武汉80万吨乙烯装置技术及特点
中韩石化的“大”文化
中韩石化的中韩石化的““大”文化文化2017年11月28日投产4年,中韩石化的这个“大乙烯”不仅仅是规模大。
如果说谁可称为我国中部地区石油化工行业的龙头支柱,那么非中韩(武汉)石油化工有限公司(简称“中韩石化”)莫属。
2013年8月12日,总投资186亿元的80万吨/年乙烯项目全面投产并生产出合格产品。
自此,这个由中国石化股份有限公司与韩国SK 综合化学株式会社以65:35的股比合资成立的公司带着湖北“一号工程”光环结束了我国中部地区没有“大乙烯”的历史,书写着独特的“大乙烯”文化。
“4年来我们累计利润70余亿元,是中韩双方在工业项目中最大的合资企业,而且在安全环保以及公益方面都做出了很大的贡献。
从效益和地方经济共性来讲,我们很好地履行了一个央企控股的大型企业的经济责任、政治责任和社会责任。
”中韩石化董事长刘家海说,“我们追求的从来都不是单纯的经济效益,我们追求的是共赢!”共赢,是中韩石化人的一种精神。
中韩石化人用共赢书写自己的“大”文化。
大效益大效益 2013年,中韩石化凭借中部地区第一个“大乙烯”走入世人眼里,但真正让其成为中部地区化工行业龙头支柱的还是它的“大”效益。
投产4年,累计利润70余亿元,利税已破百亿。
说其效益“大”,名副其实。
因为,中韩石化刚投产那年正值炼化企业的寒冬期。
那时,炼化企业没有最亏只有更亏。
“投产至今,我们年年盈利,即使在2013年的高油价时期投产4个月也有1千多万元的盈利。
”刘家海告诉记者,“国际油价遭遇断崖式下跌之后利润更是节节升高。
今年1~8月,我们共盈利25亿元,提前4个月完成了总部下达的年度效益目标。
乙烯装置加工损失率、高附产品能耗、人均创效等多项指标位列中石化集团同类企业前三甲。
” 中韩石化缘何能创造“大”效益?“互利共赢!”刘家海给出答案。
“原料采购应该怎么做?”“用最低的价格购买到最优质的原料!”99%的企业都会这样告诉你,因为这样才能获取最大效益。
武汉八十万乙烯近期相关网站新闻报道汇总介绍
武汉80万吨乙烯建设项目投资,该项目是中石化“十一五”期间重点工程之一,甲乙双方分别是武汉化工发展区开发投资有限公司、武汉华宇建材集团。
该工程是选址洪山区花山镇的武汉化工新城的核心项目。
武汉化工新城占地面积近3.4平方公里,总项目预计总投资352亿元,计划5年内建成,将填补我国中西部没有大型乙稀厂的空白。
据业内人士分析,该工程的启动,表明中石化的华中发展布局已趋明朗,武汉石化将作为中石化华中地区的龙头企业,重点发展炼化一体化的综合性企业。
中石化与韩国SK公司签署武汉乙烯项目合资经营合同2013年06月28日 17:18:23来源:新华网新华网北京6月28日电(记者安蓓、朱诸)中国石油化工集团公司28日宣布,与韩国SK公司签署武汉乙烯项目合资经营合同,双方的股比为65:35。
据了解,合资公司的成立尚需等待商务部批准,预计最快今年下半年武汉乙烯项目投入商业运营。
武汉乙烯项目是1992年中韩建交以来两国企业在石化领域合作项目中规模最大的一次,预计每年可生产80万吨乙烯产品及250万吨石化产品。
乙烯,被称为“石化工业之母”,是石油化工基础性原料。
乙烯产品直接繁衍和带动发展塑料深加工、橡胶制品、纺织、石蜡深加工、助剂加工、包装材料、建设材料、化工机械制造、工程建筑、运输、餐饮服务等配套产业。
据测算,武汉乙烯项目将拉动1200亿产值,带动下游10万人就业。
中石化有关负责人称,武汉乙烯项目从源头重视安全环保,厂区控制系统对化工安全实行自动控制,对各种意外指标实施监控,一旦关键指标异常,立即报警,并自动切断原料及产品进出管道。
由收集围堰、应急池、长江大堤组成三级防治体系,确保污水不排入长江。
武汉乙烯项目是中石化与SK公司共同推进的三大项目之一。
早在2004年,中石化与SK综合化学在上海建设了年产6万吨溶剂合资工厂;2013年初双方在重庆签署年产20万吨BDO(1、4-丁二醇)合资合同,已于5月成立了合资公司。
武汉乙烯有一个中国心发布时间: 2011-10-28 05:29 来源: 进入电子报湖北日报讯记者余瑾毅实习生徐振亚和国内所有乙烯项目采取中外合作的方式不同,武汉80万吨乙烯项目是我国第一个100%自主知识产权的乙烯项目,其乙烯裂解装置为中石化自主研发生产,在我国乙烯项目中属首次使用。
乙烯装置火炬系统的工艺设计要点分析探讨
乙烯装置火炬系统的工艺设计要点分析探讨摘要:近年来,确保设备安全生产已成为流程设计的重要组成部分。
作为乙烯装置的重要安全设备,灯泡系统用于收集从不同系统中发出的易燃材料,以便在设备实施、实施、关闭、使用或发生紧急情况时保护设备和人员的安全因此,系统设计显得尤为重要。
前照灯系统的管网具有巨大的规模、复杂的工作条件和众多影响因素,因此必须进行合理的流程设计,以满足设备安全和项目投资要求。
例如,一百万吨的前场分析和处理前场火炬系统设计的关键。
关键词:乙烯装置火炬系统;火炬负荷;火炬管网;工艺设计引言这是炼油化工企业的副产品也是企业最重要的能源消耗之一。
燃料平衡和优化涉及企业的经济效益、环境保护和绿色生产。
介绍了武汉石油化工一体化公司燃气管网的基本情况,分析了管网煤气的产生和消耗、管网平衡的影响因素和问题,提出了现阶段的平衡优化措施和影响因素。
1火炬系统工艺流程乙烯装置通常配备两个相对独立的火炬传递系统:干(或冷)火炬传递系统和湿(或热)火炬传递系统,其中干火炬传递系统主要收集澳大利亚温度低于4 ° C的材料,湿火炬传递系统主要收集澳大利亚温度高于4 ° C和含水量的材料。
以100万吨的新乙烯装置为例。
从上述两个火炬手系统中分离出来的材料将被送到干火炬手槽或湿火炬手槽中进行气液分离。
干火花塞罐中的液体通过干火花塞蒸发器蒸发,罐顶的气相进入干火花塞过热器,通过低压强流过热,随后与湿火花塞分离的湿火花塞气体混合,通过装置的火花塞头送入电池边界以外的火花塞管网。
湿火炬罐配有低压蒸汽配套线圈,用于蒸发罐中的一些碳氢化合物。
未经蒸发的重烃和含油废水可通过电池边界以外的储罐底板泵或乙烯装置中的消防水塔启动。
2稀释蒸汽发生器工况稀释蒸汽发生器一般为浮头式换热器或固定管板式换热器,换热器是石油、化工生产中普遍英语的典型工艺设备,用来实现热量的传递,使热量由高温流体传递给低温流体。
在乙烯装置中,裂解气进入急冷水塔塔釜,部分急冷水自塔釜上部进入油水分离器,初步除油后的急冷水经工艺水泵增压,经预过滤器进入聚结器,进一步除油后,工艺水经预热器进入工艺水汽提塔。
武汉80万吨/年乙烯工程项目进展情况
武 汉 8 万 吨 / 乙烯 工程 自 2 0 年 1 月 1 O 年 07 2 8日工 程奠 基 以来 ,项 目进 展顺 利 。 目前 , 重件码 头工程 正在 收尾 ,第 一批超 长周期 2 4台设备 提前采 购完 成 ,2 0 0 9年 1 O月启 动配套 道路建 设 ,乙烯铁路 专用 线正在办理行政许 可 。其他相关项 目设计 、申报及生 产准备 等工作
有序展 开。
2 1 年武汉 8 万 吨 / 乙烯工程项 目建设将完 成投资 7 亿 元 。其 中 ,乙烯 主体工程投 00 O 年 6 资 3 亿元 ;为 乙烯提 供原 料而配套建 设 的炼 油改造二 期工 程拟安 排投 资 4 元 ;武汉 化工 2 亿
区道路 、铁 路等基 础设施 和公 用工程建设 及土地 整理储 备计 划投 资 4 亿元 。武汉 8 万 吨 / O 0
资共计 19 亿元 ,包括 8 万 吨 / 乙烯裂解装 置 、5 万 吨 / 7. 5 0 年 O 年裂 解机 油加氢 装置 、1 万 2
吨 / 丁二烯 抽提装 置 、4 万 吨 / 年 O 年芳 烃抽提 装置 、4 万 吨 / 聚丙烯 装置 等 9 生产 装 O 年 套
置 和配套工程 。在 中石化集 团 2 1 年 2 个重点工 程 中 ,武汉 乙烯项 目位列首 位 。 00 4
2 1 年第 2 00 期
睫 年
珊
日前 ,武汉 8 吨 / 乙烯工程 乙烯 裂解 、热 电联产 、总变 电站等 6 0万 年 大项 目同时开工 。
这标志着武 汉 8 万 吨 / 乙烯 工程进入 实质性 全面建设 阶段 。武汉 8 万 吨 / 乙烯 工程是 O 年 O 年 国家发改委核准 的 中部地 区首个 大型石 油化工项 目,也是 中石化 总部首个直 管项 目。项 目投
浅谈裂解炉炉管安装与焊接
浅谈裂解炉炉管安装与焊接摘要武汉 80 万吨/年乙烯装置裂解炉,有多种钢材、异种钢焊接,焊接材质多样,焊接工艺复杂,尤其是辐射盘管出入口,对与裂解炉急冷换热器、辐射盘管有着严格的安装要求。
本文简单介绍辐射盘管的安装、焊接以及固定焊口施焊方法、常见问题和预防措施等。
关键词辐射盘管安装、高镍铬合金、焊接工艺参数前言国内工厂化日益发展的今天,本体管道现场施工的焊接量越来越少,而对安装的要求越来越高,由于现场施工时工人对新规范,新工序不了解,导致辐射盘管安装和调整时出现困难。
本文为以后同类装置或材质施工提供参考或指导。
1 裂解炉炉管安装裂解炉炉管主要包含入口集合管和辐射盘管,它们为裂解炉的核心部位,安装的质量好坏直接决定了装置能否长期稳定地运行,其安装质量又与对流段钢结构、急冷换热器的安装质量密不可分。
1.1 辐射段炉管安装条件1.1.1 对流段钢结构已经验收完毕,符合设计和规范要求。
1.1.2 辐射盘管在急冷换热器安装前已经用临时支撑挂于辐射段炉膛内。
1.1.3 急冷换热器已经安装完毕并找正,急冷换热器入口标高、中心线、垂直度已经进行验收满足设计值,并符合规范要求。
1.2 辐射盘管安装在安装过程中,出现第二程炉管紧靠、交错;入口集合管中心偏移等问题,根据现场的实际情况制订安装要求。
1.2.1 按设计图纸将辐射盘管弹簧吊架位置在钢结构梁上放线,并将吊板与钢结构点焊,吊板间距经验收合格后将吊杆和连接扁担相连,检查吊杆是否垂直,连接扁担是否水平。
1.2.2 调整辐射盘管90°吊耳弯头、吊杆、连接扁担标高使之处于设计值,然后将弹簧吊架与90°吊耳弯头、吊杆、吊板相连。
1.2.3 确认辐射盘管出口处于设计所示的标高和位置,将辐射盘管出口与急冷换热器入口按正式焊接工艺点焊,组对时不得将辐射盘管强行就位,检查辐射盘管是否处于自由悬吊状态,此时拆除临时支撑和包装卡具;1.3 入口集合管安装条件1.3.1 现场已对入口集合管进行吹扫,并确认管内无异物,防止阻塞文丘里管。
中国主要聚乙烯装置产能及工艺分布
25
2002
扬巴 德国Basell管式法
LDPE
40
?
合计 小计
广州乙烯公 美国UCC气相法
司
(Unipol)
LLDPE
10(设计)/ 27 (现有)
1998
美国匡腾化学公司德国Basell管式法 (Lupotech TS)
LDPE
25
2007
茂名石化
中国石化
美国Philips 环管淤 浆法
日本三井油化淤浆 法
HDPE HDPE
英国BP气相法 (Innovene)
LLDPE
其它
美国UCC气相法 Unipol
LLDPE /HDPE
小计
合计 小计
上海石化
日本三菱油化高压 管式法
北欧化工Borstar工 艺
LDPE HDPE
中国石化
扬子石化
日本三井油化淤浆 法 CX工艺
美国UCC气相法 (Unipol)
区域公司 地区
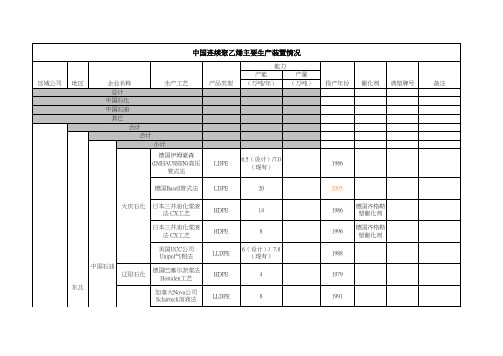
中国连续聚乙烯主要生产装置情况
企业名称
生产工艺
总计
中国石化
中国石油
其它
合计
合计
小计
德国伊姆豪森 (IMHAUSSEN)高压
管式法
产品类型 LDPE
能力
产能
产量
(万吨/年) (万吨)
6.5(设计)/7.0 (现有)
投产年份 1986
催化剂
典型牌号
备注
德国Basell管式法
LDPE
20
2005
福建联合
美国UCC公司 Unipol气相法
LLDPE /HDPE
45
2009
小计
其它
MTBE丁烯-1装置工艺技术规程
MTBE丁烯-1装置工艺技术规程目录1 装置简要阐明错误!未定义书签。
1.1 概况错误!未定义书签。
1.2 术语、符号、代号错误!未定义书签。
1.3 主要工艺技术特点错误!未定义书签。
1.4 主要设计指标错误!未定义书签。
2 工艺过程简述及工艺原则流程图错误!未定义书签。
2.1 MTBE单元工艺描述错误!未定义书签。
2.2 丁烯-1单元工艺描述错误!未定义书签。
3 主要工艺指标(以现行工艺卡片为准) 错误!未定义书签。
4 主要动力指标错误!未定义书签。
4.1 公用工程设计消耗一览表错误!未定义书签。
4.2 公用工程介质规格错误!未定义书签。
5 产品、中间产品错误!未定义书签。
5.1 MTBE产品性质错误!未定义书签。
5.2 丁烯-1产品性质错误!未定义书签。
5.3 产品、中间产品设计构成及指标错误!未定义书签。
5.4 副产品错误!未定义书签。
6 主要原料及化工原材料质量指标错误!未定义书签。
6.1 主要原料错误!未定义书签。
6.2 化工原材料错误!未定义书签。
7 装置开、停工方案错误!未定义书签。
7.1 装置动工方案错误!未定义书签。
7.2 装置停工方案错误!未定义书签。
8 事故处理错误!未定义书签。
8.1 事故处理旳原则错误!未定义书签。
8.2 紧急停工错误!未定义书签。
8.3 事故处理错误!未定义书签。
9 仪表控制方案及主要仪表性能错误!未定义书签。
9.1 仪表控制方案错误!未定义书签。
9.2 装置联锁错误!未定义书签。
9.3 控制阀一览表错误!未定义书签。
10 主要设备一览表及主要设计参数错误!未定义书签。
10.1 塔器类错误!未定义书签。
10.2 反应器类错误!未定义书签。
10.3 容器类错误!未定义书签。
10.4 换热设备类错误!未定义书签。
10.5 泵类错误!未定义书签。
10.6 其他设备类错误!未定义书签。
1 装置简要阐明1.1 概况中国石化股份有限企业武汉分企业8/3万吨/年MTBE/丁烯-1装置是80万吨/年乙烯及其配套工程中旳一部分, 本装置采用来自乙烯裂解装置旳裂解液化气经丁二烯抽提后作为原料, 生产MTBE和丁烯-1产品。
中国现有乙烯装置及其技术水平讲解
1.中国现有乙烯装置多少套?2012年,我国乙烯工业产能快速增长,装置大型化、炼化一体化程度进一步提升,但开工率有所下降,进口量有所增加,总体走势呈以下三个特点:一是增速加快,乙烯总产能突破1700万吨/年。
建设大型化装置、发展规模经济,是国内外乙烯工业实现低成本发展战略的有效途径。
统计数据显示,100万吨/年乙烯与50万吨/年乙烯装置相比较,吨成本可降低25%.截至2012年底,我国乙烯新增产能140万吨,总产能达1709.5万吨,比上年增长8.9%.一批新建和改扩建乙烯项目快速推进,其中大庆石化120万吨/年乙烯改扩建工程和抚顺石化80万吨/年乙烯装置,均实现一次开车成功,四川、武汉等地的煤制烯烃,以及浙江宁禾、陕西延长榆林等多个煤制烯烃项目在稳步推进中。
2012年,我国共有24家乙烯生产企业、有32套乙烯装置(其中石脑油基制乙烯装置28套),装置平均规模约52.4万吨/年,而2005年装置的平均规模仅为39.5万吨/年。
若不计算煤制烯烃和甲醇制烯烃装置,蒸汽裂解装置共有29套,蒸汽裂解装置平均规模近60万吨/年,高于世界52万吨/年的平均规模。
我国产能在80万吨/年以上的装置数量也有大幅增长。
截至2012年,共有10套80万吨以上的蒸汽裂解装置,合计产能达988万吨/年,占总产能的58.9%。
单套最大规模为上海赛科119万吨/年的乙烯装置。
乙烯生产企业平均规模74.1万吨/年,比2011年的68万吨/年增加了6.1万吨/年;乙烯装置平均规模57万吨/年,比2011年的56.1万吨/年上升了0.9万吨/年,高于世界52万吨/年的平均规模。
若不计算煤制烯烃和甲醇制烯烃装置,我国石脑油裂解乙烯装置的平均规模为59.2万吨/年,单套规模达80万吨/年以上的装置有8套,合计产能774万吨/年,占总产能的45%;单套规模60万吨/年以下的装置降至12套,产能合计263.5万吨/年,占总产能的16%.据美国《油气杂志》最新统计数据显示,当前全球十大乙烯生产商排名情况如下:排名第一的是埃克森美孚公司,共有19套装置,总产能1251.5万吨/年;排名第二的是陶氏化学,共有18套装置,产能1214.48万吨/年;排名第三的是沙伯公司,共有13套装置,产能1084.22万吨/年;排名第四的是壳牌化学,共有13套装置,产能935.84万吨/年;排名第五的是中国石化集团公司,共有12套装置,产能637.5万吨/年;排名第六的是道达尔公司,共有11套装置,产能593.3万吨/年;排名第七的是利安德巴赛尔公司,共有8套装置,产能520万吨/年;排名第八的是伊朗国家石化公司,共有7套装置,产能473.4万吨/年;排名第九的是英力士公司,共有6套装置,产能465.6万吨/年;排名第十的是台湾石化公司,共有5套装置,产能447.6万吨/年。
乙烯装置简介和重点部位及设备
安全管理编号:LX-FS-A36663 乙烯装置简介和重点部位及设备In the daily work environment, plan the important work to be done in the future, and require the personnel to jointly abide by the corresponding procedures and code of conduct, so that the overall behavior oractivity reaches the specified standard编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑乙烯装置简介和重点部位及设备使用说明:本安全管理资料适用于日常工作环境中对安全相关工作进行具有统筹性,导向性的规划,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
一、装置简介(一)装置发展及其类型1.装置发展乙烯是石油化工的重要基础原料,乙烯装置是石油化工生产有机原料的基础,是石油化工的龙头,它的规模、产量、技术,标志着一个国家的石油化学工业的发展水平。
乙烯生产装置起源于1940年,美孚公司建成了第一套以炼厂气为原料的乙烯生产装置,开创了以乙烯装置为中心的石油化工历史。
50年代,德国、日本、英国、前苏联、意大利等国家相继建立了石油化工企业。
1960年世界乙烯产量为2910kt,1970年为19760kt,1980年达到34020kt,1990年为56300kt,到1997年世界乙烯生产能力接近86900kt,产量达78500kt。
目前世界上乙烯生产的主要技术是管式炉蒸汽热裂解和深冷分离流程。
乙烯装置简介和重点部位及设备
【本文为word版,下载后可修改、打印,如对您有所帮助,请购买,谢谢。
】乙烯装置简介和重点部位及设备一、装置简介(一)装置发展及其类型1.装置发展乙烯是石油化工的重要基础原料,乙烯装置是石油化工生产有机原料的基础,是石油化工的龙头,它的规模、产量、技术,标志着一个国家的石油化学工业的发展水平。
乙烯生产装置起源于1940年,美孚公司建成了第一套以炼厂气为原料的乙烯生产装置,开创了以乙烯装置为中心的石油化工历史。
50年代,德国、日本、英国、前苏联、意大利等国家相继建立了石油化工企业。
1960年世界乙烯产量为2910kt,1970年为19760kt,1980年达到34020kt,1990年为56300kt,到1997年世界乙烯生产能力接近86900kt,产量达78500kt。
目前世界上乙烯生产的主要技术是管式炉蒸汽热裂解和深冷分离流程。
我国第一套乙烯装置是1962年兰州化学工业公司合成橡胶厂5.25kt/a的乙烯生产装置,以炼厂气为原料,采用方箱管式裂解炉,油吸收法分离,生产化学级乙烯。
1962年底由我国自行建设了高桥化工厂2.0kt/a乙烯装置,1964年试车成功。
70年代,我国先后从国外引进了一批技术先进、规模较大的乙烯装置,分别建成了燕山、大庆、齐鲁、扬子、金山等年产300kt/a的乙烯装置。
特别是近几【本文为word版,下载后可修改、打印,如对您有所帮助,请购买,谢谢。
】年来,全国乙烯行业有了飞跃性的发展,原有老装置经过配套平衡、技术改进,生产能力进一步发挥,2004年我国乙烯生产能力已达到6266kt。
随乙烯工业的迅速发展,原料种类和加工工艺均有了巨大的变化。
根据地域和资源的不同,原料分布从乙烷、丙烷、天然气、石脑油到柴油甚至到HAGO、HVAO和常三减一线油和蜡下油等。
加TI.艺有管式炉裂解制乙烯、甲醇制乙烯、甲烷制乙烯、催化裂解和由合成气制乙烯等方法。
其中以管式炉裂解制乙烯工艺最为成熟,世界乙烯产量的99%左右均由管式炉裂解法生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
综合收率: 32.07/32.14
5.0裂解炉
4.1方案
技术基础 液体炉 辐射炉管、供热:2/1-1型--茂名6、7号炉 辐射炉膛尺寸:天津、镇海 气体炉 辐射炉管:2-1-1-1型—齐鲁 供热:天津、镇海 辐射炉膛尺寸:天津、镇海 急冷锅炉 线性急冷锅炉:茂名、齐鲁、中原等
LPG 8.28/8.82
4.0总物料平衡(1台重油炉工况/ 2台重油炉工况)
乙 烯 装 置
循环丙烷 2.72/2.82 循环乙烷14.82/15.33
氢气
2.58/
2.33
聚合级乙烯
81.64/80.10
聚合级丙烯40/ 40.10
ቤተ መጻሕፍቲ ባይዱ混合碳四 25.93/26.26
粗裂解汽油 53.94/51.76
3.0设计基础-原料
万吨/年
加氢尾油
69.69
混合石脑油
171
LPG
5.44
C3
2.84
加氢尾油 混合石脑油 LPG C3
3.0设计基础-原料
1台重油炉工况 41.42 204.83 5.44 2.84
2台重油炉工况 90.29 150.08 5.82 3.00
单位:万吨/年
单位:万吨/年
混合石脑油
分离: 中石化LECT
武汉80万吨乙烯装置是国内第一套完全采用国 产技术的大型乙烯装置
1.0项目概况
装置组成:
主生产装置 裂解单元、急冷单元、压缩及前脱丙烷前加氢单元、冷分离单元、
热分离单元、乙烯热泵及制冷单元、丙烯制冷单元 辅助生产装置
废水预处理单元、废碱处理单元、界区内火炬系统、冷却水系统、 界区内锅炉给水、蒸汽及凝液收集系统、化学品注入系统、燃料气 系统及再生系统
管设计。具有停留时间短、烃分压低、运行周期长、较大的比表面积和良好的机 械性能。 (3)轻油炉对流段采用一次注汽、重油炉对流段采用二次注汽,在对流段设有超 高压蒸汽过热 (4)高温裂解气线性急冷锅炉 (5)底部与侧壁联合供热,底部占70% (6)热效率高:93~94% (7)引风机采用变频调速
装置本身乙烷、丙烷分开设置。
3.0设计基础
原料及产品方案:
80万吨/年乙烯装置是中国石化股份有限公司武汉分公司80万吨/年乙烯及其配套工程 的主生产装置。
装置原料为:混合石脑油,丙烷,LPG,加氢尾油。 年生产能力为80万吨聚合级乙烯和40万吨聚合级丙烯,同时副产氢气、混合碳四、裂
解汽油和裂解燃料油。 装置自产的乙烷和丙烷循环裂解,甲烷尾气作为本装置裂解炉燃料。
5.0裂解炉
4.2 技术指标
清焦周期
乙烷(气体炉):
80天
石脑油(轻油炉):
70天
加氢尾油(重油炉):
60天
单程收率(乙烯,wt%) 51.92 28.6 29.12
5.0裂解炉
4.3液体炉特点 (1)单辐射段单对流段结构。 (2)采用高选择性两程2/1-1型炉管并采用扭曲片强化传热,底部连接采用大弯
规模(万吨/年)
80
55 13 35 30 30 40 8/3 15/28
1.0项目概况
乙烯装置 产量80万吨聚合级乙烯 产量40万吨聚合级乙烯 年操作时间8000小时 操作弹性70-110% 占地:9.96公顷
1.0项目概况
装置位置图
1.0项目概况
技术来源:
裂解炉:中石化与Lummus合作技术SL-1M
5.0裂解炉
4.1方案
与茂名6、7号炉的区别 液体炉 辐射炉管 茂名6、7号炉:出口管集中布置 武汉:入口管与出口管交错布置 增加扭曲片 急冷锅炉 重油炉:与茂名相同 轻油炉:换热管长度加长
5.0裂解炉
4.1方案 裂解炉炉型 项目启动时 3台重油炉, 4台轻油炉,1台气体炉 公称能力12万吨/年,7开1备 工艺包 2台重油炉, 5台轻油炉,1台气体炉 公称能力12万吨/年,7开1备
5.0裂解炉
4.2气体炉特点 (1)单辐射段单对流段结构 (2)采用2-1-1-1型炉管并加扭曲片强化传热。 (3)高温裂解气线性急冷锅炉 (4)底部与侧壁联合供热,底部占70% (5)热效率高:93~94% (6)引风机采用变频调速
1.0项目概况
装置组成:
布置图包括
变配电室
仪表机柜室
不在乙烯装置界区内的系统
清焦空气压缩机
原料及中间罐区
火炬水封罐及火炬筒
消防水排放池
2.0项目进展
2007年7月底曹总主持武汉乙烯工程会议,确定乙烯装置裂解炉和分离全面国产化。 2007年9月27-28日,工程部召开总体协调会,明确乙烯装置“裂解炉采用SL-1M技术,分离采用LECT技术”,并确定只按一个工况设计。 2007年11月1日,SEI召开工艺包开工会。 2007年11月29-30日,第一次专家审查会 2007年12月27日,与沈鼓讨论三机条件及效率 2008年4月1日,裂解原料发生变化,增加一个工况 2008年6月24-26日,第二次专家审查 2008年8月7日,通过总部验收 2009年3月30日-4月3日,发展计划部主持召开了武汉分公司80万吨/年乙烯工程总体设计审查会。 2009年11月18-19日,工程部组织召开了基础设计协调会,明确乙烯装置设计基础不变,但要满足加工40万吨/年轻烃原料要求。 2009年11月20-21日,与SEI召开烯烃包基础工程设计开工会,明确乙烯装置设计时考虑处理40万吨/年轻烃的要求,并将轻烃过热系统与
武汉石化分公司80万吨/年乙烯装置
1.项目概况 2.项目进展 3.设计基础 4.总物料平衡 5.裂解炉
内容
6.分离 7.技术指标 8.设备 9.布置图 10.下一步工作
1.0项目概况
序号 1.
1.1
1.2 1.3 1.4 1.5 1.6 1.7 1.8 1.9
项目 生产装置
乙烯
裂解汽油加氢 丁二烯抽提 芳烃抽提 高密度聚乙烯 线性低密度聚乙烯 聚丙烯 MTBE/丁烯-1 EO/EG
171
加氢尾油
69.69
LPG 8.28
4.0总物料平衡
乙 烯 装 置
循环丙烷2.73 循环乙烷14.48
氢气
2.45
聚合级乙烯 80
聚合级丙烯40
混合碳四 25.87 粗裂解汽油 51.88 裂解燃料油 12.68
综合收率:32.13
单位:万吨/年
混合石脑油
204.83
/加15氢0.尾08油
41.42 / 90.29