自动加料机控制系统
基于PLC的自动加料机控制系统毕业设计(doc 50页)

基于PLC的自动加料机控制系统毕业设计(doc 50页)南昌工程学院毕业设计题目:基于PLC的自动加料机控制系统学院:机械与电气工程学院专业: 09机电一体化(2)班姓名: ########学号: ##############指导教师: #########完成日期: 2012 年 6 月目录第一章绪论 (5)1.1 设计背景和研究意义 (5)1.2 自动加料机控制系统的技术要求 (6)第二章可编程控制器基础 (8)2.1 PLC的简介 (8)2.2 PLC的结构 (9)2.3 PLC的分类 (10)2.4 PLC的特点 (12)2.5 PLC的应用 (14)2.6 PLC的发展 (15)2.7 PLC系统的其他设备 (16)2.8 PLC的编程语言及设计原则 (16)2.9 PLC的通信联网 (19)第三章系统硬件设计 (21)3.1 PLC的选择 (21)3.2 自动加料机的选择 (22)3.3 变频器的选择 (23)3.4 触摸屏的选择 (26)3.5 触摸屏人机界面设计 (28)3.6 电动机的选择 (31)3.7 气缸的选择 (34)第四章系统软件设计 (36)4.1 工作流程图及主电路的接线图 (36)4.2 PLC模块I/O端口分配 (38)4.3 系统程序设计 (40)总结 (48)致谢 (49)参考文献 (50)第一章绪论1.1 设计背景和研究意义制造业是现代文明的支柱之一,其既占有基础地位,又处于前沿关键;它是工业发展的主体又是国民经济持续发展的基础。
以前的工厂都是利用人工的方式进行生产加工,这样的工作的方式,不仅没有安全保障,而且没有很高的经济效益。
特别是加工制造业方面,都是小工厂,小作坊形式,没有自动化的设备,什么事只能靠人力去做,在乡镇里体现的更明显。
而制造业是我国经济增长的主导部门和经济转型的基础;作为经济社会发展的重要依托,制造业是我国城镇就业的主要渠道和国际竞争力的集中体现。
基于PLC自动加料机控制系统设计
- 22 -高 新 技 术0 前言在进行玻璃的制造和生产过程中,基于PLC 控制系统设计的自动化加料机能够高效、准确地完成玻璃运输,省去了大量人力物力,节约了生产成本。
该文就是基于PLC 控制系统来设计一款玻璃自动加料机。
1 系统方案制定在对其进行设计的过程中,我们需要考虑7个方面:1)研究自动加料机的工作原理和工艺要求。
2)确定I/O 点数。
依据我们所得到的具体的控制要求和工艺条件,确定所需要的输入设备和输出设备以及对应的按钮数量等。
3)根据I/O 点数来进一步选择较为合适的PLC 类型。
4)分配I/O 点,对PLC 的输入输出点进行合理分配,并绘制出一个分配表。
5)设计出对应的自动供料系统的梯形图程序,这一步是核心工序。
6)把PLC 程序进行一次模拟运行,找到程序中存在的错误和误差,并对其进行修改,加以完善。
7)PLC 软、硬件在完成最终的设计后,需要对其进行联机调试,该过程中一旦发现任何问题要及时解决,直到最终成功。
基于以上设计思路,制定了以下系统设计方案,需要根据S7-200供料系统的基本原理来设计PLC 控制系统,查阅有关PLC 控制系统的文献和资料,分析其软件和硬件的设置要求,对PLC 控制系统进行编程、调试和操作。
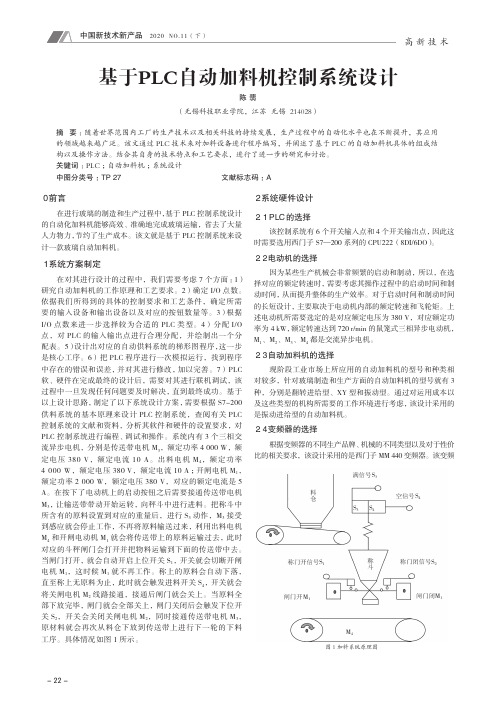
系统内有3个三相交流异步电机,分别是传送带电机M 3,额定功率4 000 W,额定电压380 V,额定电流10 A。
出料电机M 4,额定功率4 000 W,额定电压380 V,额定电流10 A ;开闸电机M 1,额定功率2 000 W,额定电压380 V,对应的额定电流是5 A。
在按下了电动机上的启动按钮之后需要接通传送带电机M 3,让输送带带动开始运转,向秤斗中进行进料。
把称斗中所含有的原料设置到对应的重量后,进行S 3动作,M 3接受到感应就会停止工作,不再将原料输送过来,利用出料电机M 4和开闸电动机M 1就会将传送带上的原料运输过去,此时对应的斗秤闸门会打开并把物料运输到下面的传送带中去。
【精品】自动加料机控制系统资料
目录第一章绪论 ............................................. 错误!未指定书签。
1.1题目来源及课题意义 .............................. 错误!未指定书签。
1。
2自动加料机控制系统的工作原理及技术要求 (1)1.3系统的主要技术参数: (1)第二章方案论证 ......................................... 错误!未指定书签。
2。
1单片机的选择 ................................... 错误!未指定书签。
2.2物位传感器的选择 ................................ 错误!未指定书签。
2。
3存储器扩展电路的选择 (5)2。
4LED显示电路选择 (7)2。
5.键盘输入电路 (8)第三章自动加料机主电路 ................................. 错误!未指定书签。
3.1系统结构原理图 .................................. 错误!未指定书签。
3。
2主机电路核心器件介绍 (10)3.3显示电路 ........................................ 错误!未指定书签。
3。
4继电器控制电路 ................................. 错误!未指定书签。
3。
5键盘及显示电路 ................................. 错误!未指定书签。
3.6外部存储器扩展电路 .............................. 错误!未指定书签。
3.7看门狗MAX813L电路 .............................. 错误!未指定书签。
3。
8料位开关 ....................................... 错误!未指定书签。
基于PLC的自动加料机控制系统毕业设计
南昌工程学院毕业设计题目:基于PLC的自动加料机控制系统学院:机械与电气工程学院专业: 09机电一体化(2)班姓名:########学号:##############指导教师:#########完成日期:2012年6月摘要由于生产和科技的发展,自动化水平也越来越高,应用领域也越来越多。
自动控制系统是实现自动化的主要手段,自动控制利用控制装置使被控对象的某个参数自动的按照预定的规律运行。
如近年来,在玻璃制造行业中,玻璃全电熔技术中的人工加料方式逐渐被自动加料系统取代等。
自动加料系统具有工作时间长、操作简单、加料均匀、工作稳定,自动化程度高等优点,因此,一些有实力采用全电熔的玻璃产家已经开始使用自动加料设备。
本次设计在本着节约资金、降低成本,提高生产效率,人机操作的简便性,保障人身安全的科学人性化管理的方针下对加料机机构进行自动化设计。
利用可编程控制器PLC来控制自动加料,本文以PLC程序控制的自动加料设备的控制的程序。
自动加料系统具有操作简单、加料均匀、自动化程度高等优点,因此,一些有实力采用全电熔的玻璃生产厂家已经开始使用自动加料设备。
此设计本着节约资金、降低成本,提高生产效率,人机操作的简便性,保障人身安全的情况下对加料机机构进行自动化设计。
设计出更加适合于工作环境的加料机构。
此设计中自动加料机控制体系是采用以PLC为核心,结合触摸屏等辅助设备对PLC的控制这样的一套自动化设备来实现的,这样就可以在不购买新设备的基础上对旧设备进行自动化改良,这不仅大大提高了工作的效率和经济效应,也提高了产品的质量,方便了管理好设备,让公司管理体系更加完善,减少了人力物力。
文中阐述了基于PLC的自动加料机控制系统的结构,并分别介绍了PLC的结构和技术特点、自动加料机的工艺技术要求、触摸屏界面设计、硬件的选择、PLC 模块I/O端口的分配、PLC原理图、程序结构、主电气图和系统的功能及保护。
关键词:PLC;自动加料机;I/O端口分配;变频器;触摸屏;程序结构;目录第一章绪论51.1 设计背景和研究意义51.2 自动加料机控制系统的技术要求6 第二章可编程控制器基础82.1 PLC的简介82.2 PLC的结构92.3 PLC的分类102.4PLC的特点122.5PLC的应用142.6 PLC的发展152.7 PLC系统的其他设备162.8 PLC的编程语言及设计原则162.9 PLC的通信联网19第三章系统硬件设计213.1 PLC的选择213.2 自动加料机的选择223.3 变频器的选择233.4 触摸屏的选择263.5 触摸屏人机界面设计283.6 电动机的选择313.7 气缸的选择34第四章系统软件设计364.1 工作流程图及主电路的接线图364.2 PLC模块I/O端口分配384.3 系统程序设计40总结48致谢49参考文献50第一章绪论1.1 设计背景和研究意义制造业是现代文明的支柱之一,其既占有基础地位,又处于前沿关键;它是工业发展的主体又是国民经济持续发展的基础。
基于单片机控制的自动加料系统设计

目录第一章绪论 (1)1.1 题目来源及课题意义 (1)1.2 自动加料机控制系统的工作原理及技术要求 (1)1.3 系统的主要技术参数: (1)第二章方案论证 (2)2.1 单片机的选择 (2)2.2 物位传感器的选择 (3)2.3 存储器扩展电路的选择 (5)2.4 LED显示电路选择 (7)2.5.键盘输入电路 (8)第三章自动加料机主电路 (10)3.1 系统结构原理图 (10)3.2 主机电路核心器件介绍 (10)3.3 显示电路 (18)3.4 继电器控制电路 (22)3.5 键盘及显示电路 (23)3.6 外部存储器扩展电路 (27)3.7 看门狗MAX813L电路 (30)3.8 料位开关 (32)第四章系统的抗干扰及可靠性 (35)第五章软件设计 (36)第六章结论语 (38)参考文献: (39)附录A:系统框图 (40)附录B:系统硬件框图 (40)程序清单: (42)第一章绪论1.1 题目来源及课题意义在现代科学技术的许多领域中,自动控制技术起这愈来愈重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。
自动控制利用控制装置使被控对象的某个参数自动的按照预定的规律运行。
本设计的自动加料机控制系统就是采用自动控制技术来实现功能的,这样就大大提高了工作的效率,整个过程又快又稳。
1.2 自动加料机控制系统的工作原理及技术要求本设计的由单片机控制的自动加料系统是与料斗式干燥机配套的加料系统。
根据加料工艺要求,其工作原理是:先将真空管关闭,启动电机,用低真空气流将塑料树脂粒子送入真空管,电机停转,再将粒子排入料斗,如此循环。
在设计的控制系统中,可用一个电机控制两个加料生产线,由方向阀切换。
两个生产线既可单独运行,也可同时运行。
假如两者同时运行,当一生产线输送结束后,判断到另一个生产线排料已经结束,那么,电机不停转而方向阀换向,从而为另一个生产线送料。
这样可以发挥控制系统和电机的效率,从而实现供料自动化。
基于的自动加料机控制系统设计 (修改)

4
4
系统设计要点
1. 安全可靠
系统设计时应充分考虑安全性和可靠性,采取相应的防 护措施和故障应对策略,确保系统的稳定运行和生产安 全
4
系统设计要点
2. 易于维护与扩展
系统设计应便于维护和扩展,方便对系统 的升级改造和功能扩展。同时,应充分考 虑系统的可维护性,便于日常维护和保养
4
系统设计要点
ห้องสมุดไป่ตู้ -
-
1 引言 3 系统功能 5 总结
2 系统构成
4
系统设计要点
1
1
引言
随着工业自动化程度的 提高,可编程逻辑控制 器(PLC)在工业控制领 域的应用越来越广泛
自动加料机作为生产线 上的重要设备,其控制 系统的设计对于生产效 率和产品质量具有重要 意义
基于PLC的自动加料机 控制系统设计,可以实 现精确控制、自动化操 作,提高生产效率,降 低人工成本
为企业的生产管理提供有力支持
-
-
T感H谢A聆NK听S
2
2
系统构成
1. PLC控制器
PLC是自动加料机控 制系统的核心,主要 完成逻辑控制、数据 处理、运动控制等功 能。PLC控制器选用 时应根据控制需求和 系统规模进行选型, 以确保系统的稳定性 和可靠性
2
系统构成
2. 输入输出模块
输入输出模块是PLC与外部设备 之间的桥梁,负责接收和发送 信号。根据实际需求,选择适 当的输入输出模块,以满足对 信号的采集和控制要求
3
系统功能
3. 数据采集与 处理
系统能够实时采集物 料的重量、位置等信 息,并进行数据处理 和分析。通过数据反 馈,优化加料机的控 制策略,提高生产效 率和产品质量
自动加料机控制系统综述
目录第一章绪论 (1)1.1 题目来源及课题意义 (1)1.2 自动加料机控制系统的工作原理及技术要求 (1)1.3 系统的主要技术参数: (1)第二章方案论证 (2)2.1 单片机的选择 (2)2.2 物位传感器的选择 (3)2.3 存储器扩展电路的选择 (5)2.4 LED显示电路选择 (7)2.5.键盘输入电路 (8)第三章自动加料机主电路 (10)3.1 系统结构原理图 (10)3.2 主机电路核心器件介绍 (10)3.3 显示电路 (18)3.4 继电器控制电路 (22)3.5 键盘及显示电路 (23)3.6 外部存储器扩展电路 (27)3.7 看门狗MAX813L电路 (30)3.8 料位开关 (32)第四章系统的抗干扰及可靠性 (35)第五章软件设计 (36)第六章结论语 (38)参考文献: (39)附录A:系统框图 (40)附录B:系统硬件框图 (40)程序清单: (42)第一章绪论1.1 题目来源及课题意义在现代科学技术的许多领域中,自动控制技术起这愈来愈重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。
自动控制利用控制装置使被控对象的某个参数自动的按照预定的规律运行。
本设计的自动加料机控制系统就是采用自动控制技术来实现功能的,这样就大大提高了工作的效率,整个过程又快又稳。
1.2 自动加料机控制系统的工作原理及技术要求本设计的由单片机控制的自动加料系统是与料斗式干燥机配套的加料系统。
根据加料工艺要求,其工作原理是:先将真空管关闭,启动电机,用低真空气流将塑料树脂粒子送入真空管,电机停转,再将粒子排入料斗,如此循环。
在设计的控制系统中,可用一个电机控制两个加料生产线,由方向阀切换。
两个生产线既可单独运行,也可同时运行。
假如两者同时运行,当一生产线输送结束后,判断到另一个生产线排料已经结束,那么,电机不停转而方向阀换向,从而为另一个生产线送料。
这样可以发挥控制系统和电机的效率,从而实现供料自动化。
基于PLC的自动加料干燥控制系统设计
基于PLC的自动加料干燥控制系统设计摘要本文以PLC为控制核心,辅以必要的外围电路,设计了一个基于PLC的自动加料干燥控制系统。
本控制系统由罗茨风机、加料机、料位检测装置、限位器和PLC控制器等组成。
本控制系统完成了原材料自动称量配合,并对配好的原材料进行干燥除湿除尘的特殊处理,最后将特殊处理过的原材料进行抽真空搅拌均匀。
能完成自动加料,干燥功能,具有操作简单、加料均匀、自动化程度高等优点,不但大大提高了工作效率,而且降低了生产了成本,具有很好的推广价值。
关键词:PLC;罗茨风机;加料机;料位检测AbstractThis PLC for control of the core,complemented by the necessary peripheral circuits,design of a PLC-based automatic feeding control system of drying.The control system consists of a wind machine, feeder, material level detection unit,restrainers,and PLC controller and other components.This completes the automatic weighing of raw materials combined with the control system,and equip the special processing of raw material drying and dehumidification of dust removal, finally will have special drying of raw materials for vacuum plete automatic feeding,drying function, simple operation,feeding even,high degree of automation,greatly improve the efficiency and reduce production costs,with a very good promotional value.Keywords: PLC;Roots blower;Charger ;Material level measuring目录第一章前言 (16)1.1课题来源及背景 (16)1.2 PLC可编程控制器的发展及应用 (16)1.3 自动加料机控制系统工作原理及技术要求 (19)第二章电气元件的选型 (20)2.1 PLC的选型 (20)2.2 物位传感器的选型 (21)2.2.1 电容式物位传感器 (22)2.2.2 阻力式料位传感器 (22)2.3 称重传感器的选型 (24)2.4 电磁阀的选型 (27)2.5 接近开关的选型 (30)2.6 继电器的选型 (32)2.7元器件清单 (34)第三章系统软件设计 (35)3.1系统程序结构设计 (35)3.2 系统的流程框图 (36)第四章触摸屏设计 (38)第五章系统调试 (43)第六章总结 (45)致谢 (46)第一章前言1.1课题来源及背景在现代科学技术的许多领域中,自动控制技术起着越来越重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
嵌入式技术及应用设计
自动加料机控制系统
系别:电子工程系
班级:电子143班
学生姓名:卢晓鑫
指导教师:秦连铭
2016年6月2日
目录
第一章绪论 (2)
1.1 题目来源及课题意义 (2)
1.2 自动加料机控制系统的工作原理及技术要求 (1)
1.3 系统的主要技术参数: (1)
第二章方案论证 (2)
2.1 单片机的选择 (2)
2.2 物位传感器的选择 (2)
2.3 存储器扩展电路的选择 (5)
2.4 LED显示电路选择 (7)
2.5.键盘输入电路 (8)
第三章自动加料机主电路 (4)
3.1 系统结构原理图 (4)
3.2 主机电路核心器件介绍 (10)
第四章软件设计 (6)
第五章结论语 (8)
参考文献: (8)
第一章绪论
1.1 题目来源及课题意义
在现代科学技术的许多领域中,自动控制技术起这愈来愈重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。
自动控制利用控制装置使被控对象的某个参数自动的按照预定的规律运行。
本设计的自动加料机控制系统就是采用自动控制技术来实现功能的,这样就大大提高了工作的效率,整个过程又快又稳。
第二章方案论证
2.1 单片机的选择
20世纪80年代以来,单片机的发展非常迅速,就通用单片机而言,世界上一些著名的计算机厂家已投放市场的产品就有50多个系列,尽管单片机的品种很多,但是在我国使用最多的还是Intel公司的MCS—51系列单片机和美国Atmel公司的89C51单片机
AT89C51是美国ATMEL公司生产的低电压,高性能CMOS 8位单片机,片内含4K bytes的可反复擦写的只读程序存储器(PEROM)和128bytes的随机存取数据存储器(ROM),器件采用ATMEL公司的高密度、非易失性存储技术生产,兼容标准MCS-51指令系统,片内置通用8位中央处理器(CPU)和Flash存储单元。
功能强大AT89C51单片机可提供许多高性价比的应用场合,可灵活应用于各种控制领域。
此设计就采用AT89C51。
2.2 物位传感器的选择
2.2.1阻力式料位传感器
为了保护压电元件免受物料损坏和粉尘污染,将驱动和检振元件装在叉体内部,
经过金属膜片传递振动。
如果在容器的上下方都装叉体,可以实现自动进料或自动出料的逻辑控制,或者把料位越限信号远传到控制室。
在控制室里的控制电路判断料位是否越限,并按要求使被控的进出料设备启停。
并且叉体的制造和装配良好时,音叉也可用于液体测量和控制。
在测量时不需要大幅度的机械运动,驱动功率小,机械结构简单、灵敏而可靠。
此设计选择音叉法阻力式料位传感器。
2.3 存储器扩展电路的选择
2.3.1 2864A芯片扩展:
2864A是一种并行EEPROM,它的特点同上,但每页有16字节,2864A与8051单片机的接口电路如下图所示,2864A的片选端CE与高地址线P2.7连接,P2.7=0才能选中2864A,这种线选法决定了2864A对应多组地址空间,即0000H~1FFFH,2000H~3FFFH,4000H~5FFFH,6000H~7FFFH,这8K字节存储器可作为数据存储器使用,但掉电后数据不丢失]1[。
并且编程起来比较简单,所以此设计采用此方案。
2.4 LED显示电路选择
2.4.1LED静态显示方式
LED显示器工作于静态显示方式时,各位的共阴极(或共阳极)连接在一起并接地(或+5V);每位的段选线(a~dp)分别与一个8位的锁存器输出相连。
所以称为静态显示。
各个LED的显示字符一经确定,相应锁存器的输出将维持不变,直到
显示另一个字符为止。
也正因此如此,静态显示器的亮度都较高。
这种显示方式接口编程容易。
付出的代价是占用口线较多,若用I/O接口,则要占用4个8位I/O口,若用锁存器接口,则要用4片74LS373芯片。
如果显示器位数增多,则静态显示方式更是无法适应,因此在显示位数较多的情况下,一般都采用动态显示方式。
但是,由于本系统只涉及到2位显示输出,就采用了和2片8位移位寄存器串级使用的LED静态显示方式。
2.5.键盘输入电路
由于此系统中共有启动两条生产线的“启动1”键和“启动2”键、分秒选择键、时间设置加、时间设置减、显示生产线状态的切换键,时间设置键、时间切换键。
只有这8个键,比较简单。
所以就采用独立式按键接口电路。
第三章自动加料机主电路
主电路采用AT89C51,由于AT89C51内含4KB容量,因此在设计中不需要外扩ROM。
硬件电路主要有LED显示电路、键盘接受电路、继电器控制电路、EEPROM 外部存储器扩展电路,以及看门狗MAX813L等组成。
3.1 系统结构原理图
主电路采用AT89C51,由于AT89C51内含4KB容量,因此在设计中不需要外扩ROM。
硬件电路主要有LED显示电路、键盘接受电路、继电器控制电路、EEPROM 外部存储器扩展电路,以及看门狗MAX813L等组成。
电路原理框图
如图所示:
自动加料机控制系统硬件框图
3.2 主机电路核心器件介绍
AT89C51是美国ATMEL公司生产的低电压,高性能CMOS 8位单片机,片内含4K bytes的可反复擦写的只读程序存储器(PEROM)和128bytes的随机存取数据存储器(ROM),器件采用ATMEL公司的高密度、非易失性存储技术生产,兼容标准MCS-51指令系统,片内置通用8位中央处理器(CPU)和Flash存储单元。
功能强大AT89C51单片机可提供许多高性价比的应用场合,可灵活应用于各种控制领域。
3.3 显示电路
LED数码管显示清晰、成本低廉、配置灵活,与单片机接口简单易行。
LED数码管是由发光二极管作为显示字段的数码型显示器件,其中七只发光二极管分别对应a~g笔端构成“日”字形,另一只发光二极管Dp作为小数点。
因此这种LED显示器称为七段数码管或八段数码管。
如图所示:
在设计中,LED显示电路采用74LS377驱动器和MC14511B译码器控制LED数码管。
3.3.1 74LS377芯片介绍
第四章软件设计
程序设计包括主程序、中断程序、故障处理程序,系统中用到了两个定时器中断:定时器0每隔1.2s使P1.7产生脉冲信号;定时器1产生1s的定时,使LED显示递减。
故障处理程序使PC指针跳回到原来起动的相应程序段;主程序完成内部RAM 数据区初始化、8255
中断处理流程图
编程扫描程序框图
第六章结论语
本设计是基于AT89C51的自动加料系统没有外扩ROM和RAM,程序直接放在AT89C51内部闪存中。
设定数据通过串行口存入2864A中,另外,系统从硬件和软件方面采取了抗干扰措施。
但是在物体送到料斗式干燥机后没有设计如何把物体从干燥机排除来,如果考虑到这一点,那设计就更加完美了
参考文献:
1.张毅刚、彭喜元,《MCS—51单片机应用技术》,哈尔滨工业大学出版社,2003.7
2.何立民,《MCS-51单片机应用系统设计》,北京航空航天大学出版社,1998.7
3.徐爱军,《单片机高级语言C51应用程序设计》,电子工业出版社,1997.7
4.李华,《MCS—5l系列单片机实用接口技术》,北京航空航天大学出版社,1993.3
5.王福瑞,《单片微机测控系统设计大全》,北京航空航天大学出版社,2000.5
6.于微波、林晓梅、刘俊萍,《微型计算机控制系统》,吉林人民出版社,2002.5
7.陈汝全、林水生、夏利,《实用微机与单片机控制技术》,电子科技大学出版
社.1998.11
8.武庆生等,《单片机原理与应用》,电子科技大学出版社,1998.2。