舞钢4100mm宽厚板生产线双边剪退刀拉杆断裂原因分析
钢板剪切边开裂原因分析及改进剪切质量的措施
钢板剪切边开裂原因分析及改进剪切质量的措施作者:胡武林来源:《装备维修技术》2020年第08期摘要:从钢板原始剪切边在用户加工中能够看出,极容易出现边部开裂问题,为了方便研究,可进行实验室模拟试验,避免出现再加工工艺问题。
本文根据以往工作经验,对钢板剪切边开裂原因进行总结,并从降低钢板剪切温度、优化剪刃重叠量和水平间隙调整工艺、指导用户合理确认再加工工艺三方面,论述了改进剪切质量的具体方法。
关键词:钢板剪切边;开裂原因;水平间隙调整在相關公司生产过程中,实际剪切线由1台圆盘剪和两台横剪组成。
为了展示出更好的应用效果,圆盘剪主要采用磁力形式,实现对中和激光划线装置的良好完善,并借助于两组圆盘形式上下剪刃,实现剪切钢板双边的有效旋转。
另外,随着后规格钢板生产比例的有效增加,圆盘剪在剪切20mm以上规格钢板时,会出现明显的剪切质量问题,增加了原始剪切边生产边部开裂问题,相关工作人员需要对此提高重视程度。
1钢板剪切边开裂原因分析1.1钢板原始剪切边边角横裂试验为了更好的确定钢板原始剪切边再加工之中出现的生产边部开裂问题,人们可以采用25mm厚钢板纵向样,并在实验室中进行用户模拟操作,尽可能保证试验的完整性。
该试样长度为3500,宽度为50m,主要是沿着长度方向,一边为圆盘剪切原始剪切边,另一边执行机加工操作。
如果试验条件超出了一定标准,工作人员还要做好标准弯心直径调整工作。
实际试验工作的开展,工作人员首先要做的就是保留圆盘剪原始剪切边,并执行有效的弯曲试验操作。
对于6根试样来说,受弯面的一半采用圆盘剪剪切板上表面,另一半应用下表面。
一般来说,剪切板面以下表面为主,实际裂缝的产生,主要由原始剪切边在厚度方向从外向里开裂。
其次,工作人员还需要将圆盘剪切切边加工光滑,实际加工量范围处于2到3mm,这也是弯曲试验操作的根本所在。
1.2钢板原始剪切边存在角横裂的试验对于角横裂钢板,主要规格为14mm,反观整个原始剪切边的调查,主要是将弯曲试验条件下的开裂情况呈现出来,明确横裂形貌变化情况,这也是对整个弯曲能力的考察过程,对于不同弯心的设计,常见规格有73、50和30mm。
双边剪碎边剪高频故障分析

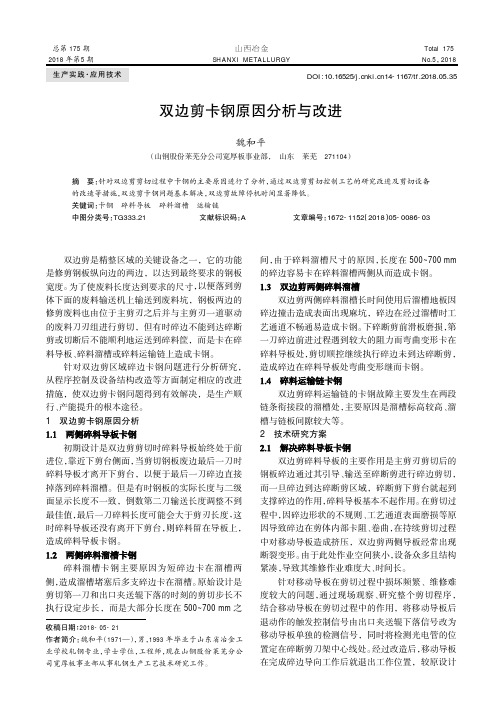
边剪 、 碎 料导 板 、 碎料 溜槽 、 碎边 剪剪 刃装 配 、 碎边 剪 间 隙调整 组 成 。其 结 构示 意如 图 1 所 示 。碎边 剪 刀
架 在刀座 内上下 滑动 实现边 料 的剪切 。刀座通 过安 装在 刀座 上 的偏 心轴 实现剪 刃 间隙 的单独 调整 。上
下剪 盒 固定通 过单 向液压锁 紧缸 , 碟 簧锁 紧 , 液 压 打 开, 实现快 装 快卸 。
发 生变 化 。当侧 向间 隙 由零 逐 渐增 大 时 , 受 力 状 况 由压缩一 剪切 一 弯 曲等状 态 依 次 发 生 , 侧 向间 隙 过
凹坑位置 , 薄规格 、 抗 弯能力 差的碎边就会 向下弯 曲, 造成 卡钢 。
2 ) 碎边剪 剪盒 装 配下 剪 刃 护板 磨 损 , 更 换 新 剪 刃后 , 产 生 台阶 , 造 成卡 钢 。 由于从 主板 上剪 切下 的 碎 边边 部锋利 , 在剪切后 , 碎 边 受剪 切 力 产 生 扭转 , 锋 利棱 角对 下剪 刃及剪 刃 护板长 期划擦 , 产 生沟槽 , 护 板更 换不及 时 , 更换 新剪 刃或剪 盒后 , 下剪 刃上 表 面高 于护板 , 也会 造成 卡钢 。 3 ) 碎 料 溜槽导 板 与剪 体 固定 方式 为螺 栓 固定 , 造 成导 板与 机 架 之 间 有 间 隙 , 碎边扭转 7 0 。 或 碎 边 尺寸小 的碎 边就 会插 入 缝 隙 , 造 成 剪 断 后 的碎 边 在 溜槽 位 置聚集 叠加 , 造 成碎料 溜槽 卡钢 。 4 ) 剪切 过程 中 由于碎 料 导 板用 于碎 料 输 送 , 在 主剪 刃剪切 时 , 碎料导 板跟 随剪 切过程 缓 冲下降 , 当 主上剪 刃 向上滚 动 时 , 碟 簧 弹力 不 足 以将 切 下 的碎 边 及导 板恢 复 到 正常 输 送 高 度 。造 成碎 边 向下 折 ,
双边剪退刀机构优化改造

双边 剪是 宽厚 板生 产线 的主要 剪切 设备 , 对 钢 板进行 宽度 剪切 。 其 中 的退
刀 机构 属于 双边 剪 的核心 部件 之一 , 出现故 障会 造成 导梁不 能 定位 、 剪 刃间 隙
无 法调整 而致使 精整 线停产 。 同样 使生 产无法 继续进 行 。 因此 , 提 高双边 剪退 刀
O麓 育
两个 剪机 同时切 边 时 , 由于水 平分 力作用 使 钢板被 夹紧 在两剪 刃之 间 , 为 了防止 将钢 板刮 伤或在 上剪 刃 向上 回程 时 带起钢 板 , 在每 次 剪切 完成 后 , 上 剪
刃将 从被剪 切钢板 的边缘 后退.  ̄2 mm, 并在 向下 行程开 始之前 又恢复到 原来 的
滚切剪是装有半径为R的弧形上剪刃的上刀架, 在具有不同相位角和偏心 半径的两个曲轴及连杆的带动下, 并在控制杆的约束下, 上剪刃沿一个水平基
面 实现理 想 的滚动 运动 中 , 将钢 板 的两边 剪 断。 水 平基 准面 比下 剪 刃的刃 口一 般 低5 mm, 即剪切 时 的重 合量 , 在 剪 切过 程 中 , 该值 保持 不变 。
( 2 所 除 减速机 底部 稀油 润 滑 回油管 , 回拉 缸油 管及 减速 机上 盖 的机上 油 管。
行位置调整。 双边剪后部与剖分剪相接 , 两台剪机构成组合剪。
2 . 技 术 特点
( 3 用现场有限空间对回拉缸进行合理吊挂后 , 拆除回拉缸缸头端销轴 , 将回拉缸旋转一定角度放在后横粱上 。
机 构的 设备 稳定 对 生产起 着 重要 的作 用 。 1工 艺流 程
剪 切位 置 。 驱动切 边 剪剪 刃的两 个 曲轴 的后端 分别 装有控 制 凸轮 , 通过 凸 轮和 连杆 机 构让上 刀 架摆 开一 定 的距 离 。 切边剪 上剪 刃安 装在 上剪刃 盒 中, 由螺 栓固定 , 上剪 刃盒和上 刀架 通过6 锁
关于中速磨煤机拉杆断裂分析及处理措施

Analysis and Treatment Measures for the Fracture of the Pull Rod ofthe Medium Speed Coal MillDing Haifeng(Guangxi Guangtou Guixu Energy Development Investment Co., Ltd., Hezhou, Guangxi 542800, CHN)【Abstract】From March 2021 to May 2022, 5 hydraulic rod fractures occurred in 10 medium speed coal mills of a certain factory, seriously affecting the unit load. Technical personnel ana⁃lyzed the material, appearance, and operation mode, and finally confirmed the solution. The rod fracture problem was solved. This article briefly explains the analysis situation, processing process, and other aspects for reference and reference by various units.Key words:coal mill;pull rod;fracture;analysis1中速磨煤机设备概况某厂采用的是北方重工生产的MP200G中速辊式磨煤机,其碾磨部分是由转动的磨环和3个沿磨环滚动的固定且可自转的磨辊组成[1]。
3个磨辊在磨盘滚道上是沿着圆周方向均布的,液压加载系统产生碾磨力,通过这个3点系统,3个磨辊上产生匀称的碾磨力量,这个力经过磨环至磨辊,再由压架至拉杆和传动盘、减速机、液压缸,最后通过底板传至基础。
双边剪卡钢原因分析与改进
山西冶金SHANXI METALLURGY Total 175No.5,2018DOI:10.16525/14-1167/tf.2018.05.35总第175期2018年第5期双边剪卡钢原因分析与改进魏和平(山钢股份莱芜分公司宽厚板事业部,山东莱芜271104)摘要:针对双边剪剪切过程中卡钢的主要原因进行了分析,通过双边剪剪切控制工艺的研究改进及剪切设备的改造等措施,双边剪卡钢问题基本解决,双边剪故障停机时间显著降低。
关键词:卡钢碎料导板碎料溜槽运输链中图分类号:TG333.21文献标识码:A文章编号:1672-1152(2018)05-0086-03收稿日期:2018-05-21作者简介:魏和平(1971—),男,1993年毕业于山东省冶金工业学校轧钢专业,学士学位,工程师,现在山钢股份莱芜分公司宽厚板事业部从事轧钢生产工艺技术研究工作。
双边剪是精整区域的关键设备之一,它的功能是修剪钢板纵向边的两边,以达到最终要求的钢板宽度。
为了使废料长度达到要求的尺寸,以便落到剪体下面的废料输送机上输送到废料坑,钢板两边的修剪废料也由位于主剪刃之后并与主剪刃一道驱动的废料刀刃组进行剪切,但有时碎边不能到达碎断剪或切断后不能顺利地运送到碎料筐,而是卡在碎料导板、碎料溜槽或碎料运输链上造成卡钢。
针对双边剪区域碎边卡钢问题进行分析研究,从程序控制及设备结构改造等方面制定相应的改进措施,使双边剪卡钢问题得到有效解决,是生产顺行、产能提升的根本途径。
1双边剪卡钢原因分析初期设计是双边剪剪切时碎料导板始终处于前进位,靠近下剪台侧面,当剪切钢板废边最后一刀时碎料导板才离开下剪台,以便于最后一刀碎边直接掉落到碎料溜槽。
但是有时钢板的实际长度与二级面显示长度不一致,倒数第二刀输送长度调整不到最佳值,最后一刀碎料长度可能会大于剪刃长度,这时碎料导板还没有离开下剪台,则碎料留在导板上,造成碎料导板卡钢。
碎料溜槽卡钢主要原因为短碎边卡在溜槽两侧,造成溜槽堵塞后多支碎边卡在溜槽。
宽厚板轧机工作辊断裂原因分析及对策
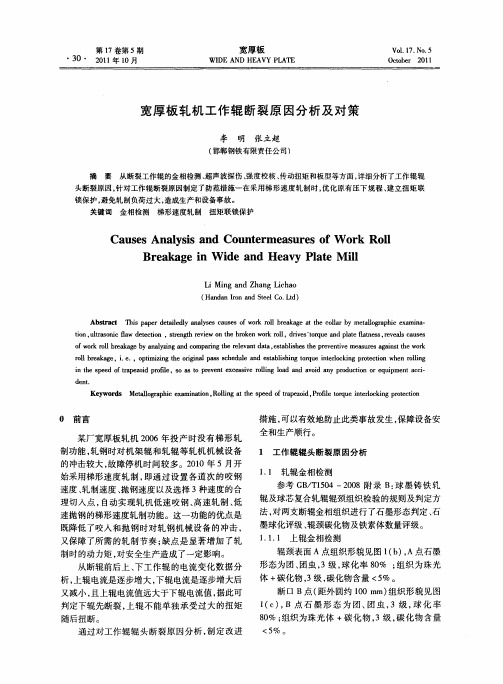
从过 程计算 机 记 录 的速 度趋 势 发 现 , 轧 制 在 过程 中 咬钢瞬 间上下辊 速差 达到 7 5rmn 远远 . / i, 超过偏 差 1rmn正 常水平 , 辊辊 速 瞬 间降低 , / i 上 导致 下辊 承担扭 矩 瞬 间增 大 , 下 辊首 先 断 裂 的 是 重要原 因。经查 前一道 次咬入 和抛 出时分 别产 生 了 24 / n和 34 / i .7rmi .8rrn的速 度差 , a 同时 实物
L n n h n ih o iMig a d Z a g L e a
f n a o n t l o L ) dnI nadS e C . t Ha r e d
Ab ta l T i p p rd ti d y a ay e a s s o o k rl b e k g tt e c  ̄ r b t l g a h c e a n - s r c h s a e ea l l n ls s e H e f w r o r a a e a h o a y meal r p i x mi a e l o t n, lrs nc f w d tci n ,s e g h rve o h r k n wo k r l,di e o q e a d p ae f t e s rv asc u e i u t o i a ee t o a l o t n t iw n t e b o e r l r s tr u n l t an s ,e e l a s s r e o v l o o k r l b a a e b n lzn n o ai g t er lv t aa, s b ih ste p e e t eme s r sa a n t h o k fw r o r k g y a ay i g a d c mp r ee a t e t l e r v ni a ue g i s t e w r l e n h n d a s h v r l b a a e,i e ,o t zn h r i a a ss h d l n sa l h n o q e it r c i g p oe t n w e l n o r k g e . . p i ig t e o i n p s c e u e a d e t i ig t r u n e l kn r tci h n r l g mi g l b s o o o i i h p e ft p z i rf e,S s t r v n x e s e r l n o d a d a od a y p o u t n o q i me ta c — ntes e do a eodpo l r i O a o p e te c s i ol g la n v i n r d c i re u p n c i e v i o
双边剪钢板跑偏问题的控制
双边剪钢板跑偏问题的控制作者:王东刘晓磊刘如希来源:《中国科技博览》2013年第18期摘要对滚切式双边剪自动送板过程中钢板跑偏现象进行了力学分析,介绍了影响钢板跑偏的各种因素,同时介绍了钢板在双边剪切割中如何通过计算来有效防止钢板跑偏的方法,在实际应用中有效地预防和解决了钢板易跑偏的问题,提高了生产作业率和产品成材率。
关键词双边剪钢板跑偏力学分析影响因素解决方法中图分类号:TU392.41 前言舞阳钢铁有限责任公司新宽厚板生产线于2007年5 月竣工投产。
截至目前已累计剪切钢板250多万吨,在自动送板和钢板切割中均不同程度的出现了钢板跑偏现象,严重地影响了生产作业率和产品成材率。
2 钢板跑偏现象的力学分析滚切式双边剪是结构复杂、高精度、高效率、自动化程度较高的剪切设备,主要用于钢板的纵切、宽度定尺、碎边。
其中自动剪切和自动送板主要是由主偏心轴的相位控制来实现的,影响自动送板过程中钢板跑偏的设备主要有夹送辊及其液压控制系统、下刀架、活动辊道、前后辊道等设备或部件,影响钢板切割过程中钢板跑偏的原因主要由固定剪和移动剪间纵向距离不对称引起的。
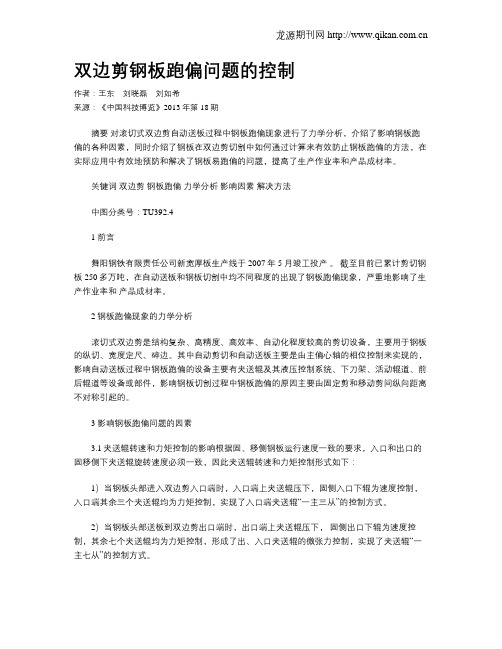
3 影响钢板跑偏问题的因素3.1夹送辊转速和力矩控制的影响根据固、移侧钢板运行速度一致的要求,入口和出口的固移侧下夹送辊旋转速度必须一致,因此夹送辊转速和力矩控制形式如下:1)当钢板头部进入双边剪入口端时,入口端上夹送辊压下,固侧入口下辊为速度控制,入口端其余三个夹送辊均为力矩控制,实现了入口端夹送辊“一主三从”的控制方式。
2)当钢板头部送板到双边剪出口端时,出口端上夹送辊压下,固侧出口下辊为速度控制,其余七个夹送辊均为力矩控制,形成了出、入口夹送辊的微张力控制,实现了夹送辊“一主七从”的控制方式。
3)当钢板尾部离开双边剪入口端时,入口端上夹送辊抬起,固侧出口下辊为速度控制,出口端其余三个夹送辊均为力矩控制,实现了出口端夹送辊的“一主三从”的控制方式。
2 夹送辊液压系统压力和流量的影响自动送板的钢板拖动力主要决定于液压系统的压力,要保证钢板不跑偏,必须确保固、移侧入出口夹送辊液压系统的压力尽量保持相等。
钢板剪切边开裂原因分析
摘要:针对钢板原始剪切边在用户再加工过程中产生边部开裂的问题,采用钢板纵向样进行了实验室模拟试验,分析认为,边部开裂的主要原因是钢板原始剪切面剪切弯钩、毛刺引起的应力集中及再加工工艺不当。
剪切间隙、重叠量调整、剪切温度、剪切力、剪切量等因素都影响钢板的剪切质量。
结合安钢实际情况,采取新上风雾冷却装置,降低钢板剪切温度,优化剪刃重叠量、水平间隙调整工艺及热态毛边放尺量等措施,提高了钢板剪切质量,减少了质量异议。
关键词:钢板;边部开裂;圆盘剪;剪切质量;改进措施钢板剪切边开裂原因分析及改进剪切质量的措施2.1 钢板原始剪切边无角横裂的试验为找出钢板原始剪切边在再加工过程中产生边部开裂的原因,采用25mm厚钢板纵向样,在实验室条件下,模拟用户使用条件做了一系列的试验。
试样长350mm、宽50mm,沿长度方向一边为圆盘剪原始剪切边,另一边经过机加工。
试验条件超出了标准规定的钢板机械性能范畴,即对试验标准弯心直径进行调整,25mm普板弯心直径由标准规定的d为3a调整到d为128mm的较大弯心直径。
(1)保留圆盘剪原始剪切边,做弯曲试验。
6根试样受弯面一半采用圆盘剪剪切板面的上表面,一半采用下表面。
剪切板面为下表面的,即受弯面带有剪切弯钩的3根试样均开裂,裂缝产生均由原始剪切边在厚度方向从外向里开裂;在厚度方向和宽度方向基本裂透。
剪切板面为上表面的,弯曲后完好。
(2)将圆盘剪剪切边加工光滑,加工量2~3mm,做弯曲试验。
6根试样弯曲后均完好。
(3)保留原始剪切边,250℃保温1.5h,做弯曲试验。
6根试样弯曲后结果与(1)相同,即受弯面带有剪切弯钩的均开裂,裂缝产生均由圆盘剪原始剪切边在厚度方向从外向里开裂。
(4)带毛边的试样。
去除毛边鼓形宽展部分进行弯曲,6根试样均完好;保留火切边部和鼓形宽展部分进行弯曲,6根试样带鼓形宽展侧未发生开裂和裂纹,火焰切割边残留的切割瘤在夹持范围内出现宽2mm、深3mm裂纹,但未向厚度和宽度方向扩展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第22卷第6期 • 28 • 2016 年 12 月宽厚板WIDE AND HEAVY PLATEVol.22,No.6December 2016舞钢4 100 mm宽厚板生产线双边剪退刀拉杆断裂原因分析王国强王维国邢飞孟怀军(舞阳钢铁有限责任公司检修厂)摘要针对舞钢公司4 100 mm宽厚板生产线双边剪退刀拉杆断裂事故,根据退刀机构的工作原理,对 退刀拉杆进行了受力分析,最终找出断裂的主要原因并采取改进措施,避免了同类事故再次发生。
关键词退刀拉杆退刀机构偏心机构受力分析Causes Analysis of Blade Retracting Tie Rod Failure forDouble Side Trimming Shear in Wugang 4 100 mmWide and Heavy Plate Production LineWang Guoqiang,Wang Weiguo,Xing Fei and Meng Huaijun(Maintenance Division of Wuyang Iron and Steel Co. ,L td.)Abstract For the failures of blade retracting tie rod for double side trimming shear in Wugang 4 100 mm wide and heavy plate production line, the paper analyzes the loading of blade retracting tie rod according to the working principle of blade retraction mechanism, and finds out the major causes of the failure. The same incident is prevented after taking corrective measures.Keywords Blade retracting tie rod,Blade retraction mechanism,Eccentric mechanism,Force anaylsis〇前言双边剪在剪钢过程中两边同时剪切,剪后钢 板在水平分力作用下被夹持在两侧上剪刃之间,为了防止两侧上剪刃抬起时将钢板带起或磨损剪 刃,新型双边剪设计了退刀机构,可在每次剪切完 成后将上剪刃从剪切钢板的边部后退1 ~2mm,同时抬起上剪刃,并在下一次剪切开始之前恢复 到原来的剪切位置。
舞钢公司的4 100 mm宽厚板生产线双边剪 由Svemens V A I公司设计监制,结构精巧、紧凑,退刀机构与刀架拉紧机构、剪刃间隙调整机构紧 密结合。
作为双边剪的核心部件,退刀机构一旦 出现问题就会造成偏心机构不能固定,导梁失去 支撑,甚至剪刃间隙失衡,导致双边剪停产。
双边 剪在2007年投产后的三年里曾经出现2次退刀 机构拉杆断裂事故,严重影响了生产线的正常生 产。
本文根据双边剪及退刀机构的工作原理,对退刀拉杆进行力学计算和强度校核,最终找出退 刀拉杆断裂的主要原因并实施改进措施,取得了 明显效果。
1双边剪及退刀机构工作原理双边剪作业时,由2台电动机驱动每边剪机 齿轮轴,经过3级传动后驱动曲轴1、曲轴2和曲轴3。
曲轴1、曲轴2驱动主刀架作滚切运动,并 沿钢板纵向切边,曲轴3驱动碎边刀架将切边截 断。
曲轴1、曲轴2尾端安装了凸轮,退刀机构在 2个凸轮的驱动下如同杠杆绕中间支点上下摆 动,从而使退刀拉杆作周期性上下运动。
退刀拉 杆的上下运动使偏心机构转动一定的角度,偏心 机构的转动使导梁及支点向后摆动,刀架在回拉 机构的牵引下实现后退动作。
退刀拉杆直接与偏 心机构相连,对偏心机构的位置、主剪刃的刃隙以 及剪切质量产生影响。
双边剪与退刀机构的工作 原理如图1、图2所示。
第6期王国强,等:舞钢4 100 mm 宽厚板生产线双边剪退刀拉杆断裂原因分析• 29 •图1双边剪工作原理简图由于刀架及导梁始终承受回拉缸的拉力,偏 心机构同样受到使刀架后退的偏转力矩,退刀拉 杆下端又与偏心机构相连,因而受到偏心机构偏转力矩提供的拉力&。
退刀拉杆中部与减速机 底板之间安装有导向套和碟簧预紧部件,退刀拉 杆还受到碟簧施加的预紧力。
退刀拉杆装配 如图3 (a )所示,退刀拉杆受力如图3(b )所示。
当刀架完成一次剪切,右侧凸轮由大直径圆弧转 动到小直径圆弧并与滚轮配合时,退刀机构开始 摆动,退刀拉杆在偏心机构及碟簧的作用下实现 向下运动,偏心机构发生转动,从而使刀架及导梁 产生向后运动实现退刀动作。
刀架随后开始向上 抬起,右侧凸轮由小直径圆弧转动到大直径圆弧 并与滚轮配合时,退刀拉杆在退刀机构的作用下 向上抬起,偏心机构转动使刀架及导梁复位,为下 一次剪切做好准备。
2退刀拉杆受力分析及强度校核退刀拉杆2次发生断裂的位置都在图3 (a ) 所示的焊口部位,从断面形态初步判断为焊接缺 陷造成应力集中,最终导致断裂发生。
为了确定 断裂的原因,对退刀拉杆进行如下分析和强度校图3退刀拉杆装配关系及受力简图2.1受力分析及强度校核退刀拉杆在工作过程中,由于偏心机构的转动,退刀拉杆下端在沿竖直方向向下运动的同时 还伴随水平方向的摆动,拉杆沿竖直方向的往复行程为10 mm ,偏心机构的偏心量为50 mm 。
根 据三角函数关系计算水平位置偏移量(a ),见式(1):a = 50 - \J 502 - 102 «= 1 mm(1)由式(1)计算得知退刀拉杆的水平位置偏移 量为1 mm ,导向套间隙允许水平偏移2 mm ,因此 可以不考虑拉杆承受弯曲应力的情况。
退刀拉杆受力如图3 ( b )所示,拉杆B 处受到 碟形弹簧向下的张紧力心,C 处受到由偏心机构 转矩产生的拉力&。
退刀拉杆A C 段同时承受轴 向载荷八和。
作用,设A B 段和BC 段承受变拉 力,并分别用^«与表示,可得式(2)和式(3):核。
= ^2 +(2)• 30 •宽厚板第22卷Fm=Fi-F2(3)从图纸资料可以了解[1],未发生退刀动作时碟黄张紧力心=〇. 389 x105N,退刀动作发生后碟賛张紧力&'=0.27 x105N。
2.1.1拉力&的计算根据图纸可知,回拉液压缸内径为320 mm,半径7?= 160 mm,活塞杆直径为140 mm,半径r=7〇mm,工作压力p = 12 MPa,回拉缸动作时的拉力(Ff i)计算公式见式(4):F&=PS=Pn(R2 -r2)(4)式(4)代人相关数据计算得出:F& =7. 8 x lO5N偏心机构受回拉缸拉力产生的退刀拉杆拉力为A,根据力矩平衡计算得出:F1x50 = Fhl x7解得:F1 =1. 092 x10s N2.1.2退刀拉杆各段受力计算及强度校核齿轮轴正常转动而未退刀时,拉杆的受力计算见式(5)和式(6):Fm =F1 +F2 =1.481 xlO5N(5)F N2 =F1-F2 =0. 703 x lO5N(6)退刀动作发生后,退刀拉杆的受力计算见式(7)和式(8):Fm = F1 +F2'=1.362 x lO5N(7)Fm =F1-F2 =0. 822 xlO5N(8)通过计算可知,在退刀动作发生之前和退刀动作发生之后这两个平衡状态下,拉杆A B段受到的最大拉力f M为1•481 x105N,拉杆BC段受到的最大拉力为〇•822 x105N。
通过对拉杆A B段及BC段截面面积最小位置进行强度校核,确定A B段截面面积最小处为B点台阶处,面积为3.42X10—3m2,应力为段截面面积最小处为螺纹上端台阶处,面积为2_ 64 x1(T3m2,应力为cr2,见式(9)和式(10)。
Fm X1.481 x lO5~3.42 xlO3= 43. 3 MPa(9)0-2Fm _ 〇. 822 x105B~2. 64 x l O-3= 31. 1MPa(10)退刀拉杆材质为45钢,极限应力取屈服极限 值355 MPa,大于q和。
,强度满足工作要求[2]。
2.2疲劳强度校核在设备运行中承受交变应力的零件往往会在 工作应力低于其屈服点的情况下发生疲劳断裂。
双边剪每年实际剪钢量约50万t,钢板的厚度为 6 ~50 mm,据此可粗略估算出双边剪每年剪切次 数,即退刀拉杆的工作次数为139万次,退刀拉杆 每年承受循环交变应力139万次,存在拉杆疲劳断裂的可能性。
根据《工程材料》教材中的说明[3],碳素钢的疲劳强度与抗拉强度之间存在近 似比例关系,见式(11)。
55)^(11)根据有关资料可知,% =600 MPa,由上式计 算可得为240 ~ 330 MPa,远大于构件的实际受力^和,因此构件在使用过程中不会产生疲劳损伤。
3分析结果经受力分析、强度校核以及疲劳校核,说明材 料和结构的静态及动态强度都大于实际受力,不 会发生过载或疲劳断裂。
实际断裂部位不是截面 面积较小的部位B和部位C,而是截面面积最大的焊口处,因此判断焊接缺陷是造成构件断裂的 原因。
众所周知,在焊接过程中,焊缝容易形成夹 渣、气孔、未焊透、焊接裂纹等煙接缺陷,构件在使 用过程中极易在焊接缺陷处形成应力集中,长期 使用时,在交变应力作用下,裂纹的产生和发展最 终导致断裂,实际的断面形态印证了这一结论。
4改进及效果根据分析结果,舞钢对双边剪退刀拉杆加以 改进,将退刀拉杆由原来的焊接结构改成整体锻 造结构,不但避免了焊接缺陷的产生,还增强了退 刀拉杆的整体力学性能,大大降低了因应力集中 而发生疲劳断裂的可能性。
公司于2010年7月完成了对双边剪移动侧退刀拉杆的更换处理,改 造后的退刀拉杆使用至今,未再发生断裂事故。
参考文献1西门子-奥钢联(SVAI).舞阳3 800 mm生产线双边剪相关图纸及技术附件,2005.2单辉祖.材料力学(I).北京:高等教育出版社,1999.3徐自立.工程材料.武汉:华中科技大学出版社.2003.王国强,男,2007年毕业于中原工学院机械设计制造及其自动化专业,工程师。
收稿日期:2016 - 07 -11。