W11对称式三辊卷板机
卷板机工作原理及技术特点

卷板机工作原理及技术特点卷板机工作原理及技术特点在两个下辊筒的中间对称位置上有上辊筒i,上辊筒能在垂直方向调节,使置于上下辊筒间的板料4得到不同的弯曲半径。
下辊筒是主动的,安装在固定的轴承内,由电动机通过齿轮减速器使其同方向同转速转动,上辊是被动的,安装在可作上下移动的轴承内。
大型卷板机上辊的调节是机械或液压的,小型卷板机中常为手动调节。
一、卷板机的工作原理卷板机可分为三辊卷板机和四辊卷板机两类。
三辊卷板机又可分为对称式与不对称式两种。
卷板机的工作原理,为对称式三辊筒卷板机的辊筒断面图,辊筒沿轴向具有一定的长度,以使板料的整个宽度受到弯曲。
在两个下辊筒的中间对称位置上有上辊筒i,上辊筒能在垂直方向调节,使置于上下辊筒间的板料4得到不同的弯曲半径。
下辊筒是主动的,安装在固定的轴承内,由电动机通过齿轮减速器使其同方向同转速转动,上辊是被动的,安装在可作上下移动的轴承内。
大型卷板机上辊的调节是机械或液压的,小型卷板机中常为手动调节。
工作时板料置于上下辊间,压下上辊,使板料在支撑点间发生弯曲,当两下辊转动时,由于摩擦力作用使板料移动,从而使整个板料发生均匀的弯曲。
根据上述弯曲原理可知,只有当板料与上辊筒接触到的部分,才会达到所需要的弯曲半径,因此板料的两端边缘各有一段长度没有接触上辊,不发生弯曲,称为剩余直边,剩余直边长度约为两下辊距离的一半。
不对称三辊筒卷板机的辊筒断面图,上辊筒1是位于下辊筒2的上面,另一辊筒3在侧面,称为侧辊筒。
上下两辊筒是由同一电动机旋转的。
下辊能上下调节,调节的最大距离约等于能卷弯钢板的最大厚度。
侧辊筒3是被动的,能沿倾斜方向调节。
弯曲时,将板料4送人上下辊筒,然后调节下辊将板料压紧,产生一定的摩擦力,再调节侧辊的位置,当上下辊由电动机驭动旋转时,板料发生弯曲。
这种不对称三辊筒卷板机的优点是板的两端边缘也能得到弯曲,剩余直边的长度比对称式三辊卷板机缩小很多,其值不到板厚的两倍。
三辊卷板机卷圆技巧要领
三辊卷板机卷圆技巧要领
三辊卷板机卷圆技巧要领包括:
一、圆弧走向
1.首先确定圆弧起始位置并将卷板机切入该位置。
2.根据图纸要求选择及调整卷板速度,从起始位置切起。
3.运用圆弧走向的技巧,调整切削深度,确保表面毛糙度及尺寸精度。
4.将卷板机慢慢向外侧推出,完成卷圆动作,并用卷板机正向移动进行定位,确保圆弧形状及尺寸精度。
二、延伸动作
1.卷板机圆弧走向时,只需要调整切削深度及切削速度,圆弧方向不能变化。
2.当圆弧部分完成后,卷板机转向延伸,从而形成卷圆。
3.调整卷板机圆弧走向,以控制整个延伸动作的平滑度,同时也要注意表面光洁度及直径大小的精度。
4.延伸动作完成后,将卷板机垂直移动,完成卷圆工作。
三、测量检查
1.圆弧及延伸动作完成后,将卷板机垂直移动,完成卷圆工作。
2.检查表面光洁度、圆弧尺寸及孔样等细节要求,并确保相关尺寸达到图纸要求。
3.确认各部分材料及角度的精度以及表面质量,保证产品质量及零部件加工的正确性。
4.完成上述工作后,将产品送入应用系统,确认产品的性能及其功能。
以上就是关于三辊卷板机卷圆技巧要领的简要介绍,如果能正确使用,可以有效提高生产效率及产品质量。
20x2500三辊卷板机使用说明书机械部分

1 机器的型号、名称、用途、根本参数1.1 产品型号、名称产品型号: W11*NC-20×2500名称: 20×2500毫米水平下调式三辊卷板机1.2 机器的用途该机为水平下调式三辊卷板机,用于金属板材的弯曲成型,可将金属板材一次上料,不需调头即可完成板材两端部预弯和弯卷成型,卷制成各种规格圆形或弧形工件,还可用于成型工件的校圆,该机是石油、化工、锅炉、造船、机车车辆、金属构造及机械制造等行业最为理想的弯曲成型设备。
2 机器的主要构造概述本机上、下辊均为主驱动辊,机器的机架、底座为钢板焊接,辊子为锻钢件〔上辊为50Mn,下辊为42CrMo〕,上辊主传动由22KW电机通过行星减速机驱动,下辊由1QJM32-1.0液压马达及齿轮驱动,三个工作辊均为主动辊。
上辊升降运动由安装在底座两端的的油缸驱动,下辊水平移动由安装在底座侧面的水平移动油缸驱动,上辊升降运动的位移量和下辊水平移动的位移量由显示器显示。
为便于成型筒体工件的卸料,机器上辊左端设有液压倾倒轴承体,右端尾部设有平衡拉杆机构,以保证倾倒轴承体倾倒后上辊悬空始终处于平衡状态〔如倾倒轴承体倾倒后上辊不能保持平衡,可调节此机构〕。
机器的上下辊位移采用NC自动调整,使液压系统驱动下的辊子位移的同步精度到达规定值,移动量有数字显示。
整机构造图见图2-1。
3 机器传动系统3.1 主传动机构上辊传动线速度约为4m/min,是由22KW带制动电机驱动行星齿轮减速器,经联轴器直接与上辊联接,带动上辊正反转动,能确保在传动中准确定位,操作方便。
具体构造见图3-1。
下辊传动的线速度约为4 m/min,由液压马达通过齿轮传动使两下辊转动,卷制不同板材筒件的实际线速度不同,由液压系统控制调节。
详见图3-2。
3.2 辅助传动机构上辊升降、下辊水平移动及倒头立起与倒下,为辅助传动系统。
4 液压系统(见系统原理图4-1)本机的液压驱动为开式系统,电机额定功率为7.5KW,额定工作压力为20MPa,用于驱动下辊油马达旋转系统油缸的升降。
20x2500三辊卷板机使用说明书机械部分
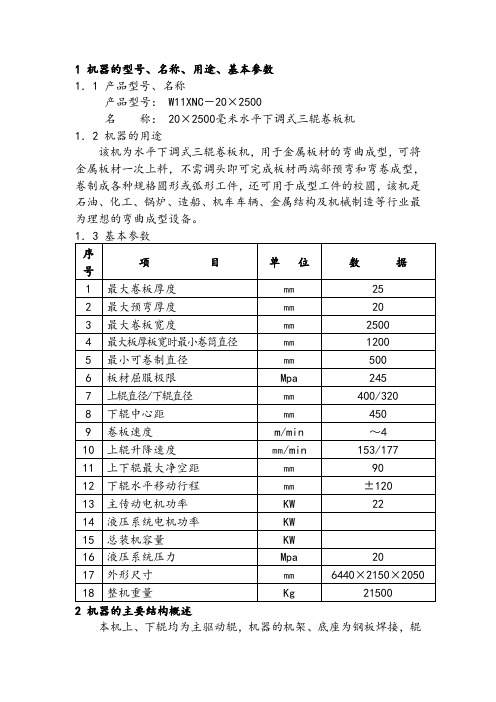
1 机器的型号、名称、用途、基本参数1.1 产品型号、名称产品型号: W11XNC-20×2500名称: 20×2500毫米水平下调式三辊卷板机1.2 机器的用途该机为水平下调式三辊卷板机,用于金属板材的弯曲成型,可将金属板材一次上料,不需调头即可完成板材两端部预弯和弯卷成型,卷制成各种规格圆形或弧形工件,还可用于成型工件的校圆,该机是石油、化工、锅炉、造船、机车车辆、金属结构及机械制造等行业最为理想的弯曲成型设备。
2 机器的主要结构概述本机上、下辊均为主驱动辊,机器的机架、底座为钢板焊接,辊子为锻钢件(上辊为50Mn,下辊为42CrMo),上辊主传动由22KW电机通过行星减速机驱动,下辊由液压马达及齿轮驱动,三个工作辊均为主动辊。
上辊升降运动由安装在底座两端的的油缸驱动,下辊水平移动由安装在底座侧面的水平移动油缸驱动,上辊升降运动的位移量和下辊水平移动的位移量由显示器显示。
为便于成型筒体工件的卸料,机器上辊左端设有液压倾倒轴承体,右端尾部设有平衡拉杆机构,以保证倾倒轴承体倾倒后上辊悬空始终处于平衡状态(如倾倒轴承体倾倒后上辊不能保持平衡,可调节此机构)。
机器的上下辊位移采用NC自动调整,使液压系统驱动下的辊子位移的同步精度达到规定值,移动量有数字显示。
整机结构图见图2-1。
3 机器传动系统3.1 主传动机构上辊传动线速度约为4m/min,是由22KW带制动电机驱动行星齿轮减速器,经联轴器直接与上辊联接,带动上辊正反转动,能确保在传动中准确定位,操作方便。
具体结构见图3-1。
下辊传动的线速度约为4 m/min,由液压马达通过齿轮传动使两下辊转动,卷制不同板材筒件的实际线速度不同,由液压系统控制调节。
详见图3-2。
辅助传动机构上辊升降、下辊水平移动及倒头立起与倒下,为辅助传动系统。
4 液压系统(见系统原理图4-1)本机的液压驱动为开式系统,电机额定功率为,额定工作压力为20MPa,用于驱动下辊油马达旋转系统油缸的升降。
W11-30X2500液压对称卷板机说明书1
换向阀 D5-03-3 C60 电磁换向阀 D5-03-3 C60
电磁换向阀 D5-03-3 G4
节流阀 MSW
节流阀 MSW
节流阀 MSW
液压单向筏 MPW
液压单向筏 MPW
液压单向筏 MPB
溢流阀 MBB
溢流阀 MBB
溢流阀 MBP
5-3-4、其他液压元件的调整和使用 1、复位160kg/cm2; 2、下降压力160kg/cm2; 3、下降压力160kg/cm2; 4、系统压力; 5、上升压力120kg/cm2; 6、上升压力120kg/cm2。
换向阀 D5-03-3 C60 电磁换向阀 D5-03-3 C60
电磁换向阀 D5-03-3 G4
节流阀 MSW
节流阀 MSW
节流阀 MSW
液压单向筏 MPW
液压单向筏 MPW
液压单向筏 MPB
溢流阀 MBB
溢流阀 MBB
溢流阀 MBP
5-3-3、系统中速度的调整 a、上辊上升和下降速度的调整 上辊上升和下降速度的调整,翻倒侧和固定侧分别调整各自的叠加 式单向节流阀,向内旋转手柄速度将减小,向外旋转手柄速度将增大。 上辊上升速度和下降速度反复调整,使其两边每下降100mm,速度差为 最小值。
30KW 11KW
恒力集团
三.主 体 结 构
设备主体结构是由上辊装置、上辊升降装置、下辊装置、主传动装置及 翻倒装置左右则机架和底盆组成。
3-1.上辊装置 上辊装置由主油缸、上辊轴承座、轴销等组成。
主油缸体、活塞杆均为45#锻件,缸筒内表面压光处理,活塞杆表面镀 Cr,密封件采用日本进口Yx型密封圈,利用无杆腔工作提供卷制板材 所需的压力。主油缸活塞杆与上辊轴承座连接。主油缸工作压力为 19.5Mpa。
三辊卷板机的工作原理
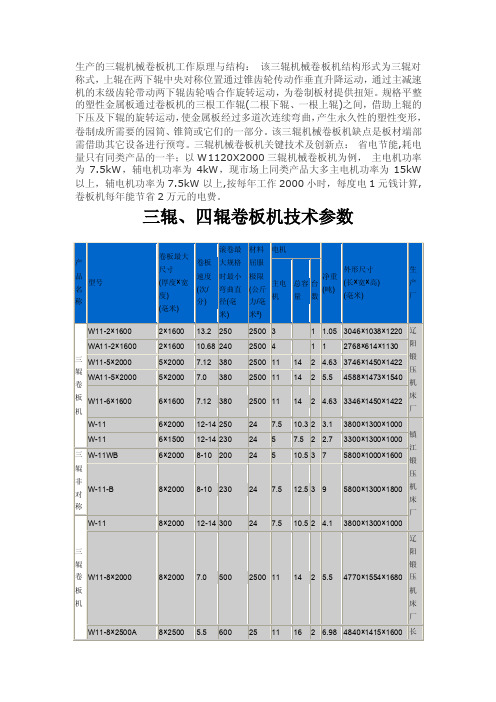
生产的三辊机械卷板机工作原理与结构:该三辊机械卷板机结构形式为三辊对称式,上辊在两下辊中央对称位置通过锥齿轮传动作垂直升降运动,通过主减速机的末级齿轮带动两下辊齿轮啮合作旋转运动,为卷制板材提供扭矩。
规格平整的塑性金属板通过卷板机的三根工作辊(二根下辊、一根上辊)之间,借助上辊的下压及下辊的旋转运动,使金属板经过多道次连续弯曲,产生永久性的塑性变形,卷制成所需要的园筒、锥筒或它们的一部分。
该三辊机械卷板机缺点是板材端部需借助其它设备进行预弯。
三辊机械卷板机关键技术及创新点:省电节能,耗电量只有同类产品的一半;以W1120X2000三辊机械卷板机为例,主电机功率为7.5kW,辅电机功率为4kW,现市场上同类产品大多主电机功率为15kW 以上,辅电机功率为7.5kW以上,按每年工作2000小时,每度电1元钱计算,卷板机每年能节省2万元的电费。
三辊、四辊卷板机技术参数。
三辊卷板机操作规程(三篇)

三辊卷板机操作规程三辊卷板机是一种用于卷轧金属材料的设备,具有操作简便、效率高的特点,适用于许多行业中的金属加工工序。
为了保证操作安全和提高生产效率,对三辊卷板机的操作规程进行详细的规定是非常必要的。
下面将介绍一份三辊卷板机的操作规程,帮助操作人员正确使用设备。
一、操作前的准备工作1. 操作人员必须经过专业培训,了解设备的结构和工作原理,熟悉各个部位的功能。
2. 在操作前必须检查设备是否处于正常状态,如有异常情况必须及时报修。
3. 检查设备周围是否有障碍物,保持操作区域整洁干净。
二、安全操作规定1. 操作人员必须佩戴防护设备,包括帽子、安全鞋、安全手套等。
2. 在操作过程中,不得随意触摸设备的运动部分,以免造成伤害。
3. 遵守操作规程,严禁将手指或其他物体放入辊缝内操作。
4. 禁止在设备工作过程中随意更换工具、调整设备结构,必须停机后才能进行。
5. 操作过程中禁止与其他人进行无关的交谈,确保集中注意力。
6. 如发现设备异常情况,如错误操作、异响等,必须立即停机检查,并及时上报。
三、操作流程1. 打开电源开关,确认电压稳定后,按下启动按钮,设备开始运行。
2. 根据需要调整三个辊子的间距和位置,确保卷轧效果达到要求。
3. 确认输送线路畅通,将待加工的金属材料放置在进料架上,在两辊之间传送到主辊。
4. 启动卷轧过程,在卷轧过程中注意观察金属材料是否正常通过各个辊子,并检查卷轧效果。
5. 卷轧完成后,及时停止设备,并关闭电源开关。
6. 对卷轧好的金属材料进行清理,及时清除杂质等。
四、设备保养1. 设备每日结束后必须进行清洁工作,包括清理辊子表面的铁屑和杂质,以及清理设备周围的污垢。
2. 定期对设备进行润滑,确保各个部位的正常运转。
3. 定期检查设备的运转状况,如发现异常情况及时维修或更换部件。
4. 对设备进行定期保养和维护,并按要求记录保养情况。
以上就是三辊卷板机的详细操作规程,希望能对操作人员正确使用设备起到指导作用。
三辊卷板机的设计
三辊卷板机的设计作者伟人指导教师宋诚生摘要:卷板机是一种将金属板材弯卷成筒体、锥体、曲面体或其他形体的通用成型设备。
本设计旨在设计出用于卷制最大厚度为10mm、最大宽度为2000mm钢板的卷板机。
本文首先简单介绍了卷板机的分类、工作原理及在我国的发展情况。
结合任务书要求,通过对常用机构类型的论证,选择了本课题的对称式三辊卷板机。
由分析整个卷板运动,将其分为主运动和辅运动。
论证确定了主运动和辅运动的传动系统方案后,经过计算工作机构的工作功率及运动参数,选择电动机的型号。
再对传动系统中各传动装置分别进行类型选择、材料及热处理选择、设计计算和校核。
设计和校核工作机构的材料和尺寸后,对轴、轴承、联轴器和键进行设计计算,最后简述了机架的设计。
关键词:三辊卷板机参数化设计校核The Design of The Three Roller Coiling MachineAbstract:The bending machine is a common molding equipment which could bend plate into a cylinder, cone, curved body or other body .This design is aimed to design the bending machine rolling the maximum thickness of 10mm, maximum width of 2000mm plate .This article first briefly describes the classification of the bending machine, working principle and development in China. Through the demonstration of the common types of institutions and the task book , having chosen this three roller coiling machine. By the analysis of the entire coiling movement, it could be divided into the main and the auxiliary movement. After determining the drive system program of the main and the auxiliary movement , then calculating the power of working bodies and motion parameters, reaching the model of motor .And select the type of transmission system , materials and heat treatment , design calculations and check. Design and check the materials and size, shaft, bearings, couplings and key design calculations, the final rack design.Key words:The three roller coiling machine Parameter design Check目录1 绪论 (1)1.1 概述 (1)1.2 工作原理 (2)1.3 卷板机在我国的发展 (2)2 机构方案的论证及确定 (4)2.1 方案的论证 (4)2.2 方案的确定 (5)3 主运动系统的设计 (6)3.1 主传动系统的设计 (6)3.2 主电动机的选择 (7)3.3 确定传动系统的总传动比和分配传动比 (10)3.4 带传动的设计 (11)3.5 减速器的选择 (14)3.6 末级输出齿轮传动设计 (15)3.7 下辊的校核 (18)3.8 键的选择 (20)3.9 下辊轴承的设计 (21)4 辅运动系统的设计 (23)4.1 辅传动系统的设计 (23)4.2 辅电动机的选择 (23)4.3 丝杠螺母传动的设计 (24)4.4 确定传动系统的总传动比和分配传动比 (27)4.5 减速器的选择 (28)4.6 蜗杆传动的设计 (29)4.7 上辊的校核 (33)4.8 上辊轴承的设计 (35)4.9 辅电动机与减速器联轴器的选择 (35)4.10 减速器与蜗杆轴联轴器的选择 (36)4.11 蜗杆轴的设计 (37)4.12 蜗杆轴轴承的选择 (40)4.13 蜗轮轴的设计 (42)4.14 蜗轮轴轴承的选择 (43)5 上、卸料机构的设计 (44)5.1 机构设计 (44)5.2 设计校核 (44)6 机架的设计 (46)6.1 结构设计 (46)6.2 材料和厚度 (46)结论 (46)致谢 (46)参考文献 (47)1 绪论1.1 概述机械制造业是国民经济的中流砥柱,在国家经济实力中具有非常重要的作用和地位。