批次管理流转卡
生产流转卡的管理制度
流转卡的管理制度
一、目的
为规范流转卡的使用,确保流转卡记录的产品信息与产品实物信息一致,保证生产数据的准确性和及时性,特制定本制度。
二、适用范围
本制度适用于本公司的所有生产部门,流转卡的运作必须严格按照本制度的规定执行。
三、流转卡管理规定
3.1流转卡的定义
流转卡是车间生产数据和流转数据的记录单据,同时也是车间计件工资的计算和绩效考核的原始依据。
3.2流转卡的功能
流转卡的运行可以使各个工序之间的数据连接紧密相扣,清晰地反映车间各个工序在制品的流转情况,为生产管理和决策提供有力依据。
它的实施可以保证生产数据的准确性和极时性,保证生产信息管理系统的可操作性,从而保证生产管理顺畅有序的进行,提高生产管理水平。
3.3流转卡的种类
流转卡共分为五大类:《熔铸车间生产流转卡》、《挤压车间生产流转卡》、《表面处理车间生产流转卡》、《项目工程车间流转卡》、《浴室门车间流转卡》。
其中,《挤压车间生产流转卡》分为两种类型:《挤压、锯切、包装流转卡》和《挤压(经整形、弯形、拉网、精抽)流转卡(黄卡)》;《表。
批次的可追溯性管理制度

产品批次管理实施操作细则
为了实施ISO/TS16949:2002标准,搞好企业批次的可追溯性管理,特制定本制度。
一、企业在推行ISO/TS16949:2002标准时,把批次的追溯性管理,作为质量管理体系建设的
重要内容来抓,有计划、有步骤地予以实施。
二、制定《批次的可追溯性记录流转卡》(简称流转卡)。
从原材料进厂、温(冷)锻造、车削加工、
热处理、磨削加工、成品入库、发货用户,确定专人,分段记录,填写《流转卡》。
三、严格执行《流转卡》,要求各段标识固定、清楚、批次准确、记录完整、卡片清洁、流转及
时。
若下段发现上段不符合要求,下段记录人员有权要求上段有关人员重新填写。
四、质量部门是批次的可追溯性管理的职能部门,要随时到各段检查、指导、协调,发现问题
及时纠正。
要制定考核办法,要与经济效益及个人收入挂勾。
五、从原材料进厂至产品出库发货用户,各段要按批次,遵循“先进厂、先加工、先发货”的
原则,不得混批。
六、《流转卡》及有关资料,由质量部门统计员负责每月底到成品库核对台帐,并负责收集,分
类存档,要保存10年以上,以备追溯查询。
批次管理流转卡
本班数
此处由原材 料库管员负 责按办公平 台中生产通 知单内容填 写,序号按 (01-N)简 号填写
不合格数量 质检员
此处内容 由质检员 负责填写
1
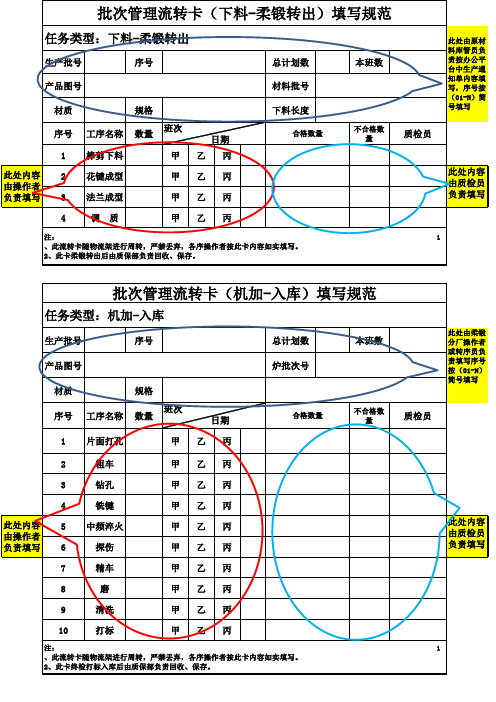
批次管理流转卡(机加-入库)填写规范
任务类型:机加-入库
生产批号
序号
总计划数
本班数
产品图号
炉批次号
材质 序号
规格 班次
工序名称 数量
日期
1 片面打孔
甲乙丙
此处内容 由质检员 负责填写
1
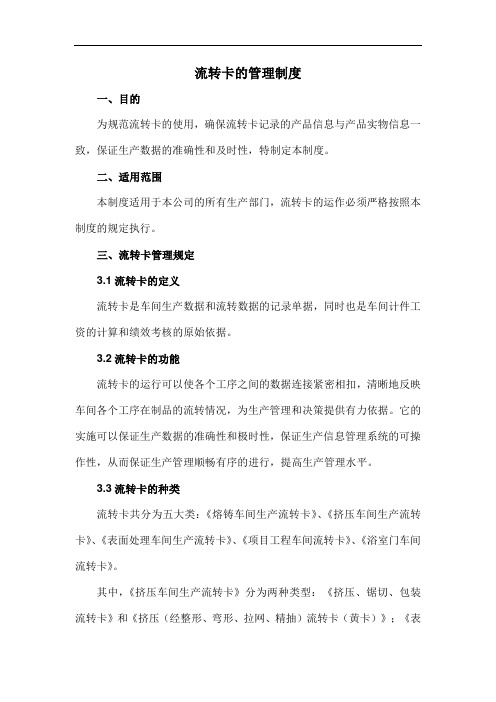
批次管理流转卡(下料-柔锻转出)填写规范
任务类型:下料-柔锻转出
生产批号
序号
总计划数
产品图号
材料批号
材质 序号
1
规格 工序名称 数量 班次
棒剪下料
甲
日期 乙丙
下料长度
合格数量
此处内容 2 花键成型 由操作者
负责填写 3 法兰成型
甲乙丙 甲乙丙
4
调质
甲乙丙
注: 、此流转卡随物流架进行周转,严禁丢弃,各序操作者按此卡内容如实填写。 2、此卡柔锻转出后由质保部负责回收、保存。
合格数量
不合格数量
质检员
此处由柔锻 分厂操作者 或转序员负 责填写序号 按(01-N) 简号填写Leabharlann 2粗车甲乙丙
3
钻孔
甲乙丙
4
铣键
甲乙丙
此处内容 5 中频淬火
由操作者
负责填写 6
探伤
甲乙丙 甲乙丙
7
精车
甲乙丙
8
磨
甲乙丙
9
清洗
甲乙丙
10
打标
甲乙丙
注: 、此流转卡随物流架进行周转,严禁丢弃,各序操作者按此卡内容如实填写。 2、此卡终检打标入库后由质保部负责回收、保存。
生产产品《流转卡》管理制度、操作规程(2)
生产产品《流转卡》的管理制度一、目的为规范生产产品《流转卡》的使用,确保《流转卡》记录的产品信息与产品实物信息一致,保证生产数据的准确性和及时性,特制定本制度。
二、适用范围本制度适用于本公司的所有生产部门,《流转卡》的运作必须严格按照本制度的规定执行。
三、流转卡管理规定3.1《流转卡》的定义《流转卡》是车间生产数据和流转数据的记录单据,同时也是车间计件工资的计算和绩效考核的原始依据。
3.2《流转卡》的功能《流转卡》的运行可以使各个工序之间的数据连接紧密相扣,清晰地反映车间各个工序在制品的流转情况,为生产管理和决策提供有力依据。
它的实施可以保证生产数据的准确性和极时性,保证生产信息管理系统的可操作性,从而保证生产管理顺畅有序的进行,提高生产管理水平。
3.3《流转卡》的种类《流转卡》共分为五大类:《熔铸车间生产流转卡》、《挤压车间生产流转卡》、《表面处理车间生产流转卡》、《项目工程车间流转卡》、《浴室门车间流转卡》。
其中,《挤压车间生产流转卡》分为两种类型:《挤压、锯切、包装流转卡》和《挤压(经整形、弯形、拉网、精抽)流转卡(黄卡)》;《表面处理车间生产流转卡》分为三种类型:《氧化车间后工序流转卡》、《喷粉车间后工序流转卡》、《铝制车间后工序流转卡》。
3.4《流转卡》的流转次序和流转时间《流转卡》必须严格按订单排产工序的顺序流转。
在规定的时间内流转完卡内的最后一个工序后必须在规定时间内交到数据中心录入数据,同时消卡。
只有当卡入了数,卡上相关工序的班组才能计算工资,各车间管理人员每日应在系统中检查已开出流转卡的产品完成情况,对延期未进仓的流转卡,管理人员应及时追寻其行踪,确保生产流转的及时性,避免流转卡遗失而造成流转卡不能及时入数或卡面相关班组无法计算工资。
《流转卡》不能在规定时间内入仓或遗失对相关人员按相关规定处罚。
所有流转卡都必须交到数据中心入数消卡,然后在数据中心存档保管,以便日后查对。
3.5《流转卡》的填写规范《流转卡》各工序的所有要求填写的内容必须完整(如工序选择、班组代码,班长中文名、加工日期、来料支数、加工成品支数、当有废品废品支数和废品原因等都必须认真规范填写)、字迹清楚、准确无误,不得简缩写、不得随意涂改(有涂改的地方必须由涂改人盖“数字章”确认)否则因信息不全或看不清楚等造成无法入数或数据入错,所经的工序若未在卡上填写该工序的信息将视为没有经过该工序处理,不给该工序计酬,开卡者必须对填制《流转卡》内容及编号的完整性、工艺流程的正确性负责。
生产部《物料流转卡》管理制度,流转卡填写要求与交接办法

生产部《物料流转卡》管理制度一、目的对我部门生产的产品执行计划和数字管理,统计投入和产出的数量及计划及时完成率,同时对产品质量进行有效控制。
二、范围我部门生产的所有产品都必需执行《物料流转卡》的管理。
三、流程生产部下发生产通知单至切管工段同时签发《物料流转卡》经切管工序加工后转移到机加、喷漆、包装各工段,各工段按实填写《物料流转卡》,生产主管按照流转卡上的产品及数量进行复核并开产品入库单入成品库。
四、使命1、生产部负责签发《物料流转卡》,在卡上填写序号、生产批号、下料日期、要求入库日期,并做好登记,便于追溯。
2、生产部负责《物料流转卡》的过程管理及本车间考核;经营部负责对物料流转卡保管以便于追溯。
4、各工段按照下单日期优先组织生产及时转序,同时按照卡片工序内容,填写生产日期、合格数、工废、料废。
5、各工段班长核实合格数、工废、料废等内容准确无误后签字。
6、成品库按照《物料流转卡》上的合格数接受产品入库,并填写实际入库日期和入库数,将入库数量及时报给生产部,妥善保管《物料流转卡》,作为核算的依据。
五、要求1、《物料流转卡》序号填写的是每个月的发卡顺序号,生产批号填写的是每种产品每个月的生产批次顺序号。
2、《物料流转卡》要滚动下达,控制在制品的数量,确保生产时按照经济批量进行生产,减少生产过程中的停留时间。
4、在生产过程中产生的废品由质检部检验员填写废品单,然后和废品一起交仓库,仓库做好统计,要确保发料数等于入库数和废品数。
5、生产过程中产生废品后,合格品数量会减少,这是相应工段班组长要到生产部开具补料单。
6、《物料流转卡》要随着产品进行流转,各工段在接受产品时无《物料流转卡》不得接受。
7、生产批量较大、一道工序在一个班次上不能完成时,由下一班次完成,要求必需在本道工序生产加工结束后由班组长填写生产日期、合格数、工废、料废等内容,检验员核实无误后签字,然后再转下道工序〔严禁未完成批量转序〕。
8、上道工序未签字,下道工序不得生产。
机械厂流转卡管理制度范本

一、目的为规范机械厂生产过程中流转卡的使用,确保流转卡记录的产品信息与产品实物信息一致,保证生产数据的准确性和及时性,提高生产管理水平,特制定本制度。
二、适用范围本制度适用于机械厂所有生产部门,流转卡的运作必须严格按照本制度的规定执行。
三、流转卡的定义流转卡是机械厂生产数据和流转数据的记录单据,是质量统计的有效凭证,同时也是车间计件工资的计算和绩效考核的原始依据。
四、流转卡的功能1. 使各个工序之间的数据连接紧密相扣,清晰地反映车间各个工序在制品的流转情况,为生产管理和决策提供有力依据。
2. 保证生产数据的准确性和及时性,提高生产效率。
3. 为质量管理和绩效考核提供数据支持。
五、流转卡的流转次序和流转1. 流转卡发放时,必须由压铸当班班组长对产品名称、ERP号码、生产批号(生产批号已统一打印的除外)正确完整地填写。
2. 流转卡必须严格按照工艺流程图工序的顺序流转,每工段工段长或工段长指定某班班组长负责流转卡的管理。
3. 各工序在接收上工序的来料时,必须认真核对卡上信息与实物是否一致,如有不对的地方,必须找上工序确认并修改正确后方可接收。
4. QC在各个环节确认信息前,必须先确认流转卡上信息与实物信息一致,若发现有信息不一致的地方,必须先找相关人员确认,并把卡上信息修改正确后方可做出QC确认步骤。
六、流转卡的填写规范1. 流转卡上的数据信息不得随意更改,如有需要修改,必须由该工序的车间填写《流转卡修改申请单》。
2. 各工序在接收上工序的来料时,必须认真核对卡上信息与实物是否一致,如有不对的地方,必须找上工序确认并修改正确后方可接收。
3. 凡是经过QC确认并已录入系统的数据,如果需要修改,必须由该工序的车间填写《流转卡修改申请单》。
七、流转卡的管理1. 各部门应指定专人负责流转卡的管理工作,确保流转卡的安全、完整和准确。
2. 流转卡应按照生产批次、产品名称、工序等进行分类存放,方便查找和管理。
3. 流转卡应定期进行盘点,确保账实相符。
工序流转卡管理办法

工序流转卡管理办法一、目的和背景为了规范工序流转卡的管理,提高工序流转的效率和准确性,减少错误和漏项,制定本办法,以确保工序流转卡的有效管理和使用。
二、管理责任1. 工序流转卡的管理由生产部门负责,由生产部门指定专人负责工序流转卡的编制、分发、使用和归档。
2. 生产部门负责将工序流转卡纳入到生产计划中,并严格按照流转卡的要求进行生产操作。
三、工序流转卡的编制和分发1. 工序流转卡的编制应根据产品的工艺和生产流程进行,确保涵盖所有必要的工序和步骤。
2. 编制工序流转卡时,要确保流转卡的格式清晰,包括工序名称、工艺要求、加工工具、工时标准等信息。
3. 编制完成后,生产部门应及时将工序流转卡分发给相关生产人员,并说明使用方法和注意事项。
四、工序流转卡的使用和管理1. 生产人员在使用工序流转卡时,应按照工序流转卡上的要求进行操作,并在流转卡上记录操作情况。
2. 生产人员在完成某个工序后,应及时将工序流转卡交接给下一个负责工序的人员,并告知相关注意事项。
3. 生产部门应定期检查工序流转卡的使用情况,确保工序流转的正确性和及时性。
4. 工序流转卡的归档应按照一定的周期进行,归档负责人员应将工序流转卡整理好,并做好相应的记录。
五、违规处理1. 如发现生产人员故意篡改或遗漏工序流转卡上的信息,生产部门应及时采取相应的纠正措施,并给予相应的处罚。
2. 如发现生产人员不按照工序流转卡要求进行操作,严重影响生产质量和效率的,生产部门应及时采取纠正措施,并进行相应的培训和教育。
六、附则1. 工序流转卡应及时更新和修订,确保与实际生产流程保持一致。
2. 工序流转卡的使用情况应进行定期评估,及时修正和改进管理措施。
3. 本办法自发布之日起执行,相关事项的调整和变更将另行通知。
以上是关于工序流转卡管理办法的文本内容,共1500字。
产品批次管理办法
1 目的为确保产品从原材料进厂到出厂交付在制造、周转过程中工序不漏、数量不差、产品不混,一旦发生质量问题能够迅速准确地查出原因,为追溯提供信息服务,把返修、报废的数量和产品交付用户后造成的损失控制在最低限度。
2 适用范围适用于从进料到产品售后服务过程的批次管理.3 术语和定义3。
1 批次管理是产品从原材料投入到交付出厂的整个过程中,实行分批次的管理;3。
2 可追溯性:根据记载的标志追踪产品的制造过程、使用情况;3。
3 五清六分批:批次清、数量清、质量清、责任清、生产动态清;分批投料、分批加工、分批转工、分批入库、分批保管、分批装配;3.4 批次的形成:3。
4。
1 制作条件不变:a)同一生产线所生产的为一批;b)制作数量订定-—例如:以订单数量确定,当一项产品订单数量大于2000件时,车间则将此批产品以每2000件件为一批,进行分批;c)依制作时间订定—-例如:全月或全日所投数量为一批;3.4。
2生产条件或来源组成变更—-以更改初期三个月内的需求量为一批。
3。
4。
3其他——依质检或工艺部门所指定的方式决定;4 职责4.1 质保部负责批次管理程序的归口管理;4。
2 质保部负责对批次管理工作实施监督,并负责质量异常产品的批次追溯及原因追查;4。
3 制造部负责产品批次管理,组织实施产品《工序流转卡》管理,协调、检查批次管理工作,对半成品、成品、在制品、装配和周转过程中的批次管理负责;4。
4 采购部仓库负责对仓库零部件保管、发放过程的批次管理;5 批次管理基本原则5。
1 保证可追溯性一旦出现产品质量问题,通过产品及批次可追踪到:a。
责任单位及责任者;b。
产品出厂(或生产)日期;c。
组装产品零部件(外购件)批次号;d.质量问题所涉及到产品的范围;5。
2 便于生产管理批次管理应结合产品特点,与生产组织形成相适应,便于在生产管理中贯彻落实;5.3 体现经济性批次管理应综合考虑生产任务、生产能力和管理费用等因素,达到经济合理;5。