 ,内壁 都存 在一 层 暗灰 色的氧 化膜 。同时
¥ 本 课 题 来 自东 营 新 吉 利 技 术 装 备 有 限公 司项 目 “ 油 抽 油 管 激 光 改 性 技 术 ” ( C 5 7 。 石 Y O O )
化 结构 及生产 参数 为 主 ,而从本 体 上提 高管 杆耐 磨 性 能 ,减缓 其偏磨 的研 究 较少 。 激光 表 面改性 是 当前材 料工 程 学科 的重 要方 向 之一 。激 光相 变硬 化及 熔凝 处理 可显 著提 高 金属 材
料 表面 硬度及 耐磨 性 ,且 激光 表 面改性相 对 电弧 喷