美规线材制造讲义
线材知识RICHIEBIN
线 径 含 4.99 ㎜以下
五、单位换算:
(1IN)1 英寸(1”)=25.4mm=2.54cm=1000mil (1FT)1 英尺(1’)=12 英寸(12”) 1KG=1000g(公斤)=2 斤=2.205 磅(ib) 1mm=39.37 mil 1M=3.281FT=39.37 IN 1”=0.083’ 1FT=0.3048M 1000KG=1T(吨)=2000 斤
3. PE(聚乙烯 Polyethylene)料可分为两类:a.高密度 HD-PE(High Density Polyethylene) b.低密度 LD-PE(Low Density Polyethylene)﹔
1.发泡剂形成发泡 PE—FM-PE 如果 PE 加入 2.防火剂形成防火 PE 3.架桥剂形成架桥 PE 4.PP(聚丙烯 Polypropylene )料可分为:a. 一般型 b.耐冲墼型 5.PU(Thrmo-Plastic-Polyurethane)料可分为:a. 一般型 b.反应型、热固型 6.Teflon 铁氟龙(Fluorocarbon) 氟塑料可分为: a.PTFE:聚四氟乙烯树脂 b.PFE: 四氟乙烯与六氟丙烯共聚物 c.PFA: 四氟乙烯与全氟烷基乙烯基醚共聚物 d.ETFE: 四氟乙烯与乙烯的共聚物 e.C TFE:聚氟三氟乙烯树脂 f.PVDF: 聚氟偏氯聚乙烯 g.Fluorocabon Polymers 铁氟龙:(碳化氟物) h.Polytetrafluoroethylene(FTFE): 聚氟四化乙烯 i. Fluorinated Ethylene propylene (FEP): 六氟化丙烯 j.Foam-FEP k.Foam-PTFE 7.Thrmo-Plastomer 热可塑性弹性体 TPE 七、绝缘材质简易识别方法: 1.燃烧法: PVC:绿色光罩,绿焰及黄焰滚滚冒出,软化冒出白烟并有盐酸味(自熄性塑料) PE:兰色光罩,燃烧区熔融透明,有熔胶滴落及蜡味(延烧性塑料) PP:兰色光罩,燃烧区熔融透明,有熔胶滴落及煤油味(延烧性塑料) PU:黑烟,有熔胶滴落,无焦灰,氮氧化合物味(延烧性塑料) Nylon:兰色光罩,熔融,头发焦味(自熄性塑料) Silicone 硅树脂类:无味,浓浓白烟,白色残余灰份(自熄性塑料)
电线基本知识
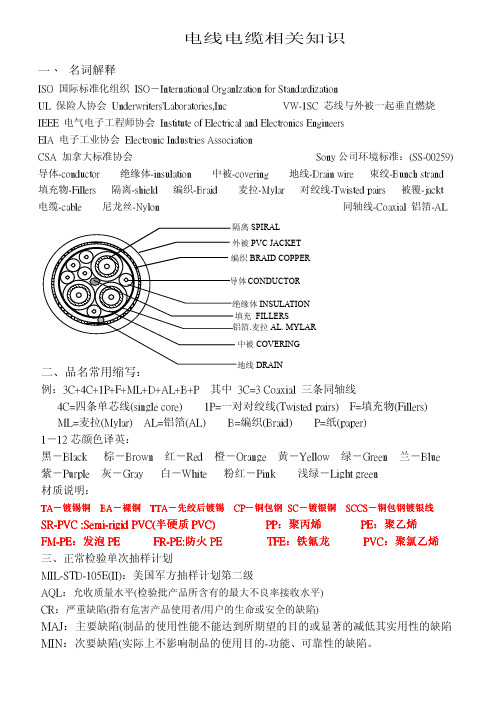
线材的组成
由导体(铜线),绝缘体(PVC、SR-PVC、PP、 PE),隔离层(铝箔、缠绕、编织),外被(PVC、 PU)
导体(Conductor)
導體種類: 單芯 Solid 多芯線Stranded 導體的材料: 銅Copper 銅合金Copper Alloy 銅合刚線Copper clad steel wire 鋁 Aluminum 導體電鍍: 鍍錫Tin plate 鍍銀Silver plate 鍍鎳Nickel plate
双屏蔽线材:用于连接列印机、扫描议、交换器、电话机等 设备。 单屏蔽线材:用于滑鼠、键盘等 。 USB结构由一对两芯组成,一对用于传输信号,两芯 用于传输电源。
USB版本:1.0 、1.1、2.0 区别是传输速度不同 传输速度:低速1.5mb/s、高速12MB/S、超高速 480MB/s,
USB UL2725 线材案列
UL&CSA簡介
UL 标志(产品安全认证)
列名:UL在产品上的列名标志是表明生产 厂商的整个产品的样品已经由UL进行了测试,并符 合适用IL要求。
分类: 带有此标志的产品,其危险的有限 范围或使用的适合的范围均已经得到评定。 元/组件的认证:最终产品中使用UL认证 的组件并不意着该产品本A簡介
电线电缆方面UL AWG常识:
“1”开头的如UL1354表示单芯线且外被为热塑性材料
“2”开头的如UL2464表示多芯線且外被为热塑性材料 “3”开头的如UL3443表示单芯线且外被为热固性材料 “4”开头的如UL4023表示多芯线且外被为热固性材料 “5”开头的如UL5034表示特珠規格的单芯和多芯线
MARKING
USB SHIELDED HIGH SPEED CABLE 2.0 REVISION 28AWG/2C +28AWG/2C E188601 (UL) TYPE CM 75℃ LL84201 CSA TYPE
美制AWG线规标准阐述
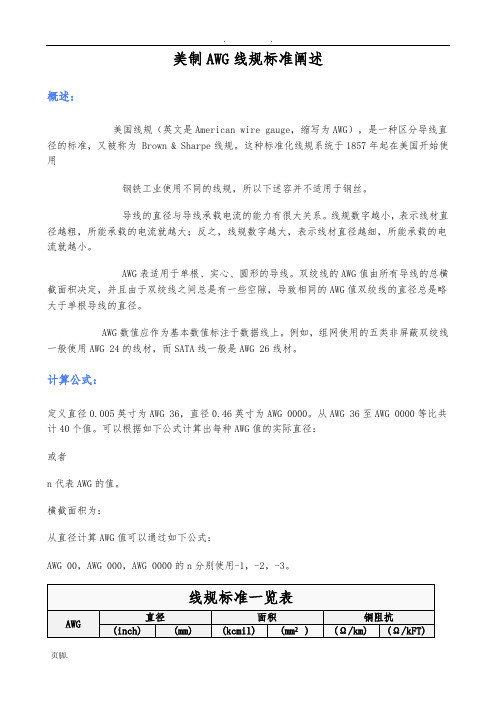
美制AWG线规标准阐述概述:美国线规(英文是American wire gauge,缩写为AWG),是一种区分导线直径的标准,又被称为 Brown & Sharpe线规。
这种标准化线规系统于1857年起在美国开始使用钢铁工业使用不同的线规,所以下述容并不适用于钢丝。
导线的直径与导线承载电流的能力有很大关系。
线规数字越小,表示线材直径越粗,所能承载的电流就越大;反之,线规数字越大,表示线材直径越细,所能承载的电流就越小。
AWG表适用于单根、实心、圆形的导线。
双绞线的AWG值由所有导线的总横截面积决定,并且由于双绞线之间总是有一些空隙,导致相同的AWG值双绞线的直径总是略大于单根导线的直径。
AWG数值应作为基本数值标注于数据线上。
例如,组网使用的五类非屏蔽双绞线一般使用AWG 24的线材,而SATA线一般是AWG 26线材。
计算公式:定义直径0.005英寸为AWG 36,直径0.46英寸为AWG 0000。
从AWG 36至AWG 0000等比共计40个值。
可以根据如下公式计算出每种AWG值的实际直径:或者n代表AWG的值。
横截面积为:从直径计算AWG值可以通过如下公式:AWG 00,AWG 000,AWG 0000的n分别使用-1,-2,-3。
释: 美国区分导线直径的标准,又称B&S线程(即Brown & Sharps线程)铜线直径通常以AWG(美国导线规格)作为单位进行测量。
AWG前面的数值(如24AWG、26AWG)表示导线形成最后直径前所要经过的孔的数量,数值越大,导线经过的孔就越多,导线的直径也就越小。
粗导线具有更好的物理强度和更低的电阻,但是导线越粗,制作电缆需要的铜就越多,这回导致电缆更沉、更难以安装、价格也更贵。
电缆设计的挑战在于使用尽可能小直径的导线(减小成本和安装复杂性),而同时保证在必要电压和频率之下实现导线的最大容量。
不同AWG数值的导线的直径、面积和重量AWG 直径(英寸)直径(毫米)面积(密尔)面积(平方毫米)重量(千克/千米)22 0.0253 0.643 640.40.3256 2.89523 0.0226 0.574 511.50.2581 2.29524 0.0201 0.511 404.00.2047 1.82026 0.0159 0.404 253.00.1288 1.145上表的尺寸是一百多年前确定的,而随着技术发展,现在导线性能不断提高。
电线电缆用美标导体概述
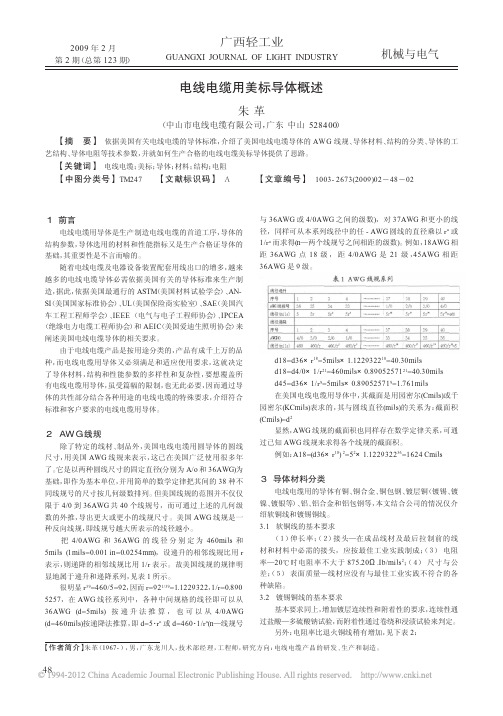
广西轻工业GUANGXI JOURNAL OF LIGHT INDUSTRY机械与电气2009年2月第2期(总第123期)【作者简介】朱革(1967-),男,广东龙川人,技术部经理,工程师,研究方向:电线电缆产品的研发、生产和制造。
1前言电线电缆用导体是生产制造电线电缆的首道工序,导体的结构参数,导体选用的材料和性能指标又是生产合格证导体的基础,其重要性是不言而喻的。
随着电线电缆及电器设备装置配套用线出口的增多,越来越多的电线电缆导体必需依据美国有关的导体标准来生产制造,据此,依据美国最通行的ASTM (美国材料试验学会)、AN-SI (美国国家标准协会)、UL (美国保险商实验室)、SAE (美国汽车工程工程师学会)、IEEE (电气与电子工程师协会)、IPCEA (绝缘电力电缆工程师协会)和AEIC (美国爱迪生照明协会)来阐述美国电线电缆导体的相关要求。
由于电线电缆产品是按用途分类的,产品有成千上万的品种,而电线电缆用导体又必须满足和适应使用要求,这就决定了导体材料,结构和性能参数的多样性和复杂性,要想覆盖所有电线电缆用导体,虽受篇幅的限制,也无此必要,因而通过导体的共性部分结合各种用途的电线电缆的特殊要求,介绍符合标准和客户要求的电线电缆用导体。
2AWG线规除了特定的线材、制品外,美国电线电缆用圆导体的圆线尺寸,用美国AWG 线规来表示,这已在美国广泛使用很多年了。
它是以两种圆线尺寸的固定直径(分别为A/o 和36AWG)为基础,即作为基本单位,并用简单的数学定律把其间的38种不同线规号的尺寸按几何级数排列。
但美国线规的范围并不仅仅限于4/0到36AWG 共40个线规号,而可通过上述的几何级数的外推,导出更大或更小的线规尺寸。
美国AWG 线规是一种反向线规,即线规号越大所表示的线径越小。
把4/0AWG 和36AWG 的线径分别定为460mils 和5mils (1mils=0.001in=0.0254mm),设递升的相邻线规比用r 表示,则递降的相邻线规比用1/r 表示。
《线材材料讲义》课件
新型材料
创新增强、耐腐蚀性更强、更 持久耐用的线材材料,以满足 应用领域对材料质量的更多要 求。
加工技术
制造商将会使用更加高效的生 产线技术,以提高线材材料的 生产效率和质量。
《线材材料讲义》PPT课 件
这份课件介绍了线材材料的基本知识,以及它在各个领域的应用。同时也包 含了选材、工艺要求、性能测试 evaluated、评估等内容。
线材材料的分类与特性
1 分类
不同种类的线材有着不同的特点和优缺点。根据其化学成分和材料特性,可以将其分为 多种类型。
2 特性
线材材料的物理特性和化学特性直接影响着其应用的范围和方式。细心了解这些特性, 能帮助我们更好地使用线材。
机械性能测试 腐蚀性能测试
可靠性测试
用于计算产品的强度,硬度和韧性等性能指标。
测试线材材料对化学腐蚀的耐受性和能力,以及 是否会在长期使用中出现腐蚀。
通过模拟实际环境对产品进行验证,以保证产品 安全可靠。
线材材料的发展趋势
可持续性
线材材料生产中的环境问题会 受到越来越多的关注,制造商 渴望使用更环保的材料。
线材材料的工艺要求
1
电镀工艺
2
线材通常需要电镀以防止锈蚀。喷涂和
镀金是两种常见的电镀方法。
3
焊接工艺
多种选项可选择,其中 熔化保护焊,包 括 TIG 和 MIG,是一些更常见的焊接方式。
钢丝绞线工艺
许多应用会要求将多根线材叠加在一起 绞线。这种工艺的好处包括抗扭曲而且 更加耐用。
线材ห้องสมุดไป่ตู้料的性能测试与评估
线材材料的选用原则
机械性能指标
如强度、硬度、韧性等。好的机械性能能够保 证产品的质量和使用寿命。
线材培训资料(PPT 43页)

外被 铝箔 绝缘 导体 地线
2.铝箔 3.地线
16
VGA 线材结构
一、3+7:(*AWG*1C+S)*3Coax+*AWG*1P+*AWG*5C+ADB
1.外被 5.1P 6.单芯 7.3Coax
地线
5
1C 1 1P
3 3C
4
2C
2
中被 编织 铝箔 外被
绝缘 导体
2.编织 3.铝箔 4.地线 9.缠绕 8.中被
4P
3P
2.编织
4.麦拉
外被 铝箔 麦拉 绝缘 导体 编织
25
网线线材结构
四、CAT.6 UTP: *AWG*4P+F(”-”&”+”)
1.外被 2. 4P 3.一字架
1P
2P
4P
3P
外被 一字架
绝缘 导体
26
网线线材结构
五、CAT.6 FTP(STP): *AWG*4P+F(”-”&”+”)MDA
用热镀或电镀方式将金属锡镀于铜导体表面﹐以防止铜腐蚀/变色﹐及使导 体更易焊接。分为单根(或实心)镀锡铜线和绞合。绞合的目的是保持导体柔 软。 主要用于电子线上﹐一方面便于焊锡﹐另一方面由于导体较硬,不易弯曲﹐ 便于插到印刷电路板上面。
主要用于电子线上﹐性能同裸绞镀铜线﹐锡层附着性优于裸绞镀铜线。
3
成型时可不使用填充,但芯线必须经过过粉工艺处理。
电源线的芯线
电源线的芯线可以有二芯和三芯等。
电源线的材质1、导体使用裸铜; 2、绝来自和护套采用PVC。10
线材的结构
数据传输线
数据传输线的结构比较复杂,出现了地线、编织、铝箔 和麦拉(PET)等。这些结构部分都是起到屏蔽的作用。
线材插头知识
线材插头知识一、按线材安规认证的国家分类一般有:(各国安国标志见第五大点)1、欧规类:一般可出口欧盟成员国,线材上有各成员国相应的安规标志。
2、美规类:一般美国与加拿大采用统一标准,线材上有UL/CSA标志。
3、国标类:中国强制认证,标志为:CCC。
基本与欧规标准一致。
4、其它类:SAA澳规、BSI英国等。
二、线材型号编码:1、欧规的协调编码系统:如:H05VV-F 3G 0.75mm2(H代表协调编码系统,05代表线材电压值为300/500V,第一个V代表芯线材质为:PVC, 第二个V代表外被材质为:PVC,3G代表3芯带接地线, 0.75mm2代表导体横截面积.除美规外,其它国家一般采用协调系统.2、美规的AWG〈American wire guage (美國線規)〉系统:如SVT 18AWG ,SJT 16AWG,UL1007 22AWG(SVT、SJT等代表电线使用环境,18AWG表示UL线种号。
)、(UL代表此线符合UL,1007---UL线种号。
此为UL电子线)三、以下以美规线材为例,线材的一般要求如下:电源线(Flexible Cords and Cables)之安规要求明文规定在CSA标准C22.2 No. 49-98年版中,为使读者在研发制造前能了解相关要求,特此对其标示、结构要求及安全测试三大部份做以下的说明及简介。
标示(Marking) :一般有印字、压字两种,根据客户要求选用。
电线上标示(强制性要求):线材上610 mm至少必须出现一次。
1.公司名称(或CSA合约号码、登录过的商标/商名)。
2.温度等级(大于最低温度者必须印在线材上)。
3.线材种类、线径及条数(如SPT-2 16AWGX3C)。
注意:CSA标准中的Non-integral(双层绝缘)不可在线材上标示"NI"字样,此标准只视为结构上的不同而已。
4.燃烧等级(FT1, FT2 或FT4,线材若符合FT4或VW-1可不必标示FT1或FT2,若符合FT1可不标示FT2)。
线材生产工艺培训教材PPT课件
线材轧线上总的来说布置有两种剪机,一种是用于切头尾和事故碎断的剪机,即我们常说的飞剪,由电机驱动,剪切过程中剪刃随轧件同步前进,如轧线上的1#、2#、3#(组合工作,由3#飞剪和碎断剪组成)飞剪;另一种是用于事故时阻止后续轧件继续进入相应机组的的剪机—卡断剪,压缩空气驱动,如布置在1#轧机前、预精轧机组和精轧机组前的卡断剪(该两组剪机已取消使用)
高速线材轧机特点
一般将轧制速度大于40m/s(区分高线和普线的一个基本特点)的线材轧机称为高速线材轧机。 高速线材轧机的生产工艺特点: 连续、高速、无扭和控冷。其中高速轧制 是最主要的工艺特点(此外,单线、微张 力、组合结构、碳化钨辊环和自动化)。 高速线材产品特点: 盘重大、精度高、性能优良。
1#水咀
1、3#水咀
1、3、5#水咀
反吹水咀、反吹气咀
3#水冷箱开启
1#水咀
1、3#水咀
1、3、5#水咀
反吹水咀、反吹气咀
吐丝机夹送辊投入状态
夹尾
夹送辊超前率
%
2.0-2.5
吐丝机夹送辊尾部滞后率
%
1.0-1.5
吐丝机超前率
%
2.5-3.0
风机开启
台
1
2
2
夏季高温时分别可适当增开1台
高速无扭精轧
高速无扭精轧工艺是现代线材生产的核心技术之一,它是针对以往各种线材轧机存在诸多问题,综合解决产品多品种规格、高断面尺寸精度、大盘卷和高生产率的有效手段。唯精轧高速度才能有高生产率。才能解决大盘重线材轧制过程的温降问题。精轧的高速度要求轧制过程中轧件无扭转,否则事故频发,轧制根本无法进行。因此,高速无扭精轧是高速线材轧机的一个基本特点。
生产工艺-轧制
美标电缆线规格 -回复
美标电缆线规格-回复什么是美标电缆线规格?美标电缆线规格是根据美国国家标准(ANSI/NEMA)制定的一套电缆线的规范。
这些规格包括电缆的电气性能、尺寸、材料和标志等。
美标电缆线规格的目的是确保电缆线在安装和使用中的可靠性和一致性。
第一步:了解美标电缆线规格的组成美标电缆线规格由几个关键要素组成,包括:1. 电气性能:美标规定了电缆线的额定电压、频率、电流负载等参数,以确保其满足特定的工作条件和性能要求。
2. 尺寸:美标规定了电缆线的外径、内径、导线直径等尺寸参数,以便确定其适用范围和安装条件。
3. 材料:美标规定了电缆线所用的绝缘材料、导体材料、护套材料等,以满足特定的耐热、防火、耐候等要求。
4. 标志:美标规定了电缆线的标志代码、颜色、文本等,以便正确识别和区分不同类型的电缆线。
第二步:了解美标电缆线规格的分类美标电缆线规格按应用领域和用途可分为多个类别,包括:1. 电力电缆:用于输送和分配电能的电缆线,如低压电缆、中压电缆和高压电缆等。
2. 控制电缆:用于控制和信号传输的电缆线,如仪表电缆、通信电缆和计算机电缆等。
3. 通信电缆:用于电话、数据和视频通信的电缆线,如光纤电缆和同轴电缆等。
4. 仪器电缆:用于连接仪器和设备的电缆线,如测量电缆和传感器电缆等。
每个类别下又可以细分出不同的规格和型号,以满足不同的应用需求。
在选择美标电缆线规格时,需要根据具体的应用场景和技术要求进行选择。
第三步:了解美标电缆线规格的应用范围美标电缆线规格广泛应用于建筑、电力、通信、交通、石油化工等行业。
在建筑领域,常用的美标电缆线规格包括NM电缆(居住建筑用电线)、UF电缆(地下电线)和NMC电缆(湿地和地下电缆)等。
在电力领域,常用的美标电缆线规格包括THWN电缆(塑料绝缘线)、VNTC电缆(中压控制电缆)和MV电缆(中压电力电缆)等。
在通信领域,常用的美标电缆线规格包括CAT5e电缆(以太网电缆)和RG6电缆(同轴电缆)等。
电源线的知识
1).美规电线(flexible cord)参考的标准为UL62、UL1581.SPT、SJT、SVTSPT-1:(Service Parallel Thermoplastic)热塑型平行线.最大可生产到20~18AWG(2芯或3芯)SPT-2:最大生产到18~16AWG(2芯或3芯)SPT-3:最大生产到18~10AWG(2芯或3芯)SVT(Service Vacuum thermoplastic):18~16AWG(2芯或3芯)SJT(Service Junior thermoplastic):18~10AWG(2芯~5芯)ST:18-2AWG(2芯或多芯)l 印刷要求:UL规定电线上必须印UL、CSA logo,最低60℃可印也可不印,印字之间距不可超过610mm. l UL E135710<档案>SPT-1 SPT-2 SPT-1W SPT-2W SPT-3 NISPT-1 NISPT-2 SVT SJT SJTW ST STW l CSA LL95937<档案>SPT-1 SPT-2 SPT-3 SVT SJTl UL与CSA对电线的温度对照UL CSA60℃60℃75℃60℃90℃60℃105℃105℃(2).欧规电线:(欧共型).H03VVH2-F0.752/2CH harmonized(欧共型)03 300/300V05 300/500V07 450/750VV: PVC insulation.V: Jacket PVC.H2: Flat Non-separate cable.H: Flat Separate cable.F: fine wire-flexible cord.H: Extra-fine wire.U: Solid.R: Stranded0.75MM2 Cross sectional size of conductors(截面积).(3).目前公司已申请认证的电线: VDE H05V-KH03VH-H 2*0.75*0.5 H05VV-F 2*0.75H03VV-F 2*0.75*0.5 H05VV-F 2*1.0H03VV-H2 2*0.75*0.5 H05VV-F 3*0.75H03VV-F 3G*0.75*0.5 H05VV-F F3G*1.0H05VV-F 2*1.5 H05VVH2-F 0.75*2H05VV-F 3G*1.5 H05VVH2-F 2*1.0以上线材具体由哪个认证机构授权需查阅相关档案.三. 插头方面(1).美规插头结构,UL498及UL1681中规定(依NEMA)NEMA:(National Electrical Manufacturers Association.)美国电机制造协会.常见的几种:1-15R: 2Pole 2-Wire 125V 15A Receptacle (SF-51)1-15P: 2Pole 2-Wire 125V 15A Plug (SF-21.23.22A)2-15~30R: 2Pole 2-Wire 250V 15A Receptacle2-15~30P: 2Pole 2-Wire 250V 15A Receptacle5-15~50R: Receptacle Plug (SF-52…)5-15~50P: 2Pole 3-Wire 125V 15A Receptacle (SF-31.31N.32.33.37.45.46.32D)6-15~50P(R): 2Pole 3-Wire 250V 15A~50A7-15~50P(R): 2Pole 3-Wire 277V 15A~50A10-20~50P(R): 3Pole 3-Wire 125V/250V 20A~50A11-15~50P(R): 3Pole 3-Wire 250V 15A~50Al 插头的检验规范主要依据(817)l 插头中的要求:UL规定:不能出现电流及电压及UL logo;可以出现档案号或公司交易标志.CSA规定:不能出现电流及电压但可以出现CSA logo档案号或公司交易标志.如果制造厂是属予公司需印上分公司代码.(2).欧规插头:A.主要参照IEC 60083及60320规范.B.目前认证:SF-01 SF-81SF-03 SF-82SF-04 (Plug) SF-83 (Connector)SF-05 SF-85ASF-87C.检验规范:Plug ConnectorIEC 60 884 DIN 0625CEE 7 EN 60320EN 50075DIN 0620四. CB与CE的含意(1).CB:(Certification Bodies)认证体系.CB制度是国际电工委员会(IECEE)建立的一套全球性的互认制度.全球有34个国家,45个认证机构参加这一互认制度.(企业从其中一个认证机构获得CB证书后,可以较方便地转换成其它机构的认证证书.由此可以取得进入相关国家市场的准入证.)(2).CE:(European Communities)欧盟委员会CE标示是产品在欧盟境内销售的市场准入证明.a.CE标志向进口国海关表示.该产品符合相关的欧盟指令同时欧盟也努力使成员国之间的贸易往来更加顺畅.b.CE标志使产品合法进入以下十八国市场:奥地利、比利时、丹麦、芬兰、法国、德国、希腊、冰岛、爱尔兰、意大利、列支敦士登、卢森堡、荷兰、挪威、葡萄牙、西班牙、瑞典、英国.c. CE标志表示产品制造商或进口商所负的责任.制造商或进口商自行宣告其产品符合相关欧盟指令.CE标志并非经由认证机构颁发.d.其它由第三方机构颁发的认证可以与CE标志同时使用,但不能够取代CE标志.e.CE标志可以直接标注在产品上,亦可以与CE标注在产品的用户手册或包装上.另:EN60799规定PLUG<欧规>不能够使用“CE”标志(SF-01.03等).Connector或PLUG Connector可以有“CE”标志.电源线(Flexible Cords and Cables)之安规要求明文规定在CSA标准C22.2 No. 49-98年版中,为使读者在研发制造前能了解相关要求,特此对其标示、结构要求及安全测试三大部份做以下的说明及简介。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
FLEXIBLE CORD & FIXTURE WIRE講義一.名詞解釋XTW : parallel Integral, Decorative-Lighting Cords, 300V 105℃CXTW : Twisted Pair & Single Conductor, Decorative-Lighting Cords, 300V 105℃S(Service) : Heavy duty, rubber-insulated and rubber jacketed overall, 600VSE : Same as S, using thermoplastic Elastomer in place of rubberSEO : Same as SE, but with Oil resistance out jacketSJ : Junior hard service, same as S but300V, thickness differentSJO : Same as SJ, but with Oil resistance out jacketSJE : Same as SJ, using thermoplastic Elastomer in place of rubberSJEO : Same as SJE, but with Oil resistance out jacketSJEOO : Same as SJE, but with Oil resistance out jacket and insulationSJEOW : Same as SJE, Sunlight and Oil resistance out jacket, wet locationSV : Vacuum cleaner cord, rubber insulated and jacketed, light duty in damp locationsSVO : Same as SV, but with Neoprene Oil resistance out jacketSVE : Same as SV, using thermoplastic Elastomer in place of rubberSVEO : Same as SVE, but with Oil resistance out jacketSJT : Same as SJ, using Thermoplastic in place of rubberSJTO : Same as SJT, but with Oil resistance out jacketSJTOO : Same as SJT, but with Oil resistance out jacket and insulationSJTOOW : Same as SJTOO, Sunlight resistance out jacket, wet locationSVT : Same as SV, using Thermoplastic in place of rubberSVTO : Same as SVT, but with Oil resistance out jacketST : Hard service cord, Same as S, using Thermoplastic in place of rubberSTW : Same as ST, Sunlight resistance out jacket, wet locationSRD : Portable range or dryer cable, rubber insulated and jacketed, flat or round construction SRDE : Same as SRD, using thermoplastic Elastomer in place of rubberSRDT : Same as SRD, using Thermoplastic in place of rubber, 90℃SP-1 : all rubber, parallel-jacketed, light duty cord use in damp locations, 300VSP-2 : Same as SP-1, but heavier construction, 300VSP-3 : Same as SP-2, but heavier construction, 300VSPE-1,2,3 : Same as SP-1,2,3, using thermoplastic Elastomer in place of rubberSPT-1,2,3 : Same as SP-1,2,3, using Thermoplastic in place of rubberNISPT-1,2 : Nonintegral SPT-1,2 insulation and jacket all ThermoplasticHPN : Heater Parallel Neoprene cord, use in damp locationsCL2 : Class 2 General Purpose remote control, power-limited cable, meets Vertical Tray flame CL3 : Class 3 General Purpose remote control, power-limited cable, meets Vertical Tray flame CM : Communication cable, meets Vertical Tray flame testCMX : Outdoor Communication cable, meets VW-1 flame testCMG : Communication cable General PurposeCMR : Communication cable Riser, meets Riser flame testCMP : Communication cable Plenum, meets Steiner tunnel flame test二.導体截面積算法截面積: 1. mm2=(單根導体外徑(mm))2 x 0.7854 x導体條數(N)2. cmil or CM(圓密爾) : (密爾(mil))2 x 導体條數(N)1mil=(1/1000)英吋=0.0254mm 所以1”=39.37mil , 則CM=(39.37 x單根導体外徑(mm))2 x N各AWG導体的使用,其最小截面積必須符合UL1581的規定,例如:18AWG截面積需大於等於0.823 mm2 or 1620CM. UL1581規定如下: (表1)三.線材說明及安規要求1.生產流程:2.測試項目(UL62 & 1581) :a.芯線顏色: (表2)b.芯線絞距: (表3)c.各材料物性:絕緣材料: (表4)外被材料: (表5)(a.)一般線材: 室溫中放於水中6小時,其最小值為Class43 &12B之PVC : 2.5 megohm*kftClass12A &12C之PTFE, FEP : 1000 megohm*kft(b.)W線材: 分”常溫短期”,”高溫短期”&”長期放於水中的IR變化率”三項(1.) 常溫短期之絕緣電阻值(6hr): (表6)(2.) 高溫絕緣電阻值(6hr): (表7)(3.) 長期放於水中的IR變化率:浸泡於50.0 0C水中6星期後,IR若大於3 megohms*km,且續測的每週之衰減值不小於4%,則測12個星期即可.若大於表7.的值但小於3 megohms*km,則需測24~36個星期,且續測的每週之衰減值不得小於2%,否則試驗即告失敗.e.機械強度(Mechanical Strength): (表8)f. 耐電壓&火花試驗(RMSTest Potentials) : (表9)耐電壓&火花試驗(RMSTest Potentials) : (續表9)g.加熱變形(Deformation) : 1-T2 /T1( T1 : 老化前厚度; T2 : 老化後厚度)加熱變形荷重: (表10)3.UL印字規定: 字距在610mm以內,且需包含以下內容:(UL) Mark; 公司名稱or 商標; E number; Cord type(ex.SVT); Conductors(ex.18/3);溫度等級(大於最小溫度60 0C才需印); 電壓等級.4.PVC材料特性:a.軟硬度(Hardness):線材以SHORE A表示,插頭以P數(可塑劑對100單位PVC的含量)表示.由於各製造商配方不同,同樣P數的材料其SHORE A可能不同,兩者對照參考如下: (表11)為參考值.b.非移行性(Non-migration):一般試驗條件以60 0C(or 70 0C x 24hrs x 500g(or 1kg)為主,試驗板為ABS or PS.所謂移行,乃指可塑劑析出侵蝕ABS or PS板稱之.所以此類PVC之可塑劑需使用高分子聚酯型(ex. PN-1030),且搭配非鉛系安定劑使用.HIPS板較PS板更較ABS板易受侵蝕,所以要通過HIPS板試驗時,其配方成本最高,且較不易生產,有時得再回押一至二次,以改善麻點問題.c.低鉛鎘(Lead free)PVC :PVC中,鉛鎘主要來自安定劑,其次為色料及Sb2O3(耐燃劑),所以要達到低鉛要求除了需改用非鉛鎘系安定劑外,色料及Sb2O3也需慎用.目前檢測重金屬之設備可分為原子吸收光譜儀(Atomic Absorption,AA)與等離子體發散光譜儀(Induce Coupled Plasma / Atomic Emission Spsctrometer orOptical Emission Spsctrometer, ICP/AES or ICP/OES).兩者差異如下: (表12)測試方法及規範如下:EN71 (歐洲) EPA3050B (USEPA 美國環保局) ST-96 (日本) ASTM963-96 (美國) 91/338/EEC (歐洲) AS1647 (澳洲) 94/62/EC (歐洲) Philips 001 (飛利浦內規) EN1122 (歐洲)各標準最大檢出量要求如下: 單位: ppm(mg/kg) (表13)飛利浦內規(PHS001) (表14)PBBE : P oly b rominated B iphenyl E thers ; PBB : P oly b rominated B iphenylsPCB : P oly c hlorinated B iphenyls ; PCT : P oly c hlorinated T riphenyls PBDE(聚溴二苯醚) : P oly b romo d iphenyl E thers =PBBE目前Pb使用EPA3050B規範; Cd使用EN1122規範檢驗.。