生产运作管理计算题标准步骤(2)
生产运作管理计算题
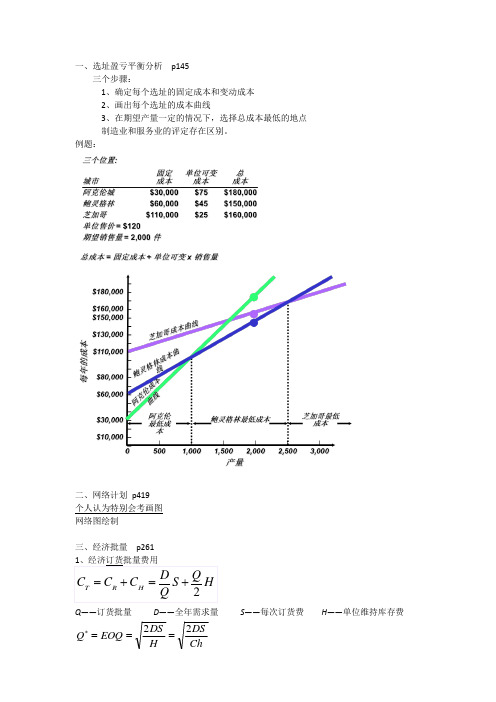
一、选址盈亏平衡分析 p145三个步骤:1、确定每个选址的固定成本和变动成本2、画出每个选址的成本曲线3、在期望产量一定的情况下,选择总成本最低的地点制造业和服务业的评定存在区别。
例题:二、网络计划 p419个人认为特别会考画图网络图绘制三、经济批量 p261Q——订货批量 D ——全年需求量 S——每次订货费 H ——单位维持库存费 ChDS H DS EOQ Q 22===*Q*—为经济订货批量C — 购买的单位货物的成本;S — 每次订货发生的费用(与供应商的联系费、采购人员旅差费等);H — 单位货物每年的存储成本(H=C ⨯h ;h 为一常数,库存保管费用率);平均库存量 = Q/2在经济订货批量为EOQ 时•d 为需求率,即单位时间内的需求量; • LT 为订货提前期。
某公司以单价10元每年购入8000单位某种产品,每次订货费用为30元,资金年利息率为12%,仓储费用按所存储货物价值的18%计算。
若每次订货的提前期为2周,试求经济订货批量、最低年总成本、年订货次数和订货点(一年按52周计算)。
• 已知: P=10元/件;D=8000件;S=30元;LT=2周H=10*12%+10*18%=3元/件.年。
则,经济批量:最低年总费用为:CT=p ·D+(D/Q )·S+(Q/2) ·H8000*10+(8000/400)*30+(400/2)*3=81200元年订货次数:n=D/EOQ=8000/400=20次订货点:RL=(D/52一年52周)*LT=8000/52*2=307.7=308件2、经济生产批量EPL 则:经济生产批量为:最大库存:Q1= tp ⨯(p-d )=Q*(p-d )/ p平均库存= Q1 / 2=Q*(p-d )/ (2p )年总成本:T c =C ⨯D+(D /Q*)⨯S+[ Q*(p-d )/ (2p )]⨯H年生产次数:n=D / EPL订货点:RL=d ⨯LT例题(典型的EPL 问题);根据预测,市场每年对X 公司生产的产品的需求量为 20000台,一年按250个工作日计算。
运营管理计算题总结

第三节 选址的评价方法
一 量本利分析法
例:某公司要建厂,拟订了 x,y,z三个不同的建厂方案,各 方案的生产费用预测见下表,试确定不同生产规模的最优 方案。(假定三方案所在区域内,产品的销售价格均相同)
X方案 固定成本 60万
Y方案 130万
Z方案 250万
单位可变成本
44元
27元
15元
第三节 选址的评价方法
假定Y地点被选中,分析过程如下:
工厂
A B P 15 ② 2100 27 Q 27
仓库 Y 32
虚拟仓库 0 ⑤ 300 0
生产 能力 2400 2400
1800
12 28 ① 2100 ④ 300 C 45 24 16 0 ③ 1800 2100 2100 2100 需求
计算其全部的运输成本为:
物料流量分析法
1 .根据产品生产运作的工艺流程,确定物料在生产运作过 程中总的流动方向,并绘制相应的物料流向图。
该工作要站在工厂整个生产运作过程的角度考虑,是在 已经选定好的专业化类型和工艺过程路线的基础上进行。
2.分析单位时间内各单位之间的物科运量,绘制物料运 量从-至表。还可以在此基础上,画出表示物料流量的 相关线图,以便更清晰、直观地反映问题。
i 1 i 1
m
m 1
A
B
C
D
其中:n--生产的批量
m --加工产品所需的工序的总数量
ti --各工序单件加工时间 tmax --各工序中单件加工时间的最大值 ts--相邻两工序中单件加工时间的较小值
例题:
工序顺序代号 零件单件加工时间(秒/件) 1 40 2 15 3 15 4 25 5 30 6 30 7 20 8 5
生产运作管理课后计算机题及实践题部分答案
生产运作管理课后计算机题及实践题部分答案 SANY标准化小组 #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#生产运作管理课后计算机题及实践题(部分)答案一、计算题 第四章计算题1、一个制造厂计划在某车间旁增加一侧房,建一条新的生产线,……。
解:A 方案的月运输量是:(15+15)×2000+(15+10)×2000+(30+10)×3000+(15+10)×1000+(20+35)×3000 =420000(m ).B 方案的月运输量是:(25+35)×2000+(25+10)×2000+(10+10)×3000+(15+10)×1000+(10+25)×3000 =380000(m ).故B 方案的月运输量最小。
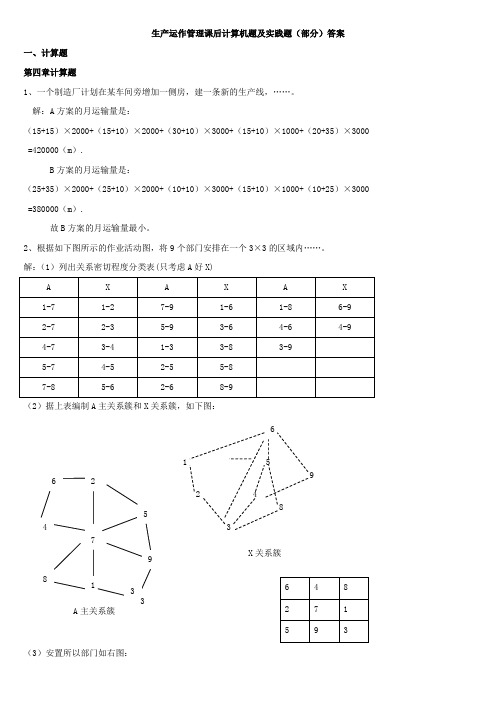
2、根据如下图所示的作业活动图,将9个部门安排在一个3×3的区域内……。
解:(1)列出关系密切程度分类表(只考虑A 好X)(2)据上表编制A 主关系簇和X 关系簇,如下图:(3)安置所以部门如右图:X 关系簇3、答案: 节拍为分/件,个工作日4、答案 :(2)节拍为分/件,(3)最小工作地数为5 (4)重新组合的工作地为:(A,B),(C,D,E),(F,G),(H,I),(J),(K,L),效率为%5、答案 :为A 第五章计算题:1、一个工作人员欲制定一个金属切削作业的时间定额…… 解:正常时间为:×125%=13(分)标准时间为:13×(1+16%)=(分)2、观测一项作业,共60次…… 解:(1)观测到的时间:分钟 (2)正常时间:×95%=分钟(3)标准时间:×95%×(1+10%)=分钟 3、答案:377分钟。
4、答案:分钟。
5、一新达成的工会合同允许……解:正常工作时间:1461+=6.35460⨯⨯()(分) 标准作业时间:24+106.351+=7.2240+14()(分)6、答案:57次观察。
生产与运作管理计算
⽣产与运作管理计算⼆、⽣产能⼒的计算(⼀)、对于加⼯装配式⽣产,⽣产能⼒是⼀个模糊的概念。
⼤量⽣产,品种单⼀,可⽤具体产品数表⽰;⼤批⽣产,品种数少,可⽤代表产品数表⽰;多品种、中⼩批量⽣产,则只能以假定产品(Pseudo-product)的产量来表⽰。
(⼆)、代表产品适⽤于:产品结构、⼯艺相似、多品种⽣产的企业。
选择其中劳动总量最⼤的⼀种作为代表产品,以代表产品产量表⽰⽣产能⼒。
换算步骤:①计算产量换算系数代t t K i i /= Ki :i 产品产量换算系数ti :i 产品台时定额t 代:代表产品台时定额②将i 产品产量换算为代表产品产量 i i i K Q Q ?=→代(三)、假定产品:由各种产品按其总劳动量⽐重构成的⼀种假想产品适⽤于:产品结构、⼯艺不相似,多品种⽣产的企业换算步骤:①将各种产品按其产品产量⽐重构成⼀种假定产品t 假:假定产品的台时定额t i :i 产品的台时定额n i :i 产品的具体年计划产量N :各种产品年总产量之和假t t k i i /=③i 产品产量换算为假定产品产量 i i i K Q Q ?→=假(四)、例:设有A 、B 、C 、D 共有4种产品,其计划年产量和各产品的单位产品台时定额如表所⽰,现计算代表产品和假定产品。
解:1、代表产品的计算:由表可知,选定产品C 为代表产品,计算得A : 50×20/40 = 25 (台)B : 100×30/40 = 75(台)C : 125 (台)D: 25×80/40 = 50(台)2、假定产品的计算⾸先,计算假定产品的台时定额:t pj =(50×20+100×30+125×40+25×80)÷300=36.67(台时)然后,将各产品的计划产量折算成假定产品产量A :50×20/36.67= 27B:100×30/36.67=82C:125×40/36.67= 136D:25×80/36.67 = 55三、MTS、MTO企业产量、品种的确定(⼀)备货型⽣产MTS企业(太难了,⽼师不要出滴~出了俺伤不起!)(⼆)订货型(MTO).品种的确定例:已接到A、B、C三种产品的订货,其加⼯时间和可获利润如下表所⽰,能⼒⼯时为40个时间单位,应该接受哪些产品最有利?解:可采⽤⼀种启发式算法:按(利润/加⼯时间)的值从⼤到⼩排序,即优先考虑单位加⼯时间利润最⼤的任务,A:10/12 = 0.83(元/时)B: 13/8 = 1.63 (元/时)C: 25/25 = 1 (元/时)可得到优先顺序为B-C-A, 由于能⼒⼯时为40,选择B,余下能⼒⼯时32,再选择C,余下7,不⾜以加⼯A,所以只能选择B和C。
生产与运作管理作业(2)
生产与运作管理作业2(第3~5章)一、单项选择题1.企业在计划年度内实际可能达到的生产能力称为( D )。
教材第58页A.设计生产能力B.规划生产能力C.查定生产能力D.计划生产能力2. 考虑采取各种技术组织措施,进行技术改造后,企业或主管部门确定的生产能力是( D )。
P. 58A.设计生产能力B.计划生产能力C.应变生产能力D.查定生产能力3. 价值工程的基本表达式为( C )。
教材第69页A.价值=成本/功能B.价值=成本×功能C.价值=功能/成本D.价值×功能=成本4. 劳动定额制定基本要求是多方面的,其关键是( B )。
教材第80页A.快 B准 C.全 D.多5. 利用过去生产过的同类型产品或类似产品工序的实际工时消耗的资料,在分析比较的基础上制定定额的方法称(C )。
教材第79页A.经验估计法B.类推比较法C.统计分析法D.技术测定法6. 根据工人看管或操作设备的工作岗位数、工作量等到因素来进行定员称( C )。
教材第82页A.按设备定员B.按比例定员C.按岗位定员D.按工时定额计算7. 反映企业对社会需求的满足能力,还反映企业的专业化水平、企业管理水平的指标是( A )。
P.87A.产品品种指标B.产品质量指标C.产品产量指标D.产值指标8. 企业在报告期内规定生产产品的名称、型号、规格、和种类是指( A )。
教材第87页A.产品品种指标B.产品质量指标C.产品产量指标D.产品产值指标9. 确定企业每一具体最终产品在每一具体时间段应生产数量,它是综合生产计划分解和细化,其时间段一般定为一周,有时定为日、旬、月,根据具体情况而定的生产计划为( D )。
教材第88页A.产量计划B.生产作业计划C.物料需求计划D.主生产计划10. 建立正常生产与运作秩序,完成生产与运作任务,组织企业日常生产与运作活动依据的计划是(D )。
教材第93页A.综合生产计划B.主生产计划C.生产计划D.生产作业计划11. 进行培训是实施MRP11( C )阶段的工作。
生产运作管理课后计算机题及实践题答案
生产运作管理课后计算机题及实践题(部分)答案一、计算题 第四章计算题1、一个制造厂计划在某车间旁增加一侧房,建一条新的生产线,……。
解:A 方案的月运输量是:(15+15)×2000+(15+10)×2000+(30+10)×3000+(15+10)×1000+(20+35)×3000 =420000(m ).B 方案的月运输量是:(25+35)×2000+(25+10)×2000+(10+10)×3000+(15+10)×1000+(10+25)×3000 =380000(m ).故B 方案的月运输量最小。
2、根据如下图所示的作业活动图,将9个部门安排在一个3×3的区域内……。
解:(1)列出关系密切程度分类表(只考虑A 好X)(2)据上表编制A 主关系簇和X 关系簇,如下图:(3)安置所以部门如右图:X 关系簇3、答案: 节拍为分/件,个工作日4、答案 :(2)节拍为分/件,(3)最小工作地数为5 (4)重新组合的工作地为:(A,B),(C,D,E),(F,G),(H,I),(J),(K,L),效率为%5、答案 :为A 第五章计算题:1、一个工作人员欲制定一个金属切削作业的时间定额…… 解:正常时间为:×125%=13(分)标准时间为:13×(1+16%)=(分) 2、观测一项作业,共60次…… 解:(1)观测到的时间:分钟 (2)正常时间:×95%=分钟(3)标准时间:×95%×(1+10%)=分钟 3、答案:377分钟。
4、答案:分钟。
5、一新达成的工会合同允许……解:正常工作时间:1461+=6.35460⨯⨯()(分) 标准作业时间:24+106.351+=7.2240+14()(分)6、答案:57次观察。
7、答案:37个周期。
生产运作管理计算题标准步骤(2)

生产运作管理共有五道计算类型题:标黄色的表示做题时,必须要阐述写清的。
一、装配线平衡的方法1.(在答题纸上划出题中要求的网络图)2.节拍计算:节拍r=计划期有效工作时间/计划期计算产量3.计算满足节拍需要的工作地的最小数量理论值。
S min=[工序时间之和/节拍](最终结果进位取整)4.组织工作地。
按节拍要求分配组织各工作地的工序(在网络图上标)。
分配时要遵循:保证各工序之间的先后顺序;各工作地的作业时间应尽量接近或等于节拍;工作地数目尽量少。
5.评价装配平衡的效率:装配线的效率=完成作业所需时间/实际工作地数*节拍二、用代表产品法或假定产品法计算设备生产能力1.代表产品法的步骤:①选定代表产品。
因*产品计划产量(或计划产量与台时定额之积)最大,故选*产品为代表产品。
②计算换算系数。
见表中第③项。
(以代表产品的台时定额为分母,其它产品的台时定额为分子,计算每种产品的换算系数。
)(将每个产品的换算系数填入表格中)③计算表中第④项。
(用每种产品的计划产量乘换算系数,得出用代表产品表示的产量。
并填入表中。
)④计算产量比重。
见表中第⑤项。
每个产品的产量/总产量⑤计算生产能力:表中第⑥项设备生产能力=设备年有效工作小时数/代表产品台时定额 = **=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额(生产能力取整,小数部分只舍不入),结果填入表中。
⑥按产量比重计算各产品生产能力⑦=生产能力⑥*比重⑤/换算系数③,将各产品生产能力填入表中。
⑦如生产能力大于计划产量,则表示能力满足计划需求;•(或如生产能力小于计划产量,则表示生产能力不足,企业应想办法增加生产能力来满足需求。
)2.假定产品法的步骤:①计算假定产品台时定额。
③=(每种产品的计划产量与台时定额乘积的和/总产量)=①A*②A+①B*②B+①C*②C+①D*②D/总产量②计算产量比重。
见表中第④项。
每个产品的产量/总产量③计算设备生产能力=设备年有效工作小时数/代表产品台时定额 = **=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额(生产能力取整,小数部分只舍不入),结果填入表中。
生产运作管理计算题

1运输问题表上作业法1某汽车制造公司决定在南方建一新厂。
方案A总权重=0.25*90+0.1*80+0.25*90+0.2*90+0.2*90=89方案B总权重=0.25*95+0.1*75+0.25*80+0.2*85+0.2*80=84.25方案C总权重=0.25*80+0.1*95+0.25*80+0.2*80+0.2*80=81.5所以选址A2给出如下3个厂址的有关数据厂址A的总成本=18*300000+1500000=6900000厂址A的利润=30*300000—18*300000—1500000=6900000厂址B的总成本=20*250000+3000000=8000000厂址B的利润=30*250000—20*250000—3000000= -500000厂址C的总成本=19.5*325000+4000000=10337500厂址C的利润=30*325000—19.5*325000—4000000= -5875003某工厂下载3个工厂A,B,C和两个分配中心P,Q所以最佳分配中心地点为W2装配线平衡一装配线计划每小时装配200件产品,每小时用于生产的时间是50分钟,表1是装配工序、每道工序的作业时间及紧前工序等信息,请完成下列任务:3经济订货数的批量模型四达设备公司每年要按单价4元购入54000套轴承组合件。
单位维持库存费为每年每套轴承9元,每次订货费用为20元。
试求经济订货批量和年订货次数已知H =9元/套.年,S=200元/次,D=54000套则经济订购批量:订货次数4经济生产批量模型某自行车公司计划下年度生产特种轮胎40000只,生产率为每天200只,一年按250天计算。
一次生产准备费用为200元,提前期为5天。
单位生产费用为15元,单位维持库存费为11.5元。
试求经济生产批量和订货点。
H =11.5元/只年 S=200元/次,D=40000只, p=200只/天,LT=5天,d=40000/250=160只/天经济生产批量订货点:ROP=d*LT=160*5=800只 5价格折扣模型①每年需用某零件3000单位,每次订购的固定成本为250.00元,单位维持库存费为货物价值的25%,现有三个货源可供选择,A :不论订购多少单价都为10.00元;B :订购量必须大于等于600单位,单价9.50元;C :订货起点为800单位,单价9.00元。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产运作管理共有五道计算类型题:标黄色的表示做题时,必须要阐述写清的。
一、装配线平衡的方法
1.(在答题纸上划出题中要求的网络图)
2.节拍计算:节拍r=计划期有效工作时间/计划期计算产量
3.计算满足节拍需要的工作地的最小数量理论值。
S min=[工序时间之和/节拍](最终结果进位取整)
4.组织工作地。
按节拍要求分配组织各工作地的工序(在网络图上标)。
分配时要遵循:保证各工序之间的先后顺序;各工作地的作业时间应尽量接近或等于节拍;工作地数目尽量少。
5.评价装配平衡的效率:装配线的效率=完成作业所需时间/实际工作地数*节拍
二、用代表产品法或假定产品法计算设备生产能力
1.代表产品法的步骤:
①选定代表产品。
因*产品计划产量(或计划产量与台时定额之积)最大,故选*产品
为代表产品。
②计算换算系数。
见表中第③项。
(以代表产品的台时定额为分母,其它产品的台时
定额为分子,计算每种产品的换算系数。
)(将每个产品的换算系数填入表格中)
③计算表中第④项。
(用每种产品的计划产量乘换算系数,得出用代表产品表示的产
量。
并填入表中。
)
④计算产量比重。
见表中第⑤项。
每个产品的产量/总产量
⑤计算生产能力:表中第⑥项
设备生产能力=设备年有效工作小时数/代表产品台时定额 = **
=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额
(生产能力取整,小数部分只舍不入),结果填入表中。
⑥按产量比重计算各产品生产能力⑦=生产能力⑥*比重⑤/换算系数③,将各产品生
产能力填入表中。
⑦如生产能力大于计划产量,则表示能力满足计划需求;
•(或如生产能力小于计划产量,则表示生产能力不足,企业应想办法增加生产能力来满足需求。
)
2.假定产品法的步骤:
①计算假定产品台时定额。
③=(每种产品的计划产量与台时定额乘积的和/总产量)=①A*②A+①B*②B+①C*②C+①D*②D/总产量
②计算产量比重。
见表中第④项。
每个产品的产量/总产量
③计算设备生产能力=设备年有效工作小时数/代表产品台时定额 = **
=年有效工作日*每天工作小时数*设备台数*(1-设备检修率)/代表产品台时定额
(生产能力取整,小数部分只舍不入),结果填入表中。
④按各产品比重计算各产品生产能力=生产能力*比重. 结果填入表中。
⑤如生产能力大于计划产量,则表示能力满足计划需求;
•(或如生产能力小于计划产量,则表示生产能力不足,企业应想办法增加生产能力来满足需求。
)
三、2台机器排序问题及加工周期的计算
1.应用Johnson算法。
求解过程如下:(以PPT中题为样例)
将工件*排第1位 *
将工件*排第6位 * *
将工件*排第2位 * * *
将工件*排第3位 * * * *
将工件*排第5位 * * * * *
将工件*排第4位 * * * * * *
最优加工顺序为s=(0,0,0,0,0,0)。
2.加工周期计算:见下表:按最优加工顺序重新整理时间矩阵,此图必须画在答题纸上。
如下图。
先按加工时间=上一工序完工时间+本工序加工时间,把第一行和第一列的工序
从第2行的第2列到第6列,从本行前一列右上角和本列上一行的右上角数字中取大者,再
和本工序加工时间相加,得出加工周期。
将加工周期都填在本工序加工时间的右上角。
最终得出最后一个工序的完工时间,即,这批零件的加工周期为*。
四、相同零件、不同移动方式下加工周期的计算 下式中n 代表零件个数,m 代表工序数 t L 表示工序时间最长的数字
顺序移动方式:T 顺 = n ∑t i =具体的计算数字过程及结果
平行移动方式:T 平 =∑ti +(n-1)t L =具体的计算数字过程及结果
平行顺序移动方式:T 平顺 =n ∑ti -(n-1) ∑ min(tj ,tj+1 ) =
具体的计算数字过程及结果
注:T 平顺求和符号∑第一个上面是m ,下面是i=1
第二个上面是m-1,下面是j=1(因软件公式不好用,没有直接录上)
五、项目管理网络计划图,各节点最早可能发生时间和最迟必须发生时间的计算,关键路线。
1. 根据题目要求画出网络图。
画图、节点编号。
2. 每个节点上计算最早可能发生时间,再反过来计算最迟必须发生时间。
3. 找出关键路线。
i=1
m
j=1
m-1
i=1
m
i=1
m。