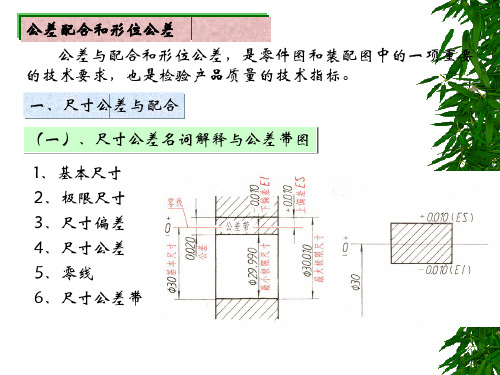
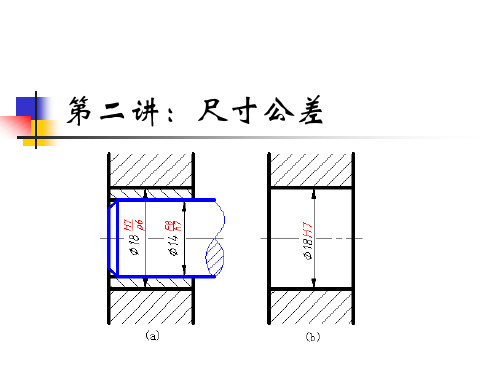
尺寸公差带图
合集下载
公差配合与形位公差
3、 形位公差的选择
3、考虑零件的结构特点 刚性较差的零件,工艺性差, 刚性较差的零件,工艺性差,加工时易产生较大的形位误 应根据实际情况选较大的形位公差值。 差,应根据实际情况选较大的形位公差值。 4、形状公差与表面粗糙度的关系 一般情况下, 值约占形状公差值的20 20%~ 一般情况下,表面粗糙度的Ra值约占形状公差值的20%~ 25%。 25%。 凡有关标准已对形位公差作出规定的, 5、凡有关标准已对形位公差作出规定的,如与滚动轴承 相配的轴和壳体孔的圆柱度公差、 相配的轴和壳体孔的圆柱度公差、机床导轨的直线度公差 齿轮箱体孔的轴线的平行度公差等, 、齿轮箱体孔的轴线的平行度公差等,都应按相应的标准 确定。 确定。
2、
形位公差的选择
4、 考虑检测的方便性 、 确定公差项目必须与检测条件相结合,考虑现有条 确定公差项目必须与检测条件相结合, 件检测的可能性与经济性。 件检测的可能性与经济性。当同样满足零件的使用要求 应选用检测简便的项目。 时,应选用检测简便的项目。 10.3.2公差原则的选择 10.3.2公差原则的选择 选用独立原则还是选用相关原则,主要考虑以下三方面: 选用独立原则还是选用相关原则,主要考虑以下三方面: 被测要素的功能要求; 1、被测要素的功能要求; 各公差原则的应用场合; 2、各公差原则的应用场合; 经济性。 3、经济性。
(三)、基本偏差 靠近零线的那个尺 寸偏差。 φ50H8
基本偏差共有28个, 代号用拉丁字母表示, 大写为孔,小写为轴。
φ50f7
(四)、配合制度 1、基孔制 2、基轴制 (五)、标注与查表
二、形位公差 形状和位置公差是指零件的实际形状和实际位置对理想 形状和理想位置的允许变动量。
形位公差的标注
第十三章 表面粗糙度
第一讲尺寸公差
尺寸的术语
4、尺寸公差带图
由于公差与偏差的数值与尺寸的数值 相比,差别较大,不便用同一比例表 示, 故采用公差带图。 零线:表示基本尺寸的一条直线,以 其为基准确定偏差和公差,零线以上 + 为正,以下为负。 0 尺寸公差带:由代表上、下偏差的两 - 条直线所限定的一个区域。公差带有 两个基本参数,即公差带大小与位置。 大小由标准公差确定,位置由基本偏 差确定。
确定 Ø 25H7/p6,Ø 25P7/h6孔与轴的极限偏差。 解:1、 Ø 25H7/p6查表2-2得 IT6=13μm IT7=21μm 查表2-4 ,轴的基本偏差为下偏差, ei=+22 μm 轴的上偏差es= ei+ IT6=35 μm 基准孔H7的下偏差为0 则孔的上偏差为ES=+21 μm 2、 Ø 25P7/h6 孔的上偏差为ES=-22+8=-14um,EI=ES-IT7=-1421=-35um 轴的基本偏差为上偏差es=0,下偏差 ei=-13 μm
3、偏差与公差
偏差:某一尺寸减去基本尺寸所得的代数差。包括实际偏 差和极限偏差。极限偏差又分上偏差(ES、es)和下偏差 (EI、ei)。
ES=Lmax-L EI=Lmin-L
es=lmax-l ei=lmin-l
公差:允许尺寸的变动量。等于最大极限尺寸与最小极限 尺寸之代数差的绝对值。孔、轴的公差分别用Th和Ts表示。
职鉴题 一、选择题 1. 孔的最小极限尺寸与轴的最大极限尺寸之代数差为正值叫( B )。 A、间隙值 B、最小间隙 C、最大间隙 D、最大过盈 2. 孔的最大极限尺寸与轴的最小极限尺寸之代数差为负值叫( B )。 A、过盈值 B、最小过盈 C、最大过盈 D、最大间隙 3. 装配精度检验包括( D )检验和几何精度检验。 A、密封性 B、功率 C、灵活性 D、工作精度 4. 用内径百分表可测量零件孔的( D )。 A、尺寸误差和位置误差 B、形状误差和位置误差 C、尺寸误差、形状误差和位置误差 D、尺寸误差和形状误差 5. 影响齿轮( B )的因素包括齿轮加工精度,齿轮的精度等级,齿轮 副的侧隙要求及齿轮副的接触斑点要求。 A、运动精度 B、传动精度 C、接触精度 D、工作平稳性 6. 尺寸链中封闭环( A )等于所有增环基本尺寸与所有减环基本尺寸 之差。 A、基本尺寸 B、公差 C、上偏差 D、下偏差
公差带图(课堂PPT)

ES
Xmax
0
EI
+ _
孔公差 带
Xmin
es ei
基本尺寸
轴公差带
18
间隙配合的不同情况
+ —
19
Φd(ΦD)
过盈配合(interference fit):具有过盈(包括
最小过盈为零)的配合,此时孔公差带在轴公差带之 下。也有两个极限值(Ymax,Ymin )。
es 轴
ei Ymax
ES 孔
EI
4.在孔、轴上下偏差线左右两侧分别画垂直于偏线的线 段,将孔和轴公差带封闭呈矩形,两线距离没具体规定。 画剖面线,最后标上下偏线。
9
例题:绘出孔 2500.021 和轴 2500..002303的公差带图。
孔公差带
+
ES
0
EI
-
es
ei
轴公差带
10
练一练
1.绘出孔 5000.050
和轴
500.040 0.020
极限与配合 的示意图
公差带 图
6
极限与配合的示意图
零线:在公差带图中,表示公称尺寸的一条直线
7
公差带图
孔
300.051 0.021
和轴
3000..002503的公差带图。
公差带:在公差带图解中,由代表上偏差和下 偏差或最大极限尺寸和最小极限尺寸的两条直
线所限定的一个区域。
公差带图:一般将尺寸公差与基本尺寸的关系, 按放大比例画出简图。
1
§1.2公差带与配合
2
复习
1、互换性的概念、测量的概念以及种类
2、公差的相关术语
3
3.有关“公差与偏差”的总 结
尺寸公差的基础知识知识讲解
组内的零、部件才可互换,而且只适用于厂内组织生产采 用(如滚动轴承的大批量生产)。
2 有关尺寸、公差、配合术语和示例
公差带
零线——在极限与配合图解中,表示基本尺寸的一条 直线,以其为基准确定偏差和公差。
公差带—--在公差带图解中,由代表上偏差和下偏差或最 大极限尺寸和最小极限尺寸的两条直线所限定的一个区域 。
公差带示意图
孔和轴的上偏差 分别以ES 和es 表示; 孔和轴的下偏差分别 以EI 和ei 表示。
标准公差和基本偏差
1)标准公差——标准公差是国标规定的用来确定公差 带大小的标准化数值 (又称精度 )。
标准公差按基本尺寸范围和标准公差等级确定,
分20个级别,即IT01、TI0、IT1至IT18。
对一定的基本尺寸而言,公差等级越高,公差数值越小, 尺寸精度越高。
基本偏差系 列确定了孔 和轴的公差 带位置。
公差带代号
公差带代号由基本偏差代号和公差等级组成。
[例1]已知孔的基本尺寸为φ50,公差等级为8级,基本
偏差代号为H,写出公差带代号,并查出极限偏差值。
解: 由公差带代号定义,公差带代号为φ50H8
由孔极限偏差表查得:上偏差值为:+0.039mm,
下偏差值为0,孔的尺寸可写为
零件的互换性与公差
1 互换性的概念
零件的互换性:当装配一台机器或部件时,只要在一批 相同规格的零件中任取一件装配到机器或部件上,不需修配 加工就能满足性能要求 。
互换性按其互换性程度分为完全互换和不完全互换。 完全互换——零、部件在装配时不需要挑选、调整和附加修
配; 不完全互换——允许零、部件在装配前进行预先分组,对应
形状公差——是指单一实际要素的形状所允许的变动全量。 形状公差用形状公差带表达。形状公差带的特点:不涉及基准,它的 方向和位置均是浮动的,只能控制被测要素形状误差的大小。形状公差有直 线度、平面度、圆度和圆柱度四项。
2 有关尺寸、公差、配合术语和示例
公差带
零线——在极限与配合图解中,表示基本尺寸的一条 直线,以其为基准确定偏差和公差。
公差带—--在公差带图解中,由代表上偏差和下偏差或最 大极限尺寸和最小极限尺寸的两条直线所限定的一个区域 。
公差带示意图
孔和轴的上偏差 分别以ES 和es 表示; 孔和轴的下偏差分别 以EI 和ei 表示。
标准公差和基本偏差
1)标准公差——标准公差是国标规定的用来确定公差 带大小的标准化数值 (又称精度 )。
标准公差按基本尺寸范围和标准公差等级确定,
分20个级别,即IT01、TI0、IT1至IT18。
对一定的基本尺寸而言,公差等级越高,公差数值越小, 尺寸精度越高。
基本偏差系 列确定了孔 和轴的公差 带位置。
公差带代号
公差带代号由基本偏差代号和公差等级组成。
[例1]已知孔的基本尺寸为φ50,公差等级为8级,基本
偏差代号为H,写出公差带代号,并查出极限偏差值。
解: 由公差带代号定义,公差带代号为φ50H8
由孔极限偏差表查得:上偏差值为:+0.039mm,
下偏差值为0,孔的尺寸可写为
零件的互换性与公差
1 互换性的概念
零件的互换性:当装配一台机器或部件时,只要在一批 相同规格的零件中任取一件装配到机器或部件上,不需修配 加工就能满足性能要求 。
互换性按其互换性程度分为完全互换和不完全互换。 完全互换——零、部件在装配时不需要挑选、调整和附加修
配; 不完全互换——允许零、部件在装配前进行预先分组,对应
形状公差——是指单一实际要素的形状所允许的变动全量。 形状公差用形状公差带表达。形状公差带的特点:不涉及基准,它的 方向和位置均是浮动的,只能控制被测要素形状误差的大小。形状公差有直 线度、平面度、圆度和圆柱度四项。
公差带详解
A
两平行平面
美国和 GM 旧 标准用 S 表示 独立原 则。
圆跳动
圆跳动是一种测量方法,本无公差带而言。为了标准内容的一 致性,人为的定义了公差带。 a) 径向圆跳动:公差带为在任一垂直于基准轴线的横平面内,半 径差等于公差值 t 、圆心在基准轴线上的两同心圆所限定的区域。
t tA
A 两同心圆
b) 轴向(端面)圆跳动:公差带为与基准轴线同轴的任一半径 的圆柱截面上,间距等于公差值t 的两圆所限定的圆柱面区域。
b) 轴向(端面)全跳动:公差带为间距
等于公差值t,垂直于基准轴线的两平行
平面所限定的区域。
t
tA
A
tA
2.3 方向和位置 Orientation & Location 公差带的方向和位置可以是固定的,也可以是浮动的。如被测
要素相对于基准的方向和位置关系是用理论正确尺寸标注的,则公 差带方向和位置是固定的,否则就是浮动的。
一组两平行平面
两组相互垂直的两平行平面
直线度(3) 任意方向
平面度
一个圆柱
两平行平面
圆度 两同心圆
圆柱度
两同轴圆柱 从理论上分析,圆柱度即控制了正截面方向的形状误差,又控 制了纵截面方向的形状误差。但目前还难以找到与此相配的测量方法。
22±0.1 20
线轮廓度(1)
0.4
理想轮廓 线的位置可以 在相应的尺寸 公差(22±0.1) 范围内 浮动。
当线轮廓度带 基准成为位置公差 时,则公差带将与 基准有方向或/和 位置要求。
面轮廓度(1)
0.4
SR
采用面轮廓度 首先必须将其理想 轮廓线标注出来, 因为公差带形状与 之有关。
两法向等距 0.4的曲线 区域
两平行平面
美国和 GM 旧 标准用 S 表示 独立原 则。
圆跳动
圆跳动是一种测量方法,本无公差带而言。为了标准内容的一 致性,人为的定义了公差带。 a) 径向圆跳动:公差带为在任一垂直于基准轴线的横平面内,半 径差等于公差值 t 、圆心在基准轴线上的两同心圆所限定的区域。
t tA
A 两同心圆
b) 轴向(端面)圆跳动:公差带为与基准轴线同轴的任一半径 的圆柱截面上,间距等于公差值t 的两圆所限定的圆柱面区域。
b) 轴向(端面)全跳动:公差带为间距
等于公差值t,垂直于基准轴线的两平行
平面所限定的区域。
t
tA
A
tA
2.3 方向和位置 Orientation & Location 公差带的方向和位置可以是固定的,也可以是浮动的。如被测
要素相对于基准的方向和位置关系是用理论正确尺寸标注的,则公 差带方向和位置是固定的,否则就是浮动的。
一组两平行平面
两组相互垂直的两平行平面
直线度(3) 任意方向
平面度
一个圆柱
两平行平面
圆度 两同心圆
圆柱度
两同轴圆柱 从理论上分析,圆柱度即控制了正截面方向的形状误差,又控 制了纵截面方向的形状误差。但目前还难以找到与此相配的测量方法。
22±0.1 20
线轮廓度(1)
0.4
理想轮廓 线的位置可以 在相应的尺寸 公差(22±0.1) 范围内 浮动。
当线轮廓度带 基准成为位置公差 时,则公差带将与 基准有方向或/和 位置要求。
面轮廓度(1)
0.4
SR
采用面轮廓度 首先必须将其理想 轮廓线标注出来, 因为公差带形状与 之有关。
两法向等距 0.4的曲线 区域
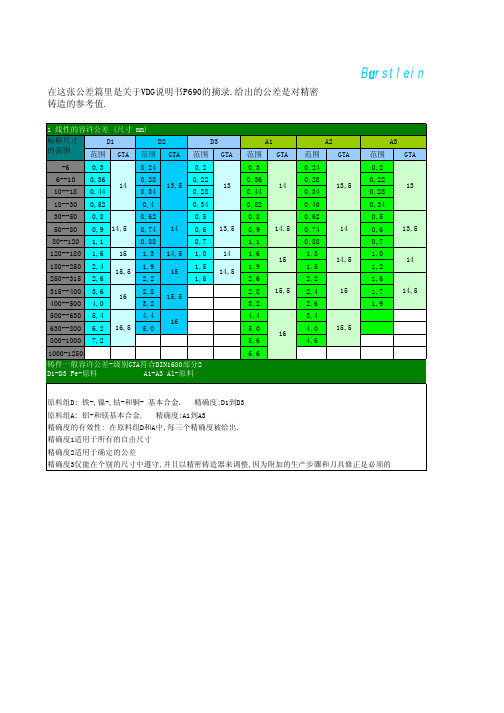
P690自由公差带图表
0,34
0,28
18--30 0,52
0,4
0,34
30--50 0,8
0,62
0,5
50--80 0,9 14,5 0,74 14 0,6 13,5
80--120 1,1
0,88
0,
120--180 1,6 15 1,3 14,5 1,0 14
180--250 2,4
1,9
1,5
15,5
15
14,5
精确度 到6mm 到10mm 到18mm 到30mm 到50mm 到80mm
允许的尺寸
D1
0,25
0,30
0,40
0,50
0,70
1,00
D2
0,20
0,25
0,30
0,40
0,60
0,80
D3
0,15
0,20
0,25
0,30
0,50
0,65
*)没有或带有符合精密铸造确定公差的原始尺寸. 其他的形状公差和位置公差VDG说明书P690.
250--315 2,6
2,2
1,6
315--400 3,6 16 2,8 15,5
400--500 4,0
3,2
500--630 5,4
4,4 16
630--800 6,2 16,5 5,0
800-1000 7,2
1000-1250
铸件一般容许公差-级别GTA符合DIN1680部分2
D1-D3 Fe-原料
A1-A3 Al-原料
A1 范围 GTA 0,3 0,36 14 0,44 0,52 0,8 0,9 14.5 1,1 1,6
15 1,9 2,6 2,8 15,5 3,2 4,4 5,0
尺寸公差基本概念解读
-0.050 -0.026
公差 0.046
0.025 0.052
55.000
44.975 25.026
尺寸公差带图
由于Biblioteka 差与偏差的数值相差较大,不便用同 一比例表示, 故采用公差带图。 零线:表示基本尺寸的一条直线,以其为基 准确定偏差和公差,零线以上为正,以下为 负。 尺寸公差带:由代表上、下偏差的两条直线 + 所限定的一个区域。公差带有两个基本参数, 0 即公差带大小与位置。大小由标准公差确定, 位置由基本偏差确定。 标准公差:标准中表列的,用确定公差带大 小的任一公差。 基本偏差:标准中表列的,用以确定公差带 相对于零线位置的上偏差或下偏差。一般为 靠近零线的那个极限偏差。
标准公差系列
根据公差等级不同,国标规定标准公差分为20 个等级,即IT01、IT0、IT1、IT2、…、IT18。 从IT01到IT18,等级依次降低,而相应的标准 公差值依次增大。 基本尺寸分段:为减少标准公差的数目,简化 公差表格以利生产,国标对基本尺寸进行了分 段,主段落常用尺寸13段,大尺寸8段,见表24。在标准公差和基本偏差的计算公式中,基本 尺寸一律以所属尺寸段的几何平均值来计算。 按几何平均值计算出的公差值经尾数化整,即 得出标准公差值。见表2-1。
标准公差计算举例
基本尺寸为20mm,求IT6、IT7的公差值。 解:基本尺寸20mm,属于18~30mm, 则D= 18 30 =23.24mm 公差单位i=0.45 3 D+0.001D=1.31μm 查表2-2 IT6=10i IT7=16i 即IT6=10 ×1.31μm=13.1μm≈13 μm IT7=16 ×1.31μm=20.96 μm ≈21 μm
公差 0.046
0.025 0.052
55.000
44.975 25.026
尺寸公差带图
由于Biblioteka 差与偏差的数值相差较大,不便用同 一比例表示, 故采用公差带图。 零线:表示基本尺寸的一条直线,以其为基 准确定偏差和公差,零线以上为正,以下为 负。 尺寸公差带:由代表上、下偏差的两条直线 + 所限定的一个区域。公差带有两个基本参数, 0 即公差带大小与位置。大小由标准公差确定, 位置由基本偏差确定。 标准公差:标准中表列的,用确定公差带大 小的任一公差。 基本偏差:标准中表列的,用以确定公差带 相对于零线位置的上偏差或下偏差。一般为 靠近零线的那个极限偏差。
标准公差系列
根据公差等级不同,国标规定标准公差分为20 个等级,即IT01、IT0、IT1、IT2、…、IT18。 从IT01到IT18,等级依次降低,而相应的标准 公差值依次增大。 基本尺寸分段:为减少标准公差的数目,简化 公差表格以利生产,国标对基本尺寸进行了分 段,主段落常用尺寸13段,大尺寸8段,见表24。在标准公差和基本偏差的计算公式中,基本 尺寸一律以所属尺寸段的几何平均值来计算。 按几何平均值计算出的公差值经尾数化整,即 得出标准公差值。见表2-1。
标准公差计算举例
基本尺寸为20mm,求IT6、IT7的公差值。 解:基本尺寸20mm,属于18~30mm, 则D= 18 30 =23.24mm 公差单位i=0.45 3 D+0.001D=1.31μm 查表2-2 IT6=10i IT7=16i 即IT6=10 ×1.31μm=13.1μm≈13 μm IT7=16 ×1.31μm=20.96 μm ≈21 μm
公差
Xmax
X
Xmax Xmax
0
Xmin Xmin=0 Ymax
Ymin=0 Ymin
Y
Ymax Ymax
计算公式:
配合公差用Tf表示,
间隙配合: Tf=|Xmax-Xmin|=TD+Td 过盈配合: Tf= |Ymax-Ymin|=TD+Td 过渡配合: Tf= |Xmax-Ymax|=TD+Td
ES EI
+ 0 基本 尺寸( Dd)
es ei
孔公差带
轴公差带
配合术语和定义
1,间隙或过盈: 1,定义: 孔的尺寸减去与之相配合的轴的尺寸所得到的倒数差,此差为整 数时为间隙,此差为负数时为过盈。 2,表示: 间隙:X +
过盈:Y -
1,最大间隙配合(Xmax) 1,间隙配合 具有间隙的配合,包括最小间隙为 0的配合,间隙配合孔的公差带在 轴的公差带上方(图) 2,最小间隙配合(Xmin) 3,平均间隙(Xm)
偏差和公差
1,尺寸偏差(简称偏差) 2,尺寸公差(简称公差)
例题:
已知一对互相配合的孔和轴,其基本尺寸位60mm,孔的最大极限尺寸 Dmax=60.030mm,最小极限尺寸为Dmin=60mm,轴的最大极限尺寸 dmax=59.990mm,最小极限尺寸dmin=59.971mm,轴加工后测得实际尺 寸分别为60.010mm和59.980mm.求孔与轴的极限偏差,实际偏差及公差, 并画出公差带图。 分析:1,理解什么是公差,极限偏差和实际偏差。 2,求解公式。
公差
3,对于同一基准的孔和轴,其 标准公差取决于公差等级的高低。 公差等级越高,其公差值越小, 公差等级越低,其公差值越大。
标准公差的计算及规律: 表2-1 IT1-IT18标准公差计算公式(基本尺寸≤3150mm)