冶炼厂烧结原料水分的论域自调整模糊控制
烧结混合料水分控制优化

烧结混合料水分控制优化作者:侯健来源:《中国科技博览》2018年第35期[摘要]本文详细将介绍烧结生产工艺中如果采用先进的混合料水分控制模型(SMMC),有利于在线控制混合料水分含量的稳定性,便于调整烧结机上混合料的透气性。
[关键词]烧结混合料水分控制 PLC中图分类号:TF325 文献标识码:A 文章编号:1009-914X(2018)35-0089-01引言烧结混合料的水分控制在一混和二混进行,水分测量在一混前、后和二混之后的混合料槽。
当前水分测量更多采用红外线水分仪,但实际经验告诉我们,混合料的粒度、颜色,环境温度、湿度对水分测量数据有很大影,如果仅仅依据单一水分仪反馈的数据进行加水量自动调整,不可能实现混合料水分率的稳定。
因此,将可能的水分带入因素尽可能考虑全面,包括混匀矿、燃料、石灰消化等,并建立一个合理的水分控制模型,是准确控制水分率的可行方案。
通过实践证明此模型的应用相当成功,达到了水分率的稳定控制。
1 模型采集数据及信号1.1水分率:配料室含铁物料的实时水分值。
水分仪安装位置:料仓圆盘下的配料小皮带机上;配料室燃料的实时水分值。
水分仪安装位置:料仓下的配料小皮带机上;一混后的实时水分值。
水分仪安装位置:一次混合机出料口(建议在水分仪前安装刮料器、红外水分仪应有空气吹扫装置);二混后的实时水分值。
水分仪安装位置:二次混合机出料口(建议同一混);1.2物料称量值配料室每一个配料秤的瞬时料量。
瞬时料量来自各个小皮带机上的配料秤;一混前的混合料总料量。
总料量来自配料主皮带上的计量秤;1.3加水流量配料室熔剂经过消化器所加入的水流量瞬时值。
每一个熔剂消化器加水管道都包含:水切断阀1个、水流量计1台、水压力表1块以及水管路检修手动阀门若干等等;一混辊筒加水流量。
水管路包含设备:水切断阀1个、水调节阀1个、水流量计1台、水压力表1块、水温度计1块以及水管路检修手动阀门若干等等;二混辊筒加水流量,同一混辊筒;二混辊筒加蒸汽瞬时量。
烧结混合料自动加水控制系统

南钢 科技 与管 理
21 0 1年第 2期
烧 结 混合 料 自动加 水 控 制 系统
陈彩霞 王建 东
( 铁 厂) 炼
摘 要 : 为了提高烧结混合料水分的稳定性 , 炼铁厂应用S C0 调节器和红外水分检测仪, D4B 实现 了混合料水
分 的在 线检 测 与 自动 调 节控 制 。
to . r1 Ke r y wo ds: xu e;SDC4 mi tr 0B e ult r r g ao ;Ki g iw ;c mmun c to n ve o i ain;r gse e itr
前 言
加水 的计算 机 控 制 系统 , 系统 硬件 采 用 S C 0 该 D 4B 调节器 , 通过 R 2 2端 口与上位机组成 通讯 网络 , S3 实 现不 同控制 站和执行机构 之间数据 的传输 。在 软件 方 面采用数 字指 示调节器 S C 0 D 4 B用的智 能编程 器
软件包 S P— 4 L C B编程软件 , 并将监控画面嵌入烧结
原有 的监控 系统 ( 态王监控 软件 ) 实 现水分 的 自 组 , 动控制。 水分 自动控制系统的硬件组成如图 1 所示 。
深入论证 的基 础 上 , 建立 混合 加水 智 能控制 数学 模
型, 利用 PD控制模式 , I 在对} 昆合料水分 准确测 量 的
南钢科技与管理
4 9
数字调节器 , 其地址对应为 0—17 现通过调节器 面 2, 板上 的 P R A A按键 设置 寄存 器值 , 两 台调节 器 的 使 波特率 为 9 0 , 个停 止位 , 位偶校验 。 601 1 2 I2 对 P .. c机 中的组态软件进行设备定义
组态王软件定义设备时应根据调 节器 的设 定值
冶炼厂烧结原料水分的论域自调整模糊控制
工序 , 是 烧 结 前 原 料 准备 的 最 后 一 道 工 序 。 烧 结 料 的 加 水 , 也 润 湿 的好 坏 直 接 美 系到 料 层 的 透 气 性 和 烧 结生 产能 力 。 分 加 入 分 水 两个 阶段 进 行 。一 次 混 合 加 入 一 定 量 的 水 分 ( 占 总 水分 7 %一 约 0 8%) 二次混合需要加入 适当的水分 , O . 以达到烧结 原料 所需 的含 水 量 。 于 烧 结 原料 中水 分波 动很 大 且 不 可 预 测 以 及对 水 分 测 量 由
维普资讯
工 业
冶炼厂烧结原料水分的论域自调整模糊控制
王 衍 张友鹏 张 彪 , , ( 兰州交通大学 信息与电气工程学院, 1 . 甘肃 兰州 707 ; 兰州物理研究所, 3002 . 甘肃 兰州 700) 3 0 0
=— c作 擅■ : 计了冶炼厂烧 结原料水分控 制的论域 自调整模 糊控 e R Y及 其 偏 差 变 化 e 为 输 入 语 言 变 量 。烧 结 料 加 水 阀 门 的 设 制器. 系统通过 不断的平滑调节论域范 围和量化 因子及比例 因 使 电 流 控制 量 u作 为 输 出语 言 变 量 , 样 设 计 的 模 糊 控 制 器 是 双 输 这 子。 实现在 系统处于死 区时量化 因子显著增 加 , 控制 器的输 出 使 入单 输 出 的 。 摆 脱死 区范围和 细化控 制等级 ,在 系统偏差 大时能快速调 节输 。— — j 论 R _ — = t谭
输 出控制量 u的实际论域分别为[E , ' [E , 和[E ,u, _ .E 】 一 E 】 _ E】
分 别 用 U U U 表 示 ; 初始 论 域 分 别 为 【E .舯、 E E J 、 其 一 E J【 删, 哪 、 一
烧结混合料水分的自动化控制

●I
烧结 混合 料水分 的 自动化 控制
王 晓云 郭 勇 王 中华 公维娥
莱芜 2 10 ) 7 1 4 ( 莱芜 钢铁 集 团 自动 化部 铁 区车 间 山东
[ 摘 要] 本文 对 比国 内烧 结水 份控 制 的各 种 策略, 出了莱 钢烧 结 水份 控制 的实 现 方法 和 改进方 案 。 提 [ 关键 词] 结配料 水份 控制 P D 经验 函数 补 偿 烧 I 中图分 类号 :O 7. +8 T 14 6 5 文 献标识 码 : A 文章编 号 :0 9 9 3 (00 1 0 50 10 — 1x 2 1)6 0 4 1
二混 单位 时 间加水 量 F 2
— —— —— — =丽百雨 二 混加 水量 的计 算 :
— —— —一
() 1
一
= ed
() 7
、
混 含水 量和 进 料量 的修 正 : +1 辫= ) 进 )料+( 水量 ) 鞋 加 () 8
根据 物 料平衡 原 理, 立 的加水 数学 表 达为 : 建
:
水份 值 的设定 由上位 机给 定 , 根据 一 定 的公式 计算 获 得 并进行 水 水量进 行 比 较, 后 由份 测 量值 的反馈 校正 , 然 同时保 持测 量水 份 的更新 与原 料输 送跟 踪周 期 同步, 并进 行 了一混 、二 混加 水低 压 开 关动 作和 加水 计 算量 低于 设定 水量 下 限 值 时 的连 锁 动 作 。 马钢 30 2 结机 水份 控制采 用 串级加 前馈 的两极 混料 形式, 中一混 的 0 m烧 其 加水 量 占总加 水量 8 %起粗 调作 用, 混加水 量 占 2% 微调 , 了提 高控 制 0 二 0起 为 精度 , 混加 水量 的计算 : 一
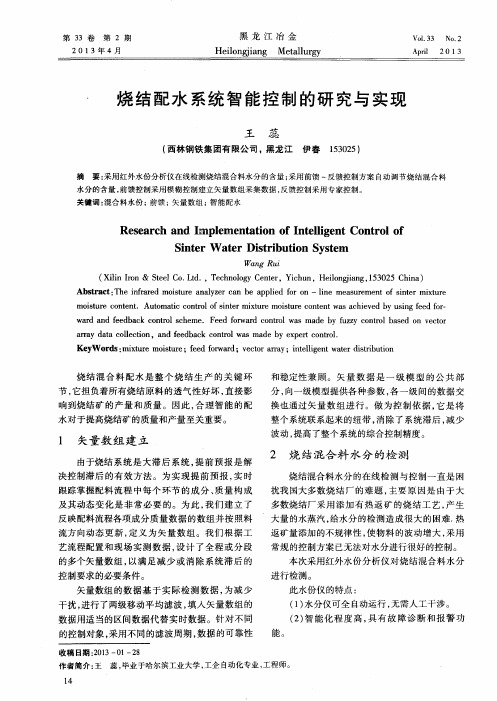
烧结配水系统智能控制的研究与实现
换也通 过 矢 量 数 组 进 行 。做 为 控 制 依 据 , 它 是 将
整个 系统联 系起来 的纽 带 , 消除 了 系统 滞后 , 减 少 波动 , 提高 了整个 系统 的综合 控制 精度 。
1 矢量数 组 建 立
由于烧 结 系 统 是 大 滞 后 系 统 , 提 前 预报 是 解 决 控 制滞 后 的 有 效 方 法 。为 实 现 提 前 预 报 , 实 时 跟踪 掌握配 料流 程 中每 个 环 节 的成 分 、 质 量 构 成 及其 动态 变 化 是 非 常 必 要 的。为 此 , 我 们 建 立 了
wa r d a n d  ̄e d b a c k c o n t r o l s c h e me .F e e d f o r w a r d c o n t r o l w a s ma d e b y f u z z y c o n t r o l b a s e d o n v e c t o r
a r r a y d a t a c o l l e c t i o n,a n d f e e d b a c k c o n t r o l wa s ma d e b y e x pe  ̄c o n t r o 1 . Ke y Wo r ds : mi x t u r e mo i s t u r e;f e e d f o wa r r d;v e c t o r a r r a y;i n t e l l i g e n t wa t e ห้องสมุดไป่ตู้ d i s t r i b u t i o n
烧 结 混 合 料 配 水 是 整 个 烧 结 生 产 的关 键 环 节, 它担 负着所 有烧 结原 料 的透 气 性好 坏 , 直 接 影 响 到烧结 矿 的产 量 和 质 量 。 因此 , 合理 智 能 的 配 水对 于提 高烧结 矿 的质量 和产量 至关 重要 。
浅谈烧结生产的水分控制
摘要在烧结生产工艺过程中,混合料中始终要保持有适宜的水分,水在烧结料的准备过程中起着润湿物料、促进物料成球的作用,适宜的烧结料水分含量能够确保烧结过程中料层的透气性,从而提高垂直烧结速度,促进烧结矿产量与质量的提高。
同时,水在烧结过程中还起着传递热量与氧量的作用。
因此,在烧结过程中,要准确判断烧结过程中水分的变化,控制混合料水分在适宜值范围内。
关键词:烧结水分透气性目录1 前言 (3)2 水分在烧结生产总的作用 (3)2.1 混合料加水的目的 (3)2.2 水分对烧结料层透气性的影响 (3)3 水分分析与控制 (4)3.1 混合料水分组成分析 (4)3.2 混合料水分控制 (5)4 影响物料水分控制的不利因素及解决措施 (7)5 结论 (8)6 参考文献 (9)浅谈烧结生产的水分控制1 前言烧结的生产工艺稳定性,取决于水碳的平衡稳定,而关键在于原料水分的分配与控制,为进一步降本增效,改善高炉炉料结构,深挖现我厂烧结机生产潜力,根据目前我厂烧结机工艺及日常给料状况,进行分析。
通过半年的生产实践,改善了烧结料的水分波动,使烧结生产进一步平衡稳定以及提高了烧结矿的产质量。
2 水分在烧结生产中的作用2.1 混合料加水的目的烧结物料在经过混合制粒前,其粒度较细,如含铁原料中精矿粉含0-3mm粒级60%以上,而熔剂及燃料在原料准备过程中均经过了破碎加工,其中0-3mm部分含量在80%以上,尤其是其中<0.5mm粉末约占总重量的40%左右,这样细粒级的原料在进行烧结时会严重影响烧结料层的透气性,甚至在进行抽风烧结时会被通过料层的气流带走,造成原料的流失,严重影响烧结过程的正常进行。
因此,必须对各原料组分进行混合与制粒,使其成为粒度相对均匀且较粗的混合料,以此提高料层透气性。
烧结所使用的原料包括含铁原料、熔剂和燃料,这些物料都含有一定量的原始水分,但其水分值达不到烧结要求,因此,在烧结混合过程中要根据原始水分的大小分别在一次混合与二次混合时补充水分。
模糊PID控制技术在烧结配料控制系统中的应用
Absr c : n t i p r i sfr ta l z d t e c rc eitc fm a u a trng t c i uef rbu de i g wih it rn t a t I h spa e ,ti s nay e h haa trsis o n f cu i e hn q o r n n t sn e ig i
行 计量 , 由控制 仪表 接 收称重 信号 和速度 信号 , 经处
理后 转化 为 累计 值 和瞬 时流 量 , 将 累计 值 、 并 瞬时流
l 烧 结配 料 概 述
烧 结配 料 是将 各 种 原 料按 一 定 比例进 行 给 P C模 拟 量 模 块 、 4~ L 以 2 A 0 m 模拟 电流 信 号 传 送 给 P C控 制程 序 , 过 控 L 通 制软件 中的 PD功 能 块 , 该 信 号与 设 定值 进 行 比 I 将 较运算 后 , 2 A 的模 拟 信号 送 给变 频 器 , 由 4~ 0 m 再
数 及运行 过程 可通 过 工控 机 进行 设 定 和 监控 , 可 也
通过 手动修 改 PD 功 能块 的 值 , 作 方 便 , 制 可 I 操 控 靠, 整个 系统 实 现了高 度 自动 化 , 形成 相对 独立 又相
互联 系 的闭环控 制系统 。
s 系统 的 设 定 值是 精 确 量 ; 一 系 统 的 测 齄值 是 精确 量 ; 一 F
输 入/ 出接 口、 输 被控 对象 和测量装 置等 四个部 分组 成 。其 中 , 模糊 控制 器是模糊 控制 系统 的核心 , 它一
烧结混合料水分模糊PID控制系统设计

1 控 制策略
烧 结 混 合 料 水 分 控 制 系统 由 电动 执 行 器 、 电 动 调 节 阀 、 电 磁 流 量 计 、 压 力 开 关 、 水 分 检 测 仪 、称 重 装 置 和控 制 装 置 等 组 成 口 】 ,如 图 1 所示 , 系统 比较 复 杂 ,具 有 时变 性 、 非 线性 和 时 滞 性 等
1
勺 似
烧结混合料水分 模糊P I D控制 系统设计
Th e f uz z y PI D cont r ol l er des i gned on t he si n t er mi xt ur e m oi s t ur e con t r o-s ys t em
D o i : 1 0 . 3 9 6 9 } / J . 1 s s n . 1 0 0 9 - 0 1 3 4 . 2 0 1 3 . 0 5 ( I - - ) . 2 7
0 引言
烧 结 混 合 料 中 的 水 分 在 烧 结 过 程 中起 着 制 粒 、导 热 、 润 滑 、 助 燃 等 各 种 作 用 ,水 分 过 高 过
李庭贵’ 。 ,薛邵文
L I Ta o . we n l l
( 1 . 泸州职业技术学 院,泸州 6 4 6 0 0 5 ;2 . 四川省泸州市工程机械智 能优 化设计 重点实验室 ,泸州 6 4 6 0 0 5 ) 摘 要: 烧 结混合料水分控制系统具有 时变 性、非线性和时滞性等特点 ,难 以建立 其精确 的数学模型。 由于传统P I D 控 制技术在 固定参 数下难 以保 证系统性 能的缺陷 ,基于烧结 炉的结构特点和控 制 性 能要 求 ,本 文提出 了采 用模糊 推理方 式自整定 P I D 控制参 数 ,设计 了参数 自整 定模糊P I D 控
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
################################################
u* ec* e*
3
结束语
模糊控制规则表
NB NB NB NM NM NS NS ZE
NM NB NM NM NS NS ZE PS
NS NM NM NS NS ZE PS PS
ZE NM NS NS ZE PS PS NM
PS NS NS ZE PS PS NM NM
PM NS ZE PS PS NM NM PB
! !
!" !"#
!"# ec
*
!
!
#
B*
$
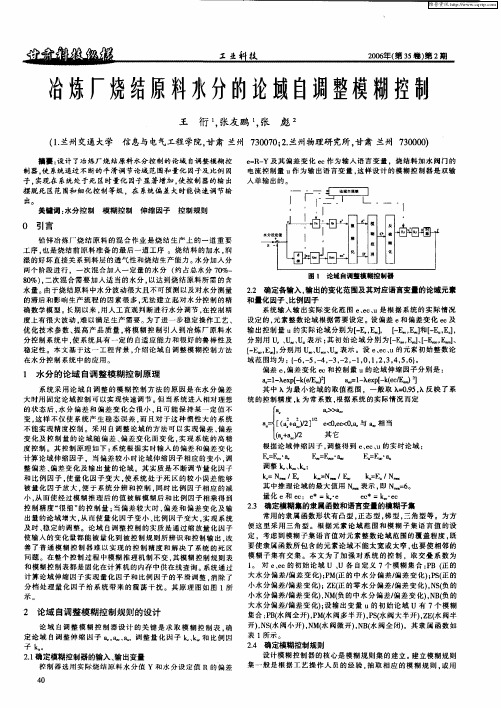
图 1 !"#$%&’()*+,论域自调整模糊控制器
2.2
1
水分的论域自调整模糊控制原理
确定各输入 , 输出的变化范围及其对应语言变量的论域元素 和量化因子、 比例因子 系统输入输出实际变化范 围 e 、 ec 、 u 是根据系统的实际情况 设定的 , 元素整数论域根据需要设定。设偏差 e 和偏差变化 ec 及 输出控制量 u 的实际论域分别为 [- Ee, Eec], [- Eec, Eec]和 [- Eu, Eu], 分 别 用 Ue 、 Uec、 Uu 表 示 ; 其 初 始 论 域 分 别 为 [- Eeo, Eeo]、 [- Eeco, Eeco]、 [- Euo, Euo], 分别用 Ueo、 Ueco、 Uuo 表示。设 e 、 ec 、 u 的元素初始整数论 域范围均为 : {- 6 , - 5 , - 4 , - 3 , - 2 , - 1 , 0 , 1 , 2 , 3 , 4 , 5 , 6}。 偏差 e , 偏差变化 ec 和控制量 u 的论域伸缩因子分别是 :
甘肃科技纵横
工业科技
2006 年 ( 第 35 卷 ) 第 2 期
冶炼厂烧结原料水分的论域自调整模糊控制
王
( 1.兰州交通大学
衎 1, 张友鹏 1, 张
彪2
信息与电气工程学院 , 甘肃 兰州 730070 ; 2. 兰州物理研究所 , 甘肃 兰州 730000)
e=R- Y 及其偏差变化 ec 作为输入语言变量 , 烧结料加水阀门的 电流控制量 u 作为输出语言变量 , 这样设计的模糊控制器是双输
Ueo、Ueco、 Uuo 的隶属函数表
e* 、 ec* 、 u* 的论域
-6 0 0 0 0 0 0
-5
-4 0 0 0 0 0 0
-3 0
-2 0 0 0 0 0 0
-1 0 0
0 0 0 0 0 0 0
1 0 0 0
2 0 0 0 0 0 0
NB NM
模 糊 集 合
1.0 0.5 0 0 0 0 0
0.5 1.0 0.5 0 0 0 0
NS ZE PS PM PB
0.5 1.0 0.5 0 0 0
0.5 1.0 0.5 0 0
0.5 1.0 0.5 0
0.5 1.0 0.5
R1=(NB)e× (NB)ec× (NB)u R2=(NB)e × (NM)ec × (NB)u 将 49 条规则各自的模糊关系进行合并运算 , 可以得到总的 关系矩阵。 已知模糊关系 , 采用加权平均法模糊判决 : 即 u*=∑ki ・ xi / ∑ki 式中 , 系数 k 选择根据实际情况而定 , xi 表示输出变量
# #
2
2
1/2
e<0,ec<0,ae 与 aec 相当
其它
根据论域伸缩因子 , 调整得到 e 、 ec 、 u 的实时论域 : ・ ・ ・ Ee=Eeo ae Eec=Eeco aec Eu=Euo au 调整 ke、 keo、 ku: ke= Nmax / Ee kec=Nmax / Eec ku=Eu / Nmax 其中推理论域的最大值用 Nmax 表示 , 即 Nmax=6 。 量化 e 和 ec : e* = k・ ・ ec* = kec ec e e
入单输出的。
!"#$%
摘要 : 设计了冶炼厂烧结原料水分控制的论域自调整模糊控 制器 , 使系统通过不断的平滑调节论域范围和量化因子及比例因 子, 实现在系统处于死区时量化因子显著增加, 使控制器的输出 摆脱死区范围和细化控制等级, 在系统偏差大时能快速调节输 出。 关键词 : 水分控制 模糊控制 伸缩因子 控制规则
0
引言
!"#$% ! ! ! !
!
!
d dt
!"
!"
e*
! "
A*
! " #
C*
! " # $ !"
u*
!"
u !
!
铅锌冶炼厂烧结原料的混合作业是烧结生产上的一道重要 工序 , 也是烧结前原料准备的最后一道工序 。 烧 结 料 的 加 水 , 润 湿的好坏直接关系到料层的透气性和烧结生产能力。 水分加入分 两个阶段进行 , 一次混合加入一定量的水分 ( 约占总水分 70%- 80% ) , 二次混合需要加入适当的水分 , 以达 到 烧 结 原 料 所 需 的 含 水量。 由于烧结原料中水分波动很大且不可预测以及对水分测量 的滞后和影响生产流程的因素很多 , 无法建立起对水分控制的精 确数学模型。 长期以来 , 用人工直观判断进行水分调节 , 在控制精 度上有很大波动 , 难以满足生产需要。 为了进一步稳定操作工艺、 优化技术参数、 提高产品质量, 将模糊控制引入到冶炼厂原料水 分控制系统中 , 使系统具有一定的自适应能力和很好的鲁棒性及 稳定性。本文基于这一工程背景 , 介绍论域自调整模糊控制方法 在水分控制系统中的应用。
模糊子集的加权值。最后再依据实际操作经验作适当的调整 , 得 到总的模糊控制查询表。 上述的过程和公式编制成一个相应的计 算程序, 离线生成的模糊控制表作为控制查询表来实现模糊控 制。
0.5 1.0
模糊聚类分析方法由控制器已有的输入输出样本中自动提取。 确 定一个模糊控制规则的原则是必须使系统输出响应的动态特性 为最佳。首先 , 根据线性设计方法获取初步控制规则 ; 然后 , 考虑 实际经验及现场情况对上述控制规则作适当修改。 因为这是一个 双输入单输出的模糊控制器 , 其规划形式为 : Ri: if e* 是 Ai and ec* 是 Bi 则 u* 是 Ci 其 中 , Ri 表 示 第 i 条 规 则 , e* 和 ec* 分 别 代 表 水 分 偏 差 和 水 分 偏 差 变 化 的 语 言 变 量 , u* 为 输 出 量 的 语言变量。它们的语言值在相应论域中的模糊子集分别为 Ai, Bi 和 Ci。因为模糊输入量水分偏差和偏差变化均有 7 个标称 , 所以 组合后的总规则数为 49 个 , 由此构成一个模糊逻辑控制规则知 识库 , 这些规则生成模糊控制规则表 , 如表 2 所示。 表2
系统采用论域自调整的模糊控制方法的原因是在水分偏差 大时用固定论域控制可以实现快速调节。 但当系统进入相对理想 的状态后, 水分偏差和偏差变化会很小, 且可能保持某一定值不 变, 这样不仅使系统产生稳态误差, 而且对于这种惯性大的系统 不能实现精度控制。采用自调整论域的方法可以实现偏差、 偏差 变化及控制量的论域随偏差、 偏差变化而变化, 实现系统的高精 度控制。其控制原理如下 : 系统根据实时输入的偏差和偏差变化 计算论域伸缩因子 , 当偏差较小时论域伸缩因子相应的变小 , 调 整偏差、 偏差变化及输出量的论域。其实质是不断调节量化因子 和比例因子, 使量化因子变大, 使系统处于死区的较小误差能够 被量化因子放大, 便于系统分辨和控制, 同时比例因子相应的减 小 , 从而使经过模糊推理后的值被解模糊后和比例因子相乘得到 控制精度 的控制量; 当偏差较大时, 偏差和偏差变化及输 “很 细 ” 比例因子变大 , 实现系统 出量的论域增大 , 从而使量化因子变小、 及时、 稳定的调整。论域自调整控制的实质是通过缩放量化因子 使输入的变化量都能被量化到被控制规则所辨识和控制输出 , 改 善了普通模糊控制器难以实现的控制精度和解决了系统的死区 问题。在整个控制过程中模糊推理机制不变 , 其模糊控制规则表 和模糊控制表都是固化在计算机的内存中供在线查询。 系统通过 计算论域伸缩因子实现量化因子和比例因子的平滑调整 , 消除了 分档处理量化因子给系统带来的震荡干扰。其原理图如图 1 所 示。
确定模糊集的隶属函数和语言变量的模糊子集 常用的隶属函数形状有凸型 , 正态型 , 梯型 , 三角型等。为方 便这里采用三角型。根据元素论域范围和模糊子集语言值的设 定 , 考虑到模糊子集语言值对元素整数论域范围的覆盖程度 , 既 要使隶属函数所包含的元素论域不能太宽或太窄 , 也要使相邻的 模糊子集有交集。本文为了加强对系统的控制, 取交叠系数为 1。 对 e、 ec 的初始论域 U 、 U 各 自 定 义 7 个 模 糊 集 合 : PB (正 的 大 水 分 偏 差 / 偏 差 变 化 ); PM(正 的 中 水 分 偏 差 / 偏 差 变 化 ); PS(正 的 小水分偏差 /偏差变化 ); ZE(正 的 零 水 分 偏 差 /偏 差 变 化 ), NS(负 的 小水分偏差 /偏差变化 ), NM(负的中 水 分 偏 差 / 偏 差 变 化 ), NB(负 的 大水分偏差 /偏差变化 ); 设输出 变 量 u 的 初 始 论 域 U 有 7 个 模 糊 集合 : PB(水阀全开 ), PM(水阀多半开 ), PS(水阀大半开 ), ZE(水阀半 开 ), NS(水阀小开 ), NM(水 阀 微 开 ), NB(水 阀 全 闭 )。 其 隶 属 函 数 如 表 1 所示。 2.4 确定模糊控制规则 设计模糊控制器的核心是模糊规则集的建立。 建立模糊规则 集一般是根据工艺操作人员的经验, 抽取相应的模糊规则, 或用
ae=1- λ exp[- k(e/Eeo)2] aeo=1- λ exp[- k(ec/Eeco) 2] 其中 λ为最小论域的取值范围 , 一般取 λ =0.95 , λ反 映 了 系 统的控制精度 , k 为常系数 , 根据系统的实际情况而定 ae>>aec ae ! au=" [ ( ae +aec)/2 ] (ae+aec)/2 $