造纸筛选工序生产记录卡
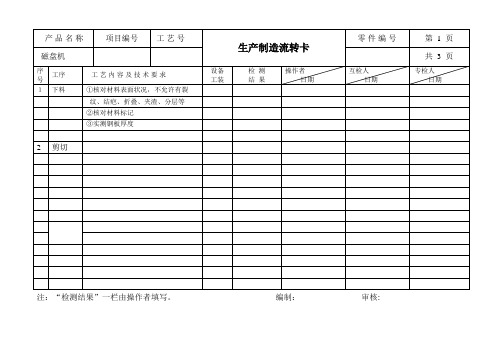
(生产工序)生产工序流转卡

注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:注:“检测结果”一栏由操作者填写。
编制:审核:。
产品工序生产工艺记录

记录人:产品ຫໍສະໝຸດ 序生产工艺记录编号:GH/JL-4.0-01 机台名称:φ65 产品名称: 生 产 产品颜色: 前 检 使用PVC电缆料生产厂家 查 班次:白 操作人: 型号 规格 日期: 导体直径 mm2 生产数量 使用铜、铝导体生产厂家 导体重量 Kg 温度控制记录 产 品 生 产 过 程 工 艺 检 查 产品生产检查记录 设定温度℃ 记录时间 第一次记录 第二次记录 第三次记录 第四次记录 第五次记录 注:1、此表以挤出工艺和温度工艺卡为依据,实际检测后填写; 2、每班次监控检测不得少于5次; 3、导体、PVC电缆料根据实用重量填写; 4、操作人必须认真填写应对结果负责。 一区 二区 三区 四区 机头 检验项目 外 观 外径(mm) 导 体 标 志 圆整光滑 字迹清楚 内容齐全 标准要求 色泽均匀 外观 实测外径 导体 印字 判定 产品生产单位:高密市红旗电缆厂 mm 产品尺寸执行工艺编号:G/HLT01002-01/B Km 温度执行工艺编号:G/HLJ03001-01/B 绝缘料重量 Kg 护套料重量 Kg
生产记录表格

时数
停工待料
设备故障
停电
换线
产品品质不良
等工具
时间测量
作业改善
人员培训
设备保养
主管
工业工程
保养组
主管
组长
月份
日期
订单号码
更改通知号码
更改范围
更改原因
更改说明
影响生产
数量
延长
制法
取消
进度
十四、停工原因记录表
月份
部门
停工起止时间
停工范围
影响
原因说明
十五、生产部门间置时间汇总表
组别:日期:月日至月日
间置原因
星期一
星期二
星期三
星期四
星期五
星期六
星期日
合计
工时
时数
工时
时数
工时
时数
工时
时数
工时
时数
工时
时数
工时
时数
前部门移交
本班生产
本班结存
移交人
总收入
早班
中班
夜班
四、用料记录单
审核:记录:年月日
料别
工作项目
生产状况
完工
天数
备注
合计
昨日存料
今日领料
本日存料
五、工作记录单
单位名称
年月日
工作人员
工作进度
预定时间
出勤
时数
加班
时数
工时
差异
实际时间
代号
机械设备编号
工作
内容
故障停车
时数
故障
代号
故障原因代号
修理情况代号
工时
修理材料
工序过程记录卡

一次线安装 行 线
二次线安装
一次元件安 装
总 装
铜排安装
铭牌安装
成套产品过程记录卡
台数: 操作人
型号:
箱号:
检验结果合格 返工复 检返工人生产编号: 备注
班长:
检验员:
日 期:
项目号:
类 别
过程名称
一次元件安 装
预 装
铜排安装
二次元件安 装
行 一次线安装 线
二次线安装
一次元件安 装
总 装
铜排安装
铭牌安装
成套产品过程记录卡
台数: 操作人
型号:
箱号:
检验结果
合格 返工
复 检
返工人
生产编号: 备注
班长:
检验员:
日 期:
项目号:
类 别
过程名称
一次元件安 装
预 装
铜排安装
二次元件安 装
粉碎过筛工序及清场记录

□不符合
□符合
□不符合
10
其它
结论
清场人
工艺员
质监员
□符合
□不符合
□符合
□不符合
4
地面清洁,无积水
□符合
□不符合
□符合
□不符合
5
容器具清洁无异物,摆放整齐
□符合
□不符合
□符合
□不符合
6
灯具、开关、管道清洁,无灰尘
□符合
□不符合
□符合
□不符合
7
回风口、进风口清洁,无尘
□符合
□不符合
□符合
□不符合
8
收集袋清洁
□符合
□不符合
□符合
□不符合
9
卫生洁具清洁,按定置放置
结论:
检查人
备注
工艺员:
粉碎过筛工序清场记录
文件编号:KXS-08-002(00)年月日
清场前产品名称
规格
批号
清场内容及要求
工艺员检查情况
质监员检查情况
备注
1
设备及部件内外清洁,无异物,筛网清洁
□符合
□不符合
□符合
□不符合
2
无废弃物,无前批遗留物
□符合
□不符合
□符合
□不符合
3
门窗玻璃、墙面、天面洁,无尘
kxs0800200年月日清场前产品名称清场内容及要求123456789规格工艺员检查情况批号质监员检查情况备注符合不符合符合不符合符合不符合符合不符合符合不符合符合不符合符合不符合符合不符合符合不符合设备及部件内外清洁无异符合物筛网清洁不符合符合无废弃物无前批遗留物不符合门窗玻璃墙面天面清洁符合无尘不符合符合地面清洁无积水不符合容器具清洁无异物摆放整符合齐不符合灯具开关管道清洁无符合灰尘不符合符合回风口进风口清洁无尘不符合符合收集袋清洁不符合符合卫生洁具清洁按定置放置不符合结论工艺员10其它清场人质监员
简炼车间生产工序运行记录表

年 月 日
项目
数据
工序
脱色
物理脱酸脱臭
西
库
1号
备注
2号
原料名称
原料名称
3号
进油时间
真空残压(mmHg)
4号
进油量 (吨)
进油量 (m3)
5号
干燥时间(分)
1#塔油温(℃)
6号
真空度 (Mpa)
2#塔油温(℃))
车
间
1号
油温 (℃)
3#塔油温(℃))
2号
白土 (Kg)
出培泊温(℃)
3号
活性炭 (Kg)
1#塔直接汽压力(Mpa)
成品质量
脱色时间(分)
2#塔直接汽压力(Mpa)
合格
不合格
严重不合格
过滤时间(分)
3#塔直接汽压力(Mpa)
酸价脂肪酸温ຫໍສະໝຸດ (℃)色泽成品油温度(℃)
脂肪酸的酸价
酸价
脱色滤饼含油
色泽
开机率(% )
计量
表数
脱色油 (m3)
成品油 (m3)
天然气 (m3)
工序电表(度)
罗茨真空泵电表(度)
接班
交班
数量
接班
交班
数量
接班
交班
数量
接班
交班
数量
接班
交班
数量
卫生
日查
个人卫生
车间卫生
设备卫生
环境卫生
检查人
舍格
不合格
严重
不合格
合格
不合格
严重
不合格
舍格
不舍格
严重
不合格
舍格
不合格
生产工序流转卡-范本模板
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制: 审核:
注: “检测结果”一栏由操作者填写. 编制: 审核:
注:“检测结果"一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制: 审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果"一栏由操作者填写. 编制:审核:
注:“检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写. 编制:审核:
注: “检测结果”一栏由操作者填写。
编制: 审核:
注: “检测结果”一栏由操作者填写。
编制:审核:
注:“检测结果"一栏由操作者填写。
编制:审核:
注:“检测结果”一栏由操作者填写。
编制: 审核:
注: “检测结果”一栏由操作者填写. 编制:审核:
注:“检测结果"一栏由操作者填写. 编制: 审核:
注: “检测结果"一栏由操作者填写。
编制:审核:
注: “检测结果"一栏由操作者填写。
编制:审核:。
工厂生产记录模板

生产前检查记录清场记录格证(正本)清场工序: 清场日期:编号:SOPR08-1013-b原生产品名: 调换品名:清场合格证号: 号:清场人: 监控人:车间领料单领料部门:领料日期:年月日车间主任:QA现场监控员:领料人:库管员:编号:SMPR04-1008-h请验单请验单号:取样单编号:SMPR09-1012-a物料放行审核记录说明:结果项下,符合规定的在“口”打“J”,不符合规定的在“口”打“x”,并在备注项下注明原因。
中间产品交接单净选岗位生产记录洗润岗位生产记录炒、炙岗位生产记录生产前检查检查人:复核人:QA:生产操作记录:1、炒药机正常,使用SOP进行操作□是□不是2、按炒制岗位标准操作规程进行操作口按指令操作口未按指令操作3、操作步骤:4、炮制程度,炒药机设定温度°C O原料名称,重量O辅料名称,重量O液体辅料润制时间分钟。
炒前药物:kg ;炒制后药物:kgo5、收率%。
6、炒制后的质量情况口质量符合要求口不符合要求口重返工操作人:复核人:QA:清场记录:1、炒药机使用清洁SOP进行操作。
口是□否2、使用清场SOP进行操作。
口是口否3、清场合格□是□否清场人:复核人:QA:备注:按实际情况在“口”内打“如实填写数据。
锻制岗位生产记录蒸制岗位生产记录切制岗位生产记录生产操作记录:9、切药机正常,使用SOP进行操作□是□不是2、按切制岗位标准操作规程进行操作口按指令操作口未按指令操作3、操作步骤:4、片型规格:片口极薄片(V0.5mm), □薄片(1〜2mm), □厚片(2〜4mm)段□短段(5〜10mm), □长段(10〜15mm)丝口细丝(2〜3mm ), □ 粗丝(5〜10mm)块口8〜12mm的方块其他□ 10〜15mm5、设备:直切式切药机:运行时间分钟6、切制后的片、段是否符合要求口符合要求口不符合要求口重返工操作人:复核人:QA:清场记录:1、切药机使用清洁SOP进行操作。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
筛选工序生产记录卡
产品名称 规格 带班 操作人 生产日期
设备名
称
检查项目 运行状态 设备名称 检查项目 运行状态
纤
维
分 离 机 叶轮与筛板间隙 圆网浓缩机 槽内、网面上是否有杂物 填料松紧度 网笼和伏辊是否转动灵活 皮带轮转动 网笼的转向
进出浆管道系统 CX筛 转向
轴承温升 电流(≥100A )
纤维分离
进浆时间 进浆浓度(1-1.5%) 进浆压力(1.5-3kg/cm2 排渣
时间
圆网浓缩
进浆时间 进浆浓度(1-1.5%) 白水水位 浆层 厚度 伏辊线 压 力 出浆浓度(3-4%) 白水
浓度
出浆量 排渣量
不合格处置记录:
处置人:
生产过程描述:
不合格处置验证:
验证人: