收音机装配工艺
生产实习收音机的组装

R11 1k 棕黑红 R12 220Ω 红红棕 R13 24k 红黄橙
22
零件2
二极管
IN4148
3个
电位器 1个
+- +-
电解电容
100μF
2个
4.7μF
2个
23
零件3
连接线 Lines 4根
223
9个
103
1个
元片电容共 10个
线路板 1 块
24
零件4
双联 CBM223P 1只
➢ 超外差式是与直放式相对而言的一种接收方式。
➢ 超外差式收音机能把接收到的频率不同的电台信号都变 成固定的中频信号(465kHz)再由放大器对这个固定的 中频信号进行放大。
➢ 在选择回路(输入回路)或高频放大器与检波器之间插 入一个变频器及中频放大器。
10
2、收音机工作原理
收音机是把广播电台发射的无线电波中的音频信号取 出来,加以放大,然后通过扬声器还原出声音。具体 讲:从天线接收到的许多广播电台的高频信号,通过 输入回路选出其中所需要的电台信号送入变频级的基 极,同时,由本机振荡器产生高频等幅波信号,它的 频率高于被选电台载波465KHz,也送于变频级的发射 极,二者通过晶体管be结的非线性变换,将高频调幅 波变换成载波为465KHz的中频调幅波信号。在这个变 换过程中,被改变的只是已调幅波载波的频率,而调 幅波的振幅的变化规律(调制信号即声音)并未改变。 变换后的中频信号通过变频级集电极接的LC并联回路 选出载波为465KHz的中频调幅信号,被送到中频放大 器,放大后,再送入检波器进行幅度检波,从而还原 出音频信号,然后通过低频电压放大和功率放大,再 去推动扬声器,还原出声音。超外差式收音机是目前 较普及的收音机。
收音机装配工艺

收音机装配工艺收音机是一种广泛使用的电子产品,特别是在无线电广播和语言教育等领域。
在生产和半成品装配领域中,收音机在生产线上的装配和制作涉及到重要的工艺流程。
在这篇文章中,我们将简要介绍收音机的装配工艺。
工艺介绍收音机的制作过程是分为多个步骤完成的,每个步骤都有自己的特点和要求。
工艺流程通常包括设计、原材料采购、制作零部件、装配、测试和质量控制等环节。
设计阶段收音机的设计是关键的一步,它需要根据不同的使用场景和用户需求,为收音机添加不同的功能,从而满足市场上的不同需求。
在设计阶段,需要考虑到接收的频率范围、发射功率、天线长度、音质等基本参数。
此外,在设计时还需要考虑实际应用中的因素,如设备的可靠性、用户的操作习惯和外观设计。
原材料采购在制作过程中需要使用各种不同的原材料,如电子元件、电源、电池、天线、音箱、塑料及其他零件。
原材料的质量直接影响到收音机的工作品质和使用寿命。
因此,在采购时必须选择优质的原材料,这样可以保证收音机的品质和维修后的质量。
制作零部件制作零件是收音机制作过程中最为关键的一个步骤。
这一步骤涉及到各种不同工艺技术,如模具制作、自动化生产、铸造、注塑、冲压等。
由于收音机的复杂性,制作零部件需要高精度的加工设备和技术。
装配装配是制作收音机过程中的最后一步,也是最关键的一步。
装配过程一般按照电路板、屏蔽罩、按钮、电池盒等部件的功能和层次顺序装配。
在装配过程中,需要注意保护零部件的表面,防止发生刮伤或损害。
测试测试是收音机制作过程中的一个重要步骤。
在装配完成后,需要对收音机进行各种类型的测试,包括外观检查、电压测试、音质测试等等。
测试质量的好坏直接影响到收音机的性能,并且在质量检查过程中需要检查每个零部件的质量。
质量控制质量控制是收音机制作流程中的一个关键步骤,质量的好坏在制作所有阶段都能够体现出来。
质量控制在生产和装配过程中非常重要。
各个工序都需要进行质量控制,这确保了最终的产品符合设计要求和标准。
<史上最强的>SMT自动搜频调频收音机原理、组装与调试

实习总结报告SMT调频收音机原理、组装与调试目录一、实习目的 (3)二、实习要求 (3)三、FM收音机原理 (3)四、实习器材 (11)五、实习步骤 (12)1. 安装流程(见图3.24) (12)2. 安装步骤 (12)3. 调试 (14)4. 总装 (16)六、调试注意事项 (17)一、实习目的通过对FM收音机的安装、调试,让学生了解SMT的特点和发展趋势,熟悉SMT技术的基本工艺流程,掌握手工SMT操作技能。
二、实习要求①能看懂FM收音机的原理框图、电原理图及装配图。
②熟悉FM收音机的装配工艺流程。
③制作一台用SMT元件组装的FM收音机。
④运用电路知识,分析、排除调试过程中所遇到的问题。
根据FM收音机的技术指标测试FM收音机的主要参数。
三、FM收音机原理1.核心器件电路核心是单片收音机集成电路SC1088,采用特殊的低中频(70kHz)技术,外围电路省略中频变压器和陶瓷滤波器,使电路简单可靠,调试方便。
SC1088采用SOT16脚封装,图3.19是SC1088管脚图,表3.2是引脚功能。
●IC产品型号:SC1088(TDA7088T)●产品名称:自动调谐的调频收音机接收电路●产品概述:SC1088是一块适用于单声道便携式或手掌式超小型调频收音机的专用电路,它采用先进的双极型工艺制造,在外围元件的数量、尺寸及成本上变得很重要时,可优先选用该电路。
该电路中含有一个中频(IF)约为70kHz的锁相环回路(FLL),选择性通过一个有源RC滤波器来调整,与中频相应的未调谐信号和低输入信号由静噪电路抑制。
●主要特点:含有单声道收音机从天线接收到音频输出的所有功能;静噪功能;外接一只变容二极管可进行自动搜寻调谐;采用内部AFC电路可进行机械调谐;可支持调幅接收应用;电源极性反接保护;电源电压低至1.8V仍可正常工作。
●应用:机械调谐方式:可用、也可不用内置的AFC电路;自动调谐方式:可实现单方向(向高频方向)的自动搜寻调谐功能;包括复位功能,即回到频段的最低段。
AMFM 收音机的组装及调试
机械与车辆学院《电子实习Ⅲ》实习报告(2010-2011学年第一学期)实习题目:AM/FM 收音机的组装及调试姓名:学号:班级:指导老师:实习时间:成绩:一:实习目的通过对一只正规产品收音机的安装、焊接、调试、了解电子产品的装配全过程,训练动手能力,掌握元器件的识别,简易测试,及整机调试工艺。
二:实习内容和要求1、对照原理图讲述整机工作原理;2、对照原理图看懂装配接线图;3、了解图上符号,并与实物对照;4、根据技术指标测试各元器件的主要参数;5、认真细致地安装焊接,排除安装焊接过程中出现的故障。
三:实习设备及材料RW08-11收音机实验套件,电烙铁,焊锡丝,电脑,protel 99软件,五号电池四:收音机原理分析1. 各部分电路的工作原理接收回路工作原理收音机输入回路的任务是接收广播电台发射的无线电波,并从中选择出所需电台信号。
输入回路是由收音机内部的磁棒天线线圈、与调台旋钮相连的可变电容串联构成的LC调谐电路。
旋转调台旋钮可改变电容数值,以达到改变串谐电路固有频率的目的。
变频电路工作原理收音机接收回路送到高频调幅信号(高频调幅信号是运载被传输音频信号的“载波”),变频电路的作用就是将高频载波变成频率固定为465KHz的中频调幅波,同时保持原调制信号包络线的形状。
中放电路工作原理输入电台信号与本振信号之差是恒为465kHz的固定中频,此差频可在中频“通道”中畅通无阻,并被中频放大器逐级放大,因为这个固定中频就是并联谐振电路的预定谐振频率。
对其它邻近电台的电磁波信号或干扰信号来讲,由于它们与本振信号所产生的差频不是预定的中频,便被“拒之门外”,因而使收音机的选择性大为提高检波电路工作原理混频电路输出的携带音频信号的中频载波由中频放大电路进行两级放大,使得到达二极管检波器的中频载波振幅足够大。
二极管将中频载波振幅中的包络线检波出来,这个包络线就是我们需要的音频信号。
低放和功放工作原理收音机的低放电路,其主要任务是把音频信号进行放大,使功放级得到更大的音频信号电压;而功放级则是进一步把放大后的音频信号进行功率放大,以推动扬声器振动发出声音。
德生202T收音机装配注意事项

德生202T收音机装配【提醒学生注意】:(1)德生202T收音机的配件有60多种,学生最好带一个小盒子来盛放自己的元器件,以防丢失。
(2)所有的电路板有铜皮侧的铜皮不要用汗手触摸,做完一次实验后要放到塑料袋子里面,以防受潮,导致铜皮被氧化。
(3)电路板的工艺不是很好,焊接失误再去拆焊的话,很容易会将电路板上的铜皮弄掉。
所以,在焊接前,一定要先确认一下是否在正确的位置正确放置了器件。
1. 集成芯片CD1191的焊接(1)将IC的标记点与电路板焊接IC 的位置的标记点对面的焊盘对应好,然后将各个腿和各个焊盘分别对应好,不能出现错位现象,然后用胶带将集成电路CD1191CB固定在电路板焊接IC的位置上,注意,用胶带固定时,要露出两边引脚,各引脚与焊盘位置左右上下对称,即可焊接。
【注意】:不要用汗手摸电路板上焊盘,(2)焊接各引脚时,焊锡要尽量少(因为每个焊盘很小,焊锡多了很容易将两个相邻的焊盘联在一起);速度尽量快,以免温度过高烫坏集成电路,焊好一处,应稍停留一下,等温度下降后再焊另一引脚。
发现有错误如方向反、错位应立既停止焊接,取下并恢复原状方可继续焊接,注意不要搭焊、虚焊、漏焊。
【搭焊的处理】:可用烙铁粘稍许松香,然后用烙铁将多于的焊锡粘出来,或者:将多股导线上粘上松香,用烙铁将多于的焊锡粘在导线上。
【学生焊接中存在的问题】:(i)经常用汗手摸电路板上焊盘,导致大量焊盘表面氧化,导致焊接时焊盘不粘锡,很容易造成虚焊。
(ii)用胶带将集成电路CD1191CB固定在电路板上时,各个管脚和焊盘的位置有错位。
必须要求学生每个都要对齐,不允许有误差。
(iii)焊接时,用时过长,导致芯片过烫,严重的会烫坏芯片。
必须要求学生耐心的一个焊点一个焊点的焊接,不能着急。
一次没有焊好,要等一段时间芯片温度降下来后再继续焊接。
(iv)焊接时,由于芯片管脚间距较小,很容易出现搭焊现象,要按照【搭焊的处理】部分的方法教学生去除搭焊部分的焊锡。
咏梅model-833A型收音机的整机装配

电子技术课程设计实习报告咏梅model-833A型收音机的整机装配班级:学号:姓名:一、实习内容1) 学习识别简单的电子元件与电子线路;2) 学习并掌握收音机的工作原理;3) 按照图纸焊接元件,组装一台收音机,并掌握其调试方法。
二、实习器材介绍1) 电烙铁。
由于实验器材等体积较小,且实验要求不高,使用体积较小的25W 内热式电烙铁,型号为TLN-25。
2) 收音机组装所用电路板、元器件、导线等,所用器材为咏梅牌model-833A 型号的收音机器材。
3) 螺丝刀、镊子等必备工具。
4) 松香和锡。
其中,由于松香在电烙铁的温度下会带有弱酸性,能将焊接表面的氧化层清洗干净,使焊锡能浸润焊接表面,起到了助焊剂的作用,而锡则起到了把元器件等固定在电路板等上的作用。
5) 两节5号电池。
三、实习目的:电子技术实习是以工艺性和实践性为主的实践教学环节,重在培养同学们的动手能力,要求同学们能够对电子元器件识别,相应工具的操作,相关仪器的使用,装调的全过程以及对掌握查找并排除电子电路故障的常用方法具有一个更加详实的概念,从而加深对理论知识的理解。
同时,实习让我们对电子元件及收音机的装机与调试有一定的感性和理性认识,获得了收音机的实际生产知识和装配技能,培养理论联系实际的能力,提高分析问题和解决问题的能力,增强独立工作的能力,培养团队合作、共同探讨、共同前进的精神。
具体来说有以下几点:1) 熟悉手工焊锡的常用工具的使用及其维护与修理。
2) 基本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安装与焊接。
熟悉电子产品的安装工艺的生产流程。
3) 熟悉印制电路板设计的步骤和方法,熟悉手工制作印制电板的工艺流程,能够根据电路原理图,元器件实物设计并制作印制电路板。
4) 熟悉常用电子器件的类别、型号、规格、性能及其使用范围,能查阅有关的电子器件图书。
5) 能够正确识别和选用常用的电子器件,并且能够熟练使用普通万用表和数字万用表。
「调幅收音机的安装与调试实训指导」
调幅收音机的安装与调试实训指导一、装焊工艺1、目的:通过对收音机的安装、焊接及调试,了解电子产品的装配过程;掌握元器件的识别及质量检验;学习整机的装配工艺;学习整机调试和测试;学习收音机故障检查和维修。
2、要求:(1)对照原理图看懂印制电路图和接线图。
(2)了解图上的符号,并与实物对照。
(3)根据技术指标测试各元器件的主要参数。
(4 )认真细心地安装焊接。
(5)认真检查电路进行调试与测试。
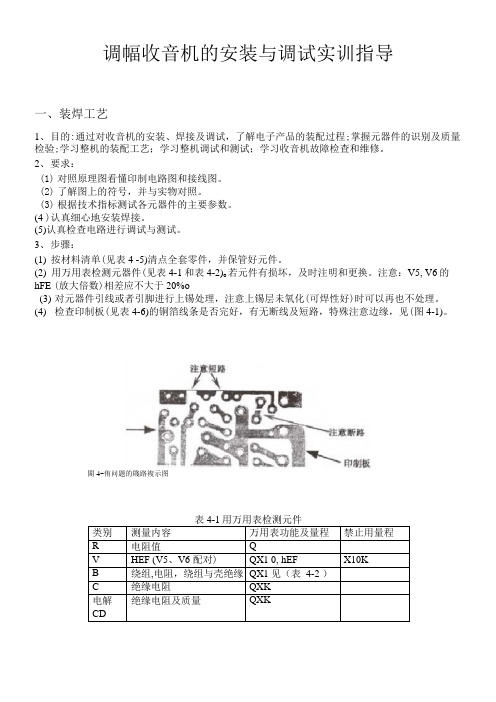
3、步骤:(1)按材料清单(见表4 -5)清点全套零件,并保管好元件。
(2)用万用表检测元器件(见表4-1和表4-2)o若元件有损坏,及时注明和更换。
注意:V5, V6的hFE (放大倍数)相差应不大于20%o(3)对元器件引线或者引脚进行上锡处理,注意上锡层未氧化(可焊性好)时可以再也不处理。
(4)检查印制板(见表4-6)的铜箔线条是否完好,有无断线及短路,特殊注意边缘,见(图4-1)。
閣4-侑问题的賤路複示图表4-1用万用表检测元件表4-2斐压器的内阻测试注意:①为防止变压器原边与副边之间短路,请测量变压器原边与副边之间的电阻。
②若输入、输出变压器用颜色不好区分,可通过测量线圈内阻来区分。
(5)安装元器件元器件安装质量及顺序直接影响整机质量与成功率,合理的安装需要思量及经验。
(表4-3)所示安装顺序及要点是实践证明较好的一种安装方法。
注意:所有元器件高度不得高于中周的高度。
图4-E耳机抽座与褰压器' 扬声器连概留表4-3元件的空凝顺序夏要盖(錢类蹇装)序号安装T2- 13. T4安装T5、T6安裝.¥1—頒安装全部R安装全部匸修整引纖检汽加七安装双联屯方. 也位器及农,牡架岸按己蛹忆的元髒 件W TI,电池剧诲裝 拨盘、密株等二、检测与调试中周啲求法矿底折记|讪朴注意要戒fj 外売固應支瞩內四90度,耍求焊上縊统抻人员杜直后邱顷先再注适的打、损性及交装高度包环方向保持一致,注最安装尚哑再世血鑽麟建装在歸局 柝和踞联之问卵制&注此為度< .Uinm—噂*PE 门罪略看已安技P'J 元譜诈位普・转別注意V (三輟tr 的晉脚•■始导人領枠仲「■午可进行下列丄作総以邳斯引线步奈都小注息不可甜 得火长、也不诃甜拜太駐*泗卜出7E蛀作住更湿可女*由州点.揪賤耳.灯TI 时洼,右搜您圏・K 中的线値:"应算逐取呼电客--边- 并板国建杖 开抑抑■点抽抑网權强書见Cffl >3.2).m* g”一烙蝶毕雑 耕充1、目的:通过对收音机的通电检测调试,了解普通电子产品的生产调试过程,初步学习调试电子产品的方法,培养检测能力及一丝不苟的科学作风。
收音机实习工艺文件范本

收音机实习工艺文件范本1. 引言本文档为收音机实习工艺文件的范本,旨在介绍收音机的工艺流程和相关要求。
收音机作为一种广泛应用的电子产品,其生产过程需要严格遵循工艺要求,以确保产品质量和性能达到客户的期望。
2. 工艺流程2.1 材料准备•收音机外壳:由塑料材料制成。
•电路板:选择优质的玻璃纤维板作为基材,具有良好的绝缘性能和耐高温性能。
•元件:包括电阻、电容、晶体管等各种电子元件。
2.2 前期准备工作•设计方案:根据客户需求和市场研究,确定收音机的功能、外观设计等方面的要求。
•制定工艺流程:确定收音机的生产工艺流程,包括各个工序的操作步骤、检验要求等。
2.3 加工制作1.收音机外壳的制作:–将塑料原料加热熔融,并注入模具中,经过冷却定型得到外壳零件。
–使用切割工具将外壳零件的多余塑料修整。
–使用打磨工具对外壳零件进行表面处理,使其光滑均匀。
2.电路板的制作:–在玻璃纤维板上绘制电路图案,可采用光刻蚀刻或者喷墨打印的方式。
–在电路板上贴上元件,并进行焊接,确保元件与电路板之间的连接可靠稳定。
–进行表面涂覆工艺,保护电路板并提高其耐热性能。
3.元件组装:–将电路板安装到外壳中,固定好位置。
–挨个安装各个元件,确保其位置准确,并进行焊接。
–进行线路连接,以确保电路板与外部设备的正常通信。
4.调试测试:–对组装好的收音机进行功能测试,确保各项功能正常运行。
–进行性能测试,如接收信号强度、音质等指标,确保收音机符合要求。
5.产品包装:–对测试合格的收音机进行包装,包括外包装和内附件的装配。
–对每个包装好的收音机进行质量检验,以确保产品外观完好,包装无损。
3. 工艺要求•材料要求:所使用的塑料材料、电路板基材等必须符合国家标准,并具备良好的电绝缘性能和环境适应性。
•加工要求:在加工制作过程中需严格按照工艺流程进行操作,并注意防止污染和静电干扰等问题。
•组装要求:元件组装必须准确无误,焊接接触良好,线路连接可靠稳定。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
装配图解
装配图解
装配图解
装配图解
装配图解
天线初级
磁棒支架ቤተ መጻሕፍቲ ባይዱ
装配图解
装配图解
装配图解
首先剥除一部分绝 缘层, 缘层,然后将线心 加以拧绞, 加以拧绞,使之带 上一定的捻度
装配图解
用烙铁和焊锡丝同时 接触铜线, 接触铜线,使铜线上 蘸上一层焊锡
装配图解
将上锡后的导线 剪短到合适的长 度再焊接, 度再焊接,切忌 裸露太长。 裸露太长。
电流检测
断点电流检测 需要在开关打 开的状态下。 开的状态下。 A:0.3~0.5mA B:0.5~1.0mA C:3~5mA D:1.5~3mA
电流检测
整机电流的测量: 整机电流的测量: 在电源开关关闭 的情况下, 的情况下,将电 流表拨到50mA 流表拨到 档串联进电路测 量。
电压测量
静态工作点的 测量: 测量: 将电源打开, 将电源打开, 用直流电压档 测量每一个三 极管的E/B/C三 极管的 三 个管脚的对地 电压( 电压(黑表笔 始终停留在地 线上) 线上)
收音机装配工艺
收音机的装配工艺
• 1.按元件清单清点全套元件 . • 2.用万用表检测元件并记录数据至表格 . • 3. 对元件进行清洁、打磨、烫锡处理 对元件进行清洁、打磨、 • 4. 元件按次序进行插装、焊接、检查 元件按次序进行插装、焊接、
元件装配顺序
电阻;全部卧装在电路板上。 电阻;全部卧装在电路板上。 三极管:保留一半高度, 三极管:保留一半高度,注意代号位置和管脚极性 电容: 电容:磁介电容留一半高度 电解电容垂直插到底, 电解电容垂直插到底,注意正负极性 中周:插到底,注意次序不能错, 、 初级各有一 中周:插到底,注意次序不能错,T3、T4初级各有一 点不用焊接。 点不用焊接。 变压器:注意初次极位置,不要错。 变压器:注意初次极位置,不要错。 电位器: 电位器:按图装配 双联可调电容: 双联可调电容:装配前先将磁棒支架夹在双联和电路板 之间, 之间,用螺丝固定后再焊接 8. 天线:分清初次极,处理好后按图焊接 天线:分清初次极, 9. 电源线、扬声器:按图装配。 电源线、扬声器:按图装配。 10. 发光二极管:分清正负极按外壳开孔位置弯曲好形状再 发光二极管: 焊 1. 2. 3. • 4. • 5. 6. 7.