双相钢搭接点焊接头疲劳寿命分析
提高焊接接头疲劳性能的研究进展简介
提高焊接接头疲劳性能的研究进展简介技术中心李加良0引言在纪念中国机械工程学会焊接学会成立四十周年和中国焊接协会成立十五周年时,学会和协会秘书处编写了一本纪念文集反映我国焊接技术各个研究方向的发展轨迹及焊接技术在各个行业的应用现状,笔者感到天津大学材料学与工程学院霍立兴等人的论文:“提高焊接接头疲劳性能的研究进展和最新技术”一文对我厂这种主要从事焊接结构件的生产企业有一定指导意义,因此缩编了此文以飨我厂读者。
自从焊接结构得到广泛应用以来,发现主要承受动载荷的焊接结构,在远没有达到其设计寿命时就出现断裂破坏现象,其中90%为疲劳失效。
近年来,各国科技工作者在这方面的研究已经取得了较大的成绩,但是焊接结构疲劳断裂事故仍不断发生,且随着焊接结构的广泛应用有所增加。
例如,九十年代末,高速客车转向架中焊接接头的疲劳断裂,以及水轮机叶片根部的疲劳断裂等,都给国家和企业造成了较大的经济损失。
1焊接结构疲劳失效的原因焊接结构疲劳失效的原因主要有以下几个方面:①焊接接头的静载承受能力一般并不低于母材;而承受交变动载荷时,其承受能力却远低于母材,而且与焊接接头类型和焊接结构形式有密切的关系。
这是引起一些结构因焊接接头的疲劳而过早失效的一个主要的因素;②早期的焊接结构设计以静载强度设计为主,没有考虑抗疲劳设计,或者是焊接结构疲劳设计规范并不完善,以至于出现了许多现在看来设计不合理的焊接接头;③工程设计技术人员对焊接结构抗疲劳性能的特点了解不够,所设计的焊接结构往往照搬其它金属结构的疲劳设计准则与结构形式;④焊接结构日益广泛,而在设计和造过程中认为盲目追求结构的低成本、轻量化,导致焊接结构的设计载荷越来越大;⑤焊接结构有往高速重载方向的发展趋势,对焊接结构承受动载能力的要求越来越高,而对焊接结构疲劳强度方面的科研水平相对滞后。
2影响焊接结构疲劳强度的主要因素2.1静载强度对焊接结构疲劳强度的影响在钢铁材料的研究中,人们总是希望材料具有较高的比强度,即以较轻的自身重量去承当较大的负载重量。
焊接接头设计中的疲劳分析和强度校核方法
焊接接头设计中的疲劳分析和强度校核方法引言:焊接接头在工程结构中广泛应用,其质量直接关系到工程的安全和可靠性。
疲劳分析和强度校核是焊接接头设计中必不可少的环节,本文将探讨焊接接头的疲劳分析方法和强度校核方法。
一、焊接接头的疲劳分析方法焊接接头在使用过程中会受到循环加载的作用,长期受力容易引起疲劳破坏。
因此,疲劳分析是焊接接头设计的重要一环。
1. 确定加载条件疲劳分析的第一步是确定加载条件,包括加载幅值和加载频率。
通过实际工况和使用环境,了解焊接接头在使用过程中所受到的加载情况,确定加载条件。
2. 确定应力集中区域焊接接头的应力分布通常不均匀,存在应力集中的区域。
通过有限元分析等方法,确定焊接接头的应力集中区域,为后续的疲劳分析提供准确的应力数据。
3. 确定疲劳寿命曲线根据焊接接头的材料和加载条件,确定疲劳寿命曲线。
疲劳寿命曲线描述了焊接接头在不同加载次数下的寿命,可以用于预测焊接接头的使用寿命。
4. 进行疲劳分析根据确定的加载条件、应力集中区域和疲劳寿命曲线,进行疲劳分析。
通过计算焊接接头在不同加载次数下的应力,与疲劳寿命曲线进行对比,判断焊接接头的疲劳寿命是否满足要求。
二、焊接接头的强度校核方法除了疲劳分析外,强度校核也是焊接接头设计中的重要环节。
强度校核旨在保证焊接接头在正常工作条件下不发生塑性变形和破坏。
1. 确定加载条件强度校核的第一步是确定加载条件,包括静载和动载。
静载是指焊接接头所受到的常规静态加载,动载是指焊接接头所受到的冲击或振动加载。
2. 确定应力分布根据加载条件和焊接接头的几何形状,确定焊接接头的应力分布。
通过有限元分析等方法,计算焊接接头在加载条件下的应力分布。
3. 确定强度校核方法根据应力分布和焊接接头的材料性能,确定强度校核方法。
常用的强度校核方法有极限强度法、应力应变法和断裂力学法等。
4. 进行强度校核根据确定的强度校核方法,进行强度校核。
通过计算焊接接头在加载条件下的应力和应变,与强度校核方法进行对比,判断焊接接头的强度是否满足要求。
焊接接头和结构的疲劳强度
第6章焊接接头和结构的疲劳强度§6-1 概述一、定义结构在变动载荷下工作,虽然应力低于材料的但在较长时间工作后仍发生断裂的现象叫金属的疲劳。
疲劳断裂金属结构失效的一种主要形式,大量统计资料表明,因为疲劳而失效的金属结构约占结构的90%项目实际中的疲劳有多种表现形式:机械疲劳:完全由变动外载荷引起接触疲劳:表面间滚动接触与交变应力共同作用蠕变疲劳:高温和交变应力作用热疲劳:温度变化引起本章讨论的是具有典型意义和普遍意义的材料、焊接接头和结构的机械疲劳情况。
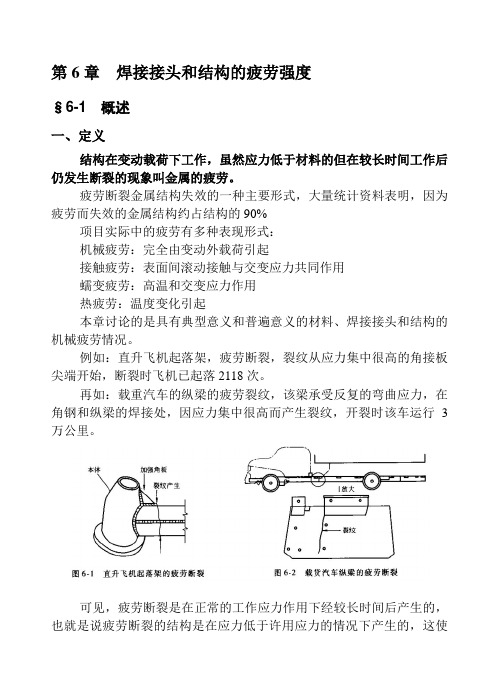
例如:直升飞机起落架,疲劳断裂,裂纹从应力集中很高的角接板尖端开始,断裂时飞机已起落2118次。
再如:载重汽车的纵梁的疲劳裂纹,该梁承受反复的弯曲应力,在角钢和纵梁的焊接处,因应力集中很高而产生裂纹,开裂时该车运行3万公里。
可见,疲劳断裂是在正常的工作应力作用下经较长时间后产生的,也就是说疲劳断裂的结构是在应力低于许用应力的情况下产生的,这使我们联想到结构的低应力脆断,疲劳和脆断都是在低应力作用下产生的,那么它们之间有什么相同点和不同点呢?二、疲劳和脆断的比较疲劳和脆断都是低应力情况下的破坏,那么它们之间有什么异同三、疲劳的类型根据构件所受应力的大小、应力交变频率的高低,通常可以把金属的疲劳分为2类:一类为高速疲劳它是在应力低,应力交变频率高的情况下产生的,也叫应力疲劳,即通常所说的疲劳;另一类为低周疲劳,它是在应力高,工作应力近于或高于材料的屈服强度,应力交变频率低断裂时应力交变周次少(少于102—105次)的情况下产生的疲劳,也叫应变疲劳。
1、高速疲劳(应力疲劳):载荷小(应力小),频率高,裂纹扩展速率小。
2、低周疲劳(应变疲劳):应力高,频率低,裂纹扩展速率大。
焊接结构的疲劳破坏大部分属于第二类:低周疲劳。
§6-2 疲劳限的常用表示方法一、变动载荷(掌握σmax、σmin、σm、σa、r概念)金属的疲劳是在变动载荷下经过一定的循环周次后出现的,所以要首先了解变动载荷的性质。
焊缝疲劳分析

Fe-safe Verity焊缝疲劳分析一. Verity焊缝疲劳分析的必要性焊接连接是工业领域上非常常见的结构连接方式,在结构设计中具有非常重要的地位,因此焊接的结构强度和疲劳强度都非常重要。
一般情况下,平板焊接钢结构焊缝的屈服强度和抗拉强度都不低于其母材,但是焊缝的疲劳强度却远远低于母材的疲劳强度,焊缝失效的主要形式为疲劳,所以焊缝疲劳强度分析十分必要。
焊缝的抗疲劳性能很大程度上取决于焊缝的宏观和微观几何形状,影响焊缝疲劳强度得因素很多,比如动态应力,平均应力,焊接残余应力等。
传统的焊接疲劳分析方法是通过有限元分析软件来计算焊缝处的应力,然后根据焊接结构的不同类型定义应力寿命S-N曲线来计算焊缝的疲劳寿命。
一般来说,有限元网格的大小直接影响仿真分析的结构应力结果,特别在应力集中位置(焊接位置通常有应力集中),其影响更大,因此传统焊接疲劳分析方法无法准确预测焊缝处的疲劳寿命。
2006年最新版本的Fe-safe引入了一个全新的“Verity”模块,可以很好地解决上述问题。
该模块的核心技术来源于美国著名的科技研发公司Battelle的JIP(Joint Industry Project)项目研究成果,该研究成果“Mesh-insensitive Structural Stress M ethod”是在通用有限元分析程序计算结果基础上,针对板壳、实体等结构连接形式,专门开发计算等效Structural Stress的程序,使得最后的应力计算结果不具有网格敏感性,即在不同网格尺寸下都能获得精确一致的疲劳仿真结果。
二. Verity焊缝分析介绍Verity的等效结构应力法是一种新型焊接结构疲劳寿命预测技术, 可广泛应用于不同工业领域的各类形式焊接承载部件的焊趾疲劳分析, 如压力容器、管道、海上平台、船舶、地面车辆等结构的管件及平板焊接接头。
该方法主要基于以下2项关键技术:1.考虑焊趾部位的结构应力集中效应, 应用改进线性化法或节点力法分析其结构应力(即热点应力) , 确保计算结果对有限单元类型、网格形状及尺寸均不敏感, 从而有效区分不同接头类型的焊趾结构应力集中情形。
焊接结构疲劳强度
焊接结构疲劳强度焊接是一种常见的金属连接方法,但焊接接头在使用过程中容易受到疲劳破坏。
焊接结构的疲劳强度是指焊接接头在受到交变载荷作用下能够承受的最大循环载荷次数。
疲劳强度的评估对于焊接结构的设计和使用至关重要。
本文将介绍焊接结构的疲劳破坏机制、影响疲劳强度的因素以及提高焊接接头疲劳强度的方法。
焊接结构的疲劳破坏机制主要包括以下几种:1.脆性断裂:焊接接头容易出现脆性断裂,主要是由于焊接过程中,焊缝和周边热影响区的组织发生变化,使其变得脆性,降低了焊接接头的疲劳强度。
2.裂纹扩展:焊接接头中存在的焊接缺陷(如气孔、夹杂等)是裂纹扩展的起始点。
在交替加载下,焊接接头中的裂纹会逐渐扩展,最终导致疲劳破坏。
影响焊接结构疲劳强度的因素主要包括以下几个方面:1.焊接材料选择:焊接材料的强度和塑性对焊接接头的疲劳强度有着重要影响。
通常情况下,焊接接头的强度应大于被焊接材料的强度,以保证焊接接头的疲劳寿命。
2.焊接工艺参数:焊接过程中的工艺参数(如焊接电流、焊接速度等)会对焊接接头的组织结构和性能产生影响,进而影响焊接接头的疲劳强度。
3.焊接接头形状和几何尺寸:焊接接头的形状和几何尺寸也会影响其疲劳强度。
一般来说,焊接接头的强度随着接头厚度的增加而增加,但是当厚度过大时,会导致应力集中,从而降低疲劳强度。
提高焊接接头疲劳强度的方法主要包括以下几个方面:1.选择合适的焊接方法:不同的焊接方法对焊接接头的疲劳强度有着重要影响。
例如,自动化焊接方法相对于手工焊接方法具有更高的焊接质量和疲劳强度。
2.进行焊接前的准备工作:在焊接前,需要对焊接接头进行彻底的清洁和表面处理,以减少焊接缺陷的产生。
3.优化焊接工艺参数:通过调整焊接的工艺参数,可以改善焊接接头的疲劳强度。
例如,适当增大焊接电流和焊接速度,可以减少焊缝内的局部熔化区,从而提高焊接接头的强度。
4.对焊接接头进行后处理:通过对焊接接头进行热处理或应力释放,可以改善焊接接头的组织结构和性能,提高其疲劳强度。
焊接结构疲劳强度相关知识
焊接结构疲劳强度相关知识焊接结构的疲劳强度是指在循环载荷作用下,焊接接头在无限次载荷循环中不会发生破坏的能力。
焊接结构的疲劳强度是较为复杂和重要的一种力学性能,对于确保焊接接头在长期使用中不发生破坏具有重要意义。
下面将介绍与焊接结构疲劳强度相关的各方面知识。
焊接接头的疲劳破坏模式主要有断裂疲劳和表面疲劳。
断裂疲劳是指焊接接头在循环载荷作用下,由于应力集中和裂纹发展所致的破坏。
表面疲劳是指焊接接头表面由于循环载荷的作用而出现的镀层剥落、锈蚀和微小裂纹等破坏形式。
为了保证焊接结构的疲劳强度,需要对焊接接头的设计、工艺、材料选择和检测等方面进行综合考虑。
焊缝设计对焊接结构的疲劳强度具有重要影响。
焊接接头的几何形状和尺寸对疲劳强度的影响很大。
一般来说,焊缝的几何形状应尽量避免应力集中,并应尽量减小焊缝尺寸和长度,以提高疲劳强度。
此外,焊缝的连续性和密度也对疲劳强度具有影响,焊缝的连续性和密度越高,疲劳强度越好。
焊接工艺对焊接结构的疲劳强度具有重要影响。
焊接工艺参数的选择和控制可以影响焊缝的质量和性能,从而影响焊接结构的疲劳强度。
焊接工艺参数主要包括焊接电流、焊接电压、焊接速度、焊接时间和焊接温度等。
合理选择和控制这些参数可以避免焊接接头出现瑕疵和裂纹等缺陷,提高焊接接头的疲劳强度。
焊接材料对焊接结构的疲劳强度具有重要影响。
焊接材料的物理、化学和力学性能会直接影响焊接接头的性能和疲劳强度。
焊接材料应具有良好的疲劳性能,具有较高的强度和韧性,并且能够适应焊接过程中的热变形和应力集中等问题。
一般来说,焊接材料应与母材具有相似的力学性能,以提高焊接接头的疲劳强度。
焊接接头的疲劳检测对焊接结构的疲劳强度评估和维护具有重要意义。
常用的焊接接头疲劳检测方法包括传统的力学性能试验和现代的无损检测技术。
力学性能试验主要通过加载焊接接头并测量其应力应变关系来评估其疲劳强度,但这种方法需要实际加载焊接接头,成本较高。
无损检测技术主要包括超声波检测、磁粉检测、涡流检测和X射线检测等,可以通过对焊接接头进行非破坏性检测来评估其疲劳强度。
金属焊接接头疲劳寿命延长技术综述

金属焊接接头疲劳寿命延长技术综述发布时间:2023-03-08T03:19:28.149Z 来源:《福光技术》2023年3期作者:张新勇马季邓淼江[导读] 疲劳断裂是金属构件在循环或交变载荷作用下长期服役过程中的主要失效形式。
中国石油乌鲁木齐石化公司检维修中心新疆乌鲁木齐 830019摘要:疲劳断裂是金属构件在循环或交变载荷作用下长期服役过程中的主要失效形式。
焊接是重要的金属成型方法,焊接接头是同种金属或异种金属连接的部位,是焊接金属构件上组织结构和力学性能的渐变区。
由于金属构件服役的环境越来越苛刻,长期在循环或交变载荷作用下服役时,焊接接头的疲劳问题也越来越突出。
因此,如何延长金属构件焊接接头疲劳寿命已经成为广泛关注的重要科学问题。
关键词:疲劳寿命;焊缝形状修饰法;焊缝残余应力法;低相变点材料;随着焊接件在工程中的应用越来越广泛,静载荷下焊接件失效行为的研究也越来越多,焊接件静载失效的控制方法已经发展得比较成熟。
由于焊接件服役工况越来越复杂,焊缝作为焊接件薄弱环节而引发的疲劳断裂失效越来越引人注目,它已经成为焊接工程中关系焊接构件服役安全的亟待解决的科学和技术问题。
1 金属焊接金属焊接是一种给金属塑形或者连接的手段,通过焊接手段使金属形成焊缝,再进行金属的塑形或者连接工作。
金属焊接的方法种类繁多,据粗略统计仅焊接方法就有40余种,其中最常用的焊接方法为熔焊、压焊与钎焊。
熔焊方法最简单,是利用高温将金属材料焊接口附近的金属进行融化,再将金属进行连接,待焊接口冷却后熔焊工作便完成了。
压焊是一种利用压强进行焊接的方式,这种方式不需要对焊接口进行金属熔化作业,在压焊中最常见的焊接方式为电阻对焊,在电流通过焊接金属时,由于电阻的关系而使金属材料升温,当金属温度达到焊接条件时通过压力将2块金属材料牢牢地结合在一起,这种工艺方便操作,且焊接质量较高,同时还是一种十分清洁的焊接方式。
钎焊简单而言是一种通过融化钎料进行金属焊接的手段,钎焊是一种最方便快捷的金属焊接方式之一。
第六章焊接结构的疲劳解读
第六章焊接结构的疲劳解读疲劳是材料在循环荷载作用下逐渐产生裂纹并以裂纹扩展为特征的破坏形式。
在焊接结构中,疲劳问题尤为突出,因为焊接接头处存在着应力集中的情况,容易引起疲劳裂纹的形成和扩展。
因此,对焊接结构的疲劳行为进行解读非常重要。
首先,焊接结构的疲劳行为受到多种因素的影响。
其中最重要的是应力水平、应力集中程度和循环次数等。
应力水平是指焊接接头的应力大小,它与焊接工艺参数、材料性能和载荷类型等有关。
应力集中程度是指焊接接头处的应力分布情况,通常存在应力集中的区域。
循环次数是指加载周期内的循环次数,它是影响疲劳寿命的重要因素。
其次,焊接结构的疲劳裂纹形成和扩展的机理主要是由应力集中引起的。
在焊接接头上,由于焊缝的存在,使得应力在焊接接头处集中。
当接头承受荷载时,焊缝周围的应力达到疲劳极限,从而形成小裂纹。
接下来,裂纹会随着加载的循环次数逐渐扩展,最终导致破坏。
然而,焊接结构的疲劳寿命和其它因素也有关系。
首先,材料的选择是影响疲劳寿命的重要因素。
不同的材料具有不同的疲劳极限和韧性,因此选择合适的材料可以延长焊接结构的疲劳寿命。
其次,焊接工艺也会对疲劳寿命产生影响。
焊接过程中产生的应力会影响接头的疲劳寿命,因此合理的焊接工艺参数可以提高疲劳寿命。
最后,环境条件的变化也会对焊接结构的疲劳寿命产生影响,特别是在腐蚀环境下,焊接结构更容易发生疲劳破坏。
综上所述,焊接结构的疲劳行为是一个复杂的过程,受到多种因素的影响。
了解焊接结构的疲劳行为对于延长其使用寿命、保证安全性非常重要。
因此,需要进一步研究焊接结构的疲劳行为,探索有效的疲劳强化方法,提高焊接接头的疲劳寿命。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
KⅠ = Kaxial + Kmoment
(1)
式中 : Kaxial 为正向拉力引起的张开形应力强度因子
分量 , Kaxial =
D
Ra ; Kmoment 为扭矩引起的张开形 πD
2
应力强度因子分量 , Kmoment = 6 M 。
D2
πD 2
KⅡ = Kshear
(2)
式中 : Kshear 为扭矩引起的张开形应力强度因子分量 ,
DP780GI 0. 13 2. 01 0. 03 0. 002 0. 049 余量
46
焊 接 学 报
第 29 卷
表 2 DP600 GI 和 DP780 GI 的力学性能参数 Table 2 Mechanical propertie s of DP600 GI and DP780 GI
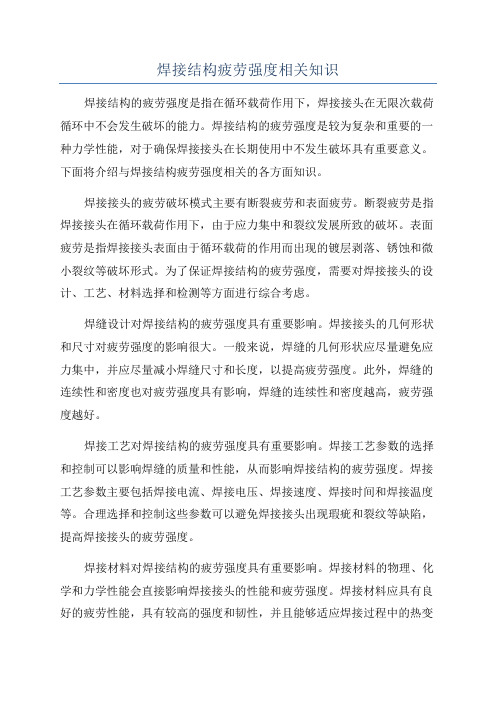
图 3 双相钢焊点硬度分布 Fig13 Microhardne ss of spot welded dual pha se steels
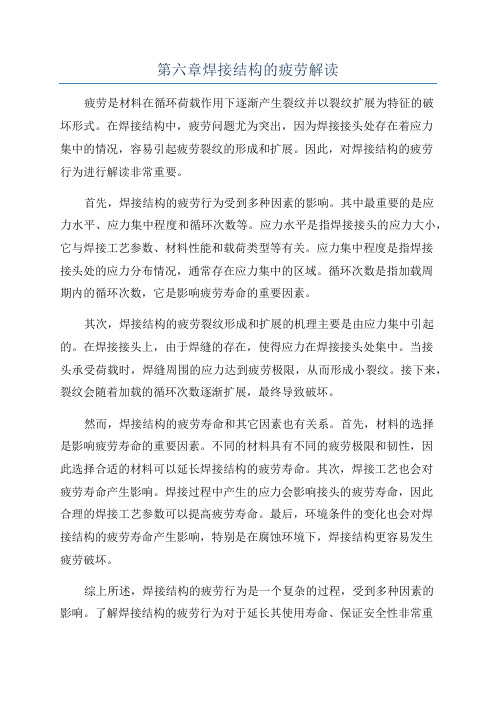
2. 2 搭接点焊接头疲劳裂纹扩展特性 图 4a ,b 是经过高周疲劳 (疲劳寿命高于 105 ) 测
试后失效的 DP600GI 1. 4 mm 以及 DP780GI 1. 0 mm 焊点的横截面形貌 。从图上可以看出 ,两个焊点的 失效均是由于贯穿板厚的裂纹扩展所造成的 。而 图 5 则是失效焊点裂纹断口处的放大图 。从图上可 以看到 ,在循环载荷的作用下 ,首先在两板搭接面焊 点受力方向的边缘萌生出垂直于拉伸方向的细小椭 圆形表面裂纹 ,由于载荷以及试样形状的对称性 , 裂 纹可能出现在焊点左右两端 (图4a) ,或者裂纹只
表 1 DP600 GI 和 DP780 GI 的化学成分 (质量分数 , %) Table 1 Chemical compo sitions of DP600 GI and DP780 GI
材料
C
Mn
P
S
Al
Fe
DP600GI 0. 11 1. 43 0. 01 0. 001 0. 02 余量
图 4 失效焊点的横截面形貌 Fig14 Cro ss section appearance of failed specimen
第5期
许 君 ,等 :双相钢搭接点焊接头疲劳寿命分析
47
在一端出现 (图 4b) ,然后裂纹在板厚及板宽方向同 时扩展 ,板厚方向裂纹扩展直到贯穿板厚 ;接着裂纹 在板宽方向快速扩展 ,直至断裂 。如果将原焊点看 作具有初始环状裂纹的疲劳试验对象 ,可以将此扩 展裂纹看作曲折裂纹 。从图上可以发现 ,两个试样 的曲折裂纹扩展角度基本相同 ,和原焊点搭接面成 100°左右的交角 。
图 5 DP600 GI 1. 4 mm 失效焊点断口放大图 Fig15 Magnification view of notch tip area of failed DP600 GI
1. 4 mm specimen
2. 3 搭接双相钢点焊接头拉剪疲劳试验结果 图 6 是 DP600GI ,DP780GI 两种材料以及不同厚
在双相钢搭接点焊接头进行疲劳试验的基础 上 ,对双相钢点焊接头疲劳裂纹扩展及失效形式进 行了讨论 ,获得了焊点的载荷寿命曲线 ,分析和解释 了疲劳过程中的现象 ,并根据裂纹的实际扩展路径 , 提出了局部等效张开应力强度因子 keq ,它是反映焊 点疲劳寿命的有效参量 。
1 试验方法
1. 1 材料与试样 疲劳试验试样使用了双相高强钢 DP600GI 以及
第 29 卷 第 5 期 2008年5月
焊 接 学 报
TRANSACTIONS OF THE CHINA WELDING INSTITUTION
Vol . 2 9 No. 5 May 2 0 0 8
双相钢搭接点焊接头疲劳寿命分析
许 君 , 张延松 , 朱 平 , 陈关龙
(上海交通大学 车身制造技术中心 , 上海 200240)
收稿日期 : 2007 - 07 - 09 基金项目 : 国家“863”高技术研究发展计划资助项目(2006AA04Z126)
功能指标 ,包括刚度 、振动 、噪声 、以及车辆耐久性 等[4] 。随着双向高强钢越来越多地应用于汽车车身 制造中 ,双相钢焊点疲劳强度也逐渐成为各大汽车 厂商的研究焦点 。
3 点焊疲劳裂纹扩展断裂力学分析
应力强度因子 K 综合了载荷 、焊核直径以及板
以搭接点焊接头拉剪疲劳试验为例 ,作用力 F 与钢板平面所成θ角为 0 ,即接触面上的轴向力 Ra 为 0 ,只存在剪切力 Fτ。但是焊点在实际拉剪载荷 作用下的裂纹扩展形式如图 4 所示 ,裂纹并没有沿 着钢板搭接面扩展 ,而是产生一曲折裂纹 ,其以原焊 点搭接面成 100°左右交角在厚度方向向外扩展 ,具 体可简化为图 8 所示 。此处 , KⅠ , KⅡ表示相对原环 状裂纹的应力强度因子 ,而 k Ⅰ , k Ⅱ则是沿厚度方向 扩展曲 折 裂 纹 的 局 部 应 力 强 度 因 子 。对 于 曲 折 裂
48
焊 接 学 报
第 29 卷
纹 ,当裂纹长度趋于 0 时 ,局部应力强度因子 k Ⅰ , k Ⅱ可以表示为曲折角 α以及环状裂纹应力强度因
子 KⅠ , KⅡ的函数[8] ,即
kⅠ=
1 4
3cos
α 2
+
cos
3α 2
KⅠ +
3 4
sin
α 2
+
sin
3α 2
KⅡ
kⅡ= -
1 4
sin
α 2
12. 0
4. 3
18
6. 2
1. 0 mm DP780 GI
11. 0
3. 5
15
5. 1
1. 6 mm DP7 5
1. 2 疲劳试验系统 在 5 t 的岛津疲劳试验机上进行单点搭接点焊
接头的疲劳试验 。整个焊点疲劳测试系统主要包括 试样 、拉伸夹具和疲劳试验机三个部分 。整个试验 过程中 , 施加的是恒幅三角波载荷 , 载荷比 R 为 0. 1 ,加载频率 10 Hz 。
DP780GI ,对应于 DP600GI 有 0. 8 mm 以及 1. 4 mm 两 种厚度钢板 ,而 DP780GI 则有 1. 0 mm 以及 1. 6 mm 两种厚度钢板 ,两种材料化学成分以及力学性能分 别列于表 1 和表 2 。用于疲劳试验的拉剪试样具体 几何尺寸见图 1 。为了保证获得焊点的一致性 ,所 有试样的几何尺寸都保持一致 ,且焊接钢板都是同 种厚度的组合 ,具体焊接参数如表 3 。
许 君
0 序 言
在汽车工业中 ,为适应提高油效和减少尾气排 放的需要 , 汽车轻量化已经成为 21 世纪汽车技术 的前沿和热点[1] 。减少汽车重量的主要途径就是使 用轻量化材料 。传统的低碳钢以及高强度低碳合金 钢 ( HSLA) 现在正越来越多地被双相高强度钢 (DP) 所取代 ,双相钢的抗拉强度可以达到 600 MPa 甚至 更高 ,它能够在不降低车身强度和刚度等各项性能 指标的前提下 ,减少车身重量 ,而它现在也是整个汽 车工业以及钢铁工业研究的热点 。双相高强钢由低 碳钢和低碳低合金钢经临界区处理或控制轧制而得 到 ,主要由铁素体和马氏体组成 。具有屈服强度低 , 初始加工硬化速率高 ,在加工硬化和屈服强度上表 现高应变速率敏感性以及强度和延性配合好等特 点[2 ,3] 。不仅如此 ,双相高强钢还具有极强的吸能作 用 ,从而在车辆发生碰撞或其它事故时更好地保护 驾乘者的安全 。
2 试验结果及讨论
2. 1 双相钢焊点特征 图 2 是一未经测试的 DP600GI 1. 4 mm 焊点横
截面形貌 ,从图上可以清晰地看到焊点三个区域的 分布 ,即熔核 ( SN) 、热影响区 ( HAZ) 和母材 (BM) 。 熔核边缘的缺口尖端同时具有有限大小的缺口半 径 。通过扫描电镜观察可知 ,焊点熔核微观组织形 式已经与母材大不相同 ,主要成分是柱状马氏体 。 按照图 2 中对角线对焊点进行硬度测试 ,获得焊点 硬度分布如图 3 所示 。从图中可知 ,双相钢焊点热 影响区及熔核硬度基本一致 ,但两者相对母材硬度 升高了 1 倍 ,达到 350 HV ,材质变得硬而脆 。
材料
屈服强度 ReLΠMPa
最大拉应力 RmaxΠMPa
断后伸长率 A ( %)
DP600 GI
430
620
28
DP780 GI
465
835
17
图 2 焊点横截面形貌 Fig12 Photomicrograph of spot welded dual pha se steels
图 1 搭接点焊试样尺寸 (mm) Fig11 Dimension of tensile shear specimen
表 3 不同钢板匹配的焊接工艺参数 Table 3 Welding parameters for different specimens
试样
焊接电流 电极力 焊接时间 熔核直径
IΠkA
FΠkN t (周波)
dΠmm
0. 8 mm DP600 GI
9. 0
2. 2
10
4. 5
1. 4 mm DP600 GI
度组合的疲劳试验结果 。从图上可以看到 ,随着钢 板厚度的增加 ,焊点疲劳寿命相应增大 。但是从图 上可以发现 ,即使相同几何形状的搭接试件 ,加载条 件都一致的情况下 ,不同焊点的载荷寿命曲线分布 范围仍然很宽 ,无法从已有的疲劳试验结果对其它 不同厚度或熔合直径焊点的疲劳寿命进行评价或预 测。