车间生产日报表(DOC)
合集下载
车间生产日报表(早、中、晚班)表格4张
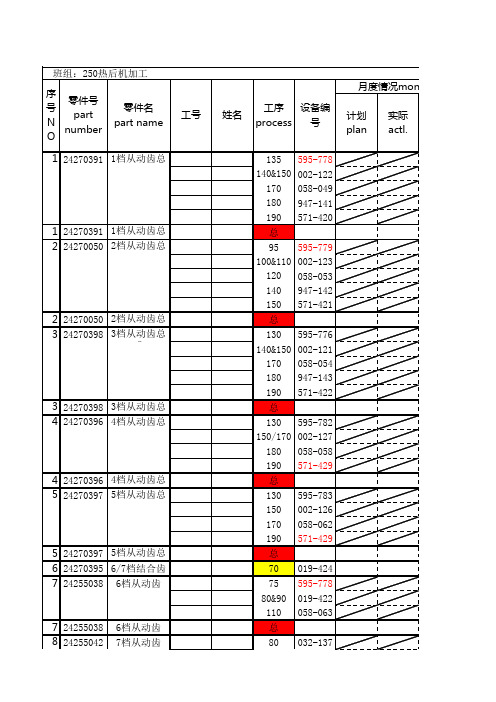
14 24267345 输入轴246 14 24267345 输入轴246
105 595-780 130 032-134 130 032-132 140 032-133 140 032-135 150 058-059 160 058-051 170 032-136 180 031-224 190 947-148 200 571-427 总
成
10 24270394 7档从动齿总 11 24270399 R档从成动齿总
成
11 24270399 R档从动齿总 12 24269554 输出成轴1267
12 24269554 输出轴1267 13 24269556 输出轴345R
13 24269556 输出轴345R
姓名
工序 设备编 process 号
成
4 24270396 4档从动齿总 5 24270397 5档从成动齿总
成
5 24270397 5档从动齿总 6 24270395 6/7档成结合齿 7 24255038 6档从动齿
7 24255038 6档从动齿 8 24255042 7档从动齿
姓名
工序 设备编 process 号
月度情况monthly
18 24261293 输入轴1357R 19 24255126 主减总速成从动齿
19 24255126 主减速从动齿 20 24254929 驻车齿轮
40 571-430 总 125 595-778 130 032-138 140 058-052 140 058-048 180 947-145 190 571-425 总 110 595-774
18 24261293 输入轴1357R 总成
姓名
工序 设备编 process 号
注塑车间生产日报表
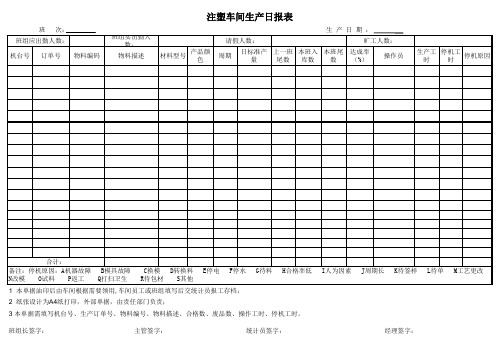
班 次: 班组应出勤人数:
机台号 订单号 物料编码
注塑车间生产日报表
班组实出勤人 数:
物料描述
材料型号
产品颜 色
生产日期:
请假人数:
旷工人数:
周期
日标准产 上一班 本班入 本班尾 达成率
量
尾数 库数 数 (%)
操作员
生产工 时
停机工 时
停机原因
合计: 备注:停机原因:A机器故障 B模具故Байду номын сангаас N改模 O试料 P返工 Q打扫卫生
C换模 D转换料 R待包材 S其他
E停电
F停水
G待料
H合格率低
1 本单据油印后由车间根据需要领用,车间员工或班组填写后交统计员报工存档; 2 纸张设计为A4纸打印,外部单据,由责任部门负责; 3 本单据需填写机台号、生产订单号、物料编号、物料描述、合格数、废品数、操作工时、停机工时。
I人为因素
J周期长
K待签样
L待单
M工艺更改
班组长签字:
主管签字:
统计员签字:
经理签字:
机台号 订单号 物料编码
注塑车间生产日报表
班组实出勤人 数:
物料描述
材料型号
产品颜 色
生产日期:
请假人数:
旷工人数:
周期
日标准产 上一班 本班入 本班尾 达成率
量
尾数 库数 数 (%)
操作员
生产工 时
停机工 时
停机原因
合计: 备注:停机原因:A机器故障 B模具故Байду номын сангаас N改模 O试料 P返工 Q打扫卫生
C换模 D转换料 R待包材 S其他
E停电
F停水
G待料
H合格率低
1 本单据油印后由车间根据需要领用,车间员工或班组填写后交统计员报工存档; 2 纸张设计为A4纸打印,外部单据,由责任部门负责; 3 本单据需填写机台号、生产订单号、物料编号、物料描述、合格数、废品数、操作工时、停机工时。
I人为因素
J周期长
K待签样
L待单
M工艺更改
班组长签字:
主管签字:
统计员签字:
经理签字:
挤压车间生产日报表

生产 产品 支数
产品 重量 (KG )
实际成 品率 %
卸模原因 生产批次号
停机时 间统计
本班领棒 本班用棒 本班余棒
Hale Waihona Puke 生产质 量异常 统计投入铝棒 产出重量 数据汇 重量 (kg) (kg)
总
平均成品率 (%)
生产效率(kg/h)
气耗
电耗
合金
规 重 合规重合 规 重 格 量 金格量金 格 量
数据汇 总
日期:
机台:
模 序 生产 产品 客户 具 合金 号 时间 型号 名称 编 状态
号
铝棒炉号
1
2
3
4
5
6
7
8
9
挤压生产日报表
班组:
班长:
文件编号:
铝棒 铝棒 铝棒单 铝棒总 压余 压余重 切头 切尾 头尾工 成品
规格 数量 重
重 厚度 量 长度 长度 艺废料 长度
mm PCS (kg) (kg) mm (kg) mm mm (kg) mm
生产日报表

5
时分至时分
6
时分至时分
7
时分至时分
8
时分至时分
注明:拉长人;助拉人;作业员人;其他人,作业人员总工时(不包含间接人员)小时
其他说明:
填表人:审核:核准:
备注:1、额定人数及额定数量以工程部作业指导书为标准。表单编号:QR-PD-01-A0
2、生产部每天十点前必须将报表交到相关人员,所有数据必须准确且真实。
3、达成率计算方式=(生产数量÷实际加工人数÷加工小时数)÷(标准产量÷额定人数)×100%=生产数量÷实际加工人数÷加工小时数÷标准产量×额定人数×100%
XXX有限公司
生产日报表
生产日期:
生产线:应出勤人数:人实际出勤人数:人缺勤人数:人(其中请假:人,旷工人,离职加工产品名称
订单数量
额定
人数
标准产量(PCS/H)
实际工作时间
实际加工人数
生产数量
累计数量
平均产量(PCS/H)
达成率
备注
1
时分至时分
2
时分至时分
3
时分至时分
4
时分至时分
时分至时分
6
时分至时分
7
时分至时分
8
时分至时分
注明:拉长人;助拉人;作业员人;其他人,作业人员总工时(不包含间接人员)小时
其他说明:
填表人:审核:核准:
备注:1、额定人数及额定数量以工程部作业指导书为标准。表单编号:QR-PD-01-A0
2、生产部每天十点前必须将报表交到相关人员,所有数据必须准确且真实。
3、达成率计算方式=(生产数量÷实际加工人数÷加工小时数)÷(标准产量÷额定人数)×100%=生产数量÷实际加工人数÷加工小时数÷标准产量×额定人数×100%
XXX有限公司
生产日报表
生产日期:
生产线:应出勤人数:人实际出勤人数:人缺勤人数:人(其中请假:人,旷工人,离职加工产品名称
订单数量
额定
人数
标准产量(PCS/H)
实际工作时间
实际加工人数
生产数量
累计数量
平均产量(PCS/H)
达成率
备注
1
时分至时分
2
时分至时分
3
时分至时分
4
时分至时分
车间生产日报表
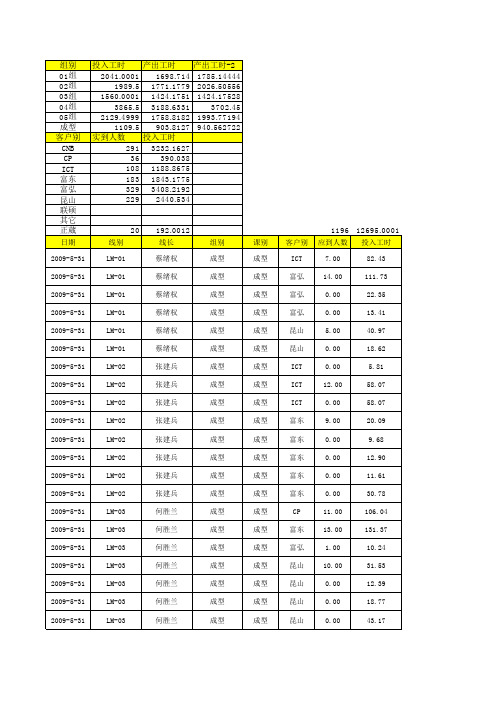
实到人数 投入工时
1785.14444 2026.50556 1424.17528
3702.45 1993.77194 940.562722
CNB CP ICT 富东 富弘 昆山 联硕
291 3232.1627
36
390.038
108 1188.8675
183 1843.1775
329 3408.2192
LM-04 LX-01 LX-01 LX-01 LX-02 LX-02 LX-03 lx-03 LX-04 LX-05 lx-06 lx-06 LX-06 LX-07 lx-07 LX-10 LX-10 LX-11 LX-14 LX-15 LX-19 LX-19 LX-19 LX-19 LX-20 LX-20 LX-20 LX-22 LX-22 LX-22 LX-24 LX-24
10745.331 11872.6099 产出工时 产出工时-2
61.48
61.48
83.33
83.33
16.67
16.67
10.00
15.00
30.56
41.67
13.89
13.89
5.00
5.00
50.00
50.00
50.00
50.00
17.30
17.30
8.33
8.33
11.11
11.11
10.00
10.00
26.50
26.50
86.32
86.32
106.94
106.94
8.33
10.42
229 2440.534
其它
正葳
20 192.0012
பைடு நூலகம்
1785.14444 2026.50556 1424.17528
3702.45 1993.77194 940.562722
CNB CP ICT 富东 富弘 昆山 联硕
291 3232.1627
36
390.038
108 1188.8675
183 1843.1775
329 3408.2192
LM-04 LX-01 LX-01 LX-01 LX-02 LX-02 LX-03 lx-03 LX-04 LX-05 lx-06 lx-06 LX-06 LX-07 lx-07 LX-10 LX-10 LX-11 LX-14 LX-15 LX-19 LX-19 LX-19 LX-19 LX-20 LX-20 LX-20 LX-22 LX-22 LX-22 LX-24 LX-24
10745.331 11872.6099 产出工时 产出工时-2
61.48
61.48
83.33
83.33
16.67
16.67
10.00
15.00
30.56
41.67
13.89
13.89
5.00
5.00
50.00
50.00
50.00
50.00
17.30
17.30
8.33
8.33
11.11
11.11
10.00
10.00
26.50
26.50
86.32
86.32
106.94
106.94
8.33
10.42
229 2440.534
其它
正葳
20 192.0012
பைடு நூலகம்
车间生产日报表

班组长:
主管审
仓管员签日期:间为当天下午17:00-17:30,忙季时间另行通知,如碰到车间晚上需加班,计划表暂时无法上交,可在当天晚上车间加班结束后,再上交;班组长上交当日计划完成先由车间主管对当日生产计划审核签字,交于仓管员填写实际完成数,接着由车间统计填写工价,计算工资,再上交生产部。
3.如发现车间计划当天未上交,发现一次班组长罚款10元,车间主管未监督到位,负有连带责任罚款5元,当日计划完成表主管未进行评论、评分,也将罚款5元。
4.“类别”栏对前厂车间是无用的,不用填写,主要用于后厂填写,如喷塑颜色,车缝布色,组包装国家分类等。
车间班组日生产计划完成表
组长上交当日计划完成当天未上交,发现一次是无用的,不用填写,。
电子车间生产日报表
电子车间生产日报表生产日报表生产日报表表格生产日报表模板生产日报表范本生产日报表的作用注塑部生产日报表冲压生产日报表生产车间生产车间管理制度
生产日报表
日期:HM/QCB032—B0
拉别
产品
名称
下板数
合格数
转移数
基数
目标产量
实际产量
实际工时
应得工时
工作人数
备注
制表:拉长:主管:部长:
日期:日期:日期:日期:
生产日报表
日期:HM/QCB032—B0
拉别
产品
名称
下板数
合格数
转移数
基数
目标产量
实际产量
实际工时
应得工时
工作人数
备注
制表:拉长:主管:部长:
日期:日期:日期:日期:
生产日报表
日期:HM/QCB032—B0
拉别
产品
名称
下板数
合格数
转移数
基数
目标产量
实际产量
实际工时
应得工时
工作人数
备注
制表:拉长:主管:部长:
日期:日期:日期:日期:
生产日报表
日期:HM/QCB032—B0
拉别
产品
名称
下板数
合格数
转移数
基数
目标产量
实际产量
实际工时
应得工时
工作人数
备注
制表:拉长:主管:部长:
日期:日期:日期:日期: