色差检验
JJG 595-2002 测色色差计检定规程

J JG 5 2 2 59 - 00
Y 劝— 仪器探测器 未加修正滤光 器前的相对光谱 响应度 . ( 通常把满足 公式 () ()的测色条件 称作卢瑟条件 . 1 , 2 仪器符合卢瑟 条件的程度 ,决定 着仪器测色 准确度的高低 .为了减少 由于卢瑟条件 不够 满足而导致 的测 色误差 ,应 为仪器配 备适 当的专用 工作 色板 ,用来 分别校 正仪器 . 对 于满足卢瑟条件 的仪器 ,仅配 上工作标准 白板 即可.而对于偏 离卢 瑟条件较严重 的仪 器 ,应 配足能覆盖 相应 测色范 围的专用工作色板 . 32 计 算公式 . 321 三刺激值 与色品坐标 的关 系按 CE规定为 : .. I
4 计量性能要求··,······,······ ·········· ················ ·········· ················ ······,··…… ( ) · 3
41 . 42 . 43 . 44 . 稳定性 ····· ······ ········ ·········…… · ······ ········ ········· ···· ····· ······ ········ ········· 重复性 ····· ······ ········ ·········…… ·· ······· ······ ········· ···· ····· ······ ········ ········· 复现性 ····· ·...... ......·· ········…… ·· ··, ....... .....··· ····, ·· ····· ... ....... . ,····· ·· ·· 示值误差 ···· ·· ·,,, ··· ····· ,·····' · ······, ··, ······ ·,····'·一 ···· ' ,,·, ····· · ······· ( 3) ( 3) ( 3) ( 3)
产品检验标准化操作规程-色差缺陷的检验
色差缺陷的检验
1 范围
本方法适用于板带材表面质量色差类缺陷的检验。
2 目的
准确检出板带材色差类缺陷。
3 仪器与材料
3.1 手电筒
4 试样要求
4.1 试样表面平整,无污染物。
5 检测步骤
5.1 在生产人员完成产前准备,跑过头部50米头尾缺陷段后进行检查,
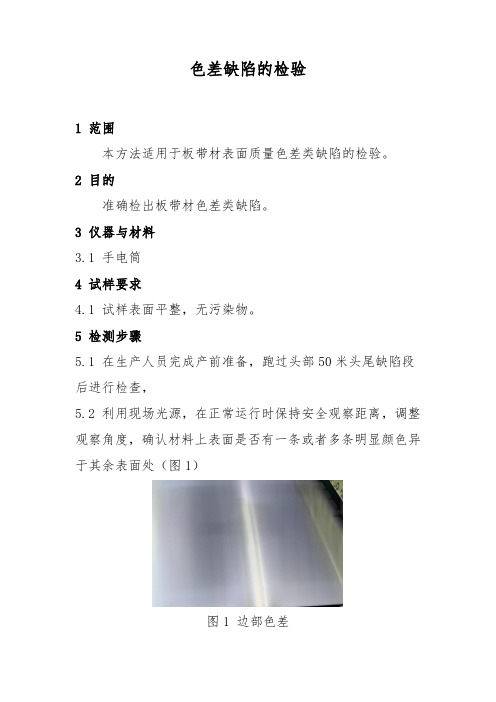
5.2 利用现场光源,在正常运行时保持安全观察距离,调整观察角度,确认材料上表面是否有一条或者多条明显颜色异于其余表面处(图1)
图1 边部色差
5.3 若现场光源较弱,无法有效识别,则利用手电筒从不同角度打光、观察材料,确认表面是否有一条或者多条明显颜色异于其余表面处(图2)
图2 手电筒可见中部色差
5.4 若材料表面色差在线难以做出判断分析,则需切取试样(样品尺寸300mm*料宽以上规格)做进一步判断,并将切取的样品放置于检测平台或者光线合适的平整地面上,变换观察角度进行评估(图3)
图3 边部色差
5.5 具备表面检测设备或现场录像回放功能的机列,可利用设备对带材表面色差情况进行缺陷判定,或回放录像检查确认(图4)
图4 视频回放可见满面色差
6其它
6.1凡在本规程涉及到的其它职业健康安全及环境保护问题,按公司环境管理制度、职业安全健康管理制度及管理体系控制文件要求执行。
6.2本规程所代替规程历次版本发布情况为:无。
色差检验要求与标准
色差检验要求与标准
色差检验是用来测量两个或多个样品之间颜色差异的方法。
在进行色差检验时,一般需要满足以下要求和标准:
1. 显著性水平要求:在进行色差检验时,需要预先确定显著性水平,一般为0.05或0.01。
显著性水平可以决定接受或拒绝某个色差差异。
2. 标准色样品选择:在进行色差检验时,需要选择一个标准色样品,作为比较的基准。
标准色样品可以是事先确定的一种颜色,或者通过测量样品集合中的几个样品的平均值得到。
3. 检验方法选择:根据具体的需求和条件,可以选择不同的色差检验方法,如CIELab色差值、CIELCh色差值、色坐标差异等。
不同的方法可以提供不同的测量结果和分析角度。
4. 测量仪器要求:为了准确测量样品的颜色差异,需要使用精确的色差测量仪器。
测量仪器应符合国际标准,能够提供可靠的测量结果。
5. 样品准备:在进行色差检验前,需要对样品进行充分的准备工作。
样品可能需要进行清洁、处理或标记,以确保测量结果的准确性和一致性。
6. 样品数量和选择:为了能够得到可靠的结论,一般需要选择足够数量的样品进行测试。
样品的选择应该能够代表所要研究的总体或群体。
7. 数据分析和结果解释:在进行色差检验后,需要对测量数据进行分析,并解释结果。
一般可以使用统计方法,如t检验、方差分析等,来确定样品间是否存在显著的颜色差异。
总体而言,色差检验需要满足科学准确的原则和方法,同时还需要根据具体的需求和情况制定适当的标准和要求。
在实际操作中,可以参考国际标准和常规实践,以确保色差检验的准确性和可靠性。
塑胶件色差品质检验标准
塑胶件色差品质检验标准应考虑以下方面:
首先,检验环境要求。
应保证检验环境的恒温和恒湿,这是影响塑胶件颜色的重要因素,因此需要确保环境的稳定,从而进行公正的对比和测量。
其次,对于检验设备和工具,应保证其具有准确、稳定的性能,并且对于颜色检验的器具应定期进行校准,以保证颜色的统一。
接下来是色差的判断标准。
一般来说,对于同种颜色或接近某种颜色的塑胶件,应符合客户对颜色的要求。
具体来说,允许的色差范围应在规定的公差以内,这个公差应根据塑胶件的具体应用和客户的要求来确定。
同时,对于表面处理的要求也应考虑进来,如表面处理光泽度变化可能会引起色差。
在检验过程中,应按照一定的流程和标准进行。
通常来说,需要先对样品进行颜色测量,并建立颜色坐标,以便进行颜色对比。
然后对每批待检的塑胶件进行颜色测量,并与样品进行比对。
在检验完成后,应根据实际情况出具相应的检验报告。
需要注意的是,不同客户对于色差的容忍度不同,因此需要与客户进行充分的沟通和了解他们的需求。
此外,对于颜色变化的原因也需要进行深入的分析,可能是原材料、生产工艺、加工设备、环境因素等引起的,需要采取相应的措施进行改进和预防。
总的来说,塑胶件色差品质检验标准是一个涉及到多个方面的问题,需要综合考虑环境、设备、工具、色差判断标准、检验流程、客户要求、原因分析和改进措施等多个因素。
只有建立了科学、合理的标准,才能更好地保证塑胶件的质量和一致性,从而满足客户的需求。
希望以上内容对您有所帮助。
如有需要,可以咨询相关专业人士获取更详细的信息。
包装色差检验标准

包装色差检验标准
国际标准色差范围是多少:颜色的明暗差异、色相差异都可以被称为“色差”。
传统的色差评定方法就是依靠肉眼直接来尽心观察,不过由于观察条件以及人眼辨色能力上的差异,就会造成色差评定没有一个统一的标准。
为了使人们方便地测定色差,就逐步形成并完善了基于国际照明委员会(CIE)标准光源、标准物和光谱三色激励(刺激)体系。
这种方法将视觉对颜色的判别予以量化,以三刺激值XYZ表征。
用户可以通过色差仪测定标样与试样色差程度,其屏幕显示的:
△L大表示偏白,△L小表示偏黑
△a大表示偏红,△a小表示偏绿
△b大表示偏黄,△b小表示偏蓝
△E表示总色差的大小
不同行业对产品色差范围的要求是不一样的,目前国际还没有统一的标准色差范围,主要是由生产厂商与客户沟通协商产品的色差范围。
正常色差允许范围:
1、0 - 0.25△E:非常小或没有,是理想匹配。
2、0.25 - 0.5△E:微小,是可接受的匹配。
3、0.5 -1.0△E:微小到中等,在一些应用中可接受。
4、1.0 -2.0△E:中等,在特定应用中可接受。
5、2.0 - 4.0△E:有差距,在特定应用中可接受。
6、4.0△E以上:非常大,在大部分应用中不可接受。
色差检验培训课堂PPT
5
型标准光源箱操作规程
• 4、D65光源(平均太阳光,色温度6500度K), 一般作为标准光源用作配色检验比色;A(色温 度2854度K,近日出或日落时之日光)、F光源用 作评价颜色的异谱同色程度;UV光源(紫外光) 用作补充D65光源的紫外成份及检验荧光物。四 种光源可单独使用,D65光源和UV光源也可组合 使用。
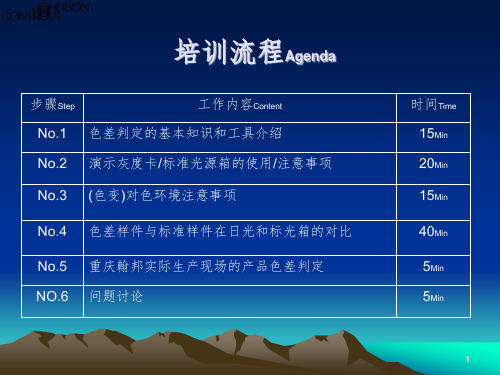
培训流程Agenda
步骤Step
工作内容Content
No.1 色差判定的基本知识和工具介绍
No.2 演示灰度卡/标准光源箱的使用/注意事项
No.3 (色变)对色环境注意事项No.4ຫໍສະໝຸດ 色差样件与标准样件在日光和标光箱的对比
No.5 重庆翰邦实际生产现场的产品色差判定 NO.6 问题讨论
时间Time 15Min 20Min 15Min 40Min 5Min 5Min
• 5、使用光源箱对比颜色时,应尽量避免外界光线 照射到被测物品上,灯箱内不放置其它杂物。
6
对色环境注意事项:
• 1、光源亮度必须足够。 (光源不足时会影响对色效果,尤其是深暗色。)
• 2、材质纹路必须是同一方向。 (对色时材质方向不同时,色浓度及色光可能会 误判。)
• 3、背景色必须一致。 • 4、比较样与样品的温度要保持一致。
2
基本知识和判定工具
➢ 判定工具 灰度卡:
灰色样卡是由五对或九对无光的灰色卡片组成的、用于分辨判定纺织品色差级别的标准样卡.在一 定的外界条件,如光源、光入射方向、试样方向等在规定条件下,检验人员通过肉眼比较实物颜色变化 和灰色样卡色差的一致性,对检测样品给出相应的判定。
丝带检验标准

丝带检验标准丝带是一种常用于包装、装饰和制作衣物的材料,具有各种不同的用途和风格。
为了确保丝带的质量和安全性,需要进行丝带的检验。
下面将详细介绍丝带的检验标准。
一、丝带的外观检验:1. 色差检验:使用标准灯光条件下的颜色对照,比较丝带外观的颜色是否与标准色差范围相符。
2. 丝带宽度检验:使用丝带宽度计测量丝带宽度,与标准宽度进行比较,误差不应超过标准要求。
3. 丝带厚度检验:使用丝带厚度计测量丝带厚度,与标准厚度进行比较,误差不应超过标准要求。
4. 丝带表面光滑度检验:通过目测和触摸,判断丝带的表面光滑度是否符合要求。
二、丝带的物理性能检验:1. 强度测试:使用引力测试机对丝带进行拉伸实验,根据测试结果判断丝带的强度是否符合标准要求。
2. 韧性测试:使用试验机对丝带进行弯曲实验,根据试验结果评估丝带的韧性和弯曲性能。
3. 耐磨性测试:使用摩擦试验机对丝带进行耐磨性测试,根据试验结果判断丝带的耐磨性能。
三、丝带的化学性能检验:1. pH值测试:使用酸碱度测试仪测量丝带的pH值,判断丝带的酸碱性是否符合标准要求。
2. 颜色牢度测试:使用洗涤机进行丝带洗涤试验,评估丝带的颜色牢度,包括水洗牢度、摩擦牢度、光牢度等。
3. 有害物质检验:使用禁用物质测试仪检测丝带中的有害物质含量,确保丝带不含有害物质对人体健康产生危害。
四、丝带的标签和包装检验:1. 标签检验:检查丝带的标签是否完整、准确,包括产品名称、规格型号、生产日期、检验员编号等信息。
2. 包装检验:检查丝带的包装是否完好,是否符合国家包装标准要求。
通过对丝带的外观、物理性能、化学性能以及标签和包装的检验,可以确保丝带的质量和安全性能达到标准要求。
对于不合格的丝带,应及时进行处理,以保证消费者的权益和安全。
同时,丝带生产企业也应严格按照检验标准进行生产,提高产品质量和竞争力。
以上是对丝带检验标准的详细介绍,希望能对相关人员了解丝带质量检验提供帮助。
色差检验标准环境

色差检验标准环境
色差检验通常需要在受控制的照明环境中进行,以确保准确的色彩评估。
以下是一些可能影响色差检验标准环境的关键因素:
1. 光源:使用一致且可靠的光源,例如D65(日光光源)或者特定的标准照明条件。
这有助于确保在不同情况下进行的色差比较是一致的。
2. 照明强度:保持一致的照明强度,以确保不同时间和地点的测试结果具有可比性。
光源的强度应符合相关的色彩测量标准。
3. 背景:使用中性且不反光的背景,以防止背景颜色对色差检验的结果产生影响。
通常,中性灰色是一个常见的选择。
4. 观察者位置:观察者应该在适当的位置,以最大程度地减小光源和测试物之间的反射。
这有助于确保准确地观察到颜色。
5. 环境光:最小化来自其他光源的环境光的影响,以避免对测试结果产生不必要的影响。
这可以通过在测试区域周围使用遮挡物来实现。
6. 温湿度:尽量保持恒定的温湿度,因为这可能会影响颜色的感知。
极端的温度和湿度波动可能导致颜色的变化。
7. 标准化设备:使用标准的色彩测量和显示设备,以确保测量结果的一致性。
这些因素的目标是创建一个受控制的环境,确保色差检验结果可重复、可比较,并排除了来自非测试因素的干扰。
相关的国际标准,例如ISO 3664和ISO 12646,提供了关于视觉和仪器测量条件的指
导。
在特定的行业和应用中,可能还有其他特定的色彩标准和检验要求。