验货流程图
成品检验流程图和不良标识

注意事项
当检验数量小于或等于 50 只时,采用全检方式,合格品入库,不合格品予以返工。 当检验数量大于或等于 51 只时,采用抽检的方式,按 GB/T2828 一般检验水平Ⅱ级, AQL=1.5,C=0 执行。 成品检验合格后,方可入库或出货 检验合格的产品或样品需放该批次抽检袋中,并将抽样的批号记录在相关报告中,以便复 核。 不合格品的标识方法 依据产品特点可分别采用下列方法之一: A、用荧光笔在不合格品的醒目位置做标识; B、附不合格品标签; C、置于不合格品区(或隔离区、退货区) 。 颜色标识: 红色-------不合格品 黄色-------让步接收 绿色-------放行或合格品
成品检验流程图
生产人员 成品检验专员 质量主管
开始
生产
成品检验申请
准备检验
包装 入库
实施检验
填写检验报告 出货 执行
审核
下达审核意见
合格品
不合格品
退货处理
结速
返 工
返 修
报 废
成品检验作业指导书
入库检验 生产部门将待检产品送到待检区,成品检验人员核对入库单与待检品的胶料编号、产品名 称和产品编号。 按成品入库单的胶料编号、产品名称,调出该产品的检验标准或产品图纸。 准备必要的设备(卡尺、厚度规)与检验标准或产品图纸。 以每一包装箱作为一检验批。 检验合格后,在该批贴“绿色”的标签。 成品检验人员核对产品的数量及产品名称后,在袋子标签上盖“合格”章,并填写《成品 检验报告》 。 出货检验 按出货通知单内容,安排出货产品,仓库人员通知检验人员验货。 成品检验人员按出库通知单数量检验送检批,检验方式同入库检验。 按检验标准检验允收后,在“报检单”上填写检验状态,并同时填写《出货报告》 。 核对出库单内容、数量正确无误后,予以放行。
来料检验作业流程图
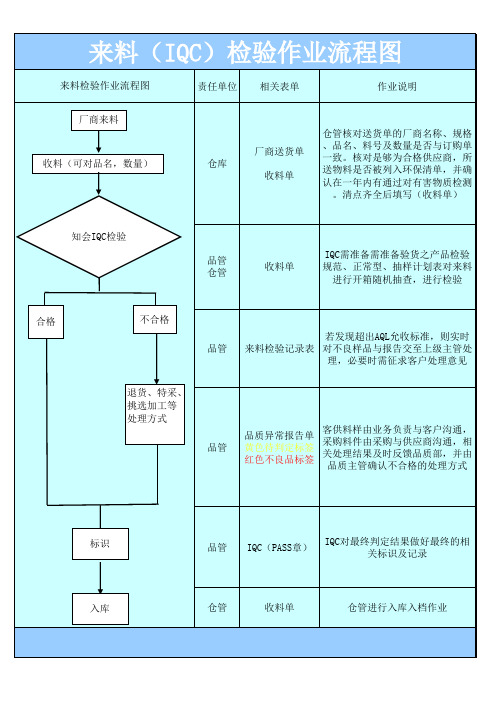
知会IQC检验
品管 仓管
收料单
IQC需准备需准备验货之产品检验 规范、正常型、抽样计划表对来料
进行开箱随机抽查,进行检验
合格
不合格
品管
若发现超出AQL允收标准,则实时 来料检验记录表 对不良样品与报告交至上级主管处
理,必要时需征求客户处理意见
退货、特采、 挑选加工等 处理红色不良品标签
客供料样由业务负责与客户沟通, 采购料件由采购与供应商沟通,相 关处理结果及时反馈品质部,并由 品质主管确认不合格的处理方式
标识 入库
品管
IQC(PASS章)
IQC对最终判定结果做好最终的相 关标识及记录
仓管
收料单
仓管进行入库入档作业
来料(IQC)检验作业流程图
来料检验作业流程图
责任单位 相关表单
作业说明
厂商来料 收料(可对品名,数量)
仓库
厂商送货单 收料单
仓管核对送货单的厂商名称、规格 、品名、料号及数量是否与订购单 一致。核对是够为合格供应商,所 送物料是否被列入环保清单,并确 认在一年内有通过对有害物质检测
。清点齐全后填写(收料单)
超市流程图

商品订单作业检查流程图作业编号:
”表示商品流程,“”表文件流程。
商管收货作业流程图作业编号:
库存更正作业流程图(厂商补损耗) 作业编号:
库存更正作业流程图(商管输入错误)
库存更正作业流程图(库存差异)
库存更正作业流程图(中央厨房)
不同核算体系分店间商品转货流程图作业编号:
不同核算体系分店间商品转货流程图作业编号:
相同核算体系分店间商品转货流程图作业编号:
△流程的结束
商品流动文件流动
代销(无商品)作业流程图作业编号:
注:▽流程的开始
厂商退货作业流程图作业编号:
金融室(销退备用金)作业流程作业编号:
个人收集了温度哦精品文档供大家学习
==============================专业收集精品文档=============================
表示文件流程”表示操作流程(含支票)
==============================专业收集精品文档=============================。
产品检验抽样规定流程图

1.目的:规范来料检验、成品检验之抽样水准、抽样方案以统一检验标准,确保来料及成品的质量稳定、良好。
2.范围:适用本公司IQC进料检验、OQC成品出货检验的所有产品。
3.职责:a)IQC、OQC负责执行本规定b)品管部负责监督执行并视产品实际情况制定、修改本规定4.程序:A.来料检验1)抽样标准:按MIL-STD-105E (等同GB2828-87)Ⅱ级检查水平一次抽样进行2)合格质量水准AQL规定:①电子料MAJOR:0.4;MINOR:2.5②组合料MAJOR:1.0;MINOR:4.03)检查严格度:正常检验4)抽样方式:随机抽样5)抽样批量:每一订单作为一个检查批次以上规定了来料检验通用抽样检验标准,部分物料特别规定的除外,参见具体物料检验标准,特殊情况由物料QE决定。
B.成品出货检验1)抽样标准:按MIL-STD-105E(等同GB2828-87)Ⅱ级检查水平一次抽样方案进行2)合格质量水准AQL规定:①内销有线产品、寻呼机:MAJOR:0.4;MINOR:2.5②内销无线产品:MAJOR:0.65;MINOR:2.5③外销产品:在客户验货标准规定的AQL轻重缺陷均加严一个等级,特殊情况由产品QE决定3)检验严格度:正常检验4)抽样方式:随机抽样5)抽样批量①一般以生产线每小时生产某机型的平均数量作为一个批量,有线电话一般以280PCS为一个批量②根据相应机型的质量控制计划来确定每批批量③生产清机尾数少于50PCS应全检6)抽样标准转移规则正常检验时,若连续五批中有两批经初次检验不合格,则从下一批检验转到加严检验加严检验时,若连续五批中有两批经初次检验合格,则从下一批检验转到正常检验正常检验时,若连续十批经初次检验合格,则从下一批检验转到放宽检验放宽检验时,若有一批不合格,则从下批检验转到正常检验抽样方案见附录1-4。
仓库货物验收入库流程
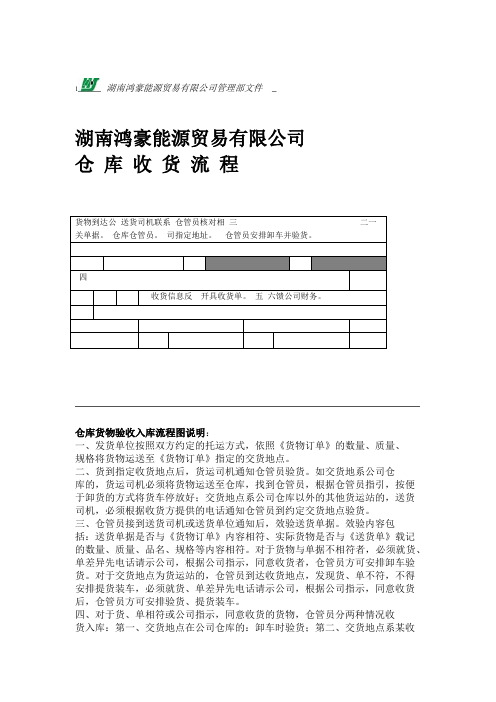
1湖南鸿豪能源贸易有限公司管理部文件湖南鸿豪能源贸易有限公司仓库收货流程仓库货物验收入库流程图说明:一、发货单位按照双方约定的托运方式,依照《货物订单》的数量、质量、规格将货物运送至《货物订单》指定的交货地点。
二、货到指定收货地点后,货运司机通知仓管员验货。
如交货地系公司仓库的,货运司机必须将货物运送至仓库,找到仓管员,根据仓管员指引,按便于卸货的方式将货车停放好;交货地点系公司仓库以外的其他货运站的,送货司机,必须根据收货方提供的电话通知仓管员到约定交货地点验货。
三、仓管员接到送货司机或送货单位通知后,效验送货单据。
效验内容包括:送货单据是否与《货物订单》内容相符、实际货物是否与《送货单》载记的数量、质量、品名、规格等内容相符。
对于货物与单据不相符者,必须就货、单差异先电话请示公司,根据公司指示,同意收货者,仓管员方可安排卸车验货。
对于交货地点为货运站的,仓管员到达收货地点,发现货、单不符,不得安排提货装车,必须就货、单差异先电话请示公司,根据公司指示,同意收货后,仓管员方可安排验货、提货装车。
四、对于货、单相符或公司指示,同意收货的货物,仓管员分两种情况收货入库:第一、交货地点在公司仓库的:卸车时验货;第二、交货地点系某收货站时,转货装车时验货。
验货内容包括:货物包装、罐装、标签是否完整,货物是否在有效的保质期内,再次核实货物数量是否与送货单相符,其他验货时需要发现的问题。
五、货物验收完毕后,仓库管理员开具收货凭据,收货凭据必须有仓管员签名,并加盖仓库印章。
《收货单》分四联:第一联、客户联,交司机或货运站发货人员转交发货单位;第二联、财务联,交公司财务结算货款;第三联、装卸联,交装卸工结算装卸费用;第四联、仓库联,仓库人员自己留存入库。
《收货单》式样见附表。
六、货物验收完毕,必须及时将到货信息反馈公司财务。
湖南鸿豪能源贸易有限公司管理部1.2湖南鸿豪能源贸易有限公司管理部文件一一年十一月二十三O二日《湖南鸿豪能源贸易有限公司收货单》附表:2.3湖南鸿豪能源贸易有限公司管理部文件湖南鸿豪能源贸易有限公司单收货第一联:客户联收单位送货单位:发货单位::备注:财务联、装卸联、留存联格式不变,只是右上角的分别改成:财务联、装卸联、仓库联。
产品质量检验管理程序(含流程图)
文件制修订记录1.0目的为了有效测量与监控产品从进料、制程、成品及出货各阶段检验作业能始终符合产品工程规范的各项要求。
2.0范围:适用于品管IQC、IPQC、QA过程作业。
3.0权责:3.1品管部:负责各阶段品质检验的执行、标识、追溯的管理、实际验货。
3.2工程部:产品作业标准的制定与检查。
3.3生产部:依生产计划、工程标准、验收标准执行生产作业。
3.4业务部:依订单需求验收出货数量。
3.5资材部:采购物料的外部联络。
4.0定义:无5.0作业内容:5.1进料检验5.1.1收料5.1.1.1供应商依据采购订单交货到公司仓库。
5.1.1.2仓管依据采购订单核对送货单是否一致,如若不符则退货并要求供应商重新交货,符合则点收数量并开出[进货单]。
5.1.1.3仓管将[进货单]连同要求供应商提供的相关文件(如材质报告、检验报告、测试报告等)交品管部,通知IQC进行检验。
5.1.1.4检验参照依据AQL表或依客户端需求作抽样检验。
5.1.1.5品管部IQC接到[进货单]后对供应商所提供的文件进行验证,(有法规环保类要求的产品必须依客户指定或经国家认可有检测能力机构出具的测试报告,如“SGS报告”等);品管部可以根据批量大小、价值贵重程度来对供应商所提供产品的材质进行一次确认。
5.1.1.5下列几项物料必须由品管部进料检验:a)生产性原材料。
b)外发加工产品。
c)包装材料等。
5.1.2需应用下列一种或多种方法进行验收、检验5.1.2.1接收检验及测试:a)核对材质证明(限自购原材料,样品或来料加工产品可不需要提供材质证明),核对供应商提供的相关文件。
b)依《检验标准书》逐项检验与填写[进料检验报告],无《检验标准书》时,依图面求或样板检验,检验结果可直接记录于[进料检验报告]上。
c)凡属客户提供来料进行加工,如无图面,依据客户提供的规格进行检验;如既无规格又无图面,IQC只针对其外观进行检验并记录于[进料检验报告]上。
设备验收质量控制流程图
设备验收质量控制流程图英文回答:The process of quality control for equipment acceptance can be depicted in a flowchart. This flowchart outlines the steps involved in ensuring the quality of the equipment being accepted. The following is a description of the flowchart:1. Start: The process begins with the start symbol, indicating the initiation of the quality control processfor equipment acceptance.2. Document Review: The first step is to review the relevant documentation, including the equipment specifications, manuals, and any other related documents. This helps in understanding the requirements and specifications of the equipment.3. Inspection: The next step is to conduct a physicalinspection of the equipment. This involves visually examining the equipment to check for any damages, defects, or discrepancies.4. Testing: After the inspection, the equipment needs to undergo various tests to ensure its functionality and performance. These tests may include functionality tests, performance tests, safety tests, and any other specific tests as per the equipment requirements.5. Test Results Evaluation: The test results are then evaluated to determine whether the equipment meets the specified requirements. This evaluation may involve comparing the test results with the predefined acceptance criteria or standards.6. Non-Conformance Handling: If any non-conformance or deviation from the specified requirements is identified during the evaluation, it needs to be addressed. This may involve documenting the non-conformance, investigating the root cause, and implementing corrective actions.7. Acceptance Decision: Based on the evaluation of the test results and non-conformance handling, a decision is made regarding the acceptance of the equipment. If the equipment meets all the specified requirements and any identified non-conformances are resolved, it can be accepted. Otherwise, further actions may be required, such as retesting or rejection of the equipment.8. Documentation: Finally, the acceptance decision and all the relevant information, including the test results, non-conformance reports, and any other supporting documents, are documented for future reference.End: The process ends with the end symbol, indicating the completion of the quality control process for equipment acceptance.中文回答:设备验收质量控制流程图描述了设备验收过程中的质量控制步骤。
客户验货流程图

附注:如客户验货数量上,可酌情考虑不借用生产部人员,品质部和业务当时予以还原。
作业流程 通知相关部门 仓库或生产准备
客户验货
仓库或生产数据管控 品质全程跟踪 验货OK
产品还原 Y
收货放置
客户验货流程图
相关说明
权责单位
使用表单
业务提前通知品质、生产、仓 库和PMC
业务部
邮件或内部联络函
PMC通知验货准备,货在生产
部,生产部准备;货在仓库, 仓库作相应准备;比如哪些产
生产部或仓库
品、摆放区域、产品数量等等
由业务主导,并发函生产部借 人(注明人员数量和借用时 间),生产部人员由业务安 排,负责搬运、拆产品、包装 产品和还原入库
业务部
邮件或电话通知 内部联络函
如产品须出库或出车间,由业 务打借条(白条也行)处理, 事后还货时借条收回
生产部、仓库 、业务
借条
品质部负责解释、协助和品质 确认,如有异常则须贴不合格 标识,并开出品质异常单,具 体按成品检验流程处理
品质部
Hale Waihona Puke 品质异常单业务安排生产部人员原则上即 时还原包装,以免混乱。
业务部
业务安排生产人员还原产品, 并送至原借出地方,并和生产 或仓库交接清楚。
业务部
生产部或仓库收货点收,并按
规定放置标识,如客户在仓库 开机看外观未拿出仓库测试, 则原则上现场即时还原,如须
生产部、仓库 、业务
打包装带则由仓管员负责处理