管端退火记录、胀接检查记录
质量记录清单

注:本质量记录表格汇编,只是一个参考件。
企业应根据自己实际管理基础和水平以及锅炉安装的具体工程,进行适当的增减。
旨在如实记录本企业在锅炉安装质量管理中实际运行的情况,保证可追溯性。
质量体系记录清单(管理类)质量记录清单(交工类)出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
然侍卫之臣不懈于内,忠志之士忘身于外者,盖追先帝之殊遇,欲报之于陛下也。
诚宜开张圣听,以光先帝遗德,恢弘志士之气,不宜妄自菲薄,引喻失义,以塞忠谏之路也。
宫中府中,俱为一体;陟罚臧否,不宜异同。
若有作奸犯科及为忠善者,宜付有司论其刑赏,以昭陛下平明之理;不宜偏私,使内外异法也。
侍中、侍郎郭攸之、费祎、董允等,此皆良实,志虑忠纯,是以先帝简拔以遗陛下:愚以为宫中之事,事无大小,悉以咨之,然后施行,必能裨补阙漏,有所广益。
将军向宠,性行淑均,晓畅军事,试用于昔日,先帝称之曰“能”,是以众议举宠为督:愚以为营中之事,悉以咨之,必能使行阵和睦,优劣得所。
亲贤臣,远小人,此先汉所以兴隆也;亲小人,远贤臣,此后汉所以倾颓也。
先帝在时,每与臣论此事,未尝不叹息痛恨于桓、灵也。
侍中、尚书、长史、参军,此悉贞良死节之臣,愿陛下亲之、信之,则汉室之隆,可计日而待也。
臣本布衣,躬耕于南阳,苟全性命于乱世,不求闻达于诸侯。
先帝不以臣卑鄙,猥自枉屈,三顾臣于草庐之中,咨臣以当世之事,由是感激,遂许先帝以驱驰。
后值倾覆,受任于败军之际,奉命于危难之间,尔来二十有一年矣。
先帝知臣谨慎,故临崩寄臣以大事也。
受命以来,夙夜忧叹,恐托付不效,以伤先帝之明;故五月渡泸,深入不毛。
今南方已定,兵甲已足,当奖率三军,北定中原,庶竭驽钝,攘除奸凶,兴复汉室,还于旧都。
此臣所以报先帝而忠陛下之职分也。
至于斟酌损益,进尽忠言,则攸之、祎、允之任也。
愿陛下托臣以讨贼兴复之效,不效,则治臣之罪,以告先帝之灵。
若无兴德之言,则责攸之、祎、允等之慢,以彰其咎;陛下亦宜自谋,以咨诹善道,察纳雅言,深追先帝遗诏。
换热器通用胀接工艺
胀管通用工艺规程一、胀接说明1 胀接胀接是换热管与管板的主要联接形式之一,它是利用胀管器伸入换热管管头内,挤压管子端部,使管端直径扩大产生塑性变形,同时保持管板处在弹性变形范围内。
当取出胀管器后,管板孔弹性变形,管板对管子产生一定的挤紧压力,使管子与管板孔周边紧紧地贴合在一起,达到密封和固定连接的目的。
由于管板与管子的胀接消除了弹性板与塑性管头之间的间隙,可有效地防止壳程介质的进入而造成的缝隙腐蚀。
当使用温度高于300℃时,材料的蠕变会使挤压残余应力逐渐消失,连接的可靠性难以保证。
因此,在这种工况下,或预计拉脱力较大时,可采用管板孔开槽的强度胀接。
胀接又分为贴胀和强度胀。
2 胀管率胀管率是换热管胀接后,管子直径扩大比率。
贴胀与强度胀的主要区别在于对管子胀管率 (管子直径扩大比率) 的控制不同,对冷换设备换热管来说,强度胀要求的胀管率H为1~2.1%,而贴胀要求的胀管率H为0.3~0.7%。
3 贴胀贴胀是轻度胀接的俗称,贴胀是为消除换热管与管板孔之间的缝隙,以防止壳程介质进入缝隙而造成的间隙腐蚀。
由于贴胀时胀管器给管子的胀紧力较小,管子径向变形量也就比较小。
因此换热管与管板孔之间的相对运动的摩擦力就比较小,所以它不能承受较大的拉脱力,且不能保证连接的可靠性,仅起密封作用。
贴胀时,管孔不需要开槽。
4 强度胀强度胀是指管板与换热管连接处的密封性和抗拉脱强度均由胀接接头来保证的连接方式。
强度胀接的管板孔要求开胀管槽,一般开两道胀管槽。
以使管子材料在胀接时嵌入胀管槽内,由此来增加其拉脱力。
特别是当使用温度高于300℃时,材料的蠕变会使挤压残余应力逐渐消失,连接的可靠性下降,甚至发生管子与管板松脱,这时采用强度胀接,其抗拉脱力就比贴胀要大得多。
胀管前应用砂轮磨掉表面污物和锈皮,直至呈现金属光泽,清理锈蚀长度应不小于管板厚度的2倍。
管板硬度应比管子硬度高HB20~30,以免胀接时管板孔产生塑性变形,影响胀接的紧密性。
管端退火记录、胀接检查记录

粗糙度
凹痕
毛刺
纵向沟纹
油污
选配与测重(内径控制法)
编号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
管子内径d2
管孔内径d3
管孔与管子外径差δ
编号
16
17
18
19
20
21
22
23
24
25
25
27
28
29
30
管子内径d2
管孔内径d3
管孔与管子外径差δ
操作人:检查人:
日期:日期:
胀接检查记录(III)
试胀
工程名称:锅炉型号:
管子材质规格
管孔材质规格
管端质量
管孔质量
序号
管子内径d2
管孔内径d3
管孔与管端间隙
管端硬度
管孔硬度
胀管率
1
退火前
退火后
2
3
水压试验
1
2
3
工作压力MPa
超水压试验MPa
注:硬度是一组的平均值
操作人:检查人:
日期:日期:
胀接检查记录IV
工程名称:锅炉型号:
胀接操作顺序
管排方向
管列方向
管端退火记录(I)
工程名称:锅炉型号:
管子编号或图号
铅液温度
退火长度
保温时间(壁厚每毫米3-5分钟)
冷却时间
管端硬度
退火前
退Байду номын сангаас后
操作人及时间
检查人及时间
胀接检查记录(II)
检查校正与选配
tsg g7001-2019锅炉安装监督检验规则.doc

tsg g7001-2019锅炉安装监督检验规则锅炉安装监督检验规那么BoilerInstallationSupervisionInspectionRegulation 中华人民共和国国家质量监督检验检疫总局颁布2004年6月23日目录第一章总那么 (1)第二章安装监督检验旳程序、项目和要求 (1)第三章附那么 (3)附件1锅炉安装监督检验大纲 (4)附件2整装锅炉安装监督检验项目表 (11)附件3散装锅炉安装监督检验项目表 (13)附件4特种设备监督检验工作联络单 (19)附件5特种设备监督检验工作意见通知书 (20)附件6锅炉安装监督检验证书 (21)锅炉安装监督检验规那么第一章总那么第一条为了加强锅炉安装过程旳监督治理,规范锅炉安装监督检验工作,保证锅炉旳安全性能,依照《特种设备安全监察条例》〔以下简称《条例》〕旳有关规定,制定本规那么。
第二条凡是在中华人民共和国境内安装《条例》规定范围内旳锅炉,其安装过程应当按照本规那么旳规定进行监督检验。
第三条本规那么规定旳安装监督检验,是指锅炉安装过程中,在安装单位自检合格旳基础上,由国家质量监督检验检疫总局〔以下简称国家质检总局〕核准旳检验检测机构〔以下简称监检机构〕对安装过程进行旳强制性、验证性旳法定检验。
第四条锅炉安装监督检验工作旳依据是《蒸汽锅炉安全技术监察规程》、《热水锅炉安全技术监察规程》、《有机热载体炉安全技术监察规程》、《工业锅炉安装工程施工及验收规范》、《电力建设施工及验收技术规范〔锅炉机组篇〕》、《机械设备安装工程施工及验收规范》以及其他相关安全技术规范、国家标准和行业标准。
第五条各级质量技术监督部门负责监督本规那么旳实施。
第二章安装监督检验旳程序、项目和要求第六条安装单位在从事安装施工前,应当按照《条例》和相关安全技术规范旳规定,在向锅炉使用地旳直辖市或者设区旳市级质量技术监督部门书面告知后,向当地承担相应范围旳监检机构申请监督检验,并附以下资料〔或者复印件〕各一份:〔一〕特种设备安装改造维修告知书;〔二〕施工合同;〔三〕施工打算。
塑料管道熔接质量检查记录

符合要求
备注(含说明、示图、照片等):
1、管材与管件连接端面必须清洁、干燥、无油。2、用卡尺和合适的笔在管端测量并标绘出热熔深度,热熔深 度应符合规定。3、在规定时间内,刚熔接好的接头还可校正,但严禁旋转。
专业工长(施工员)(签名)
专业承包安装单位 检查评定结果
符合设计及规范要求。
项目专业质量检查员(签名):
(热) 连接插入深度(mm)
熔接时间(s或min) 熔
冷却时间(s或min) 连
熔合指示 接
接口外观
15mm
1min
2min 达到加热时间后、立即把管材、管件从加热套与加热头
上同时取下,迅速均匀插入到所标深度 连接端面必须清洁、干燥、无油
符合要求 符合要求 符合要求 符合要求 符合要求
接口卷边清除
采用毛布做表面清理
检查测试负责人(签名) 2013年8月1日
监理(建设)单位 验收结论
专业监理工程师(签名): (建设单位项目专业技术负责人签
年月日
名): 注:1.本表中插入的说明、示图、照片等,如幅面不能容纳(或无法表达清楚),则可随本表之后作为本表的附
件。
2.本表每张只能填写同种材质管材熔接的相关记录。
熔接方式: √ 电熔
热熔
熔接口数(个) 300
检查项目
熔接加热机具名称/ 型号/规格 加热装置表面清洁 (含氧化层清除等)
工艺质量要求(摘要) 热熔器/160/PPR
采用毛布做表面清理
检查结果[以定量或定性 (符合/不符合要求)表达]
符合要求
符合要求
电 管材熔接表面清洁
切割后端面去毛刺和毛边
符合要求
项目负责人 /
施工执行的技术标准(含 企业的工艺规程、工法等) 建筑给水排水及采暖工程施工质量验收规范GB50242-2002
胀管工艺
胀管工艺工业锅炉的对流管束以及前、后水冷壁与锅筒的连接一般采用胀接法进行安装。
胀接是利用金属的弹性变形和塑性变形的物理性质,通过胀管器的外力作用,将管子胀在另一个物体上,实现两个物体的连接并达到承压和密封的目的的一种连接方法,它多用于工作压力小于2.5MPa的工业锅炉的受热面安装工程。
一、管子的退火管端退火的目的是为了提高管子塑性,防止胀接时管端产生裂纹。
所谓管端退火就是将胀接管管端加热至600~650℃,经过保温、缓慢冷却等过程,使管端的金相组织发生变化,使得管端硬度降低,塑性增加。
退火过程中,要注意以下几点:(1)退火温度一定不可超过650℃;(2)加热管端的时间要足够;(3)管端冷却一定要缓慢;(4)保温用石棉灰要干燥。
如上述四点注意事项没有做到,退火工作就可能失败,还需重新退火。
当管端硬度比锅筒管孔硬度低时,可以省掉退火工序。
否则,还要对管端进行退火处理。
管端和管孔的硬度测量,应在锅炉安装之前随机抽样进行,样本总数不低于10%。
这样做,可以使施工作业指导书的编制更符合现场的实际情况。
退火后,要填写《管端退火记录》。
二、管子的放样与管端打磨管子的放样在放样平台上进行。
就是把某一规格的管子放进样板中。
如果能自然放进,说明该外形合格。
否则,就不合格,须进行冷调或热调。
管子的放样,力争误差最小,当弯管的角度较小时,变形的补偿能力差,放样不准确,易造成胀管不严,严重时,水压试验会产生泄漏。
然后还要做以下工作:1、测量管端伸出锅筒管孔的长度,伸出长度应符合下表规定。
多余部分应锯掉;短于规定数值时,应该从弯头以远800mm处进行换管。
换管的管子一定要用锅炉厂带来的备用管。
换管的管端应是经过退火的。
管子公称外径32~6570~102正常910伸出长度最大1112最小78管端伸出管孔的长度2、仔细检查每根管子裂纹、重皮、锈蚀凹坑等缺陷。
当缺陷严重时,应进行有缺陷管段的换管工作。
3、因胀接管端有氧化皮、锈蚀斑点、刻痕等污物和缺陷,胀接之前要将其彻底清除,以保证胀接质量。
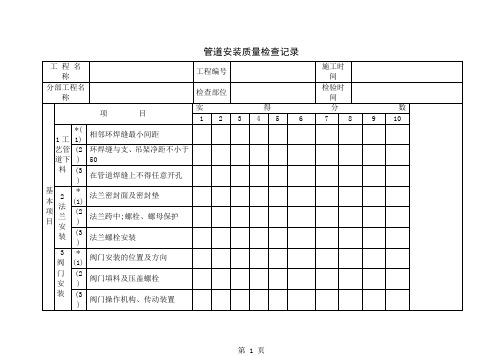
5.4.0.2管道安装质量检查记录3页word
工 程 名 称
工程编号
施工时间
分部工程名称
检查部位
检验时间
基本项目
项目
实得分数
1
2
3
4
5
6
7
8
9
10
1工艺管道下料
*(1)
相邻环焊缝最小间距
(2)
环焊缝与支、吊架净距不小于50
(3)
在管道焊缝上不得任意开孔
2
法兰安装
*(1)
法兰密封面及密封垫
(2)
法兰跨中;螺栓、螺母保护
(3)
法兰螺栓安装
±25
*2
架空
±10
地沟
±7
埋地
±10
3
水平管道弯曲
DN≤100m
≤2L/1000且<40(L为该管段长度)
DN> 100m
≤3L/1000且<70
4
立管垂直度
≤3H/1000且<25(H为高度)
5
成排管段的间距
±10
检查结果:(包括外观质量情况)
检查人
班组长
技术负责人
日期
希望以上资料对你有所帮助,附励志名言3条:
1、宁可辛苦一阵子,不要苦一辈子。
2、为成功找方法,不为失败找借口。
3、蔚蓝的天空虽然美丽,经常风云莫测的人却是起落无从。但他往往会成为风云人物,因为他经得起大风大浪的考验。
阀门安装
*(1)
阀门安装的位置及方向
(2)
阀门填料及压盖螺栓
(3)
阀门操作机构、传动装置
(4)
安全阀的最终调整
4支吊架安装
*(1)
支、吊架型式、材质和位置
余热锅炉炉管胀接记录

余热锅炉炉管胀接记录记录员:XXX时间:XXXX年XX月XX日地点:XXXX厂房设备:余热锅炉炉管胀接情况:XX处管道直径:XXXmm使用压力:XXMPa胀接方式:XX方法胀接材料:XX材料记录内容:1.背景介绍:余热锅炉作为单位能源回收装置的重要设备,在生产过程中起到节能环保的作用。
为保证余热锅炉的正常运行,炉管的胀接工作是十分重要的。
本次记录的目的是对余热锅炉的炉管胀接情况进行详细记录和分析,以便今后参考和改进。
2.胀接前准备工作:(1)检查胀接区域的管道直径、厚度等参数,与设计要求进行比对。
(2)清理胀接区域的污垢、锈蚀等,确保胀接面平整、无异物。
(3)准备好胀接材料,包括焊材、助焊剂等。
3.胀接过程:(1)将待胀接的管道端部进行倒角、修整,以提高胀接质量。
(2)对胀接区域进行预热,提高炉管表面温度,有利于焊接工作的进行。
(3)在胀接区域涂抹助焊剂,提高焊接接头的密实度和质量。
(4)采用XX方法进行焊接,确保焊缝的牢固性和密封性。
(5)胀接完成后,进行焊缝的表面处理,消除焊接过程中产生的瑕疵和烧伤等。
4.胀接后检测工作:(1)对焊缝进行无损检测,以验证胀接质量的合格性。
(2)对焊接接头进行压力测试,检测胀接部位的耐压能力。
(3)对焊接接头进行温度测量,以确定其工作温度范围是否合理。
(4)对焊接接头进行视觉检测,检查焊缝是否出现开裂、变形等情况。
5.结果与分析:(1)根据胀接后的检测结果显示,焊接接头的无损检测合格,符合工艺标准要求。
(2)胀接部位的压力测试表明,胀接区域能够承受预定压力,具备良好的耐压能力。
(3)焊接接头的温度测量结果正常,处于合理的工作温度范围内。
(4)焊缝的视觉检测未发现开裂、变形等情况,胀接质量良好。
6.总结与建议:根据本次记录和分析,对余热锅炉的炉管胀接工作进行总结与建议如下:(1)在胀接前,必须进行充分的准备工作,确保胀接区域的清洁和平整。
(2)胀接过程中,应严格按照焊接工艺要求进行操作,以确保焊接接头的质量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
粗糙度
凹痕
毛刺
纵向沟纹
油污
选配与测重(内径控制法)
编号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
管子内径d2
管孔内径d3
管孔与管子外径差δ
编号
16
17
18
19
20
21
22
23
24
25
25
27
28
29
30
管子内径d2
管孔内径d3
管孔与管子外径差δ
操作人:检查人:日期:日期:胀接检查记录 NhomakorabeaIII)
II
I
III
IV
伸出管孔长度
胀后管端质量
起皮
皱纹
裂纹
切口
偏斜
板边
补胀位置
补胀前管子内径d1
补胀后管子内径d11
补胀△H
超胀编号
超胀数量≤15个
补胀次数
操作人:检查人:
日期:日期:
管端退火记录(I)
工程名称:锅炉型号:
管子编号或图号
铅液温度
退火长度
保温时间(壁厚每毫米3-5分钟)
冷却时间
管端硬度
退火前
退火后
操作人及时间
检查人及时间
胀接检查记录(II)
检查校正与选配
工程名称:锅炉型号:
检查部件
管子规格
弯曲半径
通球外径
通球结果
胀接前
胀接后
管端打磨质量
打磨长度
氧化层
锈斑
沟纹
内壁清理
试胀
工程名称:锅炉型号:
管子材质规格
管孔材质规格
管端质量
管孔质量
序号
管子内径d2
管孔内径d3
管孔与管端间隙
管端硬度
管孔硬度
胀管率
1
退火前
退火后
2
3
水压试验
1
2
3
工作压力MPa
超水压试验MPa
注:硬度是一组的平均值
操作人:检查人:
日期:日期:
胀接检查记录IV
工程名称:锅炉型号:
胀接操作顺序
管排方向
管列方向