钢坯及型钢标准精选(最新)
型钢技术要求及质量标准

以下是H型钢的技术要求及质量标准:
技术要求:
翼缘宽厚比:不得超过12.5;
腹板高宽比:不得超过3.0;
截面高宽比:不得超过3.0;
弯曲矢高:不得超过0.35t(t为腹板厚度);
对角线差:不得超过0.37t(t为腹板厚度);
长细比:不宜大于60。
质量标准:
H型钢的翼缘应平直,腹板不应起皱,扭曲,表面不应有裂纹或结疤等缺陷;
H型钢的几何尺寸应符合国家标准,允许偏差应符合相关规定;
H型钢应采用连续热浸镀锌钢板,镀锌量应符合相关标准;
H型钢的力学性能应符合相关标准,如抗拉强度、屈服点、伸长率等;
H型钢的外观质量应符合相关标准,如表面粗糙度、光泽度等。
请注意,以上信息仅供参考,具体的技术要求和质量标准可能会根据不同的应用场景和需求而有所差异。
在实际应用中,建议根据具体情况进行相应的技术要求和质量标准的制定。
连续铸钢方坯和矩形坯内控标准

连续铸钢方坯和矩形坯内控标准一、起草依据本标准起草的依据是《中华人民共和国黑色冶金行业标准》(YB/T2011-2004)。
二、尺寸、外形、重量及允许偏差1、连铸坯尺寸及允许偏差应符合下表规定。
注:矩形坯测量对角线长度差,以边长作为公称边长。
2、按计划要求,连铸坯可按定尺或非定尺生产,定尺长度偏度为+30mm。
3、连铸坯的弯曲度每米不得大于20mm。
总弯曲度不得大于总长度的2%。
4、连铸坯端部剪切变形造成的宽度不得大于边长的10%。
5、连铸坯不得有明显的扭曲。
6、连铸坯按实际重量上交,也可按理论重量进行转移。
三、技术要求1、化学成分连铸坯的化学成分(熔炼分析)应符合相应标准的规定,但C、Si、Mn三元素不得同时按下限控制,C、Mn不得同时上限调整。
2、浇注连铸坯浇注时需由同一牌号钢水浇注,其中上、下两炉含碳之差不大于±0.02%,含Mn量之差不大于±0.08%。
3、切头、切尾量新开浇的连铸坯头部的切除长度>1.2m~1.5m,浇注末期尾部的切除长度>1.2m~1.5m。
4、表面质量(1)、连铸坯表面不得有目视可见的重接、翻皮、结疤、夹杂。
(2)、连铸皮不得有大于1mm的裂纹,也不得有深度或高度大于2mm的划痕、压痕、擦痕、气孔、皱纹、冷溅、凸块、凹块、横向振痕。
(3)、连铸坯截面不得有缩孔、皮下气泡、裂纹。
(4)、连铸坯表面如存在上述不允许有或超出允许规定的缺陷,应进行清除,清理宽度不得小于深度的6倍,长度不得小于深度的10倍,精整后缺陷部位应圆滑、无棱角。
精整深度单面不得大于连铸坯边长的8%,两相对面清理深度之和不得大于厚度的12%,清理深度自实际尺寸算起。
特钢厂2008年1月3日。
国标钢材要求

t
1.630Kg/m
工字钢
Q235-A 22a
t
33.070Kg/m
焊接钢管
t
2.420Kg/m
工字钢
Q235-A 22b
t
36.524Kg/m
焊接钢管
t
3.3284Kg/m
工字钢
Q235-A 25a
t
38.105Kg/m
焊接钢管
t
4.2171Kg/m
工字钢
Q235-A 25b
t
42.030Kg/m
螺纹钢
t
1.210Kg/m
钢板
Q235-A 8mm
t
62.800Kg/m
2
螺纹钢
t
1.580Kg/m
钢板
Q235-A 10mm
t
78.500Kg/m2 94.200Kg/m2
2
螺纹钢
t
2.000Kg/m
钢板
Q235-A 12mm
t
螺纹钢
t
2.470Kg/m
钢板
Q235-A 14mm
t
109.900Kg/m
t
Kg/m
槽钢
Q235-A 16a
t
17.240Kg/m
焊接钢管
t
17.810Kg/m
槽钢
Q235-A 18a
t
23.000Kg/m
焊接钢管
t
28.704Kg/m
槽钢
Q235-A 20a
t
25.777Kg/m
镀锌焊接钢管
t
1.310Kg/m
槽钢
Q235-A 22a
t
28.453Kg/m
镀锌焊接钢管
钢结构材料标准
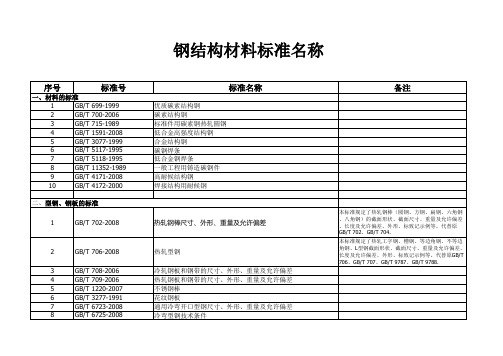
序号
一、材料的标准 1 GB/T 2 GB/T 3 GB/T 4 GB/T 5 GB/T 6 GB/T 7 GB/T 8 GB/T 9 GB/T 10 GB/T
标准号
699-1999 700-2006 715-1989 1591-2008 3077-1999 5117-1995 5118-1995 11352-1989 4171-2008 4172-2000 优质碳素结构钢 碳素结构钢 标准件用碳素钢热轧圆钢 低合金高强度结构钢 合金结构钢 碳钢焊条 低合金钢焊条 一般工程用铸造碳钢件 高耐候结构钢 焊接结构用耐候钢
97.2-2002 98-1988 116-2000 799-1988 852-1988 853-1988 863.1-1986 863.2-1986 865-1986 866-1986 859-1987 1228-2006 1229-2006 1230-2006 1231-2006 3098.10-1993 3098.11-2002 3098.12-1996 3098.13-1996 3632-2008 3633-1995 5780-2000 5782-2000 6170-2000 10433-2002
标准名称
备注
二、型钢、钢板的标准 1 GB/T 702-2008 热轧钢棒尺寸、外形、重量及允许偏差
本标准规定了热轧钢棒(圆钢、方钢、扁钢、六角钢 、八角钢)的截面形状、截面尺寸、重量及允许偏差 、长度及允许偏差、外形、标致记示例等。代替原 GB/T 702、GB/T 704. 本标准规定了热轧工字钢、槽钢、等边角钢、不等边 角钢、L型钢截面形状、截面尺寸、重量及允许偏差 、长度及允许偏差、外形、标致记示例等。代替原 GB/T 706、GB/T 707、GB/T 9787、GB/T 9788.
热轧带钢及板坯标准要求及不同厚度精度范围

1、板坯尺寸要求板坯采用100%的连铸坯板坯厚度:210、230mm板坯宽度:950~1650mm板坯长度:长尺:9000~11000mm短尺:4500~5300mm最大坯重:厚度公差:±5mm宽度公差:±10mm长度公差:±30mm镰刀弯:长尺:≤50mm 短尺:≤25mm上下弯:长尺:≤50mm 短尺:≤25mm板坯表面不允许有裂纹、角裂、拉裂和结疤板坯端面不允许有肉眼可见的内裂板坯表面允许有深度不大于3mm的气孔、划痕、凹坑,以及深度不大于2mm的水纹2、产品的质量要求产品的尺寸、外形质量应符合GB709-88的规定①厚度偏差如表1-6所示②宽度偏差带宽≤1000mm+20mm带宽>1000mm +30mm③带钢的镰刀弯每米不大于3mm④塔形高度产品厚度<2.5mm 产品厚度≥2.5mm带宽≤1000mm60 5060带宽>1000mm 80 7080塔形的高宽比≤时适用表面质量要求产品表面质量的保证条件一般参照碳素钢和低合金钢的GB912—89适用于厚度≤4.0mm的产品与GB3274—88适用于厚度>4.0mm的产品的现行国标;1GB/912—89①钢板表面不允许有裂纹、结疤、折迭、气泡和夹杂,钢板不得有分层;②钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷;对表面的薄层氧化铁皮,轻微铁锈和残余涂料、污迹等不影响表面检查的局部缺陷允许存在;③钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢板和钢带厚度公差之半;④钢带允许带缺陷交货,但缺陷部分,不得超过每卷总长度的8%;表1-6产品厚度精度注:带钢两端不考核的总长度<90/公称厚度,且最大不超过20m2GB/3274—88①钢板表面不得有气泡、结疤、拉裂、裂纹、折迭、夹杂和压入氧化铁皮,钢板不得有分层;②钢板表面允许有不妨碍检查表面缺陷的薄层氧化铁皮,铁锈,由于压入氧化铁皮脱落所引起的不显着的粗糙、划痕,轧辊造成的网纹及其它局部缺陷,但凸凹度不得超过钢板厚度公差之半,对低合金钢板和钢带并应保证不超过钢板允许的最小厚度;③钢板表面的缺陷,不允许焊补和堵塞,应用凿子或砂轮清理,清理处应平缓无棱角,清理深度不得超过钢板厚度负偏差范围,对低合金钢板并应保证不超过钢板的允许最小厚度;④成卷钢带允许带缺陷交货,但表面缺陷质量不正常部分,不得超过每卷钢带总长度的10%;⑤切边钢板和钢带的边缘,不得有锯齿形凸凹,但允许有深度不大于2mm,长度不大于25mm 的个别裂纹;不切边钢板和钢带,因轧制而产生的边裂及其它缺陷,其横向深度不得超过钢板和钢带宽度偏差之半,并且不得使钢板小于公称宽度;产品质量中的理化指标应根据不同的钢号、用途分别符合其相应交货标准的规定;①按现行国标生产的钢号与其对应的产品标准表1-7现行国标生产的钢号与其对应的产品标准②按日本标准生产的钢号与其对应的产品标准表1-8日本标准生产的钢号与其对应的产品标准③按德国标准生产的钢号与其对应的产品标准表1-9德国标准生产的钢号与其对应的产品标准④按美国材料实验室标准生产的钢号与其对应的产品标准表1-10美国材料实验室标准生产的钢号与其对应的产品标⑤按英国欧洲标准生产的钢号与其对应的产品标准表1-11英国欧洲标准生产的钢号与其对应的产品标准。
钢坯材质量标准课件

3.4 表面不连续深度和影响面积的测定 深度的测定:为了区分表面不连续的缺欠和缺陷,必要时 测定有代表性的表面不连续的深度。测量应从产品表面进行。 修磨去除代表性的表面不连续后测定深度。 影响面积的测定 : 孤立的表面不连续,沿着表面不连续的周边距其20 mm画 一条连续线,或距其边缘20 mm画一个矩形来确定影响面积 。
位印章。
规定检验和试验的场所最好在生产厂进行,如果生产厂不 具备所需的设备,检查和试验应在双方协商的另一处进行,或 在政府认可检验单位进行。如果不在生产厂进行规定检验和试 验,生产厂在没有收到试验结果的报告之前,产品不得交付。 生产厂或委托的代表应在适当的时候通知检验代表对交货 批进行规定检验和试验的时间要求(参考合同的要求)。为了 避免干扰正常的工序运行,生产厂和检验代表应协商确定检验 和试验的时间或约定的日期。如果没有明确规定,外部检验代 表在约定的时间检验和试验时间缺席,生产厂委托的代表可以 自己进行验收检验,然后将检验文件提供给用户或代表。在检 验、试验工作开始前,应将合同的有效文件交给检验代表。
表2
产品的公称厚度 t 3≤t<8 8≤t<25 25≤t<40 40≤t<80 80≤t<250 250≤t≤400 最大允许深度 0.2 0.3 0.4 0.5 0.7 1.3
产品的公称厚度 t 3≤t<8
最大允许深度 0.4 0.5 0.6 0.8 0.9 1.2 1.5
单位为毫米
表 3
8≤t<25 25≤t<40 40≤t<80 80≤t<150 150≤t<250 250≤t≤400
多个表面不连续边缘间距在40 mm以内可视为一个聚集 状表面不连续(包括聚集状表面不连续和条状表面不连续)。
3.5 修整要求
钢 坯 检 验 标 准
钢坯检验标准连铸坯普碳钢化学成分执行《碳素结构钢》GB700-88标准;外观质量检验执行《连续铸钢方坯和矩形坯》YB2011-83标准。
外观检验主要参数指标如下:1、尺寸及其允许偏差1.1、连铸方坯、矩形坯的尺寸及其允偏差应符合表1的规定。
表1 单位:mm1.2、经供需双方协议,连铸坯尺寸的正负偏差可在公差范围内进行适当调整。
1.3、根据需方要求,连铸坯长度可按尺寸和非定尺交货,定尺长度允许偏差+80mm。
表二单位:mm2、外形标准2.1、连铸坯横截面的对角线长度之差应符合表2的规定。
2.2、连铸坯的弯曲度每米不得大于20mm,总弯曲度不得大于总长度的2%。
2.3、连铸坯允许有鼓肚,但高度不得超过连铸坯边长的允许正偏差。
2.4、连铸坯端部的切斜不得大于20mm.2.5、连铸坯端部因剪切变形造成的宽展不得大于边长的10%。
2.6、连铸坯不得有明显扭转。
3、表面质量3.1 、连铸坯表面不得有肉眼可见的裂纹、重叠、翻皮、结疤、夹杂、深度或高度大于3mm的划痕、压痕、擦伤、气孔、皱纹、冷溅、耳子、凸块、凹坑和深度大于2mm的发纹。
连铸坯横截面不得有缩孔、皮下气泡。
3.2、连铸坯表面如存在上述缸陷,必须清除。
应沿纵向清除,清除处应圆滑无棱角。
清除宽度不得小于深度的6倍,长度不得小于深度的8倍。
表面清除的深度,单面不得大于连铸坯厚度的10%,两相对面清除深度之和不得大于厚度的15%,清除深度自实际尺寸算起。
4、化学成份连铸坯化学成分应为熔炼分析成分。
如从连铸坯上取样分析化学成份时,允许有相应标准规定的成份偏差。
5、组批连铸坯按批验收,每批由同一牌号、同一截面尺寸组成。
2004年8月23日轧一联成计质处碳素结构钢化学成份GB700-88。
钢材质量标准
钢材质量标准
钢材的质量标准通常由国家或地区的相关标准制定机构规定,其中最常用的标准是国际标准化组织(ISO)和国际电工委员会(IEC)制定的标准。
以下是一些常见的钢材质量标准:
1. 国际标准化组织(ISO):
- ISO 9001:质量管理系统标准,适用于所有类型的组织。
- ISO 9002:质量管理系统标准,在制造领域特别适用。
- ISO 14001:环境管理系统标准,适用于所有类型的组织。
- ISO 50001:能源管理系统标准,适用于所有类型的组织。
2. 国际电工委员会(IEC):
- IEC 60085:电气绝缘材料和系统的热限制和热评定。
- IEC 60095:铅酸蓄电池标准。
- IEC 60228:导体的标准化编码系统。
- IEC 60317:绝缘铜线标准。
此外,国家和地区也会有针对钢材的质量标准,如中国国家标准(GB/T)和美国标准(ASTM)。
这些标准通常根据钢材的用途、成分、力学性能、尺寸等方面进行分类和规定。
钢材现行标准
钢材现行标准1、国标焊接钢管执行的标准为国标,主要的标准有GB/T3091-2015(低压流体输送用镀锌焊接钢管),GB/T9711-2017;一般低压流体输送,用螺旋缝埋弧焊钢管SY5037-2000。
2、无缝钢管执行标准:结构用无缝管(GB/T8162-2008)是用于一般结构和机械结构的无缝钢管。
流体输送用无缝钢管(GB/T8163-2008)是用于输送水、油、气等流体的一般介质管道低中压锅炉用无缝钢管(GB3087-2008)3、国家标准热轧等边角钢GB9787-19884、国家标准热轧槽钢(GB/T707~1988)5、工字钢国家标准GB/T706-20166、GB/T 702-2004 热轧圆钢和方钢尺寸、外形、重量及允许偏差。
GB/T 905-1994 冷拉圆钢、方钢、六角钢尺寸、外形、重量及允许偏差。
7、C型钢国家标准GBT 6723-2008 通用冷弯开口型钢8、热轧H型钢国家标准GB/T 11263-20179、热轧花纹钢板及钢带GBT 33974-201710、热轧钢板和钢带GBT 709-2006起重机钢轨(GB3426-82)轻轨(GB11264-89)桥梁建筑用热轧碳素钢(GB714-65)热轧钢筋(GB1499-84)二、板材优质碳素厚钢板(GB711-88)优质碳素结构钢冷轧钢带(GB3522-83)低碳钢冷轧钢带(GB3526-83)不锈热轧厚钢板(GB4237-84)自行车用冷轧碳素钢宽钢带和钢板(GB3644-89)不锈冷轧薄钢板(GB3280-84)耐热钢热轧钢板和冷轧钢板(GB4238-84)一般结构用热连轧钢板和钢带(GB2517-81)三、管材结构用无缝钢管(GB8162-87)锅炉用高压无缝钢管(GB5310-85)输送流体用无缝钢管(GB8163-87)锅炉用低中压无缝钢管(GB3087-82)(YB(T)33-86)不锈钢无缝钢管(GB2270-80)不锈耐酸钢极薄壁和小直径无缝钢管(GB3089-82)(GB3090-82)焊接用钢丝(GB1300-77)(GB4242-84) 一般用途热镀锌低碳钢丝(GB3081-82)。
各种钢材检检验验标准
各种钢材检验标准一、矿用U-25型钢
二、矿用工字钢
三、矿用轻轨
四、钢板
五、圆钢
六、热轧槽钢
七、热轧等边角钢
八、低压液体输送用焊接钢管与镀锌焊接钢管
九、钢丝绳
十、矿用电缆
1、导体单丝直径应从电缆试样的不同类线芯中各任取5根单丝铜线的平均值。
2、标志耐磨性试验,应用浸过水的1团脱脂棉或1块棉布轻轻擦拭制造厂名或商标
与绝缘七芯颜色或数字标志,共擦10次后,标志仍保持明显、清晰,方合格。
3、标称厚度与电缆外径应取其最小值作为相应的厚度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
钢坯及型钢标准精选(最新)
G702《GB/T 702-2008 热轧钢棒尺寸、外形、重量及允许偏差》
G706《GB/T 706-2008 热轧型钢》
G905《GB/T905-1994 冷拉圆钢、方钢、六角钢尺寸、外形、重量及允差》 G908《GB/T 908-2008 锻制钢棒尺寸、外形、重量及允许偏差》
G911《GB/T911-2004 热轧工具钢扁钢尺寸、外形、重量及允许偏差》
G1220《GB/T 1220-2007 不锈钢棒》
G1221《GB/T 1221-2007 耐热钢棒》
G1301《GB/T 1301-2008 凿岩钎杆用中空钢》
G2101《GB/T 2101-2008 型钢验收、包装、标志及质量证明书的一般规定》 G2585《GB 2585-2007 铁路用热轧钢轨》
G4226《GB/T 4226-2009 不锈钢冷加工钢棒》
G4697《GB/T 4697-2008 矿山巷道支护用热轧u型钢》
G6478《GB6478-2001 冷镦钢和冷挤压用钢》
G6481《GB/T6481-2002 凿岩用锥体连接中空六角形钎杆》
G6482《GB/T 6482-2007 凿岩用螺纹连接钎杆》
G6723《GB/T 6723-2008 通用冷弯开口型钢尺寸、外形、重量及允许偏差》 G6725《GB/T 6725-2008 冷弯型钢》
G6728《GB6728-2002 结构用冷弯空心型钢尺寸、外形、重量及允许偏差》 G9945《GB/T 9945-2012 热轧球扁钢》
G11263《GB/T 11263-2010 热轧H型钢和剖分T型钢》
G11264《GB/T 11264-2012 热轧轻轨》
G12773《GB/T 12773-2008 内燃机气阀用钢及合金棒材》
G13447《GB 13447-2008 无缝气瓶用钢坯》
G14993《GB/T 14993-2008 转动部件用高温合金热轧棒材》
G14994《GB/T 14994-2008 高温合金冷拉棒材》
G15008《GB/T 15008-2008 耐蚀合金棒》
G15547《GB/T 15547-2012 锻钢冷轧辊辊坯》
G15712《GB/T 15712-2008 非调质机械结构钢》
G20410《GB/T 20410-2006 涡轮机高温螺栓用钢》
G24595《GB/T 24595-2009 调质汽车曲轴用钢棒》
G25830《GB/T 25830-2010 高温合金盘(环)件通用技术条件》
G26075《GB/T 26075-2010 抽油杆用圆钢》
G28414《GB/T 28414-2012 抗震结构用型钢》
G31303《GB/T 31303-2014 奥氏体-铁素体型双相不锈钢棒》
GJ30A《GJB 30A-2006 K 装甲车辆用合金结构钢钢棒规范》
GJ931A《GJB931A-2005 K 装甲车辆柴油发动机曲轴用方钢规范》
GJ1220A《GJB1220A-2008 K 火炮零件用合金结构钢棒规范》
GJ1492A《GJB1492A-2005 K 高破片率弹体用钢棒规范》
GJ1951《GJB1951-1994 航空用优质结构钢棒规范》
GJ1953A《GJB1953A-2008 K 航空发动机转动件用高温合金热轧棒材规范》 GJ2611A《GJB 2611A-2006 K 航空用高温合金冷拉棒材规范》
GJ2721A《GJB2721A-2005 武器和车辆用热轧环件规范》
GJ3020A《GJB3020A-2005 K 航空用高温合金环坯规范》
GJ3165A《GJB3165A-2008 K 航空承力件用高温合金热轧锻制棒材规范》 GJ3316《GJB 3316-1998 航空用结构钢异型材规范》
GJ5062《GJB 5062-2001 高强度弹性合金3J33棒材规范》
GJ5063《GJB5063-2001 航空航天用超高强度钢钢棒规范》
GJ5261《GJB5261-2003 低膨胀高温合金棒材规范》
GJ5724《GJB 5724-2006 抗氢钢棒规范》
GJ6055Z《GJB6055-2007 Z 舰艇用907A型钢规范》
GJ6487K《GJB6487-2008 K 航空用高洁度合金结构钢棒规范》
GJ7960《GJB7960-2012 火箭用不锈钢热轧(锻)棒材规范》
H5155《HB5155-1996 K403合金锭》
HB6702《HB 6702-1993 WZ8系列用GH4169合金棒材》
H7240《HB7240-1995 DZ22B合金锭》
H7241《HB7241-1995 K423A合金锭》
H7569《HB7569-1997 DZ4合金锭》
H7570《HB7570-1997 DZ22合金锭》
H7682《HB 7682-2000 低膨胀GH907合金环坯和环形件》
HB20196《HB 20196-2014 航空用高温弹性合金3J68棒材、带材规范》 WJ2571《WJ 2571-2002 22siMnTiB轧制均质钢装甲件规范》
WJ2672《WJ 2672-2005 旋转稳定脱壳穿甲弹用钨合金棒材规范》
YB037《YB/T 037-2005 优质结构钢冷拉扁钢》
YB039《YB/T 039-2005 汽车车轮挡圈、锁圈用热轧型钢》
YB094《YB/T094-1997 塑料模具用扁钢》
YB154《YB/T154-1999 优质碳素和合金结构钢连铸方坯和矩形坯》 YB155《YB/T155-1999 电渣熔铸合金工具钢模块》
YB157《YB/T157-1999 电梯导轨用热轧型钢》
YB158《YB/T158-1999 汽轮机用合金结构钢棒》
YB168《YB/T168-2000 优质碳素钢和合金钢连铸板坯》
YB2008《YB/T2008-2007 不锈钢无缝钢管圆管坯》
YB2010《YB/T2010-2003 铁路轨距挡板用热轧型钢》
YB2011《YB/T2011-2004 连续铸钢方坯和矩形坯》
YB2012《YB/T2012-2004 连续铸钢板坯》
YB3301《YB 3301-2005 焊接H型钢》
YB4081《YB/T4081-2007 护栏波形梁用冷弯型钢》
YB4163《YB/T4163-2007 铁塔用热轧角钢》
YB4169《YB/T 4169-2007 钎杆寿命试验方法》
YB4206《YB/T 4206-2009 输电铁塔用冷弯型钢》
YB4237《YB/T 4237-2010 叉车用热轧门架型钢》
YB4238《YB/T 4238-2010 电气化铁路接触网支柱用热轧H型钢》
YB4261《YB/T 4261-2011 耐火热轧 H 型钢》
YB4273《YB/T 4273-2012 无磁石油钻具用钢棒》
YB4274《YB/T 4274-2012 海洋石油平台用热轧H型钢》
YB4366《YB/T 4366-2014 凿岩用橡胶钎肩中空六角形钎杆》
YB5034《YB/T 5034-2005 履带用热轧型钢》
YB5047《YB/T5047-2000 矿用热轧型钢》
YB5048《YB/T 5048-2006 拖拉机大梁用槽钢》
YB5089《YB/T5089-2007 锻制用不锈钢坯》
YB5182《YB/T 5182-2006 热轧310乙字型钢》
YB5222《YB/T5222-2004 优质碳素结构钢圆管坯》
YB5227《YB/T 5227-2005 汽车车轮轮辋用热轧型钢》
JG73《JG/T 73-1999 不锈钢建筑型材》
JG137《JG/T137-2007 结构用高频焊接薄壁H型钢》
JC1091《JC/T 1091-2008 预应力钢筒混凝土管接头用型钢》 TB3109《TB/T 3109-2005 AT钢轨》
TB3110《TB/T 3110-2005 33kg/m护轨用槽型钢》。