9SiCr 钢-高碳合金工具钢加工性能和物理性能
9SiCr模具钢材

9SiCr模具钢材
9SiCr钢比铬钢具有更高的淬透性和淬硬性,并且具有较高的回火稳定性。
适于分级淬火和等温淬火。
其主要缺点是加热时脱碳倾向性较大。
9SiCr钢通常用于制造形状复杂、变形小、耐磨性要求高的低速切削刃具,如钻头、螺纹工具、手动绞刀、搓丝板及滚丝轮等;也可以作冷作模具,如冲模、打印模等,此外,还用于制造冷轧辊,矫正辊以及细长杆件。
化学成分(昆山腾宁经销9SiCr钢材)
9SiCr钢的化学成分(GB/T 1299—2000)ω/%
物理性能
9SiCr钢的临界温度示于表2-11-2,密度为
7.80t/m3;矫顽力H c为
795.8A/m;饱和磁感B s为1.78~1.82T。
热加工
9SiCr钢的热加工工艺
预先热处理
9SiCr钢的有关预先热处理曲线示于图2-11-1~图2-11-5,需要说明的是:(1)退火加热保温时间,在全部炉料加热到温后为1~2h;等温保温时间为3~4h;(2) 高温回火用于消除冷变形加工硬化;保温时间在全部炉料加热到温后为
2~4h;(3)正火用于细化过热钢的晶粒和消除碳化物网;(4)当钢材退火硬度低于HB183时,可用调质处理来提高切削表面光洁度。
9SiCr钢退火前
后的相成分、硬度和组织示于表2-11-4。
图2-11-1 锻压后退火图2-11-2 锻压后等温退火
图2-11-3 高温回火图2-11-4 正火
图2-11-5 调质处理
表2-11-4 9SiCr钢退火前后的相成分、硬度和组织。
9SiCr钢的低温贝氏体组织与力学性能word资料3页
9SiCr钢的低温贝氏体组织与力学性能1.引言含碳量在0.75~0.98%的Fe-Si-Mn-Cr-Mo-V钢及其添加Co或Al的高硅高碳低合金钢的铸态组织经高温均匀化退火和奥氏体化后在稍高于MS点温度(125~200C)等温转变,可获得较高的硬度、强度以及韧性且具有纳米尺度(20~40nm)的条状相间无碳化物贝氏体铁素体和高碳残余奥氏体两相组织[1-4]。
9SiCr钢是一种常用的冷作模具钢,为提高其使用寿命,有必要对其进行低温等温转变处理,以获得具有较高的综合力学性能。
本文对9SiCr钢进行低温等温处理,并对微观组织和力学性能进行了分析测定。
2.实验材料及方法实验材料为9SiCr钢,其化学成分(质量分数)为0.85~0.95%C,1.20~1.60%Si,0.30~0.60%Mn,0.90~1.25%Cr。
用Formastor-F 型膨胀仪测量试样的各临界点得Ac1为770℃,Accm为870℃,MS为170℃。
将样品分别在SX-4-10型箱式电阻炉内进行870℃、910℃、950℃,保温15min后再进行200℃保温不同时间的等温处理。
等温处理设备为盐浴炉, 盐浴剂为50%NaNO2+50%KNO3。
将处理后的试样加工成尺寸为10 mm×10 mm×55 mmU型缺口的冲击试样。
用HV-5型小负荷维式硬度计和ZBC-300B冲击试验机测试其硬度和冲击韧性。
用光学显微镜和H-800型透射电子显微镜、Rigaku D/max-2500/PC型X射线衍射仪(CuK辐射)以及KYKY-2800型扫描电镜对试样显微组织、相组成及冲击断口进行分析。
3.结果与分析3.1组织观察(a)保温8h(b)保温 12h图1910℃保温15min,200℃等温淬火金相照片图1 为9SiCr钢等温处理后的金相组织。
可以看出,黑色的为针状下贝氏体,灰色为残余奥氏体。
随着等温淬火保温时间的延长,贝氏体铁素体针状组织数量越多,转变越完全。
碳素工具钢及合金工具钢
工具表面发生脱碳,将使表面层硬度降低,因此要求工具钢的脱碳敏感性低。在相同的加条件下,钢的脱碳敏感性取决于其化学成分。
(5) 热处理变形性
工具在热处理时,要求其尺寸和外形稳定。
(6) 耐削性
对很制造刀具和量具用钢。要求具有良好的磨削性。钢的磨削性与其化学成分有关,特别是钒含量,如果钒质量分数不小于0.50%则磨削性变坏。
耐冲击工具用钢 含碳量在0.35~0.65%范围的中碳铬钨硅钢(如5CrW2Si),热处理后具有高的冲击韧性、高的疲劳强度和较高的耐磨性,适于制造受冲击载荷大的工具,如手动或风动凿子等。
冷作模具用钢 含碳量较高,大多在0.85%以上,个别达2%以上,具有很高的硬度(HRC60以上)和耐磨性。其中低、中合金类型基本上与量具、刃具用钢类似,如9Mn2V、CrWMn。Cr6WV和 Cr4W2MoV可作较大尺寸的冷冲模具。最具有代表性的是高碳高铬的微变形工具钢Cr12和 Cr12MoV。这类钢具有高耐磨性、高淬透性和淬火微变形性,适于制造大型精密冷作模具。Cr12MoV有两种淬火制度:一种为常用的较低温度(950~1050℃)淬火和低温(150~200℃)回火,以获得较高硬度和较小变形;另一种为高温(1100~1130℃)淬火和高温(500~520℃)回火,产生二次硬化,以提高钢的硬度,获得较高的红硬性和耐磨性,适于制作在400~500℃下工作的模具。但Cr12钢一般只采用前一种淬火制度。由于这类钢属于莱氏体钢,铸态组织内会出现大量网状共晶碳化物,必须在塑性加工过程中使其破碎并均匀地分布在基体上,以增加钢的耐磨性,阻止高温淬火晶粒长大和同时使钢具有足够的韧性。
工具钢 - 正文
碳素工具钢基本上是优质或高级优质高碳钢,简称碳工钢。其冷、热加工性能好,最高淬火硬度能达HRC66~67,但通常回火硬度为HRC60~64,耐磨性好,价格低廉,用途广泛,数量约占整个工具钢的一半。主要缺点是:①淬透性低,水淬时也只能淬透截面厚度不大于8mm的小工具;②耐热性差,在250℃,硬度急剧下降,所以一般限在 200℃以下使用。碳工钢的含碳量自0.65~1.35%(牌号为T7~T13),属亚共析钢和共析钢(T7,T8),用于制造形状简单的刀具和木工刀具。过共析钢用量最大,尤其是T10、T11适于制造对耐磨性要求较高的工具和冷冲模、拉丝模、切边模、丝锥以及形状简单的低精度量具。含碳更高的牌号,虽然耐磨性高,但韧性低,不耐冲击,只适于制造锉刀、丝锥、刻刀、剪刀等手工工具。
9SiCr合金刃具钢在不同介质淬火后性能比较
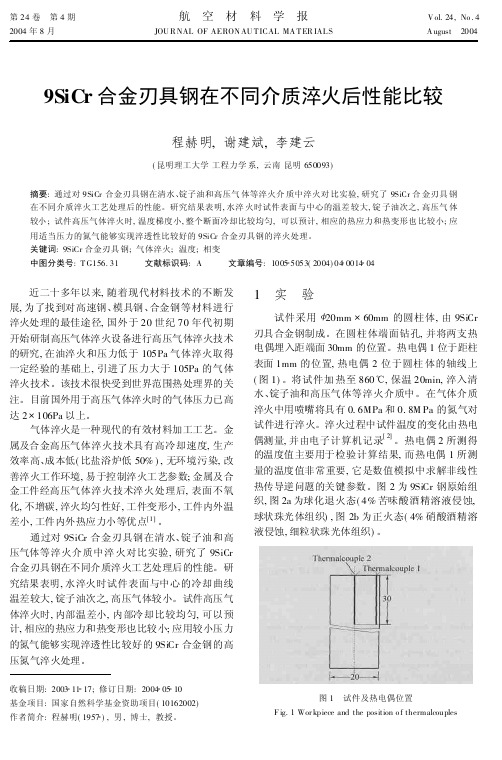
9SiCr合金刃具钢在不同介质淬火后性能比较程赫明,谢建斌,李建云(昆明理工大学工程力学系,云南昆明650093)摘要:通过对9SiCr合金刃具钢在清水、锭子油和高压气体等淬火介质中淬火对比实验,研究了9SiCr合金刃具钢在不同介质淬火工艺处理后的性能。
研究结果表明,水淬火时试件表面与中心的温差较大,锭子油次之,高压气体较小;试件高压气体淬火时,温度梯度小,整个断面冷却比较均匀,可以预计,相应的热应力和热变形也比较小;应用适当压力的氮气能够实现淬透性比较好的9SiCr合金刃具钢的淬火处理。
关键词:9SiCr合金刃具钢;气体淬火;温度;相变中图分类号:T G156.31 文献标识码:A 文章编号:1005 5053(2004)04 0014 04近二十多年以来,随着现代材料技术的不断发展,为了找到对高速钢、模具钢、合金钢等材料进行淬火处理的最佳途径,国外于20世纪70年代初期开始研制高压气体淬火设备进行高压气体淬火技术的研究,在油淬火和压力低于105Pa气体淬火取得一定经验的基础上,引进了压力大于105Pa的气体淬火技术。
该技术很快受到世界范围热处理界的关注。
目前国外用于高压气体淬火时的气体压力已高达2 106Pa以上。
气体淬火是一种现代的有效材料加工工艺。
金属及合金高压气体淬火技术具有高冷却速度,生产效率高、成本低(比盐浴炉低50%),无环境污染,改善淬火工作环境,易于控制淬火工艺参数;金属及合金工件经高压气体淬火技术淬火处理后,表面不氧化,不增碳,淬火均匀性好,工件变形小,工件内外温差小,工件内外热应力小等优点[1]。
通过对9SiCr合金刃具钢在清水、锭子油和高压气体等淬火介质中淬火对比实验,研究了9SiCr 合金刃具钢在不同介质淬火工艺处理后的性能。
研究结果表明,水淬火时试件表面与中心的冷却曲线温差较大,锭子油次之,高压气体较小。
试件高压气体淬火时,内部温差小,内部冷却比较均匀,可以预计,相应的热应力和热变形也比较小;应用较小压力的氮气能够实现淬透性比较好的9SiCr合金钢的高压氮气淬火处理。
球化退火后的深冷处理对9SiCr_钢强韧性的影响
第15卷第12期精密成形工程2023年12月JOURNAL OF NETSHAPE FORMING ENGINEERING165球化退火后的深冷处理对9SiCr钢强韧性的影响曹衡,王宇,徐军航,温秋林,高云保,赵岭,娄延春*(高端装备铸造技术全国重点实验室,沈阳 110022)摘要:目的针对9SiCr钢加热脱碳倾向大、加工性较差的问题,研究能够提高9SiCr钢的强韧度与耐磨性的热处理工艺。
方法设计一种球化退火后进行深冷处理的新热处理工艺路线来实现对9SiCr钢强度与耐磨性的改良。
对比9SiCr钢的等温球化退火与循环球化退火后的组织与性能,确定最适合的球化退火工艺;对退火后的9SiCr钢进行淬火,之后按照淬火后是否进行深冷处理、深冷处理前是否进行预回火进行分组对照试验。
结果对于热轧态9SiCr钢,800~750 ℃往复循环球化退火的强化效果优于各温度下等温球化退火的强化效果;深冷处理12 h后,9SiCr钢循环退火组织中的马氏体基体析出了大量超微细碳化物,增强了9SiCr 钢的耐磨性与刚性。
并且,进行深冷处理前在160 ℃(9SiCr钢M s点附近)下保温1 h可以增大碳化物的形核率,之后再进行深冷工艺,可以进一步促进碳化物析出,有利于改善9SiCr钢的退火组织,增强材料强度与韧性。
结论循环球化退火后预回火并进行深冷处理可以显著提高9SiCr钢的强韧性与耐磨性。
关键词:9SiCr钢;热处理;球化退火;深冷处理;预回火DOI:10.3969/j.issn.1674-6457.2023.12.019中图分类号:TG156 文献标识码:A 文章编号:1674-6457(2023)12-0165-08Influence of Deep Cryogenic Treatment on Strength and Toughness of9SiCr Steel after Spheroidizing AnnealingCAO Heng, WANG Yu, XU Jun-hang, WEN Qiu-lin, GAO Yun-bao, ZHAO Ling, LOU Yan-chun*(National Key Laboratory of Advanced Casting Technologies, Shenyang 110022, China)ABSTRACT: The work aim t o study the heat treatment process that can improve the strength, toughness and wear resistance of 9SiCr steel, to deal with the large tendency of decarburization during heating and the poor machinability of 9SiCr steel. A new heat treatment process route of spheroidizing annealing followed by deep cryogenic treatment was designed to improve the strength and wear resistance of 9SiCr steel. Firstly, the microstructure and properties of 9SiCr steel after isothermal spheroidizi-ng annealing and cyclic spheroidizing annealing under different parameters were compared to determine the most suitable spheroidizing annealing process. Then, the 9SiCr steel after annealing was quenched, and then divided into groups for contras-tive experiments according to whether deep cryogenic treatment was carried out after quenching and whether pre-tempering was carried out before deep cryogenic treatment. For hot-rolled 9SiCr steel, the strengthening effect of cyclic spheroidizing anneal-ing between 800 ℃ and 750 ℃was better than that of isothermal spheroidizing annealing at each temperature; deep cryogenic treatment for 12 hours made a large amount of ultra-fine carbides precipitate from martensite matrix in the cyclic annealed收稿日期:2023-09-04Received:2023-09-04基金项目:辽宁省“兴辽英才计划”(XLYC2008036)Fund:Liaoning Province “XingLiaoYingCai Plan” Project (XLYC2008036)引文格式:曹衡, 王宇, 徐军航, 等. 球化退火后的深冷处理对9SiCr钢强韧性的影响[J]. 精密成形工程, 2023, 15(12): 165-172. CAO Heng, WANG Yu, XU Jun-hang, et al. Influence of Deep Cryogenic Treatment on Strength and Toughness of 9SiCr Steel after Spheroidizing Annealing[J]. Journal of Netshape Forming Engineering, 2023, 15(12): 165-172.*通信作者(Corresponding author)166精 密 成 形 工 程 2023年12月structure of 9SiCr steel, which increased the wear resistance and rigidity of 9SiCr steel. Moreover, preheating at 160 ℃ (near point M s of 9SiCr steel) for 1 hour before deep cryogenic treatment could increase the nucleation rate of carbides. After that, deep cryogenic treatment could further promote carbide precipitation, which was beneficial to improve the annealed structure of 9SiCr steel and increase its strength and toughness. Pre-tempering after cyclic spheroidizing annealing followed by deep cryo-genic treatment can significantly improve the strength and toughness as well as wear resistance of 9SiCr steel. KEY WORDS: 9SiCr steel; h eat t reatment; spheroidizing annealing; deep cryogenic treatment; pre-tempering深冷处理[1]是指以液氮为制冷剂,在低于−130 ℃的温度下对工件进行处理的方法。
合金工具钢 9SiCr材料技术要求

180~200℃回火
毛坯截面尺寸
≤250
试样取样位置
GB 1299-85
表面
表面
力
学
性
能
不
低
于
σbMPa
σSMPa
δ5%
Ψ%
akuJ/cm2
AKVJ
HB
241~197
241~197
HRC≥62
验收标准
GB 1299-85
高
温
力
学
性
能
试验温度
σb
σ0.2
δ5
Ψ
温度
蠕变
σ10-4
σ10-5
金属材料技术条件
合金工具钢9SiCr
化学成分
C
Mn
Cr
S
P
0.85
~
0.95
1.20
~
1.60
0.30
~
0.60
0.95
~
1.25
≤0.030
≤0.030
用途
用于耐磨性高,切削不剧烈的刀具,如板牙、钻头、铣刀、冷冲模及冷作模具等。
毛坯类型
条钢
工具件
进厂状态
热轧退火
热
处
理
代码
0
2
4
参数
按钢厂规定
800~810℃保温≥4h,炉冷至500℃出炉空冷
焊接
冷加工
切削性能良好。
说明
其它性能
备注
该钢为量具、刃具用钢。
*该钢奥氏体中温转变的孕育期较长。为减小淬火变形,宜采用分级淬火。一般在180~200℃盐炉中冷却等温30~40分钟。
国外相近牌号
(德国)125CrSi5(DIN);(瑞典)2092(SS)
9sicr热处理实验报告资料
机械工程材料实验报告一.任务书分析1.圆板牙的服役条件及可能的失效形式1.1用圆片板牙加工螺纹时,呈半切削半挤压状态。
板牙的内径和中径为切削部板牙分,尤其是板牙内径要承受较大的切削力,因此必须具有一定的强度和切削能力。
考虑到板牙切削出的螺钉与螺孔配合时应有一定的间隙,并考虑到磨损量,故设计板牙时,应使内径和中径小于螺纹内径、中径的标称尺寸1.2. 1疲劳断裂的分析疲劳断裂是机械零件在循环应力作用下,将会出现的疲劳断裂。
所有机械零件在工作过程中的实效疲劳断裂与断裂失效的50%~90%时,疲劳断裂一般会发生突然,危害性大,疲劳断裂是发生在零件的局部应力区,某些晶粒在变力作用下形成微裂纹,随着循环数增加,裂纹继续扩展,导致最终疲劳断裂。
针对疲劳断裂的特点,可以采用各种强化方法来提高零件的抗疲劳能力。
1.2.2 磨损失效的分析磨损是相互接触的零件间存在滑动时,接触表面会因发生摩擦损坏而引起形状变化的现象,它是一种可以看到的,渐发生的破坏形式。
主要有磨粒磨损和黏着磨损。
磨粒磨损是由于相对运动的物体接触时,滑动表面高低不平,凸出的硬质点将轴的接触面刨出沟槽或划伤而产生的破坏。
常见的磨粒磨损有:与切削、磨削加工类似的和有高强度、高硬度的磨粒进入两个接触面间的沟槽。
黏着磨损是在两个相对运动的物体直接接触中,由于接触应力很高而引起塑性变形,导致物体接触,温度升高并发生黏着、焊合现象,分离时黏合处撕开,从而将小块料撕去,造成表面损伤。
提高耐磨性,一是要材料有高硬度,若材料中存在耐磨硬颗粒,更有利。
二是材料具有小的摩擦系数,降低配对材料间的原子结合力,此外,改善润滑条件,细化表面粗糙度,使机械零件保持清洁等,均有利于减少摩擦磨损。
1.2.3 变形失效的分析变形失效主要有弹性和塑性变形失效。
弹性变形失效是零件过量弹性变形产生的失效。
主要是指失去弹性的能力,属于功能失效。
引起弹性变形的原因零件刚度不够,除结构因素外,还取决与材料的弹性模量,因此,要预防弹性变形失效,因选择弹性模量高的材料来制作零件。
9sicr试验报告

9SiCr钢的热处理工艺与组织性能之间的关系摘要:试验通过将9SiCr试件进行不同的热处理工艺,比较处理后得到组织的性能。
首先取6个9SiCr试件,分别进行正火、退火、淬火处理;并将其中三个淬火件在不同温度下(150℃、450℃、550℃)进行回火处理。
逐个对处理后的试件进行硬度测量,并对硬度值进行比较分析。
打磨剖光后观察显微组织,对比分析不同热处理方式对材料组织性能的影响。
9SiCr钢在900℃加热温度下正火,得到珠光体组织;在800℃下进行退火处理得到珠光体组织硬度下降塑性韧性增强;在850℃下进行淬火处理得到板条马氏体,具有较高的硬度和较好的韧性;淬火后的试件在150℃下进行回火处理,得到回火马氏体,部分消除了淬火钢的内应力,增加韧性,同时仍保持钢的高硬度;在450℃下进行回火处理,得到回火屈氏体,为铁素体与粒状渗碳体组成的极细混合物,具有很好的弹性和一定的韧性;在550℃下进行回火处理,得到回火索氏体,为铁素体与较粗的粒状渗碳体所组成的机械混合物,具有良好的综合机械性能。
关键词:9SiCr钢正火退火淬火回火马氏体The influence of different heat treating fashion on organization and properties of 9SiCr steelAbstract: The experiment is contrast the function after the different heat treating to the 9SiCr .In the first place, prepare six 9SiCr samples,normalization、annealing and quench, then take three of the quenching samples heat in different temperature. Measure the hardness of the samples, and then contrastive analysis. Observe the organizations after polish, contrastive and analysis the influence by different heat treatment. 9SiCr steel normalizating under 900℃,get the pearlite. Annealing under 800℃,get the pearlite, the hardness descend and the plasticity and tenacity heighten. Quenching under 850℃,get martensite ,high hardness and highe tenacity.Backfire the quenching samples under 150℃,get martensite,partly eliminate the internal stress, increase the tenacity and keep the steel’s high hardness. Backfire under 450℃,get tempered troostite,high elasticity and tencity. Backfire under 550℃,get sorbite have fine machinery function.Key word:9SiCr steel normalization annealing quench backfire marrensite目录第一章.绪论 (5)1.1 9SiCr钢概况 (5)1.1.1 9SiCr钢的组织特点及其合金元素对钢的作用 (5)1.1.2 9SiCr 钢的性能特点及其热处理工艺 (6)第二章.实验过程 (8)2.1 原材料及设备 (8)2.2 实验过程 (8)第三章实验结果及分析 (9)3.1组织分析..................................... (9)3.2硬度分析.......................... . (13)第四章结论 (14)参考文献 (15)第一章绪论1.1 9SiCr钢概况9SiCr钢比铬钢具有更高的淬透性和淬硬性,并且具有较高的回火稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高碳合金工具钢-9SiCr钢
⑴模具钢的特性高碳合金工具钢,其韧性较好,具有较好的回火稳定性,热处理时变形小。
该钢中碳化物分布均匀,不易析出碳化物网,并易于正火消除,通过正火可以消除网状及粗片状碳化组织。
但压强度和耐磨性不足,加工性较差。
该钢表面残存含碳量为0.6%~0.7%的脱碳层时,由于碳化物的减少使表面层的过热敏感性增大。
经正常加热淬火以后表面硬度仍可达到60~62HRC,但其抗弯强度却下降40%~50%。
层晶粒度达到7级,心部为10级。
该钢锻造性能良好,由于易脱碳,故须在中性气氛或保护气氛炉中加热。
施以锻热调质处理,可获得细密的回火索氏体组织,简化工序,省时节电,既有良好的切削加工性能,又有理想的预处理组织。
该钢受热软化温度为320℃,淬透性比铬钢好,油淬淬硬深度40~50mm。
该钢零保温淬火韧化工艺,可以消除搓丝板因常规淬火加热氧化脱碳造成的早期失效,不均匀奥氏体淬火可以细化马氏体,淬火后得到隐晶马氏体或细针状马氏体,这种组织强韧性好。
⑵供货状态及硬度退火态,硬度≤241~179HBS,压痕直径
3.9~
4.3mm。
⑶标准GB1299-85钢的主要化学成分(质量分数,%)C0.90~
1.05、Si1.20~1.60、Mn0.30~0.60、Cr0.90~1.20、W1.20~
1.60。
⑷参考对应钢号德国DIN标准材料编号1.2067、德国DIN标准钢号100Cr6、我国GB标准钢号9SiCr、英国BS标准钢号BL3、法
国AFNOR标准钢号Y1000C6、西班牙UNE标准钢号100Cr6、美国AISI/SAE标准钢号L3、俄罗斯гOCT标准钢号9XC、瑞典SS标准钢号2092。
⑸临界点温度(近似值)A
c1=770℃,A
r1
=730℃,A
cm
≤870℃。
⑹热加工规范需在中性气氛或保护气氛炉中加热,预热温度第一次700~800℃,保温时间1.0~1.5h,第二次850~890℃,保温时间2min/mm,保温后以冷速≤100℃/h升温至1100~1150℃,保温时间1.0~1.5min/mm。
在加热过程中应勤翻动坯料,均匀受热,充分透烧。
开锻温度1100~1150℃,反复进行双十字变向镦拔锻造,锻后合金碳化物≤2级。
⑺锻热调质处理规范900℃高温余热油淬,接着进行700~720℃高温回火,硬度200~220HBS,可代替锻后球化等温退火。
⑻正火规范加热温度900~920℃,保温时间盐浴炉25~30s/mm,空气炉70~90s/mm,空气冷却,硬度321~415HBS。
⑼成批等温球化退火规范(790~810)℃×(2~3)h,随炉冷却,(700~720)℃×(3~4)h,硬度≤229HBS,珠光体2~5级,网状碳化物≤2级。
⑽球化退火规范(790~810)℃×(2~4)h,随炉冷却,(700~720)℃×(3~4)h,以冷速≤30℃/h缓慢炉冷到温度500~600℃,出炉空冷,硬度179~241HBS。
(11)冷压毛坯普通软化规范温度820℃±10℃,时间3~4h,以15℃/h的冷却速度冷至温度≤650℃,出炉安空冷。
(12)冷压毛坯等温球化软化规范(820℃±10)℃×(3~4)h,(720℃±10)℃×(6~8)h,再缓冷至温度≤600℃,出炉空冷。
处理前硬度≤241HBS,处理后硬度≤217HBS。
(13)调质处理规范淬火温度880~890℃,油冷却,回火温度680~700℃,硬度197~229HBS。
(14)油韧处理规范将钢补充加热到830℃以后,以≤30℃/h 的冷却速度降温到630℃,出炉油冷,硬度93~94HRB,不破断扭转角3450,以提高钢的韧性。
(15)普通淬火、回火规范
①淬火温度830~860℃,油冷却,硬度62~64HRC;回火温度150~200℃,硬度61~63HRC。
②淬火温度850~870℃,油冷却,硬度62~65HRC;回火温度140~160℃,硬度62~65HRC。
③淬火温度850~870℃,油冷却,硬度62~65HRC;回火温度160~180℃,硬度61~63HRC。
④预热温度450~500℃,淬火温度870~880℃,油冷却,回火温度180~200℃,时间2h,硬度59~62HRC。
(16)零保温淬火、回火规范预热温度450~500℃,奥氏体化温度870~880℃,不保温,冷却介质温度180~190℃,在硝盐浴中冷却数分钟,回火温度240~260℃,回火时间2h。
(17)东莞弘超模具商城典型应用举例
①该钢用做冲制料厚δ>3mm的冲裁模具中形状复杂的凸模、凹
模、镶块,做凸模时建议硬度58~62HRC,做凹模时建议硬度60~64HRC。
②小批量软料中厚板总裁模常选用9SiCr等钢。
③用于滚丝模,经超细化预处理后,服役期寿命提高一倍以上。
④该钢制M50×2搓丝板采用锻热调质预处理索氏体组织与淬火马氏体比容接近,加之“薄壳淬火”,提高寿命2~3倍。
⑤载荷轻或小批量生产用冷镦模,常用该钢。
⑥该钢用于较精密复杂的模具。
⑦该钢可用于下料模、冲头、压印模等。
⑧用于高强度冷作模具钢。
⑨用于铝件冷挤压模,做凸模时建议硬度60~62HRC。
⑩齿轮冲模、剪刀及冷轧辊。
⑾是各种冲剪工具、精压模、冷镦模的基本材料。
⑿适用于耐磨性高、切削不剧烈且变形小的刃具,如板牙、丝锥、钻头、铰刀、齿轮铣刀、拉刀等。