LTN255中文操作手册
255型双枪锁定版器件说明书
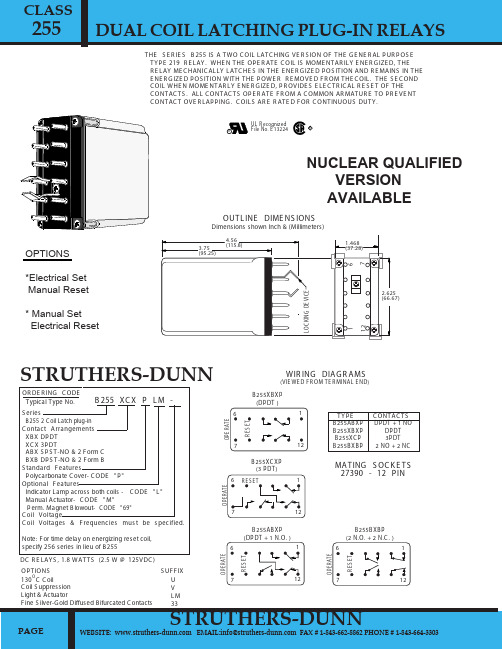
255RUL R ecognized File No. E 13224RTHE S E R IE S B 255 IS A TWO C OIL LATC HING VE R S ION OF THE G E NE R AL P UR P OS E TY P E 219 R E LAY. WHE N THE OP E R ATE C OIL IS MOME NTAR ILY E NE R G IZE D, THE R E LAY ME C HANIC ALLY LATC HE S IN THE E NE R G IZE D P OS ITION AND R E MAINS IN THE E NE R G IZE D P OS ITION WITH THE P OWE R R E MOVE D F R OM THE C OIL. THE S E C OND C OIL WHE N MOME NTAR LY E NE R G IZE D, P R OVIDE S E LE C TR IC AL R E S E T OF THE C ONTAC TS. ALL C ONTAC TS OP E R ATE F R OM A C OMMON AR MATUR E TO P R E VE NT C ONTAC T OVE R LAP P ING. C OILS AR E R ATE D F OR C ONTINUOUS DUTY.U V L M 33S UF F IXOP TIONS130 C C oilC oil S uppression Light & ActuatorF ine S ilver-G old Diffused B ifurcated C ontactsB 255 XC X P L M -S eriesB255 2 C oil Latch plug-in C ontact Arrangements XB X DP DT XC X 3P DTAB X S P S T-NO & 2 F orm C B XB DP S T-NO & 2 F orm B S tandard F eaturesP olycarbonate C over- C ODE "P "Optional F eaturesIndicator Lamp across both coils - C ODE "L " Manual Actuator- C ODE "M" P erm. Magnet B lowout - C ODE "69"C oil VoltageC oil Voltages & F requencies mus t be s pecified.Note: F or time delay on energizing reset coil,specify 256 series in lieu of B 255OR DE R ING C ODE Typical Type No.DC R E LAY S , 1.8 WATTS (2.5 W @ 125VDC )PAGEWEBSITE: EMAIL:info@ FAX # 1-843-662-8862 PHONE # 1-843-664-3303C ONTAC TS61712B 255XB XP (DP DT )61712B 255XC XP (3 P DT)61712B 255AB XP (DP DT + 1 N.O. )R E S E TO P E R A T EO P E R A T ER E S E TR E S E TO P E R A T E61712B 255B XB P (2 N.O. + 2 N.C. )R E S E TO P E R A T EB 255AB XP B 255XB XP B 255XC P B 255B XB PDP DT + 1 NODP DT 3P DT 2 NO + 2 NCWIR ING DIAG R AMS(VIE WE D F R OM TE R MINAL E ND)TY P E4.56(115.8)12167L O C K I N G D E V I C E2.625(66.67)1.468(37.28)3.75(95.25)OUTL INE DIME NS IONSDimensions shown Inch & (Millimeters)MATING S OC K E TS 27390 - 12 P INSTRUTHERS-DUNNSTRUTHERS-DUNN DUAL COIL LATCHING PLUG-IN RELAYSCLASSNUCLEAR QUALIFIED VERSION AVAILABLEOPTIONS*Electrical Set Manual Reset* Manual Set Electrical ResetWE B S ITE : www.s truthers E MAIL:info@ms truthers FAX # 1-843-662-8862 PHONE # 1-843-664-330385% of Nominal Voltage 80 % of Nominal Voltage 110% of nominal, voltageS ilver Alloy & G old Diffused (S tandard)25 mS Max. @ Nominal Voltage.20 mS Max. @ Nominal Voltage.1500 V rms1/4" over surface, 1/8" thru Air-10 C to +60 C10 Million Operations no load100,000 Operations @ R ated Load.500,000 Operations 1/2 R ated Load.C lear polycarbonate.215 g (7.58 oz.) AP P R OX.G E NE R AL S P E C IF IC ATIONSC OIL P ull-in, min. AC P ull-in min. DC Overvoltage, max.C ONTAC TSC ontact Material:TIMINGOperate Time: (operate coil) R elease Time: (R eset coil energized)DIE L E C TR IC S TR E NG THAll Mutually Insulated P oints: Insulation :TE MP E R ATUR E R ated Operation:L IF E E XP E C TANC Y Mechanical: E lectrical:MIS C E L L ANE OUS E nclosure: Weight:RUL R ecognized File No. E 13224R3.014.552.01450500084025615026.54.8 1.104.2015.5540181561224120240R esistance Ohms ± 10%C oil P ower (mA)Nominal Voltage R esistance Ohms ± 10%C oil P ower(mA)80041020045.013.2R E S E T C OIL (3VA)OP E R ATE C OIL (5VA)*AC C OIL , 50/60 HZC OIL S P E C IF IC ATIONS @ 25 C C urrent inrush on all AC coils is less than twice the listedmilliamperes ratings as shown in the AC coil data table.*C urrents shown in table measured at 60 Hz.61224115/125Nominal Voltage DC relays, 1.8 Watts (2.5 W @ 125VDC )DC C OIL DATAR E S E T C OIL 1.4W)38518996.020.015.563.525062002861418014.421.085.03008000R esistance Ohms ± 10%C oil P ower (mA)OP E R ATE C OIL (1.8W)R esistanceOhms± 10%C oil P ower(mA)10A 3A 1A 3A 0.1A0.5A 1.5A 150 mA 0.5A24 VDC 120 VAC 240 VAC 28 VDC 125 VDC125 VDC S M 125 VDC DM 250 VDC S M 250 VDC DMVOLTSMAK E 30A 30A 30A 30A 30A30A 30A 30A 30A10A 10A 10A 10A 10A10A 10A 10A 10A10A 10A 5A 10A 0.5A1.5A 4A 0.5A 1.5AR E S IS TIVE INDUC TIVEC AR R Y B R E AKC ONTAC T R ATING S** F or vers ions with s uffix "69" P ermanent Magnet B lowouts**R elays with C ode 69 feature ( C heck with factory for UL & C S A Listing).PAGESTRUTHERS-DUNN00255DUAL COIL LATCHING PLUG-IN RELAYSCLASS。
KTA-255 KTA-256 7段大面板表显设备说明书

KTA-255 / KTA-256 Large 7-Segment Panel Meter Display Features: Operating Modes:•Large 6” 7-Segment Display•Easily add digits to display higher values • 2 x opto-isolated inputs• 1 x 10-bit 0-5V input• 1 x 10-bit 0-20mA input•RS485 Serial, TTL Serial•RS232 Serial or USB Serial with additional converters•12VDC Powered •0-5V Scaled•0-20mA or 4-20mA Scaled•Up/Down Counter with Reset and Preset •Quadrature Up/Down Counter •Tachometer RPM•Frequency•Up/Down Second Timers•ASCII or Modbus Serial over RS485 or TTL (or RS232 or USB with additional converters)Have you ever had the need for a display that can be read from across the room? How about across the factory? How about 50m away? This display uses Large 6” (15cm), 7-Segment displays and can be expanded to use up to 10 digits, without costing upwards of a thousand of dollars.But what does it display? The display has been designed to accept multiple input signals, for maximum flexibility. Parameters are set using a computer and saved to memory.Input signal types are divided into 3 categories, Analog, Digital and Serial.Analog: Analog input modes include 0-5V DC and 0-20mA, 4-20mA sensors can also be used easily. These can be scaled to display any value such as temperature, humidity, pressure etc.Digital: Digital input modes include Counter modes (Quadrature or Up and Down with Reset and Preset), Tachometer RPM, Frequency and Up or Down Timers.Serial: Serial input modes include RS485, TTL and (with an optional converter) RS232 or USB with the option of ASCII display or Modbus RTU controlled display. Various Baud Rates are supported. The device parameters are also set up using the RS485 / RS232 / USB connection to a computer with provided software or Modbus enabled device.How does it do all this? The KTA-255 Large 7-Segment Controller PCB is mounted to the back of the first digit. The controller PCB includes a microcontroller, constant current LED driver shift register and all circuitry needed to connect the various input signals. The microcontroller reads in the input signals and scales them according to the user settings and then sends out the data to the shift register, which controls the data displayed on the 7-Segment digit. Typically, more than one digit is required and this is where the KTA-256 Large 7-Segment Driver PCB comes in to play. The KTA-256 is a stripped back version of the KTA-255, one is mounted to the back of each additional digit. This PCB only holds another constant current LED driver shift register and IDC header connections for connection to the previous and next digits.Set up of display mode and parameters is done by using the KTA-255 Configuration software.User configurable parameters include:•Number of the digit to display the decimal point on•Operating mode•Scaling Values•Count By Values•Reset Values•Display delay time (to reduce flicker)•Debounce time (so that switch presses do not make multiple counts)•Modbus Address•Baud Rate•ParityNot all parameters are relevant to each operating mode. The configuration software will hide the parameters which are not used.To ensure that the configuration software can communicate with the controller, the communications parameters can be loaded to default, at power up, by making a connection between MI and COM on K3 on the side of the PCB. This can be done with a bare wire, or by temporarily soldering a wire in place.Lets take a look at the operating modes in more detail.Analog 0-5V:The Analog 0-5V input mode will take a 0-5V signal in on the VI and COM terminals and scale it according to the values used in set up. The allowable range is -32,768 to +32,767 and decimal places can be used as well. Eg. Assuming 5 digits are used, to use it as a volt-meter, measuring the voltage between 0V and 5V, to four decimal places (0.0000 to 5.0000) set the operating mode to 0-5V and the following parameters: Decimal Place = 5 (Show the decimal point on digit 5), 0V Value = 0, 5V Value = 5. That is all that is required, if the display flickers too much, then the display delay time can be increased. If faster changes need to be seen on the display then the display delay time can be decreased.Analog 0-20mA:The Analog 0-20mA input is between terminals CI and COM it includes a 250Ω load resistance. It can be easily used with 4-20mA sensors as the software allows either a 0mA or 4mA value to be entered and the other value is automatically calculated. Most industrial sensors will use a 4-20mA signal, a good example is a temperature sensor with 0-100°C output over 4-20mA. Assuming 5 digits again, we can display to 2 decimal places giving a range of 0.00 to 100.00. The operating mode should be set to 0-20mA, the 20mA value to 100 and the 4mA value set to 0 (this will automatically set the 0mA value to -25). The decimal point position can be set to 3 (or 4 for more accuracy, but at the cost of never actually being able to display 100.000). Counter:In counter mode an optically isolated signal on inputs I1+ and I1- will add the “count by” value to the display each time it is triggered. To count down, a negative value can be used in the count by value.The count by value can be from -32,768 to +32,767 (signed 16-bit), but the displayed values (count total) can be from -2,147,483,648 to +2,147,483,647 (signed 32-bit). Obviously more than 5 digits would be needed to display these values.The I2+ and I2- terminals are used for another optically isolated signal, this is used to reset the counter to the “reset to” valueWhen a connection is made from VI to COM the display will subtract the “count by” value from the currently displayed value.Up/Down Counter:The Up/Down Counter mode is very similar to the Counter mode, however in this mode the optically isolated signal on I2+ and I2- subtracts the “count by” value and the non-isolated signal on VI and COM resets the display.Quadrature:In Quadrature mode a quadrature encoder can be used to count up and down. Phase A should be connected to I1+ and I1-, Phase B should be connected to I2+ and I2-. The non isolated input VI will reset the counter value. It should be noted that each encoder edge is used for a count signal, giving four times the line resolution of the encoder. Ie. A 1000 line encoder will give 4000 counts per revolution.Tachometer:A tachometer pulse signal is fed into I1+ and I1-, if more than one pulse is given per revolution then the number of pulses per revolution can be entered into the “division” parameter.Frequency:The Frequency mode is much the same as the Tachometer mode, except that the signal is not converted to RPM before being displayed. Maximum measured frequency is approximately 20KHz.Up Timer:In Up Timer mode the unit will display hours minutes and seconds, with a decimal point to separate each. The I1+ and I1- input starts the timer, the I2+ and I2- input resets the timer to zero and the VI input pauses the timer.The timer will count upwards each second until the value set in the configuration is reached, if the set value is zero the counter will keep counting up.Down Timer:Similar to Up Timer mode, Down Timer mode counts seconds, however, this time it is downwards. The reset value is set by the configuration software and the timer stops counting at zero.ASCII:For easy connection to computer programs and micro-controllers an ASCII mode has been added. Once the display has been put into ASCII mode and the Baud Rate and Parity have been set in the configuration software, a link must be placed between VI and COM to make the device interpret the incoming data as ASCII, not setup instructions. The data bits are always 8 and there is 1 stop bit. TTL serial frommicrocontrollers and RS485 serial can be sent directly to the controller. For RS232, an RS232 to TTL converter is needed and for USB a USB-TTL Serial converter is needed, these are available from Ocean Controls.To display numbers, send them to the display, followed by a Carriage Return character. Ie “-1.234<CR>” sent to the display will show “-1.234” on the display.The carriage return character has a value of 13 or 0x0D. The space character (32 or 0x20) will leave a blank space. The DEL character (127 or 0x7F) will clear the display.Letters can also be shown on the display, sending any of the characters a-z (97-122 or 0x61-0x7A) will show that character. Some characters can not be displayed correctly, but most are intelligible.If special characters need to be displayed, then the special character DC1 (17 or 0x11) is sent. The character following this is used to turn on each of the individual segments of the 7-segment display.In the diagram each segment is labelled with a decimal value. To turn on aparticular pattern of segments, add their values together and send thatvalue after the special character.Eg. To turn on the top four segments and display a square the value foreach of those segments is added together. 128 + 2 + 32 + 64 = 226, this isshown on the display by sending the value 17 followed by the value 226.MODBUS:The display controller can also be used as a Modbus slave. Modbus is an industrial protocol supported by many PLC’s and SCADA packages. It consists of 16-bit Holding Registers and Input Registers, as well as 1-bit Coils and Status bits. Only Holding Registers are implemented in the KTA-255 Display Controller. Further information on the Modbus protocol can be found at “”.If the controller has been put in Modbus mode and the Slave Address, Baud Rate and Parity are set via the configuration software, the controller will then be ready to use on a RS485 Modbus network or via direct connection on RS232, USB or TTL Serial.To display values the first three holding registers are used. Holding registers 1 and 2 are combined together to give a 32-bit signed value from -2,147,483,648 to +2,147,483,647, holding register 1 holds the lower 16-bits, holding register 2 holds the upper 16-bits. Holding register 3 sets the decimal point position.To show “-98765.4321” on the display, holding register 1 would be set to 38735, holding register 2 would be set to 50465, these are respectively the lower and upper 16-bits of the signed 32-bit number, these can be easily derived in the controlling application. Holding register 3 would be set to 5 to display the decimal point on the fifth digit.Modbus Registers:As well as being able to display values directly from Modbus, the holding registers also hold all the settings for the controller, in fact, the configuration software uses the Modbus protocol to set up the controller. HoldingRegisterFunction1 Value to display Low 16-bits2 Value to display High 16-bits3 Decimal point position4 Mode 0= Modbus, 1= 0-5V, 2= 0-20mA, 3= Counter, 4= U/D Counter, 5= Quadrature, 6=Tacho,7= Frequency, 8= ASCII, 9= Up Timer, 10= Down Timer, 11= Modbus5 Low Scale, Count by Value, Pulses/Rev (Depending on Mode)6 High Scale, Reset Value (Depending on Mode)7 Display Delay Time8 Debounce Time9 Modbus Address 1 to 243 10 Baud 0= 9600, 1= 2400, 2= 4800, 3= 9600, 4= 19200, 5= 38400, 6= 57600, 7= 115200 11Parity 0= None, 1= Odd, 2= EvenIn all except for ASCII mode the current displayed value can be read via the first 3 holding registers.Assembly:Ocean Controls are supplying the KTA-255 and KTA-256 as kits of parts or fully assembled if you do not want to solder them yourself, if you do want to solder them yourself, assembly of the circuit boards is straight forward. Each PCB is a high quality two sided, through plated solder masked, silk screened board, which has been through electrical testing. This means that it should be free from defects, but it is worth going over just to be sure. The lowest components, resistors and diodes, should be added first and then the others should be mounted, generally in order of height. Make sure you take a look at the pictures to see how the connector K2 (KTA-255 or K1 on the KTA-256) is mounted underneath the board, making the connection to the back of the 7-Segment display, as well as the 7805 voltage regulator with heatsink, bent 90° over the edge of the board.When the board is assembled, before mounting it to the back of the 7-Segment display add the threaded nylon spacers, these are included for stability and can be glued to the back of the display for added strength. Many (8) of the pins on connector K2 (K1 on KTA-256) are not needed and these can be trimmed beforemounting. Make sure you do not cut off the wrong pins though. Take a look at the diagram below and you will see that the two centre pins are in place, then every second pin is removed from the centre outwards, leaving 10 pins in total.Once the PCB is fully assembled, check your work for soldering bridges. If it looks OK then you can solder the PCB to the back of the display, position it so that the pins can each touch the track on the 7-Segment Display. Apply a couple of blobs of glue to hold the nylon spacers in place.Hot melt glue is not recommended as the 7805 regulator can produce a bit of heat, which would soften the glue. Also, if a metal bolt is used on the 7805 and heatsink ensure that it can not short circuit to the 7-Segment display PCB by using a small square of electrical tape where it touches the board.The main controller board and driver boards can now be connected together by using 6 or 10 pin IDC connector cables, taking note of the pin 1 index, denoted by the small arrow on the PCB.Mounting:How you mount the displays is really up to you, we have attached them to two sheets of 3mm Acrylic, one tinted Grey and the other tinted Red, this gives a nice dark background and the digits can be clearly read. See the drill pattern on Page 6 for where to drill the holes.Pin Cut PinCircuit:An AVR ATMega168 microcontroller is the centre of operations. Two of the analog inputs have been connected to the VI and CI terminals, with 10K inline resistors to provide some protection for the chip. The CI input also has a pair of resistors totalling 250Ω which will generate 5V for a 20mA signal passed through it.A pair of opto-couplers isolate the digital input signals I1 and I2, and a DS3695 (MAX485 equivalent) converts RS485 levels to 5V TTL serial.The output to the LED segments is done via a TLC5916 IC. This is a constant current, LED driver, shift register from Texas Instruments. The operation of the TLC5916 is much like a 74HC595 shift register, in the meaning that it has a shift in data pin, a clock pin, a latch pin and a shift data out pin, however, the outputs on the TLC5916 will regulate their current according to one programming resistor. The AVR controls the data stream to the TLC5916, the output of the TLC5916 is connected to the input pin of the next board using headers, conveniently labelled IN and OUT.Parts List:KTA-255QTY PCB Designator Description1 KTA-255v1 PCB1 R8 120R Resistor1 R9 130R Resistor1 R1 910R Resistor4 R4, R5, R10, R11 1K Resistor2 R2, R3 4.7K Resistor2 R6, R7 10K Resistor8 C1-C7, C9 0.1uF Monolithic Capacitor 2.5mm2 C10, C11 22pF Ceramic Capacitor 2.5mm3 D1-D3 1N4004 Diode1 X1 20MHz Crystal1 VR1 7805 Regulator1 U1 TLC5916 IC1 U2 Pre-Programmed ATMega168 IC1 U2 28-pin IC Socket1 U3 DS3695/MAX485/LTC485 IC1 U3 8-pin IC Socket2 U4, U5 4N25/4N35 Opto-Coupler2 U4, U5 6-pin IC Socket3 T1-T3 3-way 3.5mm Terminal Block2 T4, T5 2-way 3.5mm Terminal Block1 K1 2x3-way Header Pins 90°1 K2 1x18-way Header Pins 90°3 6mm M3 Screw1 M3 Nut2 5mm M3 Nylon Spacer1 TO-220 Heatsink1 6-way or 10-way IDC Connector Cable 15cm1 6" 7Seg Display DigitKTA-256QTY PCB Designator Description1 KTA-256v1 PCB1 C1 0.1uF Monolithic Capacitor 2.5mm1 R1 910R Resistor1 U1 TLC5916 IC2 K1, K2 2x3-way Header Pins 90°1 K3 1x18-way Header Pins 90°2 6mm M3 Screw2 5mm M3 Nylon Spacer1 6-way or 10-way IDC Connector Cable 15cm1 6" 7Seg Display DigitMounting Hardware (n=no of digits)QTY Description1 6mm Thick Red Tint Acrylic 200mm x (25 + 115n)mmAlternatively 3mm Red and 3mm Grey can be used together for a darker display.3n 12mm Nylon Spacer3n 25mm M3 Screw3n M3 NutNote: Details for mounting Acrylic to walls etc are not given.Mounting Drill PatternWhere to get it:The KTA-255 and KTA-256 have been designed by Ocean Controls who own the copyright. 1 to 5-Digit kits are available from Ocean Controls, they include PCB’s, components and a programmed microcontroller. Assembled kits and additional digits are available too.Ocean Controls3 / 24 Wise Ave Seaford VIC 3198 Australia.au03 9782 5882。
(精选文档)NORTEL北电中文手册

LD 10PBX 电话机管理提示和响应-LD 10标号提示响应注释1 REQ 请求CHG 修改现有的数据块CPY n 从指定的分机数据块自动拷贝或生成1至32个新的分机数据块对Option 11各模式无效,版本12和其后的软件。
END 退出覆盖程序MOV 将数据块从一个TN移到另一个。
对Option 11各模式无效。
NEW X 增加新的数据块NEW后是一个1-255的数值,以生成此数目的接连的电话机数据块OUT X 取消数据块OUT后是一个1-255的数值,以取消此数目的接连的电话机数据块2 TYPE 数据块类型500500/2500电话机数据块500 M7Option 11的500/2500模式电话机数据块CARD 自动话机移位(ASR)的500/2500卡板块CARDSLT 单线电话机用户线卡板(版本19和其后的软件)OOSSLT20停止运行单线终端单元3 MODL71-127 模式号码,对Option 11模式话机提示。
4 CFTN 1 s c u 从TN拷贝,在REQ=CPY时提示。
c u7用于Option11,用这个TN作为新话机的样板。
5 SFMT 对拷贝命令选用以下一种格式,在CLS=AGTA时,提示POS。
D N输入项可长达4位,配备DNXP软件包150则长达7位TNDN 人工选择TN,DN和ACD电话机的ACD座席IDTN,DN和POS提示-n-次,如在CPY命令中所规定。
TN l s c u 新话机的TNDN xxxx 新话机的DNPOS xxxx ACD座席IDTN 新DN和ACD电话机的ACD座席ID是由系统提供的,对您提示要求开始的DN,ACD座席ID和每一个TN。
TN提示n次,如在CPY命令中所规定。
DN xxxx 新话机的DNPOS xxxx ACD座席IDTN l s c u 新话机的TNDN 新TN都是由系统提供的,对您提示要求开始的TN和每一个DN以及ACD电话机的ACD座席ID。
Lincoln Electronic 精确TIG 225操作手册说明书

225Operator’s ManualSave for future referenceDate PurchasedCode:(ex: 10859)Serial: (ex: U1060512345)IM895 | Issue D a te Jul-19For use with machines having Code Numbers:11317, 11318, 11319, 11320 Ready-Pak, 11321 Ready-Pak w/CartRegister your machine: /registerAuthorized Service and Distributor Locator: /locatorSECTION A:WARNINGSC ALIFORNIA PROPOSITION 65 WARNINGSWARNING: This product, when used for welding or cutting, produces fumes or gases which contain chemicals known to the State of California to cause birth defects and, in some cases, cancer. (California Health & Safety Code § 25249.5 et seq.)ARC WELDING CAN BE HAZARDOUS. PROTECTYOURSELF AND OTHERS FROM POSSIBLE SERIOUS INJURY OR DEATH. KEEP CHILDREN AWAY.PACEMAKER WEARERS SHOULD CONSULT WITH THEIR DOCTOR BEFORE OPERATING.Read and understand the following safety highlights. For additional safety information, it is strongly recommended that you purchase a copy of “Safety in Welding & Cutting - ANSI Standard Z49.1” from the American Welding Society, P.O. Box 351040, Miami, Florida 33135 or CSA Standard W117.2-1974. A Free copy of “Arc Welding Safety” booklet E205 is available from the Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199.BE SURE THAT ALL INSTALLATION, OPERATION,MAINTENANCE AND REPAIR PROCEDURES ARE PERFORMED ONLY BY QUALIFIED INDIVIDUALS.FOR ENGINE POWERED EQUIPMENT.1.a.Turn the engine off before troubleshootingand maintenance work unless themaintenance work requires it to be running.1.b.Operate engines in open, well-ventilated areas or vent the engineexhaust fumes outdoors. 1.c.Do not add the fuel near an open flame weldingarc or when the engine is running. Stop the engine and allow it to cool before refueling to with hot engine parts and igniting. Do not spill fuel when filling tank. If fuel is spilled, wipe it up and do not start engine until fumes have been eliminated.1.d. Keep all equipment safety guards, coversand devices in position and in good repair.Keep hands, hair, clothing and tools away from V-belts, gears, fans and all other moving parts when starting, operating or repairing equipment.1.e.In some cases it may be necessary to remove safety guards toperform required maintenance. Remove guards only when necessary and replace them when the maintenance requiring their removal is complete. Always use the greatest care when working near moving parts. 1.f. Do not put your hands near the engine fan. Do not attempt tooverride the governor or idler by pushing on the throttle control rods while the engine is running. 1.g.To prevent accidentally starting gasoline engines while turningthe engine or welding generator during maintenance work,disconnect the spark plug wires, distributor cap or magneto wire as appropriate. 1.h.To avoid scalding, do not remove the radiatorpressure cap when the engine is hot.ELECTRIC ANDMAGNETIC FIELDS MAY BE DANGEROUS2.a.Electric current flowing through any conductorcauses localized Electric and Magnetic Fields (EMF).Welding current creates EMF fields around welding cables and welding machines 2.b.EMF fields may interfere with some pacemakers, andwelders having a pacemaker should consult their physician before welding. 2.c.Exposure to EMF fields in welding may have other health effectswhich are now not known. 2.d.All welders should use the following procedures in order tominimize exposure to EMF fields from the welding circuit:2.d.1.Route the electrode and work cables together - Securethem with tape when possible.2.d.2.Never coil the electrode lead around your body.2.d.3.Do not place your body between the electrode and workcables. If the electrode cable is on your right side, the work cable should also be on your right side.2.d.4.Connect the work cable to the workpiece as close as pos-sible to the area being welded.2.d.5.Do not work next to welding power source.SAFETYviiviiThank Youfor selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln Electric Company product ••• as much pride as we have in bringing this product to you!viii viii TABLE OF CONTENTSPageInstallation.......................................................................................................................Section ATechnical Specifications................................................................................................A-1,A-2Safety Precautions...............................................................................................................A-3Select Suitable Location................................................................................................A-3Environmental Rating....................................................................................................A-3Grinding.........................................................................................................................A-3Stacking........................................................................................................................A-3Lifting and Moving.........................................................................................................A-3Tilting.............................................................................................................................A-3Machine Grounding and High Frequency Interference Protection.......................................A-4Input and Grounding Connections................................................................................A-4Input Reconnect Procedure..........................................................................................A-5Output Connections..............................................................................................................A-5Connections For Tig (GTAW) Welding..........................................................................A-6Tig Torch Connections..................................................................................................A-6Work Cable Connections..............................................................................................A-6Shielding Gas Connection.............................................................................................A-6Remote Control Connection..........................................................................................A-6Connections For Stick (SMAW) Welding .............................................................................A-6Stick Electrode Cable and Work Cable Connection......................................................A-6 ________________________________________________________________________________Operation.........................................................................................................................Section BSafety Precautions...............................................................................................................B-1Graphic Symbols..................................................................................................................B-1Product Description..............................................................................................................B-2Recommended Processes and Equipment..........................................................................B-2Recommended Processes............................................................................................B-2Process Limitations ......................................................................................................B-2Recommended Equipment/Interface.............................................................................B-2Equipment Limitations...................................................................................................B-2Welding Capability................................................................................................................B-2Controls and Settings...................................................................................................B-3, B-4Power-Up Sequence............................................................................................................B-4Case Rear Components.......................................................................................................B-5Operating Steps...................................................................................................................B-6Welding in TIG Mode....................................................................................................B-6Pulse TIG Mode............................................................................................................B-6Remote Control Operation............................................................................................B-7Benefits of the Precision TIG 225.................................................................................B-7Welding in Stick Mode..........................................................................................................B-8Recommended electrode Amperage Ranges......................................................................B-9 ________________________________________________________________________________Accessories.....................................................................................................Section CStandard Equipment Options................................................................................C-1Factory Installed Options.......................................................................................C-2Field Installed Options...........................................................................................C-3 ________________________________________________________________________Maintenance....................................................................................................Section DSafety Precautions................................................................................................D-1Routine and Periodic Maintenance........................................................................D-1Spark Gap Adjustment..........................................................................................D-1 ________________________________________________________________________Troubleshooting..............................................................................................Section ESafety Precautions.................................................................................................E-1How to Use Troubleshooting Guide.......................................................................E-1Troubleshooting ..................................................................................E-2 THRU E-7 ________________________________________________________________________ Diagrams.........................................................................................................Section FWiring Diagram......................................................................................................F-1Dimension Print...............................................................................................F-2,F-3 ________________________________________________________________________Parts List..................................................................................P-536,P-210,P-66 SeriesTECHNICAL SPECIFICATIONS - PRECISION TIG 225 (K2533-1AND K2535-1,-2)OPERATING STEPSWELDING IN TIG MODE1. Connect the TIG torch and cable Twist-Mate quickconnect plug to the Electrode/Gas output recepta-cle. This receptacle also contains an integral gas connection for the torch. Connect the work clamp to the work piece.2. Set the TIG/STICK switch to “TIG”.3.Set the Polarity Switch to DC- for welding steel orstainless steel; or to AC for welding aluminum.4.Connect the Foot Amptrol to the Remote ControlConnector.5. Turn on the cylinder gas valve and adjust the flowregulator to obtain desired flow.6. Turn the power switch to “ON”. NOTE:There will bea 15 second gas flow when the power is turned on.7.Preset the Output Control on the control panel tothe maximum desired amps, as read on the digital meter.8. Depress the Foot Amptrol to energize the torch andestablish an an arc with the work piece. The digital meter reads the actual amps while welding. NOTE: When the TIG/STICK switch is set to “TIG”, depressing the remote control will start a 0.5 second gas pre-flow before energizing the TIG torch. When the remote control is released the TIG torch is de-energized and gas flow will continue for the time set by the Post Flow Time control. When the polarity switch is set to DC, the TIG Arc Starter will turn on and off automatically to start and stabilize the arc. In AC the TIG Arc Starter will turn on with the output and remain on continuously until the remote control is released.PULSE TIG CONTROLUse this knob to set the frequency or the number of pulses per second(pps), from 0.1pps to 20pps.• This setting adjusts heat output and bead shape for travel speed. Thinner plate that is welded with faster travel speed will require higher frequency than thick-er plate with slower travel speed. 2-3pps is a typical starting point.REMOTE CONTROL OPERATIONA Foot Amptrol ™is included with the PRECISION TIG 225 Ready-Pak models and availiable for other models (See Accessories Section) for remote current control while TIG welding. An optional Hand Amptrol may also be used. An optional Arc Start Switch may be used to start and stop the welding if no remote control of the current is desired. Refer to the Accessories Section of this manual.Both the Hand and Foot Amptrol work in a similar manner. For simplicity, the following explanation will refer only to “Amptrols”, meaning both Foot and Hand models. The term “minimum” refers to a foot pedal in the “up” position, as it would be with no foot pressure, or a Hand Amptrol in the relaxed position, with no thumb pressure.“Maximum” refers to a fully depressed Foot Amptrol,or a fully extended Hand Amptrol.When the welder is in TIG modes activating the Amptrol energizes the electrode terminal and varies the output welding current from its minimum value of 5 Amp (DC) or (AC), to the maximum value set by the Current Control on the control panel. This helps elimi-nate accidental high current damage to the work piece and/or tungsten, and provides a fine control of the cur-rent. When the welder is in the stick mode a remote control has no effect and is not used.It is important to note that, in some cases, the tung-sten will not start an arc at the minimum current because the tungsten may be too large or cold. To start an arc reliably, it is important to depress the Amptrol far enough so that the machine output current is near the tungsten operating range. For example, a 3/32” tungsten may be used on DC- to weld over the full range of the machine.To start the arc, the operator may have to turn the cur-rent control up and depress the Amptrol approximately 1/4 of the way down. Depressing the Amptrol to its minimum position may not start the arc. Also if the current control is set too low, the arc may not start. In most cases, a large or cold tungsten will not readily establish an arc at low currents. This is normal. In Direct Current mode the PRECISION TIG 225 will start a 3/32”, 2% thoriated tungsten electrode at 15 amperes provided the electrode tip is properly ground-ed and not contaminated.BENEFITS OF THE PRECISION TIG 225 DESIGNIn AC TIG welding of aluminum, the positive portion of the AC wave provides cleaning (removal of aluminum oxide) of the work piece. This is desirable on materials with a heavy oxide coating. However the positive por-tion may also cause the electrode to overheat at high currents causing “tungsten spitting”. The negative por-tion of the AC wave offers no cleaning action but con-centrates more heat on the work.The AC waveform of the PRECISION TIG 225 opti-mizes cleaning and heating of the work. The result is the capability to weld through the complete range in AC TIG or DC- TIG requiring only one electrode, a 3/32” 2% thoriated tungsten.5. Turn the power switch to “ON”.6. Adjust the Current Control to the desired amps.7. Strike an arc and weld.NOTE:When the TIG/STICK switch is set to “STICK”the output is always on when the power switch is on.A remote control has no effect on the welding current and the gas flow and high frequency TIG arc starter are disabled.STANDARD EQUIPMENT PACKAGESThe PRECISION TIG 225 will be available in two Factory-Configured Welding Packages:1. PRECISION TIG 225 Ready-Pak (K2535-1)• 208/230/1/60 Machine (K2533-1)• 9 ft. (2.7m) Input Cable with NEMA 6-50P Plug*• NEMA 6-50R Receptacle• Integrated 10 ft.(3.1m)Work Lead w/Clamp*• Gas Regulator with 10 ft.(3.1m). Hose• PTA-17 12.5”(318mm) Ultra=Flex Torch with 3/32”(2.4mm)Electrode and Parts • Foot Amptrol (K870)• TIG Slide Rule ( WC332)*• GTAW Book (JFLF-834)*• Lift Eyebolt*2. PRECISION TIG 225 Ready-Pak w/Cart (K2535-2)• 208/230/1/60 Machine (K2533-1)• 9 ft.(2.7m) Input Cable with NEMA 6-50P Plug*• NEMA 6-50R Receptacle• Integrated 10 ft.(3.1m) Work Lead w/Clamp*• Gas Regulator with 10 ft.(3.1m) Hose• PTA-17 12.5 ft.(3.8m) One cable Superflex Torch with 3/32”(2.4mm) Electrode and Parts • Foot Amptrol (K870)• TIG Slide Rule (WC332)*• GTAW Book (JFLF-834)*• Lift Eyebolt*• Under-Storage Cart (K2348-1)* Included with K2533-1 Machine Only model.FACTORY INSTALLED OPTIONSThe PRECISION TIG 225 will be available in two Factory-Configured Welding Packages:1. PRECISION TIG 225 Ready-Pak (K2535-1)• 208/230/1/60 Machine (K2533-1)• 9 ft. (2.7m) Input Cable with NEMA 6-50P Plug*• NEMA 6-50R Receptacle• Integrated 10 ft.(3.1m)Work Lead w/Clamp*• Gas Regulator with 10 ft.(3.1m). Hose• PTA-17 12.5ʼ Ultra-Flex Torch (K1782-12) Includes:- 3/32 2%Th Tungsten - 3/32 Collet (10N24)- 3/32 Collet Body (10N32)- #7 Alumina Nozzle (10N47)• Foot Amptrol (K870)• TIG Slide Rule ( WC332)*• GTAW Book (JFLF-834)*• Lift Eyebolt*2. PRECISION TIG 225 Ready-Pak w/Cart (K2535-2)• 208/230/1/60 Machine (K2533-1)• 9 ft.(2.7m) Input Cable with NEMA 6-50P Plug*• NEMA 6-50R Receptacle• Integrated 10 ft.(3.1m) Work Lead w/Clamp*• Gas Regulator with 10 ft.(3.1m) Hose• PTA-17 12.5ʼ Ultra-Flex Torch (K1782-12) Includes:- 3/32 2%Th Tungsten - 3/32 Collet (10N24)- 3/32 Collet Body (10N32)- #7 Alumina Nozzle (10N47)• Foot Amptrol (K870)• TIG Slide Rule (WC332)*• GTAW Book (JFLF-834)*• Lift Eyebolt*• Under-Storage Cart (K2348-1)* Included with K2533-1Machine Only model.The Precision TIG 225 will also be available as Basic models with Domestic, Canadian and International input voltages for user-configuration with optional accessories: (See Table C.2)FIELD INSTALLED OPTIONSThe following Options/Accessories are available for the Precision TIG 225:• K2348-1 Under-Storage Car tIncludes a front magnetic latch storage drawer and rear storage bin on a single bottle undercarriage. (L12225 Installation Instructions included)• K870 Foot AmptrolSingle pedal foot activation of arc start switch and output control, with 25 ft.(7.6m) plug cable.• K963-3 Hand AmptrolFastens to torch for convenient thumb activation of arc start switch and output control, with 25 ft.(7.6m) plug cable:• K814 Arc Start SwitchNeeded for TIG welding without an Amptrol. Includes 25 ft.(7.6m) plug cable, and attaches to torch for convenient finger control.• TIG-Mate Torch Starter Kits:Includes Torch with Twist-Mate adapter and acces-sories listed below:K2266-1 TIG-Mate Torch Starter Kit Includes:• 150A PTA-17 12.5 ft.(3.8m) Torch• KP508 Parts Kit• Regulator & Hose• K1622-1 Twist Mate Torch Adapter• Work Cable & Clamp (Not required for Precision TIG 225)K2267-1 TIG-Mate 20 Torch Starter Kit Includes:• 200A PTW-20 12.5 ft.(3.8m) Torch• KP510 Parts Kit• Regulator & Hose• K1622-4 Twist Mate Torch Adapter• Water Hose & Hose Coupler• Work Cable & Clamp(Not required for Precision TIG 225)• Magnum “Pro-Torch™ TIG Torch”assemblies and Accessories.Requires Twist-Mate Adapter:K1622-1 for PTA-9/-17K1622-3 for PTA-26K1622-4 for PTW water cooled torch• Harris #3100211 Harris Argon Flow Regulator(Includes 10 ft.(3.1m) hose.)• K2374-1 Electrode Holder and Cable200 amp Electrode Holder with 10 ft.(3.1m) cable and Twist-Mate connector.D-1MAINTENANCED-1SAFETY PRECAUTIONSELECTRIC SHOCK can kill.• Only qualified personnel should per-form this maintenance.• Turn the input power OFF at the dis-connect switch or fuse box beforeworking on this equipment.• Do not touch electrically hot parts.------------------------------------------------------------------------To avoid receiving a high frequency shock, keep the TIG torch and cables in good condition.------------------------------------------------------------------------ROUTINE AND PERIODIC MAINTENANCE1.Disconnect power supply lines to machine beforeperforming periodic maintenance.2. Periodically clean the inside of the machine with alow pressure air system. Be sure to clean the fol-lowing components thoroughly.• Main Transformer• Electrode/Gas Output Receptacle• Polarity Switch• Rectifier Assembly• Arc Starter/Spark Gap Assembly• PC Boards• Fan Blades3. Inspect welder output and control cables for fraying,cuts, and bare spots.4. Keep TIG torch and cables in good condition.5. Clean air louvers to ensure proper air flow and cool-ing.6. The fan motor has sealed ball bearings whichrequire no maintenance.7.SPARK GAP ADJUSTMENTThe spark gap .020(.5mm) is set at the factory to a gap of 0.015 inches (0.4mm) See Figure D.1. This setting is adequate for most applications. Where less high frequency is desired, the setting can be reduced to 0.015 inches (0.4mm). Use extreme caution when working with circuit of the high frequency. The high voltages developed can be lethal. Turn the input power off using the disconnect switch or fuse box before working inside machine. This is particularly important when working on the secondary circuit of the high voltage transformer (T3) because the output volt-age is dangerously high.-----------------------------------------------------------------------Refer to figure D.1. Note in highly dirty environments where there is an abundance of conductive contami-nants, use a low pressure air stream or a firm piece of paper to clean the spark gap. Do not disturb the facto-ry setting.To check the spark gap:- Turn off input power as specified above.- Remove the right side panel from themachine, the spark gap box is located on thelower right side.- Check the spark gap with a feeler gauge.If adjustment is needed:- Adjust the gap by loosening the allen headscrew in one of the aluminum blocks, nearthe front of the unit and tighten the screw inthe new position.If the gap is correct:- Replace the wraparound.8. Inspect gas hose and inlet fitting for cracks or leaks.9. Replace any unreadable labels or decals.10. Verify that the machine and welding circuit is prop-erly grounded.FIGURE D.1 SPARK GAPFAN MOTOR OR FAN BLADE REPLACEMENT When installing a new fan blade or fan motor be sure to maintain proper shaft spacing per Figure D.2 below.WARNINGWARNING WARNING.020 Spark Gap.020Spark GapFIGURE D.2.30This Troubleshooting Guide is provided to help you locate and repair possible machine malfunctions.Simply follow the three-step procedure listed below.Step 1.LOCATE PROBLEM (SYMPTOM).Look under the column labeled “PROBLEM (SYMP-TOMS)”. This column describes possible symptoms that the machine may exhibit. Find the listing that best describes the symptom that the machine is exhibiting.Step 2.POSSIBLE CAUSE.The second column labeled “POSSIBLE CAUSE” liststhe obvious external possibilities that may contribute to the machine symptom.Step 3.RECOMMENDED COURSE OF ACTIONThis column provides a course of action for the Possible Cause, generally it states to contact your local Lincoln Authorized Field Service Facility.If you do not understand or are unable to perform the Recommended Course of Action safely, contact your local Lincoln Authorized Field Service Facility.HOW TO USE TROUBLESHOOTING GUIDEService and Repair should only be performed by Lincoln Electric Factory Trained Personnel.Unauthorized repairs performed on this equipment may result in danger to the technician and machine operator and will invalidate your factory warranty. For your safety and to avoid Electrical Shock, please observe all safety notes and precautions detailed throughout this manual.__________________________________________________________________________JapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.。
佳信捷IPNC用户手册
佳信捷HD IP CAMERA用户手册JXJ HD IP CAMERA User Manual版本: 0.8深圳市佳信捷电子有限公司目录1.概述 (3)1.1引言 (3)1.2适用范围 (3)1.3运行环境 (3)1.4术语解释 (3)2.使用浏览器访问IPNC (4)2.1软件安装 (4)2.2浏览器操作 (12)3.设备搜索工具 (25)4.客户端 (26)4.1登录客户端 (26)4.2实时视频 (26)4.3云台控制 (28)4.4音像设置 (28)4.5摄像机参数设置 (29)4.6客户端参数设置 (37)4.7客户端报警联动 (38)4.8客户端自动录像 (39)5.录像播放器 (41)5.1搜索录像 (41)5.2播放录像 (41)5.3设备端录像下载 (42)6.常见问题 (43)1.概述1.1 引言本文档为佳信捷TI-IPNC高清网络摄像机的用户手册,用于展示TI-IPNC高清网络摄像机产品的功能,给用户的使用提供帮助。
1.2 适用范围本手册适用于windows客户端版本v2.x系列。
1.3 运行环境1.4 术语解释IPNC:IP网络摄像机。
720P:720P是美国电影电视工程师协会(SMPTE)制定的高等级高清数字电视的格式标准,有效显示格式为: 1280×720,其数字 720则表示垂直方向有 720条扫描线,字母P意为逐行扫描(Progressive Scan)。
1080P:1080P是美国电影电视工程师协会(SMPTE)制定的最高等级高清数字电视的格式标准,有效显示格式为:1920×1080,其数字1080则表示垂直方向有1080条扫描线,字母P 意为逐行扫描(Progressive Scan)。
通常1080P的画面分辨率为1920×1080。
H.264:H.264 是 ITU-T 的视频编码专家组(VCEG)和 ISO/IEC 的活动图像编码专家组(MPEG)的联合视频组(JVT:joint videoteam)开发的一个新的数字视频编码标准。
IDC 255 PROGATE 驾驶座通道操作手册说明书

IDC 255 PROGATE DRIVE THRUOPERATOR’S MANUALThe products, technical information, and instructions contained in this manual are subject to change without notice. These instructions are not intended to cover all details or varia-tions of the equipment, nor to provide for every possible contingency in the installation, operation or maintenance of this equipment. This manual assumes that the person(s) working on the equipment have been trained and are skilled in working with electrical, plumbing, pneumatic, and mechanical equipment. It is assumed that appropriate safety precautions are taken and that all local safety and construction requirements are being met, in addition to the information contained in this manual.To inquire about current revisions of this and other documentation or for assistance with any Cornelius product contact:800-238-3600Trademarks and copyrights:Aurora, Cornelius, FlavorFusion, Hydro Boost, Optifill, Pinnacle, and Vanguard are regis-tered trademarks of IMI Cornelius Inc.This document contains proprietary information and it may not bereproduced in any way without permission from Cornelius.Printed in U.S.A.Copyright © 2006, All Rights Reserved, IMI Cornelius, Inc.TABLE OF CONTENTSSafety Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Read and Follow all Safety Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Recognize Safety Alerts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Different Types of Alerts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Safety Tips . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Qualified Service Personnel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 CO2 (Carbon Dioxide) Warning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1 Unit Requirements . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 Progate 2 Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 Progate Portion Ice Control Features . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Lid Dispenser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2Straw Holder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2 START-UP AND OPERATING INSTRUCTIONS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Ice Drink Dispenser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Lid Dispenser Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Loading of Lid Dispenser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 Plastic Wrapped lids . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 Individual lids . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5 Lid Dispenser Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 Lid Dispenser Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6 Cleaning Instructions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 Dispenser . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 Daily . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 Cleaning Exterior Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Lid Dispenser Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7Ice Chute Maintenance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 7 Monthly . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 Cleaning Interior Surfaces . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 8 Progate 2 Control Box Operation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 Portion Control Box Functions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9 Programming (Changing) the Ice Portion . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10 Agitation Time . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11 Programming (Changing) the Agitation Time . . . . . . . . . . . . . . . . . . . . . . . . . . 12Ice Portion Bar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13IDC 255 Progate Drive Operator’s Manual© 2006, IMI Cornelius Inc.- 1 -Publication Number: 621057419OPRSAFETY INSTRUCTIONSR EAD AND F OLLOW ALL S AFETY I NSTRUCTIONSRead and follow all safety instructions in this manual and on the machine (decals, labels, and laminated cards). Read and understand all applicable OSHA (Occupation Safety and Health Administration) safetyDifferent Types of AlertsDANGER — Indicates an immediate hazardous situation which if not avoided WILL result inserious injury, death, or equipment damage.WARNING — Indicates a potentially hazardous situation which, if not avoided, COULD result in serious injury, death, or equipment damage.CAUTION — Indicates a potentially hazardous situation which, if not avoided, MAY result in minor or moderate injury or equipment damage.Safety Tips• Carefully read all safety messages in this manual and safety signs on the machine.• Keep safety signs in good condition and replace missing or damaged safety signs.• Learn how to operate the machine and how to use the controls properly.• Do not let anyone operate the machine without proper training. This appliance is not intended for useby very young children or infirm persons without supervision. Y oung children should be supervised to ensure that they do not play with the appliance.• Keep your machine in proper working condition and do not allow unauthorized modifications to the machine.CAUTION — Only trained and certified electrical, plumbing and refrigeration technicians should service this unit. ALL WIRING AND PLUMBING MUST CONFORM TO NATIONAL AND LOCAL CODES.CO (Carbon Dioxide) WarningWARNING — CO 2 Displaces Oxygen. Strict Attention must be observed in the prevention of CO 2 gas leaks in the entire CO 2 and soft drink system. If a CO 2 gas leak is suspected, particularly in a small area, immediately ventilate the contaminated area before attempting to repair the leak. Personnel exposed to high concentration of CO 2 gas will experience tremors which are followed rapidly by loss of consciousness.IDC 255 Progate Drive Operator’s ManualPublication Number: 621057419OPR - 2 -© 2006, IMI Cornelius Inc.UNIT REQUIREMENTSFIGURE 1Electrical Connections: 6 ft long power cord with 3-prong plug attached to dispenser.Power Requirements: 9.3 amps at 120 volts dedicated power supply.Water Supply Requirements: 100 psi (7 bar) maximum static pressure 40 psi (28 bar) minimum dynamic pressure. 3/8” minimum water line recommended.CO2 Requirements: 100 psi max to unit regulated to 35 psi (2.4 bar) to Progate 2 ice gate system, 75 psi (5.2 bar) carbonator.Progate 2 FeaturesProgate Portion Ice Control Features• 4 Programmable ice dispense sizes• Automatic/Manual Ice Dispense Modes• Unit Power On/Off Switch• Programmable Agitation TimeLid Dispenser• 4 lid dispenser locations on the unit• 3 Separate removable lid dispensers for small/medium, large, and extra large lidsStraw Holder• Holds up to 140 regular sleeved strawsIDC 255 Progate Drive Operator’s Manual© 2006, IMI Cornelius Inc.- 3 -Publication Number: 621057419OPRSTART -UP AND OPERATING INSTRUCTIONS I CE D RINK D ISPENSERThe ice drink dispenser shall be installed by qualified personnel. Fill the hopper with ice. Dispenseseveral large cups of ice (approximately 20 to 30 seconds total dispensing time) to allow ice to fill the cold plate cabinet. Add ice to the hopper as necessary to refill, and then replace the lid. Allow 10 to 15minutes for the cold plate to cool down. Repeat this procedure whenever the dispenser has run out of ice. Start up the beverage system and adjust faucets to the proper brix. Contact local syrup distributor for complete information on the beverage system.In normal operation, pushing the ice dispenser mechanism will cause ice to flow from the ice chute. Dispensing of any faucet will provide beverage of the appropriate flavor.L ID D ISPENSER O PERATIONThe new lid holder assembly is designed to help with lid storage and dispensing in a crew serve environment. The holder comes in several sizes to accommodate different size lids.• Small/Medium holder accommodates both small and medium size lids.• Large holder accommodates only large lids.• Extra large holder accommodates only extra large lids.The lid dispensers are designed to be removed from the front of the merchandiser to make loading the dispensers simpler and allow for cleaning of the merchandiser and lid dispensers. The dispensers can be arraigned in any configuration with room for four on the merchandiser face.L OADING OF L ID D ISPENSERIMPORTANT: To assure best operation lids should be replaced when the last lid is below the black plastic bottom.IDC 255 Progate Drive Operator’s ManualPublication Number: 621057419OPR - 4 -© 2006, IMI Cornelius Inc.Plastic Wrapped lids1.To remove grab the lid dispenser lifting and pulling away from merchandiser.FIGURE 2FIGURE 32.Get fresh sleeve of lids and position so that lid bottom is up.3.Remove lid dispenser top if present.4.Tear open bag.FIGURE 45.Slide sleeve into tube Pull plastic from stack replace top and place lid dispenser back in position onthe merchandiser.FIGURE 5FIGURE 6IDC 255 Progate Drive Operator’s Manual © 2006, IMI Cornelius Inc.- 5 -Publication Number: 621057419OPRI NDIVIDUAL LIDS1.Stack lids on clean flat surface with lid topfacing down.FIGURE 72.Turn dispenser upside down and trap lidsin the tube.FIGURE 83.Place your hand over the top to capturelids and turn it right side up.FIGURE 9IDC 255 Progate Drive Operator’s ManualPublication Number: 621057419OPR - 6 -© 2006, IMI Cornelius Inc.Lid Dispenser OperationTo dispense a lid:The lid dispensers are manufactured out of materials that can survive chlorine-based cleaners and warm water <100°F. Ensure that the parts are thoroughly dried before refilling with lids.NOTE: Lid dispenser parts should not be soaked in the powersoak washing machine as this will result in the parts getting scratched. Instead the dispenser parts should be rinsed in warm soap water and then dried.IDC 255 Progate Drive Operator’s Manual© 2006, IMI Cornelius Inc.- 7 -Publication Number: 621057419OPRCLEANING INSTRUCTIONSD ISPENSERDailyWARNING: Disconnect Power Before Cleaning. Do not use metal scrapers, sharp objects orabrasives on the ice storage hopper, top cover and the agitator disk, as damage may result. Do not use solvents or other cleaning agents, as they may attack the plastic material.• Soap solution – Use a mixture of mild detergent and warm (100o F) potable water.• Sanitizing solution – Dissolve 2 packets (4 oz.) Stera Sheen Green Label into 2 gallons of warm (80-100o F) water to ensure 200 ppm of available chlorine.Cleaning Exterior SurfacesImportant: Perform the following daily.1.Remove cup rest from drip tray.2.Wash the drip tray with soap solution. Rinse drip tray with clean water and allow solution to run down the drain.3.Wash cup rest with soap solution and rinse in clean water. Install the cup rest in the drip tray.4.Clean all exterior surfaces of Unit with soap solution, then rinse with clean water.Lid Dispenser MaintenanceThe lid dispensers are manufactured out of materials that can survive chlorine-based cleaners and warm water <100°F. Ensure that the parts are thoroughly dried before refilling with lids.NOTE: Lid dispenser parts should not be soaked in the powersoak washing machine as this will result in the parts getting scratched. Instead the dispenser parts should be rinsed in warm soapy water when dry.Ice Chute MaintenanceThe Ice chute needs to be cleaned daily to remove buildups.NOTE: The ice chute has an built in safety feature meaning that when the ice chute cover is removed the unit is disabled. If the ice chute cover is not properly installed the agitator and ice chute gate will not function.Removing and Reinstalling the Ice Chute1.Grab ice chute and slide up until it comesto a stop.2.Pull forward.3.Properly clean the ice chute. The ice chuteis manufactured out of materials that cansurvive chlorine-based cleaners and warmwater <100°F.IMPORTANT: Do not put the ice chute into adishwasher.4.Replace when finished.5.If agitator or ice chute does not operate remove and reinstall chute cover.FIGURE 11IDC 255 Progate Drive Operator’s ManualPublication Number: 621057419OPR - 8 -© 2006, IMI Cornelius Inc.MonthlyCleaning Interior SurfacesCAUTION: When pouring liquid into the hopper, do not exceed the rate of 1/2 gallon per minute.IMPORTANT: Perform the following at least once a month.1.Remove agitator ing a nylon bristle brush or sponge, clean the interior of the hopper, top cover and agitatorassembly with soap solution. Thoroughly rinse the hopper, cover and agitator surfaces with clean potable water.3.Reassemble agitator assembly. Take special care to ensure that the thumbscrew is tight.ing a mechanical spray bottle filled with sanitizing solution, spray the entire interior and agitatorassembly. Allow to air dry.5.Remove merchandiser and ice chute cover from unit.6.With a nylon bristle brush or sponge, clean the inside of the ice chute, gasket, and cover with soapsolution and rinse thoroughly to remove all traces of detergent.7.Reassemble ice chute assembly.ing a mechanical spray bottle filled with sanitizing solution, spray the inside of the ice chute.Allow to air dry.9.Reinstall merchandiser.10.Pour the unused sanitizer into the drip tray, this will help prevent the drain line from clogging.IDC 255 Progate Drive Operator’s Manual© 2006, IMI Cornelius Inc.- 9 -Publication Number: 621057419OPRPROGATE 2 CONTROL BOX OPERATIONP ORTION C ONTROL B OX F UNCTIONSThe portion control box on the PROGATE 2 has several functions including dispensing 4 programmed ice portions for 4 cup sizes, programming and a manual dispense mode.FIGURE 121.Main Power ON OFF: Turns power to the entire machine off. Lights Orange when ON.2.Agitator Push ON: Turns on agitator and opens ice gate allowing continuos dispense. This button will turn green in the manual mode and be off in PROGA TE automatic. This button will also agitate in the automatic mode but not dispense ice.3.Mode Switch Manual/Progate: Turns on agitator and opens ice gate allowing unlimited ice portion. 4.Program Button: The programming button is used with cup size button enabling the user to enter the portion programming mode to adjust the ice portions. The programming button is used with the directional arrow buttons to adjust the agitation time.5.Ice Portion Dispense Buttons: Used to dispense the appropriate ice portion. Can also be used in conjunction with the program button to program a portion size.6.Ice Size Program Bar: The program bar is only active in the program mode as a visual aid in setting the portion size.7.Light: On start up of the unit or during a mode change (Manual to Progate) this light turns orange to inform the user that the unit is going through a self diagnostic test. On completion of this test the light turns green to inform the user that the machine is ready to dispense. If the light remains solid on red and the unit is not dispensing any ice when an ice portion is pressed this should generate a service call. During ice dispense if there is insufficient ice in the ice chute then the light turns red instantaneously to inform the user that there is insufficient ice. Once the user releases the portioned button then the red light goes out.8.Portion Up/Down Buttons: The program bar is only active in the program mode to change the icedispense program size.1. MAIN POWER ON/OFF2. AGITATOR PUSH ON3. MODE SWITCH MANUAL/PROGA TE4. PROGRAM BUTTON5. ICE PORTION DISPENSE BUTTONS6. ICE PORTION BAR7. PROGA TE ON LIGHT8. PORTION SIZE UP/DOWN KEYSIDC 255 Progate Drive Operator’s ManualPublication Number: 621057419OPR - 10 -© 2006, IMI Cornelius Inc.Programming (Changing) the Ice PortionTo change the size of any of the four ice dispense sizes follow the steps below.1.To enter the program mode press the Program Buttonand Desired Sizethe same time and hold for 5 seconds.2.3.towards the right indicating the Ice Portion has been increased.4.move towards the left indicating the Ice Portion has been decreased.5.will return to the dispense mode.6.amount dispense amount is not the desired amount repeat the process.IDC 255 Progate Drive Operator’s Manual© 2006, IMI Cornelius Inc.- 11 -Publication Number: 621057419OPRAgitation TimeThe software coding for the progate system involves a direct relationship between the dispense time and the agitation time.Dispense Rime (mS)Agitation Ratio Agitation Time(mS)501050070107009010900110101100130101300150101500170101700190101900210102100230102300Dispense Rime (mS)Agitation Ratio Agitation Time(mS)50168007016112090161440110161760130162080150162400170162720190163040210163360230163680Dispense Rime(mS)Agitation Ratio Agitation Time(mS)502814007028196090282520110283080130283640150284200170284760190285320210285880230286440IDC 255 Progate Drive Operator’s ManualPublication Number: 621057419OPR - 12 -© 2006, IMI Cornelius Inc.The relationship is expressed below.Agitation Time (A T ) = Dispense Time (D T ) x Agitation Ratio 2 (R A )The agitation time equals the dispense time multiplied by the agitation ratio. The user is given the flexibility to change the agitation ratio thereby altering the agitation time in order to ensure that the ice chute is always filled with ice for all the different ice types.FIGURE 13Programming (Changing) the Agitation Time1.2.existing agitation ratio enabling the user to.3.Vary the agitation time using the directional arrow buttons. Left to decrease and right direction arrow button to increase.IDC 255 Progate Drive Operator’s Manual© 2006, IMI Cornelius Inc.- 13 -Publication Number: 621057419OPRIce Portion BarThe portion bar is used to determine the amount of time programmed for each size button. Each button has a minimum and maximum amount of time that can be programmed. If a button cannot be adjusted to the size desired use another button to get the desired results.FIGURE 14“S” Small“M” Medium “L” Large “XL ” XLargeIMI Cornelius Inc. 。
奇力速KILEWS数字扭力计操作手册

KILEWS JAPAN CO., LTD.□ KTM - 10□ KTM - 100□ KTM - 50S数字扭力计操作手册DIGITAL TORQUE METER INSTRUCTION MANUALDigital Torque Meter操作前请阅读全部说明一. 安全警告!!1. 工作场所要保持干净。
◎ 杂乱的工作区域及台面容易造成伤害。
2. 注意工作场所的环境。
◎ 勿将扭力计置放于雨中或潮湿处。
◎ 请在正常室温下(约24℃)使用扭力计。
◎ 工作场所应照明良好。
◎ 勿于有易燃液体或气体之处所使用扭力计。
3. 勿让孩童接近。
◎除操作人员以外应避免他人靠近工作场所。
4. 穿着适宜。
◎勿穿着太宽松的衣物或珠宝,以免操作工具时勾扯拉到。
5. 谨慎操作。
◎操作扭力计时应小心使用,注意操作方式及工作场所安全。
6. 稳固的固定机身主体。
◎当测量较大扭力时应使用夹子或虎头钳等工具来固定起子,如此会比较安全,同时可用双手操作起子。
7. 勿测试超过负荷量的扭力。
◎若测试超过负荷量会使仪器损坏甚至产生意外或伤害。
8. 勿拆卸、撞击或震动仪器。
◎自行拆卸仪器或仪器遭过度撞击、震动,可能导致仪器损坏。
9. 电击警告!!◎勿以潮湿的手碰触电源插座以免电击。
10. 使用专用的充电器充电。
◎使用非专用的充电器可能会损坏仪器,更可能引起火灾意外。
11. 适当的充电。
◎ 请依指示电压充电。
勿使用直流供电机或发电机充电,如此会产生高热引发火灾。
◎ 充电时间不要超过8小时,过量充电会引起爆炸、过热和电池漏液,引起火灾。
12. 绝不可将电池(嵌装于扭力计内)丢弃火中。
◎如此会导致爆炸或释放有毒物质。
(丢弃电池的程序应依当地法律规定妥善处理或送到专门的回收处)13. 如有下列情况应关闭电源。
◎ 没有使用时或进行充电时。
◎ 进行修理时。
◎ 其它可能招致危险的情况时。
14. 细心保养扭力计。
◎ 请经常检查弹簧座,不要使用变形或坏掉的接头,以使操作正常安全。
中兴透明通道各命令使用操作指南

如果不知道不同型号的RRU可以使用那些命令,直接进入之后输入HELP即可,有些命令是不通用的。
1、进入、退出:——LI LO退出的时候务必使用LO,否则会导致第二次进入的时候使用LI命令失败;2、STA:RRU通道状态查询RRU>STARRU>======== RRU Status Info ========RRUStat: Work!RFCh Stat: OnRFCh Man Stat: On主要查看RFCh Stat:ON为正常,OFF说明被降质R8968i M1920的查询结果为:RRU>STARRU>======== RRU Status Info ========swRruWorkState:WorkFreqBand: 0 LO: 180672.ChnNo #0TxPhy Sta:ON RxPhy Sta:ONTxMan Sta:ON RxMan Sta:ONChnNo #1TxPhy Sta:ON RxPhy Sta:ONTxMan Sta:ON RxMan Sta:ONChnNo #2TxPhy Sta:ON RxPhy Sta:ONTxMan Sta:ON RxMan Sta:ONChnNo #3TxPhy Sta:ON RxPhy Sta:ONTxMan Sta:ON RxMan Sta:ONChnNo #4TxMan Sta:ON RxMan Sta:ON ChnNo #5TxPhy Sta:ON RxPhy Sta:ON TxMan Sta:ON RxMan Sta:ON ChnNo #6TxPhy Sta:ON RxPhy Sta:ON TxMan Sta:ON RxMan Sta:ON ChnNo #7TxPhy Sta:ON RxPhy Sta:ON TxMan Sta:ON RxMan Sta:ONFreqBand: 1 LO: 180672. ChnNo #0TxPhy Sta:ON RxPhy Sta:ON TxMan Sta:ON RxMan Sta:ON ChnNo #1TxPhy Sta:ON RxPhy Sta:ON TxMan Sta:ON RxMan Sta:ON ChnNo #2TxPhy Sta:ON RxPhy Sta:ON TxMan Sta:ON RxMan Sta:ON ChnNo #3TxPhy Sta:ON RxPhy Sta:ON TxMan Sta:ON RxMan Sta:ON ChnNo #4TxPhy Sta:ON RxPhy Sta:ON TxMan Sta:ON RxMan Sta:ON ChnNo #5TxPhy Sta:ON RxPhy Sta:ONChnNo #6TxPhy Sta:ON RxPhy Sta:ONTxMan Sta:ON RxMan Sta:ONChnNo #7TxPhy Sta:ON RxPhy Sta:ONTxMan Sta:ON RxMan Sta:ONThe End.主要查看TxPhy Stat、RxPhy Sta、TxMan Sta和RxMan Sta是否为ON,如果是OFF说明被降质,通道有问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
使用手册(中文译本)1 指示 (3)2 安全 (3)3 简介 (4)4 技术参数 (5)5 安装 (6)5.1 提升装置 (6)6 操作 (7)6.1 控制板 (8)6.2 其他功能 (10)6.3 错误跟踪 (11)7 维护 (12)8 配件订购 (12)电路图 (7)定货号 (8)配件清单 (9)附件 (10)1指示授权声明ESAB焊接设备AB,S-695 81 Laxå, Sweden 对按照根据73/23/EEA指令和93/68/EEA附录要求制定的EN60974-1标准,以及根据89/336/EEA指令和93/68/EEA附录要求制定的 EN50199标准生产的,出厂编号为745起的焊接电源LTN255,提供无保留保证。
______________________________________________________________________________________________2安全ESAB能够提供所有必要的焊接保护和配件。
3简介LTN 255是使用逆变技术设计的整流器,用于TIG焊和药皮焊条焊接。
逆变技术有助于降低能量消耗、减轻设备重量和尺寸紧凑。
先进的微处理器控制的电子设备提供了快速调节和高等级的焊接质量。
LTN 255装备了一种新型正电弧控制器,在MMA焊中提供了强烈的、集中而平滑的电弧。
短路过渡后,电弧反应更快,这将减少焊条粘住的危险。
另外,设备装备了电弧力,电弧的动态可以调节,更弱或更强依靠焊条的类型和焊工的优先选择。
正电弧—由于调节器优良的特性,在特殊环境下,只需要改变电弧力的设置。
使用不锈钢焊条焊接时,设备的专用特征必须被激活以便于焊接。
LTN 255有两种款式,一种是中心连接器,另一种是TIG焊枪的OKC连接器。
LTN 255提供了5m主电缆,5m回流电缆,气管和气夹。
中心连接器的设备也安装了安全棒,保护连接器碰撞。
环形把手作为一个配件安装在设备上,即可以作为电缆盘,也可以保护控制板。
两个滑动架用来搬运气瓶和冷却装置。
ESAB的配件见P16。
4技术参数允许负载35%负载持续率,TIG 35%负载持续率,MMA 60%负载持续率100%负载持续率250 A/20 V 250 A/30 V 180 A/27 V 140 A/26 V调节范围,TIG 调节范围,MMA 3-250A 4-250A斜率递增持续时间斜率递减持续时间0-10s 0-10s气体预流气体后流0-25s 0-25s脉冲时间0.02-5.0s (0.001-5.0s)间歇时间0.02-5.0s (0.001-5.0s)空载电压70-80V空载功率40W最大电流下的有效功率,P MMA 8.78kW最大电流下的表观功率,S MMA 13.3kVa最大电流时的功率因素,MMA 0.65最大电流时的效率,MMA 0.85熔丝,慢速熔断16A主电缆,截面积4×1.5mm2尺寸,长×宽×高515×285×415 mm 重量25kg应用等级防护级别IP 23焊接电源遵守IEC 974-1宣布的要求电源电缆等级遵守瑞士规范..负载持续率负载持续率指在一定负载条件下焊接,10分钟工作周期内工作时间占的比例。
应用等级表示电源为适用于电气事故多发场合而设计。
防护等级IP用来表示防护等级,即对硬物或水的防护等级。
设备标识IP23表明允许在室内和室外使用。
5 安装安装须由专业人员进行主电压 400V 10%,3相 主频50-60Hz 熔丝,慢速熔断 16A 主电缆,截面积 4×1.5mm 2 焊接电缆,截面积 35mm 2LTN 255允许主电压补偿,也就是电源电压%10±的波动仅产生%2.0±的焊接电压变化。
使用长电缆时,为了减少电压降,建议选择一个大的电缆截面积。
1. 将设备放置到合适的地方,确保整流器没有被遮盖或吊起,以免阻止冷却。
2. 确保连接到正确的电源电压,根据相应的规范提供接地保护。
3. 连接保护气4. 连接TIG 焊枪和回流电缆或MMA 焊接电缆。
现在,设备可以焊接了。
5.1 提升装置6操作设备安全操作规则见P3,设备开启前请仔细浏览。
1 主电源开关9 气体螺纹接管(气瓶接口)2 黄色指示灯10 TIG焊枪接口3 白色指示灯12 TIG焊时回流电缆接口4 显示5 设置旋钮6 按钮焊接电缆和回流电缆应该接到11和12处。
7 远程控制接口8 灰尘过滤器当主电源开关合上,前面的白色指示灯变亮。
为了不用担心过热,设备安装了温控过载开关。
如果温度过高,温控过载开关将会断开,切断电流,黄色指示灯变亮。
另外,错误代码“E13”显示。
当温度降低后,温控过载开关自动复位。
6.1 控制板在设备的前面,有一块控制板,进行功能的选择和参数的设置,包括显示、设置旋钮、LED 和按钮。
使用按钮,可以在不同的功能之间切换。
被选择的功能通过各自的LED 显示。
一次可以设置一条线,红色的LED显示电流线,使用红色箭头键可以在不同两条线之间切换。
使用绿色的箭头键可以在每一条线之间移动。
所有的设置通过设置旋钮控制。
右边的LED 显示了实际的单位(A/V/S )。
在这些线中,只有一个功能被选择,“----”被显示。
功能说明线1 TIG 焊或MMA焊如果选择的是MMA 焊,电流在这儿设置,线2-5被忽略。
线2 TIG 焊/HF 引弧或TIG/Liftarc引弧将电极对着试样 按住焊枪开关线1 线2 线3 线4线5 线6 线7稍微倾斜焊枪,抬高,电弧产生释放焊枪触发器线3 连续电流或脉冲电流线4 2行程触发或4行程触发2行程触发就是焊枪触发器被按住,电弧点燃;当触发器释放,电弧熄灭。
4行程触发就是当焊枪触发器被按到“1”,设备以导频电流启动,接着触发器释放到“2”,电流递增到设置的电流;当触发器被按到“3”,电流递减到导频电流;当触发器释放到“4”,电弧熄灭。
线5 参数设置1. 气体预流0-25s2. 斜率递增持续时间0-10s3. 脉冲电流或连续电流3-250A4. 脉冲时间0.02-5.0s(0.001-5.0s)5. 间歇电流3-250A6. 间歇时间0.02-5.0s(0.001-5.0s)7. 斜率递减持续时间0-10s8. 气体后流0-25s线6 测量仪在焊接过程中,可以显示焊接电流或电弧电压测量仪具有保存功能,当焊接停止时,可以锁定测量值。
线7 焊接数据储存四种不同的焊接数据设置能够保存在设备的存储器中,两种TIG模式和两种MMA模式。
下面的可以保存:TIG:线3的选择(连续或脉冲电流),线5上的所有设置。
MMA:焊接电流焊接数据保存可以使用绿色箭头键改变。
不管你是否在焊接,快速按下焊枪触发器也能改变。
为了激活程序之间跳变的可能性,两个绿色的箭头键需要同时按下。
当跳变功能被激活,指示灯变亮。
如果选择4行程触发器,快速按下触发器将切换焊接数据;如果没有焊接,选择2行程触发,快速按下触发器也能切换焊接数据。
在焊接中,使用2行程触发器,瞬间释放触发器,将改变焊接数据。
Aristotig安装了备用电池,即使设备关闭或者断电,设置保存在存储器中。
6.2其他功能熔滴焊(MMA)当使用不锈钢焊条时,采用熔滴焊。
技术包括电弧引弧和熄弧之间的切换在热传递过程允许更好的控制;焊条只需提高一点点,电弧就会熄灭。
当功能被激活,设备应该在电流设置模式。
同时按下两个绿色箭头键2秒钟,图像“—__—”显示功能被激活。
即使设备关闭,这种模式保持激活。
使用相同的方法再次焊接,设备复位,“-----”显示。
电弧力(MMA)电弧力的设置改变设备的动态性能,可以获得更弱或更强的电弧。
通过同时按下两个红色箭头键2秒钟后,激活功能,设备应该处于电流设置模式,显示的值在0-100范围,值越高,电弧越强。
按下其中的一个按钮,焊接电源返回正常运行模式。
设置的电弧力值被保存。
不同的电弧力设置能够保存在设备的两个焊接数据设置存储器中。
脉冲时间/间歇时间(TIG)这些参数的设置范围为0.02-5.0s。
同时按下两个绿色箭头键2秒钟,时间将到0.001s并可以设置。
设置的范围被保存直到设备使用相同的模式复位。
激活该功能时,设备应该处于脉冲时间/间歇时间设置模式。
注意:低于0.250s的时间将不显示小数点。
远程控制使用远程控制插头,在TIG和MMA模式中,电流可以远程调节。
在TIG模式中,如果选择脉冲电流,脉冲电流可以远程调节。
远程控制设置的值显示在显示屏上。
当远程控制器被连接上,自动转换到远程控制模式。
LED变亮。
(注意:远程控制连接插头中针L和M必须)注意:使用FS002时,斜率递增延长时间和递减延长时间应该设为0秒。
6.3错误跟踪错误代码LTN 255安装了错误检测器。
如果出现错误,错误代码显示。
错误代码如下:E01 内存错误,内部RAME02 内存错误,外部RAME03 内存错误,EPROME04 内存错误,电池的自由测试支持RAME05 内存错误,电池极限外的变化值支持RAME06 低电池电压E10 错误的电源电压 20VE11 错误的电源电压 -15VE13 高温,温动开关保护E14 电流伺服错误当设备不能保持设置的电流,比如MMA焊接中出现很长的电弧,错误将显示。
焊接几秒钟以后,在正常的情况下,显示将消失。
如果任何一个错误代码永久显示或者反复出现,设备应该拿到被授权的ESAB维修部门进行矫正。
7 维护设备的定期维护对设备安全可靠的运转是非常重要的。
注意!在保修期内,如果用户自己尝试对该产品进行修复,供货商有权终止所有的担保。
只有具备适当的电子知识(被授权的个人)的人可以移走安全板进行连接或维修,维护或修理焊接设备。
一般地,Aristotig 255不要求任何维护。
正常地,每年使用压缩空气吹洗设备足够了。
灰尘过滤器定期清洗。
拆卸过滤器如果设备安装在灰尘环境中,设备和灰尘过滤器要更加经常清洗。
维修工作应该通过授权的ESAB 维修人员进行,仅使用ESAB 初始的配件和耐磨件。
配件可以从最近的ESAB 代理商订购,具体请见本说明末页。
8配件订购电路图定货号定货号名称型号备注0468 300 894 焊接电源LTN 255 400V 50/60Hz,TIG焊的中心连接器0468 300 895 焊接电源LTN 255 400V 50/60Hz,TIG焊的OKC连接器0457 328 990 配件列表LTN 255配件清单序号数量定货号名称1 2 0441 819 001 螺钉2 1 0468 275 001 格子窗2 1 0468 519 001 过滤器附件5L气瓶的推车10-50L气瓶的推车连接器的保护手柄顶吊架LTN200<N 255的冷却设备OCF 2LLTN160的冷却设备OCF 2A远程控制MMA 1(10m电缆)MMA和TIG:电流远程控制器AT1MMA和TIG:电流远程控制器AT1 CFMMA和TIG:电流的粗调和细调远程电缆12孔-8孔脚阀控制器 FS002包括电缆MMA和MIG:电流LTN 255:回流电缆,35mm2(定购时,陈述长度)……………………………………………………0262 613 602 LTN160和LTN200:回流电缆,35mm2(定购时,陈述长度)………………………………………0262 613 601 回流电流夹………………………………………………………………………………………………0367 558 880 关于TIG焊枪和远程控制器的信息查看各自的使用说明书。