模架标准配件公差表
模具零件公差标准

A通用公差前模 后模玉0/-0.01 对应项目QC 放用标准BBA 模玉外围B C管位框中心 管位框大小±0.01 0/+0.02D 原身管位 ±0.01 0/-0.02 -0.02/+0.05BBEDM ,CNC 加工 -0.02/+0.05E FPL 面 0/+0.02A G镶件孔镶(顶)针孔 按产品材料确定公差斜顶孔 EG HI J K M N行位槽 铲基槽0/+0.02 0/+0.02 0/+0.02 K碰(擦)穿位0.00/+0.05F枕位 0/+0.02 ±0.01 0.00/+0.05D0/+0.02 镶件挂肩深度运水孔中心 螺丝孔中心±0.20 ±0.20±0.50 ±0.50 MCNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05EN胶位 公差G省模后胶位±0.03说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准.EMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司G模具零件通用尺寸公差标准零件名称 制定日期模玉适用模具等级 修订日期所有模具2007-8-12008-12-15 版本号 2.0QC 放用 标准对应项目通用公差BBA CORE 外形 0/-0.01B 镶件外形 0/-0.01C 镶件外形 +0.02/+0.05D 镶件斜度 ±0.05° A0~-0.1EF0/+0.01 0/+0.01顶针槽 G 挂肩高度 0/-0.010/+0.02 0/+0.05 A0/+0.02 F普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位±0.05 ±0.05EBB说明:BD1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准.E FGEBBMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BCB模具零件通用尺寸公差标准GBB零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C版本号 2.02008-12-15模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0B:深度第 3 页,共 4 页 对应项目通用公差 QC 放用标准A 0/+0.02 0/+0.02 0/-0.01 0/-0.010/-0.01 0/-0.010/-0.01 0/-0.01 0/-0.1 0/+0.03 0/+0.03镶件管位框大小 镶件管位框深度EKLBAD D C 行位高度 D 行位外围E 镶件管位高度F 镶件管位外围 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02-0.05/-0.1KAFG FG 镶件外围H 压板宽度I 压板长度 CL CJ 压板高度 +0.01/+0.02 +0.01/+0.03SK 铲机外围 L 铲机高度 0/-0.02 0/-0.05 0/-0.01 +0.02/+0.10 0/-0.01 0/-0.01 0/-0.01 0/+0.01 0/-0.02 0/-0.03 0/-0.1 DOM N 斜顶 斜顶0/-0.02QRHIO 斜顶大小P MN P斜顶扣\导向块0/-0.05 0/+0.02PQ 斜顶扣 O R 斜顶扣 S 导向块 SJW:0/+0.02HT 导向块 +0.03/+0.05 UUU 耐磨板外围0/-0.1V 耐磨板厚度 +0.02/+0.05SMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司T UVSP模具零件通用尺寸公差标准说明: 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为 准,QC 不可使用本表中的放用标准.零件名称 行位\斜顶 适用模具等级 制定日期 2007-8-1 修订日期所有模具 版本号2.02008-12-15模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0 第 4 页,共 4 页对应项目 A 基准孔到框中心 通用公差±0.01 C :框底与模 胚背面高度BB 精框长宽尺寸 +0.01/+0.03C 框底到反面高度0/+0.02 0/-0.02 0/+0.02 0/+0.05 ±0.20 D E FG H I JA\B 板总厚度 C 板高度 撑头高度 D限位柱高度 回针长度 B0/+0.02 0/+0.02 ±0.01顶针底板厚度 垃圾钉高度AA注:1.未注公差按IQC 模胚验收标准.2.模胚高度方向所有尺寸以框底拿数3.本公差标准同样适用于外发全(半)加工. 2.如果图纸或客户文件另有公差要求,以图纸或 客户文件要求的公差为准.HGMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司FEI模具零件通用尺寸公差标准零件名称模胚适用模具等级所有模具J制定日期 2007-8-1 修订日期 2008-12-15 版本号 2.0。
模具零件公差与配合尺寸标注标准(试行版)

2、孔配合表面粗糙度,斜顶配合表面粗糙度。
3、尺寸公差:
1)、PP料斜顶孔 ±㎜。推平斜顶孔线割纹后,斜顶孔取值+的斜顶公差: -㎜~-㎜,
11
沉孔孔口倒角
C1
C1
C1
螺纹孔孔口倒角
C1
C1
C1
C2
底孔钻孔深度
10
15
20
25
有效牙深度
6
9
12
15
螺纹规格
M12
M14
M16
M18
M20
过孔直径
φ13
φ
φ18
φ20
φ22
杯头直径
φ18
φ21
φ24
φ27
φ30
沉孔直径
φ20
φ23
φ27
φ30
φ33
杯头长度
12
14
16
18
20
沉孔深度
13
18
4、非配合零件尺寸极限偏差采用孔H13,轴h13,长度js14。也可简化分段和极限偏差尺寸如下表(表二)
轴类(外形类)。
基本尺寸㎜
30以下
30~60
60~100
100~150
150~200
200~300
公差数值㎜
孔类(内形类)
基本尺寸㎜
30以下
30~60
60~100
100~150
150~200
模具部件公差标准

公差与配合的关系
公差与配合是两个相互关联的概念。配合是指两个零件之 间相对位置和装配关系的要求,而公差则是实现这种配合 要求的精度保障。
在模具制造中,合理选择公差与配合关系,能够确保模具 零件之间的装配精度和稳定性,从而提高模具的整体性能 和使用寿命。
03
模具部件的尺寸公差
尺寸公差的概念
尺寸公差
允许零件尺寸变化的范围,是评估零件加工精度 的重要指标。
尺寸公差的作用
确保零件的互换性和装配精度,满足使用要求。
尺寸公差的分类
根据用途,可分为基本尺寸公差和极限尺寸公差。
尺寸公差的标注方法
1 2
在图纸上标注公差值
如直径φ30H7,表示孔的基本尺寸为30mm, 公差等级为H7。
加工成本。
参考标准公差值表
03
根据基本尺寸和公差等级,在标准公差值表中选择相应的公差
值。
04
模具部件的形位公差
形位公差的概念
形位公差
描述模具部件形状和位置精度的参数,包括形状公差和位置公差。
形状公差
描述模具部件轮廓的精确度,如平面度、圆度等。
位置公差
描述模具部件之间相对位置的精确度,如平行度、垂直度等。
影响
对模具的耐磨性、配合性质、疲劳强度等性能产生影响。
表面粗糙度的评定参数
01
轮廓算术平均偏差(Ra)
在取样长度内,轮廓上各点至基准线距离绝对值的平均值。
02
微观不平度十点高度(Rz)
在取样长度内,五个最大轮廓峰高和五个最大轮廓谷深的平均值。
03
常见机械零件允许偏差表
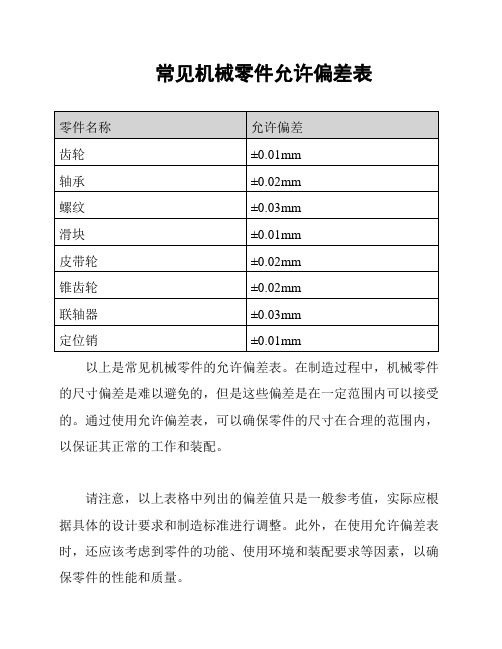
常见机械零件允许偏差表
以上是常见机械零件的允许偏差表。
在制造过程中,机械零件的尺寸偏差是难以避免的,但是这些偏差是在一定范围内可以接受的。
通过使用允许偏差表,可以确保零件的尺寸在合理的范围内,以保证其正常的工作和装配。
请注意,以上表格中列出的偏差值只是一般参考值,实际应根据具体的设计要求和制造标准进行调整。
此外,在使用允许偏差表时,还应该考虑到零件的功能、使用环境和装配要求等因素,以确保零件的性能和质量。
允许偏差表是机械制造过程中的重要工具,可以帮助工程师和制造者确定合适的制造偏差,从而提高零件的制造效率和质量。
在设计和制造过程中,合理使用和解读允许偏差表是至关重要的,可以避免尺寸偏差过大或过小,从而导致零件不可用或装配困难的问题。
总结而言,允许偏差表是机械制造过程中必备的参考工具,可以帮助工程师和制造者确保零件的尺寸在合理的范围内,从而提高零件的性能和质量。
在实际应用中,应根据具体的设计要求和制造标准,结合零件的功能和使用环境,合理使用允许偏差表,以确保零件能够正常工作和装配。
模具零件公差标准

A通用公差前模 后模玉0/-0.01 对应项目QC 放用标准BBA 模玉外围B C管位框中心 管位框大小±0.01 0/+0.02D 原身管位 ±0.01 0/-0.02 -0.02/+0.05BBEDM ,CNC 加工 -0.02/+0.05E FPL 面 0/+0.02A G镶件孔镶(顶)针孔 按产品材料确定公差斜顶孔 EG HI J K M N行位槽 铲基槽0/+0.02 0/+0.02 0/+0.02 K碰(擦)穿位0.00/+0.05F枕位 0/+0.02 ±0.01 0.00/+0.05D0/+0.02 镶件挂肩深度运水孔中心 螺丝孔中心±0.20 ±0.20±0.50 ±0.50 MCNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05EN胶位 公差G省模后胶位±0.03说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准.EMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司G模具零件通用尺寸公差标准零件名称模玉适用模具等级 所有模具QC 放用 标准对应项目通用公差BBA CORE 外形 0/-0.01B 镶件外形 0/-0.01C 镶件外形 +0.02/+0.05D 镶件斜度 ±0.05° A0~-0.1EF0/+0.01 0/+0.01顶针槽 G 挂肩高度 0/-0.010/+0.02 0/+0.05 A0/+0.02 F普通 磨床加工胶位 尺寸 CNC 加工胶位 胶位 EDM 加工胶位±0.05 ±0.05EBB说明:BD1.本公差标准仅适用于本司加工的 模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要 求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标 准.E FGEBBMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BCB模具零件通用尺寸公差标准GBB零件名称 CORE/镶件 适用模具等级 制定日期 2007-8-1 修订日期 所有模具 C版本号 2.02008-12-15模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0B:深度第 3 页,共 4 页 对应项目通用公差 QC 放用标准A 0/+0.02 0/+0.02 0/-0.01 0/-0.010/-0.01 0/-0.010/-0.01 0/-0.01 0/-0.1 0/+0.03 0/+0.03镶件管位框大小 镶件管位框深度EKLBAD D C 行位高度 D 行位外围E 镶件管位高度F 镶件管位外围 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02-0.05/-0.1KAFG FG 镶件外围H 压板宽度I 压板长度 CL CJ 压板高度 +0.01/+0.02 +0.01/+0.03SK 铲机外围 L 铲机高度 0/-0.02 0/-0.05 0/-0.01 +0.02/+0.10 0/-0.01 0/-0.01 0/-0.01 0/+0.01 0/-0.02 0/-0.03 0/-0.1 DOM N 斜顶 斜顶0/-0.02QRHIO 斜顶大小P MN P斜顶扣\导向块0/-0.05 0/+0.02PQ 斜顶扣 O R 斜顶扣 S 导向块 SJW:0/+0.02HT 导向块 +0.03/+0.05 UUU 耐磨板外围0/-0.1V 耐磨板厚度 +0.02/+0.05SMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司T UVSP模具零件通用尺寸公差标准说明: 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为 准,QC 不可使用本表中的放用标准.零件名称 行位\斜顶 适用模具等级 制定日期 2007-8-1 修订日期所有模具 版本号2.02008-12-15(注:范文素材和资料部分来自网络,供参考。
模具零件公差标准
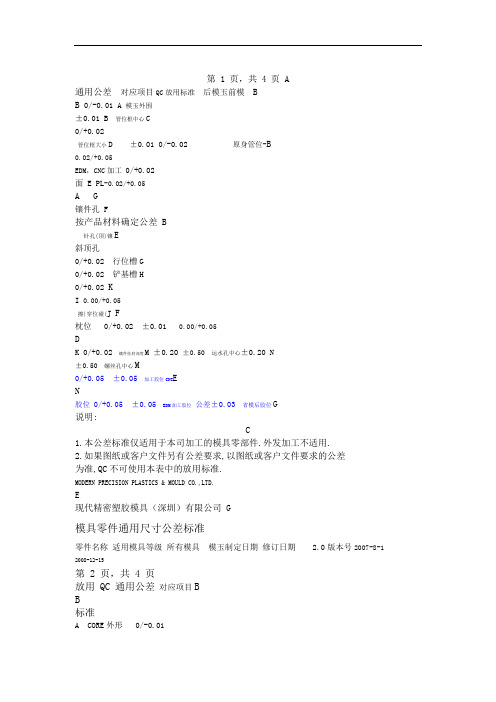
第 1 页,共 4 页 A通用公差对应项目QC放用标准后模玉前模 BB 0/-0.01 A模玉外围±0.01 B 管位框中心C0/+0.02管位框大小D ±0.01 0/-0.02 原身管位-B0.02/+0.05EDM,CNC加工0/+0.02面 E PL-0.02/+0.05A G镶件孔 F按产品材料确定公差 B针孔(顶)镶E斜顶孔0/+0.02 行位槽G0/+0.02 铲基槽H0/+0.02 KI 0.00/+0.05擦)穿位碰(J F枕位 0/+0.02 ±0.01 0.00/+0.05DK 0/+0.02 镶件挂肩深度M ±0.20 ±0.50 运水孔中心±0.20 N±0.50 螺丝孔中心M0/+0.05 ±0.05 加工胶位CNC EN胶位0/+0.05 ±0.05 EDM加工胶位公差±0.03 省模后胶位G说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差为准,QC不可使用本表中的放用标准.MODERN PRECISION PLASTICS & MOULD CO.,LTD.E现代精密塑胶模具(深圳)有限公司 G模具零件通用尺寸公差标准零件名称适用模具等级所有模具模玉制定日期修订日期 2.0版本号2007-8-1 2008-12-15第 2 页,共 4 页放用 QC 通用公差对应项目BB标准A CORE外形 0/-0.01B 镶件外形 0/-0.01AC 镶件外形 +0.02/+0.05D 镶件斜度±0.05°0~-0.10/+0.01 E顶针槽0/+0.01FG 挂肩高度 0/-0.010/+0.02 A0/+0.05 0/+0.02 F普通磨床加工胶位±0.05 尺寸加工胶位 CNC E±0.05 胶位加工胶位 EDM BB说明:BD1.本公差标准仅适用于本司加工的 E 模具零部件.外发加工不适用.GFE2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差为准,QC不可使用本表中的放用标 B准.BMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BCB模具零件通用尺寸公差标准GBB零件名称 CORE/镶件适用模具等级所有模具C制定日期 2007-8-1 修订日期 2.0 版本号.第 3 页,共 4 页 B:深度对应项目通用公差QC放用标准0/+0.02 0/+0.03 A0/+0.02 0/+0.03KEBD D A0/-0.01 C 行位高度+0.01/-0.020/-0.01D 行位外围+0.01/-0.02 KAE 0/-0.01 镶件管位高度L+0.01/-0.02 FGF 0/-0.01镶件管位外围+0.01/-0.020/-0.01 F镶件外围+0.01/-0.02 GL C0/-0.01 压板宽度H +0.01/-0.020/-0.1 压板长度I -0.05/-0.1CJ 压板高度 +0.01/+0.02 +0.01/+0.03S0/-0.02 铲机外围K 0/-0.03 D0/-0.05 铲机高度L 0/-0.1O0/-0.01 斜顶M 0/-0.02QH+0.02/+0.10 斜顶NI0/-0.01 O 斜顶大小RP M0/-0.01 N P0/-0.05 导向块斜顶扣\P0/-0.01 斜顶扣Q0/+0.02SO 斜顶扣R 0/+0.01 JW:0/+0.020/-0.02 导向块S HT 导向块 +0.03/+0.050/-0.1U U耐磨板外围UV +0.02/+0.05耐磨板厚度SMODERN PRECISION PLASTICS & MOULD CO.,LTD.T 现代精密塑胶模具(深圳)有限公司USVP模具零件通用尺寸公差标准..本公差标准仅适用于本司加工的模具零部件: 1.说明外发加工不适用以图纸或客户文件要求的公差,如果图纸或客户文件另有公差要求 2.为零件名称行位\斜顶适用模具等级所有模具.,QC准不可使用本表中的放用标准制定日期 2007-8-1 修订日期版本号 2.02008-12-15.第 4 页,共 4 页通用公差对应项目C:框底与模 B胚背面高度 A 基准孔到框中心±0.01 +0.01/+0.03精框长宽尺寸B0/+0.02 C 框底到反面高度0/-0.02 A\B板总厚度D0/+0.02 C板高度E0/+0.05 F撑头高度±0.20G 限位柱高度DB回针长度H 0/+0.020/+0.02 I 顶针底板厚度A±0.01垃圾钉高度 JA:注. 1.未注公差按IQC模胚验收标准 2.模胚高度方向所有尺寸以框底拿数. 加工半)(3.本公差标准同样适用于外发全 ,以图纸或2.如果图纸或客户文件另有公差要求.客户文件要求的公差为准HGMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司FEI模具零件通用尺寸公差标准所有模具零件名称适用模具等级模胚J2.0制定日期 2007-8-1 修订日期版本号2008-12-15。
模具零件公差标准
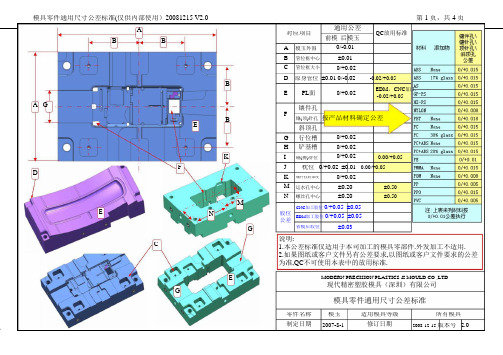
.'.A通用公差前模 后模玉0/-0.01 对应项目QC 放用标准BBA 模玉外围B C管位框中心 管位框大小±0.01 0/+0.02D 原身管位 ±0.01 0/-0.02 -0.02/+0.05 BBEDM ,CNC 加工-0.02/+0.05E FPL 面 0/+0.02A G镶件孔镶(顶)针孔 按产品材料确定公差斜顶孔 EG HI J K M N行位槽 铲基槽0/+0.02 0/+0.02 0/+0.02 K碰(擦)穿位0.00/+0.05F枕位 0/+0.02 ±0.01 0.00/+0.05D0/+0.02 镶件挂肩深度运水孔中心 螺丝孔中心±0.20 ±0.20±0.50 ±0.50 MCNC 加工胶位 0/+0.05 ±0.05 EDM 加工胶位 0/+0.05 ±0.05EN胶位公差G省模后胶位±0.03说明:C1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为准,QC 不可使用本表中的放用标准.EMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司G模具零件通用尺寸公差标准零件名称 制定日期模玉适用模具等级 修订日期所有模具2007-8-12008-12-15 版本号 2.0.'.QC放用标准对应项目通用公差B BA CORE外形 0/-0.01B 镶件外形 0/-0.01C 镶件外形 +0.02/+0.05D 镶件斜度 ±0.05°A0~-0.1EF0/+0.010/+0.01顶针槽G 挂肩高度 0/-0.01 0/+0.020/+0.05A0/+0.02F 普通磨床加工胶位尺寸 CNC加工胶位胶位 EDM加工胶位±0.05±0.05EBB 说明:BD1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差为准,QC不可使用本表中的放用标准.EF GEBBMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司BC B 模具零件通用尺寸公差标准GBB 零件名称 CORE/镶件适用模具等级制定日期 2007-8-1 修订日期所有模具C版本号 2.02008-12-15.'.模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0B:深度第 3 页,共 4 页对应项目通用公差 QC 放用标准A0/+0.02 0/+0.02 0/-0.01 0/-0.01 0/-0.01 0/-0.01 0/-0.01 0/-0.01 0/-0.1 0/+0.03 0/+0.03镶件管位框大小 镶件管位框深度EKLBAD DC 行位高度D 行位外围E 镶件管位高度F 镶件管位外围+0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02 +0.01/-0.02-0.05/-0.1KAFGFG 镶件外围H 压板宽度I 压板长度 CLCJ 压板高度 +0.01/+0.02 +0.01/+0.03SK 铲机外围 L 铲机高度 0/-0.02 0/-0.05 0/-0.01 +0.02/+0.10 0/-0.01 0/-0.01 0/-0.01 0/+0.01 0/-0.02 0/-0.03 0/-0.1 DOM N斜顶 斜顶0/-0.02QRHIO 斜顶大小 P MNP斜顶扣\导向块0/-0.050/+0.02 PQ 斜顶扣 O R 斜顶扣 S 导向块 SJW:0/+0.02HT 导向块 +0.03/+0.05 UUU 耐磨板外围0/-0.1V 耐磨板厚度 +0.02/+0.05SMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司T UVSP模具零件通用尺寸公差标准说明: 1.本公差标准仅适用于本司加工的模具零部件.外发加工不适用.2.如果图纸或客户文件另有公差要求,以图纸或客户文件要求的公差 为 准,QC 不可使用本表中的放用标准.零件名称 行位\斜顶 适用模具等级 制定日期 2007-8-1 修订日期所有模具 版本号2.02008-12-15.'.模具零件通用尺寸公差标准(仅供内部使用)20081215 V2.0第 4 页,共 4 页对应项目 A 基准孔到框中心 通用公差±0.01 C :框底与模 胚背面高度BB 精框长宽尺寸 +0.01/+0.03C 框底到反面高度0/+0.02 0/-0.02 0/+0.02 0/+0.05 ±0.20 D E FG H I JA\B 板总厚度 C 板高度 撑头高度 D限位柱高度 回针长度 B0/+0.02 0/+0.02 ±0.01顶针底板厚度 垃圾钉高度AA注:1.未注公差按IQC 模胚验收标准.2.模胚高度方向所有尺寸以框底拿数3.本公差标准同样适用于外发全(半)加工.2.如果图纸或客户文件另有公差要求,以图纸或 客户文件要求的公差为准.HGMODERN PRECISION PLASTICS & MOULD CO.,LTD.现代精密塑胶模具(深圳)有限公司FEI模具零件通用尺寸公差标准零件名称模胚适用模具等级所有模具J制定日期 2007-8-1 修订日期 2008-12-15 版本号 2.0。
模架加工标准-20170802
文件管理履历INJELIC密以下为英联加工标准1.1模框精度要求:前后模框偏移方向一致X≤300mm 300<X≤600 1.2模板倒角见下图:模架产度L 基准倒角模具棱边倒角顶出棱边倒角L<800 C=10 C=3 C=3L≥800 C=15 C=5 C=31.3所有模架及附件板应进行防锈处理,涂抹防锈油。
1.4各模板表面无擦伤、毛刺、凹坑、焊迹。
1.5水井攻牙标准,按照英联标准加工。
见下图:隔水片丝堵参数表1.6模架中所有导套,热流道导套,针板导套,支撑柱数量统计。
所有表格中配件按照3D数据全部配回,定位销以及螺丝按照模架厂标准配回,导柱与导套配合公差按照龙记标准加工。
(特殊配件设计PPT指明)1.7水路攻牙标准见下表:(按照3D数据中扩孔的大小决定攻牙的大小)1.8水井加工公差要求如下:模架厂加工水井公差±0.05mm。
H1深度公差0~+1.5mm,要求沉台平底,丝堵攻牙有效深度到位。
1.9水井加工要求如下:水井编码NC直接加工宽1mm深0.5mm隔水片方向标示按数据NC加工模架厂加工此类水井斜面为防止尖角损坏密封圈,模架厂加工避空沉台、丝堵孔、倒角到位,与水井同心,水井直径公差±0.05mm。
(有单一角度得斜水井)2 销钉及销钉孔注意事项2.1模架上的销钉孔与销钉标准配合公差为H7/m6,其相对位置度为±0.02MM。
需要调节的定位销3D不踩,回厂钳工调节后整体配做。
2.2销钉孔的加工公差尺寸尽量往上偏差靠,销钉的公差尽量往下偏差做,但必须在公差范围以内。
2.3同一副模具相同作用的销钉长度必须一样,不允许长短不一。
3 模架中直顶、斜顶导向孔公差要求。
3.1斜顶座在ERP板上开框需加工差顶针沉台深度3D数据已经加深0.05mm,加工深度控制在0——+0.05mm 。
4热流道部分公差要求4.1热嘴孔可按照3D数据单边留1mm量进行开粗,其余部分精加工到位。
见下图:口部封胶面开粗单边留1mm余量4.2热流道注意事项一如下:避空段封水段模架厂加工热流道避空段到位,精加工封水段光洁度要达到封水效果,注意直径公差要求+0.03~+0.1mm模架厂热流道定位段注意普通NC加工精度,注意直径公差要求+0.02~+0.05mm,太深回厂加工回厂放电加工热流道注意事项二如下:避空段封胶段模架厂此类大水口热流道,背部避空孔加工到位.模架厂此斜面为避空位,可钻床加工加深0~1mm。