124高速压力机闭式组合机身优化设计
闭式压力机组合机身的有限元分析
矗r 影 叫 , 机 身 进 行 仿 真 分 析 从 而 实 现 轻 量 化 、 { 勺 对 最
对 于 组 合 机 身 独 特 的 结 构 和 受 力 特 点 ,本 文 采 用 间 隙单 元 或 弹 簧单 元 处 理组 合 机 身 弹性 连 接 , 通 过 一 系列 的技术 处理 , 立 了符合 实际 的力学 模 型 , 建 利 用 有 限 元 分 析 软 件 ANS YS 对 J 7 G 1 5 型 压 F5 一 2 力 机进 行 了有 限元分 析 。
结 构 的前 三 阶 固有 频 率及 振 型 。 关 键 词 : 械 设 计 ; 合 机 身 ; 式 压 力 机 ; 计 ; 限 元 分 析 机 组 闭 设 有 中 图 分 类 号 : G3 55 T 1 . 文 献 标 识 码 : B
1 引 言
对 J 1 3 A3 G一 0型 高 速 压 力 机 进 行 了 静 、 动 态 有 限 元 计 算 , 出 了 以 体 单 元 代 替 板 、 单 元 对 机 身 进 行 离 提 壳
元 法 作 为 对 弹性 力 学 的 补 充 ,弥 补 了 经 典 弹 性 力 学 的不足 , 结构 设 计方 面得 到广泛 的应 用【 。 在 在 现 有 对 闭 式 组 合 机 身 的 分 析 中 ,管 延 锦 对 J 8 1 0型 电 动 螺 旋 压 力 机 进 行 了 空 间 有 限 元 分 5-6 析 , 阐述 了几 种 载 荷 工 况 下 立 柱 与 横 梁 接 触 面 上 接 触 压 力 机 的 分 布 特 点 及 规 律 ,并 探 讨 了偏 心 载 荷 与
预 紧状 态时 , 身 只受预 紧螺 栓 的预 紧力作 用 , 机
此 时 n E+ 20; 作 状 态 时 , 身 不 仅 受 预 紧 力 作 lF = 工 机
压力机闭式组合机身有限元分析及补强拉杆预紧设计新方法

补强拉杆 4 5
组合机身 Q 3 - 21E l Z Sa .2 + 1 2O E 1 .9 + 1
02 8 .8 02 9 .6
文 章 编 号 :6 2 0 2 ( 0 2 0 — 0 0 1 7 — 1 1 2 1 ) 5 0 2; 3 1 ) -
压 力 机 闭式 组 合 机 身 有 限元 分 析 及 补 强 拉 杆 预 紧 设 计 新 方 法
何 彦 忠 。黄 建 民 。仲 君 ,王 明 柱 ( 苏 扬 力 集 团精 密机 床 研 究 所 , 苏 扬 州 2 5 2 江 江 2 1 7) 摘 要 : 准 确应 用 有 限元 法计 算 闭式 组合 机身 应 力 变形 , 理 设 计 补 强拉杆 预 紧效 果 , 据长 期 从 事机 为 合 依 身 结 构 设 计 及 有 限 元 法 分 析 的 经 验 , 总 结 出 了 一 种 较 为 可 行 的 闭 式 组 合 机 身 有 限元 分 析 法 以 及 补 强 拉 杆 预 紧设 计 思 路 。 该 方 法 可 控 制 闭 式 组 合机 身 刚 度 及 预 紧 作 用 实 现 比 较 理 想 的 效 果 。 关 键 词 : 床 设 计 ; 力 机 ; 式 组 合 机 身 ; 强 拉 杆 ; 紧 ; 限 元 机 压 闭 补 预 有
中 图 分 类 号 : G3 55 T 1 . 文 献标 识码 : A
0
引言
机 结 构 设 计 与 机 身 有 限 元 分 析 的 经 验 , 总 结 出一 种
计 算 机 技 术 的 发 展 与 应 用 ,使 基 于 弹 塑 性 力 学
JG36-250C闭式双点压力机底座优化设计

JG36-250C闭式双点压力机底座优化设计马森;别世清;王晓慧;王四森;高磊【摘要】本文以JG36-250C闭式双点压力机的底座为研究对象,使用Solidworks2012进行建模,通过Solidworks2012中嵌套的Simulationexpress 对底座模型进行静刚度分析,并对其结构进行优化,根据优化结果对原方案进行修改,从而达到减轻自重的目的,为底座结构的合理设计与改进提供了可靠依据.在满足底座强度和刚度的基础上,既降低了生产成本,又极大提高了设计效率.【期刊名称】《锻压装备与制造技术》【年(卷),期】2015(050)006【总页数】3页(P20-22)【关键词】机械设计;压力机;有限元分析;底座;Solidworks【作者】马森;别世清;王晓慧;王四森;高磊【作者单位】山东高密高锻机械有限公司,山东高密261500;山东高密高锻机械有限公司,山东高密261500;山东高密高锻机械有限公司,山东高密261500;山东高密高锻机械有限公司,山东高密261500;山东高密高锻机械有限公司,山东高密261500【正文语种】中文【中图分类】TG315.50 引言底座是机械压力机的关键部件,随着工艺技术的不断发展,当前不仅仅对其材料强度和刚度提出要求,同时还力求减轻重量,在保证安全使用的同时节省材料,降低动力消耗。
为此,机械压力机底座设计成框架式结构,并且设置加强筋来保证其刚度[1]。
传统的研究方法是将底座假设为简支梁,两支点间距为地脚螺栓的中心距,采用材料力学的方法,计算其公称力下危险点的应力和最大变形,再引入许用值,使其应力和变形低于许用值即可[2]。
但这种方法采用人工计算,过程复杂且精度低。
本文对压力机底座运用Solidworks2012中的Simulationexpress进行静态分析。
在确定其结构满足设计强度和刚度的同时,对其结构优化,使重量更轻,降低成本,提高设计效率。
1 底座的建模本文以闭式双点压力机底座为对象,其为钢板焊接结构,三维模型如图1所示。
材料成型设备部分课后习题答案
第二章2-1、曲柄压力机由那几部分组成?各部分的功能如何?答:曲柄压力机由以下几部分组成:1、工作机构。
由曲柄、连杆、滑块组成,将旋转运动转换成往复直线运动。
2、传动系统。
由带传动和齿轮传动组成,将电动机的能量传输至工作机构。
3、操作机构。
主要由离合器、制动器和相应电器系统组成,控制工作机构的运行状态,使其能够间歇或连续工作。
4、能源部分。
由电动机和飞轮组成,电动机提供能源,飞轮储存和释放能量。
5、支撑部分。
由机身、工作台和紧固件等组成。
它把压力机所有零部件连成一个整体。
6、辅助系统。
包括气路系统、润滑系统、过载保护装置、气垫、快换模、打料装置、监控装置等。
提高压力机的安全性和操作方便性。
2-2、曲柄压力机滑块位移、速度、加速度变化规律是怎样的?它们与冲压工艺的联系如何?答:速度的变化规律为正弦曲线,加速度的变化规律为余弦曲线,位移的变化规律为2-3、分析曲柄滑块机构的受力,说明压力机许用负荷图的准确含义答:曲柄压力机工作时,曲柄滑块机构要承受全部的工艺力,是主要的受力机构之一理想状态下滑块上受到的作用力有:工件成形工艺力F、连杆对滑块的作用力FAB、导轨对滑块的反作用力FQ,实际上,曲柄滑块机构各运动副之间是有摩擦存在的,考察摩擦的影响以后,各环节的受力方向及大小发生了变化,加大了曲轴上的扭矩。
曲柄压力机曲轴所受的扭矩Mq除与滑块所承受的工艺力F成正比外,还与曲柄转角a有关,在较大的曲柄转角下工作时,曲轴上所受扭矩较大。
通过对曲柄滑块的受力分析,结合实际情况得出的许用负荷图用以方便用户正确选择设备。
2-5装模高度的调节方式有哪些?各有何特点?P19三种调节方法有:1、调节连杆长度。
该方法结构紧凑,可降低压力机的高度,但连杆与滑块的铰接处为球头,且球头和支撑座加工比较困难,需专用设备。
螺杆的抗弯性能亦不强。
2、调节滑块高度。
柱销式连杆采用此种结构,与球头式连杆相比,柱销式连杆的抗弯强度提高了,铰接柱销的加工也更为方便,较大型压力机采用柱面连接结构以改善圆柱销的受力。
闭式高速精密压力机刚度测量方法探讨
关键 词 : 机械 设计 ; 压 力机 ; 闭式 ; 高速 ; 精密; 刚度 ; 测 量
中图分 类号 : T G3 1 5 . 5
0 引 言
文献标 识码 : A
Байду номын сангаас
适 合 冲 制大 型 、 复杂、 较
薄 电 机 铁 芯 的 特 殊 要
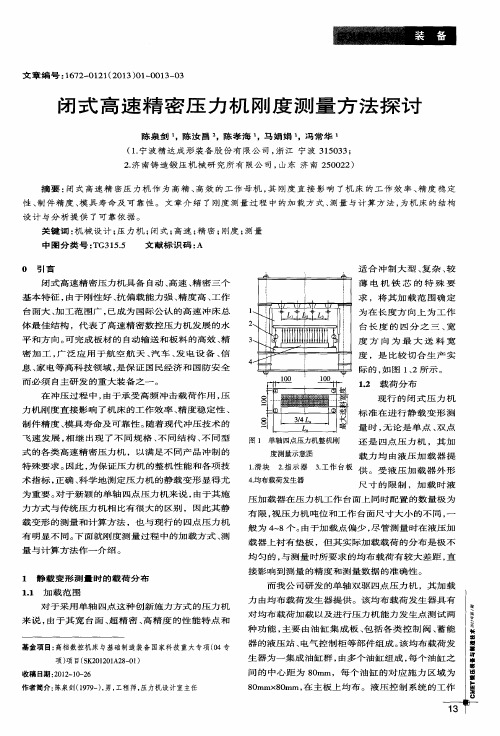
闭 式 高 速 精 密 压 力 机 具 备 自动 、 高速 、 精 密三 个 基本 特征 , 由于刚性 好 、 抗 偏载 能力 强 、 精度高、 工 作
3 . 工 作 台板
4 . 均布载荷发生器
为重 要 。 对 于 新 颖 的 单 轴 四点 压 力 机 来 说 , 由于 其 施 力 方 式 与 传 统 压 力 机 相 比有 很 大 的 区 别 , 因此 其 静
载 变 形 的测 量 和 计 算 方 法 ,也 与 现 行 的 四点 压 力 机 有 明显不 同 。 下 面就刚度 测量 过程 中的加载 方式 、 测
压 加 载 器 在 压 力 机 工 作 台 面 上 同 时 配 置 的 数 量 极 为 有限, 视 压 力 机 吨 位 和 工 作 台 面 尺 寸 大 小 的不 同 , 一
般为 4 ~ 8个 。 由于加 载点偏 少 , 尽 管 测 量 时 在 液 压 加 载 器 上 衬 有 垫 板 ,但 其 实 际 加 载 载 荷 的 分 布 是 极 不 均匀的, 与测量 时所 要求 的均 布载荷 有较 大差 距 , 直
_ — —
求 ,将 其 加 载 范 围 确 定
、 、
台 面大 、 加 工范 围广 , 已成 为 国 际 公 认 的 高 速 冲 床 总
体 最 佳 结 构 ,代 表 了 高 速 精 密 数 控 压 力 机 发 展 的 水
一种闭式双点高速压力机液压式滑块调整锁固机构设计与分析
良的下死 点精度 , 不 仅 可 以 提 高 冲 压 制 品 的精 度 , 而 且 可 以有 效 延 长 模 具 的 使 用 寿 命 。
基金项 目: 佛 山市顺德 区科技 型中小企业技术创 新专项资金项 目
( 2 0 1 2 c x 0 0 6 )
2 液 压 式 滑 块 调 整 锁 固 机 构 设 计 2 . 1 结 构装 配简 图 ( 图 I )
文章编 号 : 1 6 7 2 — 0 1 2 1 ( 2 0 1 3) 0 2 — 0 0 2 8 — 0 2
种 闭式 双 点 高 速 压 力 机 液 压 式 滑 块 调 整 锁 固 机 构 设 计 与 分 析
一
胡 战 胜 , 欧 汝 康 , 欧 建 业 ,支 志 昆 ( 广 东 省 佛 山 市顺 德 区 荣 兴 锻 压 设 备 有 限公 司 技 术 中心 , 广 东 顺德 5 2 8 3 1 2 )
速 压 力 机 在 长 时 间 高 速 运 转 状 态 下 ,相 互 配 合 的 不 同 材 质 零 部 件 因不 同 热 变 形 而 引 起 的 精 度 及 下 死 点 偏 移 ;③ 提 高 压 力 机 整 体 刚 性 以 及 调 整 螺 纹 等 处 的 锁紧 可靠性 ; 设法 消除 由于装 配 、 制造 误差 和构 件磨
要 充分 考虑 : ①优化 设计 各部件 结构 , 严格 控制 高速
压 力 机 运 动 部 件 的质 量 , 并 设置 合理 的动 平衡机 构 ,
引线 框 、 电子计算 机接 插件 和其他 精密零 件 的生产 。
下 死 点精 度是 评 定 高速 压 力机 产 品技 术 水平 、
消 除 惯 性 力 的 存 在 对 下 死 点 造 成 的影 响 ;② 结 合 具 体 的结构形 式 , 在设 计过 程 中引入热 分析 , 以控 制 高
机械压力机闭式机身拉紧螺栓设计

压力机是金属成形加工领域中广泛使用的锻压设备,其中以机械式压力机应用最为普遍。
我公司生产的机械压力机主要服务于中国汽车制造企业,用于汽车覆盖件薄板冲压、拉伸、整形、翻边、修边冲孔等,相比于液压压力机,机械压力机效率更高,维修容易,适用于大多数的板材加工。
机械压力机的种类很多,加工特性也不同,我公司设计制造的主要是大型通用压力机。
主要由承受加压力的机身部分、安装模具后进行往复运动的滑块部分、使滑块做往复运动的传动部分、控制启动停止的离合器和制动器部分、液压气动润滑系统、电气部件以及配管配线等构成。
压力机的机身不仅要承受压力机的加工力,还要承受各种装置和各个部件的重力。
一般可分为开式机身和闭式机身两大类,开式机身结构的压力机,由于模具部分紧凑,使用方便,价格也比较低廉,可以适用各种压力机加工,所以使用比较广泛。
但是,机身变形容易使冲头和模具中心偏离,所以开式机身多用于200~250吨以下的中小型机械压力机。
一、闭式压力机结构闭式机身结构的压力机,在负荷变形方面有所改善,所以从小型精密压力机到大型压力机都可以采用这种形式。
闭式机身有整体式和组合式,组合式机身是将上横梁、立柱、底座用拉紧螺栓预紧成一个整体框架。
整体形式的机身为了加强刚性,也有使用拉紧螺栓的。
上横梁也称为机头,齿轮、轴、轴承、减速机等都设在这部分。
压力加工所产生的力通过传动机构传至上横梁和拉紧螺栓。
此外,平衡缸、离合器、制动器、主电机装置以及检修用的装置也放在机头上。
立柱是设在上横梁和底座之间的柱状部件,在立柱上设有引导滑块做往复运动的导轨,还装有压力机的操作盘、压力控制器、压力表、指示器、控制盘、模具照明灯、吨位计等,此外还有配管、配线等。
组合式机身由于有拉紧螺栓紧固,没有工作时就已经承受着预负荷,所以在压力机作业中即使有加工力发生,也不会使立柱发生拉伸应力。
与此相反,整体式机身在压力机作业中产生拉伸应力。
底座是固定移动工作台的部分(移动工作台上装有下模具),也是保持压力机整体稳定于基础之上的部分。
材料成型设备课后习题答案
材料成型设备课后习题答案-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN材料成型设备一、填空题40分,共20小题,集中在二三四五章1、曲柄压力机的组成:工作机构、传动系统、操作机构、能源部分、支撑部分、辅助系统。
P102、曲柄压力机的辅助分类方式:P11按滑块数量分类:单动压力机、双动压力机-按压力机连杆数量分类:单点压力机、双点压力机和四点压力机(“点”数是指压力机工作机构中连杆的数目)3、曲柄压力机型号表示 P124、曲柄滑块机构按曲柄形式,曲柄滑块机构主要有几种:曲轴式、偏心齿轮式 P175、装模高度调节方式:调节连杆长度、调节滑块高度、调节工作台6、过载保护装置:压塌块式过载保护装置和液压式过载保护装置-两种P197、离合器可分为刚性离合器和摩擦式离合器-,制动器多为摩擦式、有盘式和带式-8、刚性离合器按结合零件可分为转键式,滑销式,滚柱式和牙嵌式9、飞轮的储存和释放能量的方式是转速的加快和减缓-10、曲柄压力机的主要技术参数:通常曲柄压力机设备越小,滑块行程次数越大。
装模高度是指滑块在下死点时滑块下表面到工作台点半上表面的距离。
最大装模高度是指当装模高度调节装置将滑块调节至最上位置时的装模高度值。
与装模高度并行的标准还有封闭高度。
封闭高度是指滑块处于下死点时,滑块下表面与压力机工作台上表面的距离,封闭高度与装模高度不同的是少一块工作台垫板厚度 P4211、一般拉深压力机有两个滑块(称双动拉深压力机),外滑块用于压边,内滑块用于拉伸成型P5312、液压机的工作介质有两种,采用乳化液的一般叫水压机,采用油的一般叫油压机,油压机中使用做多的是机械油(标准称全损耗系统用油)P8513、液压机本体结构一般由机架部件,液压缸部件,运动部件及其导向装置所组成。
P8714、液压机立柱的预紧方式主要有加热预紧、液压预紧和超压预紧 P9115、液压缸结构可以分为柱塞式,活塞式和差动柱塞式三种形式。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
高速压力机闭式组合机身优化设计沈炜良金红陈玮广西大学,机械工程学院, 530004[ 摘要 ] 本文利用ANSYS软件对高速压力机闭式组合机身进行优化设计。
根据组合机身的特点建立了优化模型;利用灵敏度分析确定对目标函数和状态变量影响较大的设计变量,提高了优化效率;提出了7个优化方案并进行优化计算。
优化设计后,改善了高速压力机机身的动态特性,减小了机身质量,达到预期效果。
[ 关键词] ANSYS 压力机组合机身优化设计Design Optimization of High-Speed Close CombinedPress FrameShen Weiliang Jin Hong Chen WeiGuangxi University, School of Mechanical Engineering, 530004[ Abstract ] With using ANSYS, design optimization was developed to the high-speed close combined press frame in this paper. Based on the characteristics of combined frame, theoptimization model was built. Applying analysis of sensibility chose the design variables,which influence objective function and state variable strongly. So the optimizationefficiency was heightened. Seven optimization projects were calculated. After the designoptimization, the dynamic characteristics of the frame were improved and the quality ofthe frame was reduced. The anticipate effect was approached.[ Keyword ] ANSYS Press Combined Frame Design Optimization1 前言锻压机械在工业中占有极其重要的地位,锻压设备的水平,拥有量和构成比不仅对锻压生产起着关键作用,而且在一定程度上还标志着一个国家制造工业的技术水平。
高速压力机是锻压机械的新一代产品,由于它具有高效自动、高精度、高刚度的特点,得到越来越广泛的应用。
JA31G-30高速压力机是某厂研制开发的产品,公称压力300kN,标准行程次数600/400次/分。
为了检验其设计的合理性,探索设计的新思路,我们利用ANSYS有限元分析软件对该压力机机身进行了静动态有限元分析,并在此基础上对压力机机身进行优化设计。
本文介绍了高速压力机闭式组合机身的优化设计部分。
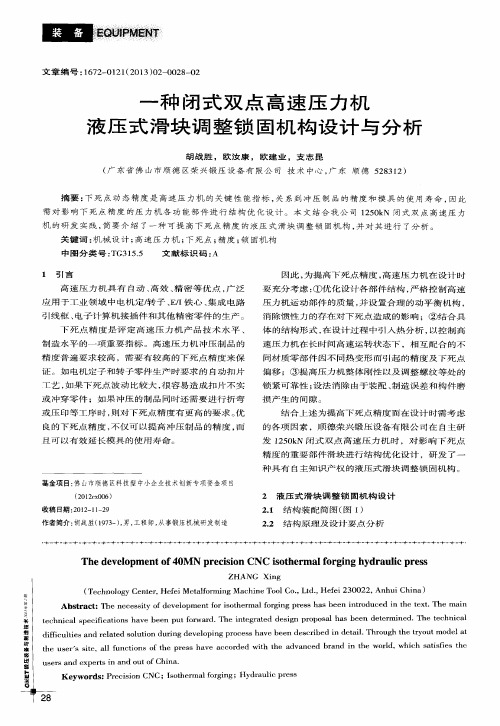
2.高速压力机闭式组合机身结构简介JA31G-30高速压力机机身为闭式组合机身中的一种特殊结构,其外形结构类似于C 型开式压力机。
整机结构如图1所示,它由底座、左右支撑板、工作台板、滑块、滑杆、传动箱、曲轴等主要零部件组成。
滑杆除起滑块的导向作用外,同时还兼作拉紧螺栓用。
其中工作台板以及左右支撑板通过螺钉和底座连接,左右支撑板支撑传动箱,滑杆是整个机身的连接件,将传动箱和工作台板通过锁紧螺母连接起来,从而将机身连接成为一个整体。
图 1 整机结构图3.高速压力机闭式组合机身优化设计高速压力机在冲击载荷的作用下,如果其固有频率与干扰力的频率相同时就会发生共振,使得机床变形过大,影响设备的寿命和加工精度,甚至导致事故发生。
传统的设计方法很难对设计结果进行预测,只有样机制造出来之后,对样机进行实测、校核才能知道,假如设计不理想,则要不断进行调整,一般设计周期较长。
我们在这里主要探索在设计阶段,对高速压力机闭式组合机身进行计算机仿真及优化设计,寻找既可以减轻其结构重量又能改变结构动态特性(这里指改变机身固有频率)的方法,为进一步改进产品的设计提供参考。
3.1优化模型的建立(一)目标函数将组合机身结构总质量最小作为目标函数。
结构的初始质量为1900kg 。
(二)性能约束对一阶频率进行约束,将下限值定为67.5Hz (即在原值61.41Hz 基础上增加约为10%),频率约束为:其中[Hz 。
],[11ωω≥5.67]1=ω(三)设计变量及约束在文献1中介绍了高速压力机的有限元分析,现在根据文献1建立的有限元模型初步选出20个参数作为设计变量,分别用x 1、x 2、x 3、…x 20 来表示。
各个参数的初始值和含义见表1。
表1 设计变量的基本情况设计变量x i 初值x i0参数意义 设计变量x i初值x i0参数意义 x 1 25 底座板厚 x 11 12 支撑板后侧板厚 x 2 60 底座撑板厚 x 12 12 支撑板中间板厚 x 3 105 底座前支撑板厚 x 13 20 支撑板前侧板厚 x 4 195 底座后支撑板厚 x 14 25 传动箱侧板厚 x 5 100 工作台底板厚 x 1535传动箱底板厚x 6 70 工作台板厚 x 16 110传动箱支座厚 x 7 40 滑杆中部半径 x 17 50 传动箱支座沉降 x 8 30 滑杆上、下端半径x 1815传动箱曲轴孔筋板厚x 9 25 滑杆中下端半径 x 19 5传动箱曲轴孔凸台高 x 1015支撑板下端板厚x 20 10底座侧面盖板厚设计变量x i 的约束范围定为:初值x i0上下变化5%。
写成初始优化设计数学模型为:求 x i ;i=1,2,……,nmin G=∑=ni ix f 1)( s.t[]11ωω≥ 0.95 x i0≤ x i0≤1.05 x i0经过迭代计算,目标函数收敛,机身一阶固有频率由61.41变到63.9Hz ,提高4.05%;机身质量由1900kg 降至1884.5kg ,减少了15.5kg 。
有一定效果但 不够理想。
3.2灵敏度分析由于初始优化设计模型中设计变量比较多,设计变量的约束范围较小,优化效率也不高,导致优化结果并不理想。
利用灵敏度分析来确定优化目标和状态变量中影响较大的设计变量,可以提高优化效率。
本文利用ANSYS 优化工具中的最优梯度法来计算目标函数和状态变量对每个设计变量的梯度(即灵敏度)S M 和S F 。
经过对所有设计变量的灵敏度分析以后,得出设计变量的灵敏度比值S F /S M 图(图2)。
图2 设计变量的S F/S M值3.3优化模型的修改和计算在初始优化模型的基础上,改变优化模型的参数,提出了以下七个优化方案,并分别进行计算。
3.3.1优化方案一及优化结果经过对所有设计变量的灵敏度分析以后,比较各个设计变量的S F/S M的大小,选择S F/S M 绝对值较高的十个参数(x1 ,x2, x3, x4, x5, x6,x7, x14, x15, x16)作为优化模型的设计变量。
由于设计变量的个数有所减少,在此放宽对设计变量的约束,把设计变量的边界约束范围定为10%,设计变量的有关情况见表2。
以结构总质量最小为目标函数。
一阶频率的下限定为67.5Hz。
机身一阶频率变化历程曲线图和整体质量随迭代次数变化历程曲线图如图3所示。
由一阶频率和目标函数的变化图可知,经过十次迭代以后,一阶频率达到了69.713Hz,目标函数达到了1794.3Kg。
与初始模型相比,一阶频率增加了13.52%,机身质量减少了105.7kg。
表2 方案一设计变量的基本情况设计变量初始值下限值上限值优化结果设计变量初始值下限值上限值优化结果x1 25 22.5 27.5 22.542 x6 70 63 77 63.357 x2 60 54 66 54.561 x7 40 36 44 42.569 x3 105 94 115.5 103.21 x14 25 22.5 27.5 22.589 x4 195 175.5 214.5 203.54 x15 35 31.5 38.5 35.635 x5 100 90 110 90.299 x16 110 99 121 99.143图3 一阶频率和目标函数历程(方案一)3.3.2优化方案二至七及优化结果因篇幅关系,优化方案二至七的详细内容不在此一一介绍了。
初始优化方案和优化方案一至七的优化模型内容、计算结果列表表示(见表3)。
表3 优化方案比较优化方案模型内容优化结果初始优化模型目标函数为结构总质量最小,一阶频率约束下限是67.5Hz,设计变量有20个,几何约束范围5%一阶频率增加4.05%质量减少15.5kg优化方案一目标函数、一阶频率约束与初始模型相同,设计变量为S F/S M绝对值较高的10个,几何约束范围10%一阶频率增13.52%质量减少105.7kg优化方案二目标函数、一阶频率约束、设计变量及其个数与方案一相同,几何约束范围20%一阶频率增加14.57% 质量减少4kg优化方案三目标函数、一阶频率约束、设计变量及其个数与方案一相同,几何约束范围30%一阶频率增加17.47% 质量减少23kg优化方案四目标函数、几何约束、设计变量及其个数与方案三相同,一阶频率下限为73.5Hz 一阶频率增加19.78% 质量减少45kg优化方案五目标函数、几何约束、设计变量及其个数与方案三相同,一阶频率下限为79.8Hz 一阶频率和质量与模型四比较几乎不变优化方案六目标函数、几何约束和一阶频率约束与方案四相同,设计变量为S F/S M绝对值为负值及S F较高的10个一阶频率增加21.91% 质量减少21kg优化方案七目标函数、一阶频率约束与方案四相同,设计变量为S F/S M绝对值较高的15个,几何约束范围10%一阶频率增加17% 质量减少5kg4.七个优化方案的比较分析从优化方案一到优化方案三,目标函数、一阶频率约束、设计变量及其个数没有改变,设计变量的几何约束范围在不断增大。
从优化结果来看,一阶频率不断增大,增大的幅度比较明显,质量减小的量在逐步减小。
说明所选择的十个设计变量的S F值与其余设计变量相比较大,而S M相比较小。
还可以看出设计变量的几何约束范围对目标函数影响较大,一般来说,设计变量的几何约束范围越大,目标函数和一阶频率越容易达到理想值,但约束范围太大,工程上改变起来比较困难,几何约束应该取适当的大小。
比较优化方案三和优化方案四可以看出,一阶频率约束的下限的改变使一阶频率有所增加。
比较优化方案四和优化方案五,一阶频率的改变并没有引起质量和一阶频率的变化。