钢结构的连接(焊接_螺栓连接)
钢结构的连接方式
5.方茴说:“那时候我们不说爱,爱是多么遥远、多么沉重的字眼啊。
我们只说喜欢,就算喜欢也是偷偷摸摸的。
”6.方茴说:“我觉得之所以说相见不如怀念,是因为相见只能让人在现实面前无奈地哀悼伤痛,而怀念却可以把已经注定的谎言变成童话。
”7.在村头有一截巨大的雷击木,直径十几米,此时主干上唯一的柳条已经在朝霞中掩去了莹光,变得普普通通了。
8.这些孩子都很活泼与好动,即便吃饭时也都不太老实,不少人抱着陶碗从自家出来,凑到了一起。
9.石村周围草木丰茂,猛兽众多,可守着大山,村人的食物相对来说却算不上丰盛,只是一些粗麦饼、野果以及孩子们碗中少量的肉食。
§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
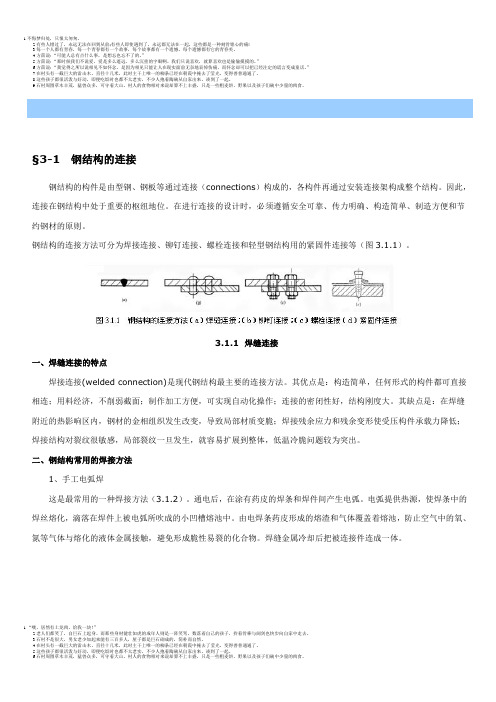
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
钢结构施工细则解读螺栓连接与焊接选择
钢结构施工细则解读螺栓连接与焊接选择钢结构作为一种常见且重要的建筑材料,其施工细节与连接方式具备决定性的作用。
螺栓连接与焊接是常见的钢结构连接方式,本文将对这两种方式进行解读,并根据实际情况进行选择。
一、螺栓连接螺栓连接是一种机械紧固方式,通过螺栓和螺母将两个构件连接在一起。
螺栓连接的特点是拆卸方便,适用于需要拆卸与移动的场合。
在选择螺栓时,需要考虑以下几个因素:1. 强度等级:根据结构设计要求和受力情况,选择合适的螺栓强度等级。
常见的螺栓强度等级有8.8、10.9和12.9,数值越高,强度越大。
2. 防松措施:螺栓连接在受到振动或冲击的情况下容易松动,为了确保连接的可靠性,需要采取相应的防松措施。
常见的防松措施包括使用锁紧垫圈或涂层。
3. 安装预紧力:螺栓连接需要进行预紧,预紧力的大小直接影响连接的强度。
根据规范要求和设计要求,控制预紧力的大小。
二、焊接选择焊接是将两个构件通过熔化材料进行连接的方式,具有连接强度高、连接刚度好的特点。
在选择焊接方式时,需要考虑以下几个因素:1. 焊接方法:根据施工情况和焊接要求,选择合适的焊接方法。
常见的焊接方法包括手工电弧焊、埋弧焊和气保焊等。
2. 焊材选择:根据焊接材料的性能与构件材料的相似性,选择合适的焊接材料。
确保焊接接头的强度和可靠性。
3. 焊工技术:焊接质量受到焊工技术的影响,需要通过培训与考核来确保焊工操作规范、技术熟练。
4. 焊缝设计:根据结构设计要求,合理设计焊缝形式与尺寸。
确保焊缝完全填充,焊接接头的承载能力。
在实际工程中,螺栓连接与焊接选择通常不是孤立的,常常是结合使用,以充分发挥各自的优势。
例如,在构件的永久连接部位使用焊接,而在需要拆卸的部分使用螺栓连接。
综上所述,螺栓连接与焊接是钢结构施工中常用的连接方式。
在实际选择时,需要根据结构设计要求、受力情况和工程实际情况综合考虑,确保连接的强度和可靠性。
合理的连接方式选择可以提高钢结构的施工效率和工程质量,值得工程师和施工人员的重视与研究。
钢结构的连接(焊接,螺栓连接)
机 器
送 丝 器
8
3.气体保护焊 3.气体保护焊 缺点: 优、缺点: 优点:焊接速度快, 优点:焊接速度快,焊接质 量好。 量好。 缺点:施工条件受限制等。 缺点:施工条件受限制等。
9
二、焊接连接形式和焊缝形式 1.焊接连接形式 1.焊接连接形式 单击图片3-2播放 单击图片 播放
对接
10
单击图片3-3播放 单击图片 播放
3
N
3.2 焊接连接的特性
一、钢结构常用焊接方法 1.手工电弧焊 1.手工电弧焊 原理: 原理:利用电弧产生热量 熔化焊条和母材形 成焊缝。 成焊缝。
焊条 焊钳
A、焊条的选择: 、焊条的选择: 焊条应与焊件 钢材相适应。 钢材相适应。
焊机 保护气体
焊件
电弧
熔池 导线 4
单击图片3-1播放 单击图片 播放
23
单击图片3-6播放 单击图片 播放
24
二、对接焊缝的计算 对接焊缝分为:焊透和部分焊透(自学)两种; 对接焊缝分为:焊透和部分焊透(自学)两种; 动荷载作用下部分焊透的对接焊缝不宜用做垂直受 动荷载作用下部分焊透的对接焊缝不宜用做垂直受 力方向的连接焊缝; 力方向的连接焊缝; 的连接焊缝
N t N
第1、2位数字为熔融金属的最小抗拉强度(kgf/mm2) 位数字为熔融金属的最小抗拉强度( 第3、4适用焊接位置、电流及药皮的类型。 适用焊接位置、电流及药皮的类型。 不同钢种的钢材焊接,宜采用与低强度钢材相适应的焊条。 不同钢种的钢材焊接,宜采用与低强度钢材相适应的焊条。
C、优、缺点
优点:方便,特别在高空和野外作业,小型焊接; 优点:方便,特别在高空和野外作业,小型焊接; 缺点:质量波动大,要求焊工等级高,劳动强度大,效率低。 缺点:质量波动大,要求焊工等级高,劳动强度大,效率低。
钢结构的连接方式

§3-1钢结构的连接钢结构的构件是由型钢、钢板等通过连接(connections)构成的,各构件再通过安装连接架构成整个结构。
因此,连接在钢结构中处于重要的枢纽地位。
在进行连接的设计时,必须遵循安全可靠、传力明确、构造简单、制造方便和节约钢材的原则。
钢结构的连接方法可分为焊接连接、铆钉连接、螺栓连接和轻型钢结构用的紧固件连接等(图3.1.1)。
3.1.1 焊缝连接一、焊缝连接的特点焊接连接(welded connection)是现代钢结构最主要的连接方法。
其优点是:构造简单,任何形式的构件都可直接相连;用料经济,不削弱截面;制作加工方便,可实现自动化操作;连接的密闭性好,结构刚度大。
其缺点是:在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部裂纹一旦发生,就容易扩展到整体,低温冷脆问题较为突出。
二、钢结构常用的焊接方法1、手工电弧焊这是最常用的一种焊接方法(3.1.2)。
通电后,在涂有药皮的焊条和焊件间产生电弧。
电弧提供热源,使焊条中的焊丝熔化,滴落在焊件上被电弧所吹成的小凹槽熔池中。
由电焊条药皮形成的熔渣和气体覆盖着熔池,防止空气中的氧、氮等气体与熔化的液体金属接触,避免形成脆性易裂的化合物。
焊缝金属冷却后把被连接件连成一体。
手工电弧焊设备简单,操作灵活方便,适于任意空间位置的焊接,特别适于焊接短焊缝。
但生产效率低,劳动强度大,焊接质量与焊工的技术水平和精神状态有很大的关系。
手工电弧焊所用焊条应与焊件钢材(或称主体金属)相适应,例如:对Q235钢采用E43型焊条(E4300~E4328);对Q345钢采用E50型焊条(E5000~E5048);对390钢和Q420钢采用E55型焊条(E5500~E5518)。
焊条型号中字母E表示焊条类型等。
不同钢种的钢材相焊接时,宜采用低组配方案,即宜采用与低强度钢相适应的焊条。
钢结构的连接方法
钢结构的连接方法一、钢结构的连接方法1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
三、钢结构以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
钢筋结构的连接方法
钢结构的连接方法一、钢结构的连接方法1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
三、钢结构以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
钢结构的连接方法

钢结构的连接方法
钢结构的连接方法主要包括:
1.焊接:焊接是采用焊接焊条或电弧焊将钢结构连接在一起的一种方法。
具体的焊接方式包括:焊接板焊、焊缝焊、插焊、双面焊等。
2.螺栓连接:利用螺栓将所连接的板件固定在一起。
螺栓连接方式包括:普通螺栓连接、拧紧螺母系统、膨胀螺栓系统等。
3.剪切连接:剪切连接是将钢板条和角钢以剪切变形的方式结合在一起。
剪切连接包括:
常规剪切连接、法兰连接、超高度剪切连接、超宽度剪切连接等。
4.组合连接:组合连接是在焊接和螺栓连接的基础上,将两者相结合,相互补充来实现钢结构连接的方式,如拉杆焊接和螺栓连接等。
5.跨度连接:跨度连接是将壳体系支撑在支撑点之间,以产生超长的
结构的连接方法。
常见的跨度连接方式有套筒支撑系统、群支撑系统、球
支撑系统等。
钢结构的连接方法
钢结构的连接方法一、钢结构的连接方法1、焊接连接2、螺栓连接3、铆钉连接二、以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
判定没有一个统一的标准,很多有经验的设计师或项目经理也常常不能完全说明白,可以以一些数据综合考虑并加以判断。
三、钢结构以钢材制作为主的结构,是主要的建筑结构类型之一。
钢材的特点是强度高、自重轻、刚度大,故用于建造大跨度和超高、超重型的建筑物特别适宜;材料匀质性和各向同性好,属理想弹性体,最符合一般工程力学的基本假定;材料塑性、韧性好,可有较大变形,能很好地承受动力荷载;建筑工期短;其工业化程度高,可进行机械化程度高的专业化生产;加工精度高、效率高、密闭性好,故可用于建造气罐、油罐和变压器等。
其缺点是耐火性和耐腐性较差。
主要用于重型车间的承重骨架、受动力荷载作用的厂房结构、板壳结构、高耸电视塔和桅杆结构、桥梁和库等大跨结构、高层和超高层建筑等。
钢结构今后应研究高强度钢材,大大提高其屈服点强度;此外要轧制新品种的型钢,例如H型钢(又称宽翼缘型钢)和T形钢以及压型钢板等以适应大跨度结构和超高层建筑的需要。
钢结构又分轻钢和重钢。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
N
N
(5)栓杆弯曲破坏 螺栓杆过长;栓杆长度不应大于5d
N/2
N
N/2
这 两 种 破 坏 构 造 解 决
44
剪切面数目nv
N
N
N/2
N
N/2
单 剪 :nv 1
双剪:nv 2
N/3
N/2
N/3
N/2
N/3
四剪 :nv 4
45
3.7 高强度螺栓连接计算
高强螺栓由45号、40B和20MnTiB钢加工而成,并 经过热处理 45号-8.8级; 40B和20MnTiB-10.9级
(一)普通螺栓种类
按其加工的精细程度和强度分为:A、B、C三个级别。
A、B级---精制螺栓,性能等级为5.6或8.8级; 5或8表示fu≥500或800N/mm2, 0.6或0.8表示 fy/fu=0.6 C或级0.-8--;粗Ⅰ制类螺孔栓,,孔性径能(等do级)-为栓4杆.6直或径4.(8d级)=;0.3~0.5mm。 4表示fu≥400N/mm2, 0.6或0.8表示fy/fu=0.6或0.8; Ⅱ类孔,孔径(do)-栓杆直径(d) =1~3mm。
顺力作用方向:为了防止板件被拉断或剪坏,端距不 能太小;
对于受压构件:为防止连接板件发生鼓曲,中距不能 太大。
(2)构造要求;
螺栓的边距和中距不宜太大,以免板件间贴合不密,
潮气侵入腐蚀钢材。
40
(3)施工要求 为了便于扳手拧紧螺母,螺栓中距应不小于3do。 根据以上要求,规范给定了螺栓的容许间距。
18
单击图片3-6播放
19
二、对接焊缝的计算
➢ 对接焊缝分为:焊透和部分焊透(自学)两种;
➢ 动荷载作用下部分焊透的对接焊缝不宜用做垂直受
力方向的连接焊缝;
N
N
t
➢ 对于静载作用下的一级和二级对接焊缝其强度可视 为与母材相同,不与计算。三级焊缝需进行计算;
➢ 对接焊缝可视作焊件的一部分,故其计算方法与构
(a)大六角头螺栓 (b)扭剪型螺栓
46
一、高强度螺栓的工作性能及单栓承载力 按受力特征的不同高强度螺栓分为两类: 摩擦型高强度螺栓—通过板件间摩擦力传递内力, 破坏准则为克服摩擦力; 承压型高强度螺栓—受力特征与普通螺栓类似。
1、高强度螺栓预拉力的建立方法 通过拧紧螺帽的方法,螺帽的紧固方法: A、转角法 施工方法: 初拧—用普通扳手拧至不动,使板件贴紧密;
N
优点:拆装方便
缺点:板件有削弱
3
3.2 焊接连接的特性
一、钢结构常用焊接方法
1.手工电弧焊
原理:利用电弧产生热量
熔化焊条和母材形
成焊缝。
A、焊条的选择: 焊条应与焊件
焊机
焊条 保护气体
焊钳
钢材相适应。
焊件
电弧
熔池
导线4
单击图片3-1播放
5
Q235钢选择E43型焊条(E4300--E4328) Q345钢选择E50型焊条(E5000--5048) Q390、Q420钢选择E55型焊条(E5500--5518) B、焊条的表示方法: E—焊条(Electrode)
第 三 章
3.1 钢结构的连接方法
一、焊缝连接 优点:不削弱截面,方便施工,连接刚度大; 缺点:材质易脆,存在残余应力,对裂纹敏感。
对接焊缝连接
角焊缝连接
2
二、铆钉连接
优点:连接刚度大,传力可靠; 缺点:对施工技术要求很高, 劳动强度大,施工条件差, 施 工速度慢。
三、螺栓连接
分为: 普通螺栓连接 高强度螺栓连接
≥50或10hf
§3.1 钢结构的连接
不重要或受力小的构件,可采用间断角焊缝连接26
b) 最大焊脚尺寸(hfmax) 为了避免焊缝局部过热,烧穿较薄的焊件,减小焊接残
余应力和残余变形。hf,max应满足以下要求:
hfmax ≤ 1.2t
t—较薄焊件的板厚。
对板件(厚度t )边缘的角焊缝(贴边焊)
当t≤6mm时,hfmax≤t ; 当t>6mm时,hfmax≤t - (1~2)mm 。
41
二、螺栓连接的受力形式
A 只受剪力 F
B 只受拉力
C 剪力和拉力 共同作用
F
N
42
2.破坏形式
N/2
N
(1)螺栓杆被剪坏
N/2
栓杆较细而板件较厚时
(2)孔壁的挤压破坏
N
N
栓杆较粗而板件较薄时
(3)板件被拉断
截面削弱过多时
N
N
以上破坏形式予以计算解决。
43
(4)板件端部被剪坏(拉豁) 端矩过小时;端矩不应小于2dO
16
C=0.5~2mm
(a)
α
p
C=2~3mm
(C)
p
C=3~4mm
(e)
α
C=2~3mm
(b)
p
C=3~4mm
(d)
p
C=3~4mm
(f)
17
2、V形、U形坡口焊缝单面施焊,但背面需进行补焊; 3、对接焊缝的起、灭弧点易出现缺陷,故一般用引弧
板引出,焊完后将其切去;不能做引弧板时,每条 焊缝的计算长度等于实际长度减去2t1,t1—较薄焊 件厚度; 4、当板件厚度或宽度在一侧相差大于4mm时,应做 坡度不大于1:2.5(静载)或1:4(动载)的斜角,以平缓 过度,减小应力集中。
第1、2位数字为熔融金属的最小抗拉强度(kgf/mm2) 第3、4适用焊接位置、电流及药皮的类型。 不同钢种的钢材焊接,宜采用与低强度钢材相适应的焊条。
C、优、缺点
优点:方便,特别在高空和野外作业,小型焊接; 缺点:质量波动大,要求焊工等级高,劳动强度大,效率低。
6
2.埋弧焊(自动或半自动)
焊丝转盘 熔渣
a) 焊条
b)
c)
d)
平焊 质量好
§3.1 钢结构的连接
立焊
横焊
质量一般
图3.1.6 施焊方式
仰焊 质量差
11
三、焊缝缺陷及焊缝质量检查 1.焊缝缺陷
12
2.焊缝质量检查
外观检查:检查外观缺陷和几何尺寸; 内部无损检验:检验内部缺陷。
内部检验主要采用超声 波,有时还用磁粉检验 荧光检验等辅助检验方 法。还可以采用X射线或 γ射线透照或拍片。
47
终拧—初拧基础上用长扳手或电动扳手再拧过一定的 角度,一般为120o~180o完成终拧。
特点:预拉力的建立简单、有效,但要防止欠拧、漏拧 和超拧;
B、扭矩法 施工方法: 初拧—用力矩扳手拧至终拧力矩的30%~50%,使 板件贴紧密; 终拧—初拧基础上,按100%设计终拧力矩拧紧。
特点:简单、易实施,但得到的预拉力误差较大。
直接焊接钢管结构的尺寸不宜大于支管 壁厚的2倍。对于圆孔或槽孔内的角焊缝 尺寸不宜大于圆孔直径或槽孔短径的1/3。
27
§3.3 角焊缝的构造和计算
2.直角角焊缝的受力分析 (1)侧面角焊缝(侧焊缝) 单击图片3-7播放
28
(2)正面角焊缝 单击图片3-3播放
29
B. 正面角焊缝的破坏形式
30
(3)斜角焊缝 斜焊缝的受力性能介于侧面角焊缝和正侧面角焊缝
当焊缝分布比较复杂或用上述注标方法不能表达清楚时,可在 标注焊缝代号的同时,在图上加栅线表示焊缝。
(a)(a正)面正焊面缝焊缝
(b()b背)面背焊面缝焊缝
(c)安装焊缝
(d)背面安装焊
25
角焊缝沿长度方向的布置 1)连续角焊缝:受力性能较好,为主要的角焊缝形式。 2)间断角焊缝:在起、灭弧处容易引起应力集中。
38
(二)螺栓的排列
1.并列—简单、整齐、紧凑所用连接板尺寸小,但构 件截面削弱大;
2.错列—排列不紧凑,所用连接板尺寸大,但构件截 面削弱小;
端距 中距
边距 中距 边距
A 并列
B 错列
39
3.螺栓排列的要求
(1)受力要求:
垂直受力方向:为了防止螺栓应力集中相互影响、截 面削弱过多而降低承载力,螺栓的边距和端距不能 太小;
之间。 单击图片3-8播放
31
三、焊接变形 焊接变形包括:纵向收缩、横向收缩、弯曲变形、 角变形和扭曲变形等,通常是几种变形的组合。
32
单击图片3-4播放
33
单击图片3-9播放
34
单击图片3-5播放
35
单击图片3-10播放
36
单击图片3-11播放
37
3.6 普通螺栓连接构造与计算
一、普通螺栓的种类和构造要求
48
C、扭断螺栓杆尾部法(扭剪型高强度螺栓)
施工方法:
初拧—拧至终拧力矩的60%~80%;
终拧—初拧基础上,以扭断螺栓杆尾部为准。
特点:施工简单、技术要求低易实施、质量易保证等
高强度螺栓的施工要求:
由于高强度螺栓的承载力很大程度上取决于螺栓 杆的预拉力,因此施工要求较严格:
1)终拧力矩偏差不应大于±10%;
⑦带钝边U形焊缝 ⑧角焊缝
⑨塞焊缝与槽焊缝
对接焊缝
角焊缝
⑩点焊缝
23
7.2焊接连接的特性
焊缝代号用于钢结构施工图上对焊缝进行标注,标明焊缝形 式、尺寸和辅助要求。
角焊缝
单面焊 缝
双面焊缝
安装焊缝
相同焊 缝
形
式
对接焊缝
c
三面围焊
α α
c
标
注
hf
方
法
p
α
hf
hf
c
hf
α
hf
pc
24
7.2焊接连接的特性
பைடு நூலகம்
2)如发现欠、漏和超拧螺栓应更换;