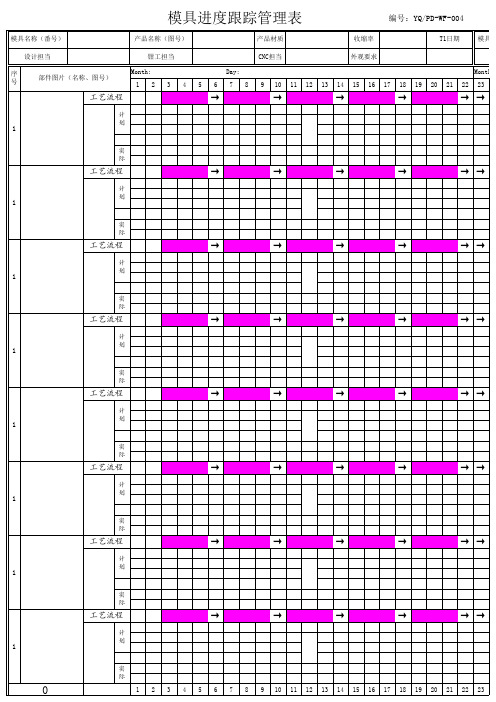
注塑塑料模具制作计划与进度跟踪表(一)
模具流程制度跟踪表

26
模具报废时,由质检员重新填写《检验报告单》,注明报废原因
模具库
27
由技术人员送交入库,模具库管员办理废品入库手续,在领用台账上纪录报废原因/报废日期。
模具库
28
物资部月末汇总报财务部,财务部按相关规定扣款。
财务部
模具库
7
模具检验员对于加工过程中出现的让步接收、模具返工/返修、报废情况应做以下处理:a.让步接收在工艺流程卡上予以确认;b.工件返工/返修情况在工艺流程卡上确认的同时开具返工/返修单,并将单据与流程卡装订在一起,返工/返修品的检验同工序检验流程一样c.对于加工精度严重不合格开具报废单的,模具检验员在流程卡上注明,并开具检验单、做报废纪录,由模具车间专职入库人员入库
《关于模具制造、检验、使用流程管理的相关规定》实施情况
编号:检查日期:检查人:审核:
序号
要点
被检查部门/人
实施情况
证据
责任部门/人
1
制定模具的生产分解计划并落实计划的实施,
模具车间
2
让操作工知晓图纸标准、模具加工的技术标准。
模具车间
3
将检验标准,让步接收标准、模具返工/返修标准、报废标准下发到模具检验员手中
模具检验
18
模具检验员必须记录模具检验情况(可以用流水帐的形式)
模具检验
19
生产技术人员领用时要经过主管签字确认,采用以旧换新或领新的形式,旧模具必须由模具质检员的检验,在领料单上签字;领新模具须有团队主管、生产经理的签字,
模具库
20
仓库管理员建立技术员模具领用台账,由仓库管理员开据模具跟踪卡,无模具跟踪卡生产技术人员拒绝接收
模具检验
8
物资部统计报废模具月末报财务部扣款。扣款标准:全额材料费。
模具进度跟踪管理表
一
0
二
0
三
0
钳
抛光
0
0
装配
0
类型
工时
类型
工时
类型
工时
CNC
一
0
二
0
三
0
线割
一
0
二
0
三
0
放电
一
0
二
0
三
0
钻铣
一
0
二
0
三
0
磨
一
0
二
0
三
0
钳
抛光
0
0
装配
0
类型
工时
类型
工时
类型
工时
CNC
一
0
二
0
三
0
线割
一
0
二
0
三
0
放电
一
0
二
0
三
0
钻铣
一
0
二
0
三
0
磨
一
0
二
0
三
0
钳
抛光
0
0
装配
0
类型
工时
类型
工时
类型
工时
CNC
一
0
二
0
三
0
线割
一
0
二
0
三
0
放电
一
0
二
0
三
0
钻铣
一
0
二
0
三
0
磨
一
0
二
0
三
0
钳
抛光
模具加工进度计划表
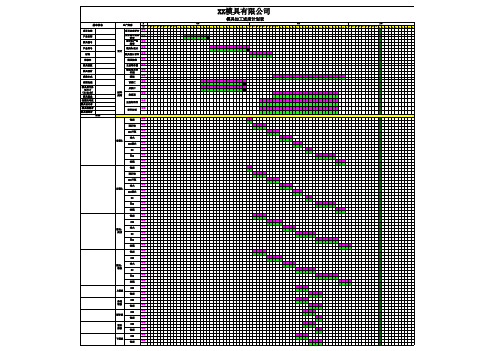
前模仁
实际
CNC精光
计划
实际
WC
பைடு நூலகம்
计划
实际
EDM
计划
实际
省模
计划
实际
钻床
计划
实际
深孔钻
计划
实际
CNC开粗
计划
实际
淬火
计划
后模仁
实际
CNC精光
计划
实际
WC
计划
实际
EDM
计划
实际
省模
计划
实际
铣床
计划
实际
CNC
计划
实际
``
滑块、
淬火
计划 实际
斜顶
WC
计划
实际
EDM
计划
实际
省模
计划
实际
铣床
计划
实际
CNC
计划
实际
进行3D产品 计划
检查
实际
设计
模具3D设计 计划 实际
模具设计评审 计划 实际
模具编程 计划 实际
主要零件图 计划 实际
装配图及零 计划
件图
实际
模架
计划
实际
前模仁
计划
实际
材料 采购
后模仁
计划
实际
计划 热流道
实际
计划 五金标准件
实际
计划 零件材料
实际
钻床
计划
实际
深孔钻
计划
实际
CNC开粗
计划
实际
淬火
计划
``
顶块、
淬火
计划 实际
镶块
WC
计划
实际
注塑成型工艺表格

注塑成型工艺表格注塑成型是一种常用的塑料加工方法,广泛应用于制造各种塑料制品。
本文将介绍注塑成型工艺的基本步骤,并提供一个注塑成型工艺表格,以帮助读者更好地了解和掌握该工艺。
注塑成型工艺表格步骤描述1. 设计模具根据产品要求,设计注塑模具。
2. 制作模具制作注塑模具,一般使用金属材料如钢来确保模具的耐用性。
3. 准备原料根据产品材料要求,准备相应的塑料原料。
4. 预热预热注塑机,将塑料原料加热至熔融状态。
5. 进料将熔融的塑料原料注入注塑机的进料口。
6. 射出注塑机将熔融的塑料原料射入模具腔中。
7. 冷却在模具中冷却一段时间,使塑料原料凝固。
8. 开模打开模具,取出已凝固的塑料制品。
9. 清理清理塑料制品,去除可能存在的毛刺和其他杂质。
10. 检验对塑料制品进行检验,确保其质量符合要求。
11. 包装对通过检验的塑料制品进行包装。
12. 存储/出货存储或将塑料制品出货给客户。
以上是注塑成型的基本工艺步骤,每个步骤都发挥着重要的作用,以确保最终产品的质量和性能。
值得注意的是,在设计模具和制作模具的过程中,需要考虑产品的形状、尺寸、结构等因素。
模具的设计和制作需要精确度高,以保证最终产品的精度和一致性。
在准备原料过程中,需要选择符合产品要求的塑料原料,并根据需要将其加热至熔融状态,以便于后续的注塑过程。
注塑机起到了射出塑料原料的作用,它通过将熔融的塑料原料注入模具腔中,形成了最终产品的形状。
冷却是一个至关重要的步骤,它决定了塑料在模具中的凝固速度和质量。
适当的冷却时间可以确保塑料制品的质量和性能。
开模后,需要对塑料制品进行清理,去除可能存在的毛刺和其他杂质,以提高产品的外观和质量。
最后,通过对塑料制品进行检验和包装,确保产品的质量符合要求,并可以安全运输给客户。
总结注塑成型是一种常用的塑料加工方法,在制造塑料制品时起到了重要的作用。
掌握注塑成型工艺的基本步骤和原理,对于塑料制品的设计和生产具有重要意义。
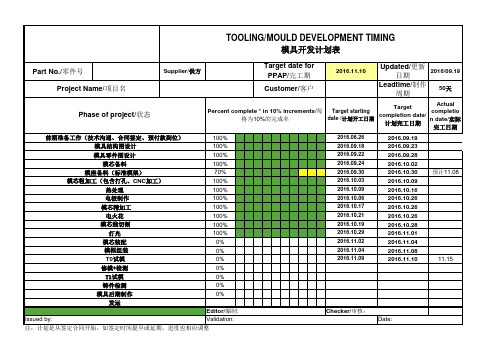
模具进度表跟踪表
2016.09.19 2016.09.23 2016.09.28 2016.10.02 2016.10.30 2016.10.09 2016.10.16 2016.10.26 2016.10.26 2016.10.26 2016.10.28 2016.11.01 2016.11.04 2016.11.08 2016.1/状态
前期准备工作(技术沟通、合同签定、预付款到位) 模具结构图设计 模具零件图设计 模芯备料 模座备料(标准模架) 模芯粗加工(包含打孔、CNC加工) 热处理 电极制作 模芯精加工 电火花 模芯线切割 打光 模芯装配 模框组装 T0试模 修模+检测 T1试模 铸件检测 模具后期制作 发运
Actual Target Percent complete * in 10% increments/每 Target starting completio completion date/ date /计划开工日期 格为10%的完成率 n date/实际 计划完工日期 完工日期 100% 100% 100% 100% 70% 100% 100% 100% 100% 100% 100% 100% 0% 0% 0% 0% 0% 0% 0% Editor/编制:
2016.06.26 2016.09.18 2016.09.22 2016.09.24 2016.09.30 2016.10.03 2016.10.09 2016.10.06 2016.10.17 2016.10.21 2016.10.19 2016.10.29 2016.11.02 2016.11.04 2016.11.09
预计11.08
11.15
Checker/审核: Date:
Validation: Issued by: 注:计划是从签定合同开始,如签定时间提早或延期,进度也相应调整
塑胶模具生产计划表

(红色)
注:该表单适用于单副模具的计划控制。
模具制造进度简述:设计中,确认中
试
深孔钻加工 动 模 镶 块 钻床加工 数控铣 精雕 线切割 电火花 打 光 动模小镶块 动 模 侧 动 模 框 电极加工 深孔钻加工 数控铣 钻床加工 攻牙 线切割 电火花 小镶块装配 动模镶块配框 动模整体线切割 动模整体数控铣 动模整体电火花 打 光 定模总加工周期 料六面加工 深孔钻加工 钻床加工 定 模 镶 块 水路堵孔 数控铣 精雕 线切割 电火花 打 光 定 模 侧 定 模 框 定模小镶块 电极加工 深孔钻加工 数控铣 钻床加工 攻牙 线切割 电火花 小镶块装配 定模镶块配框 定模整体线切割 定模整体数控铣 定模整体电火花 料加工 钻孔 线切割 滑 块 数控铣 精雕 电火花 抽 芯 机 构 直 顶 / 斜 顶 打光 滑块装配 料加工 钻孔 线切割 数控铣 精雕 电火花 打光 装配 定模座板 其 他 零 件 动模座板 热流道板 顶针上下板 模架其它板 模具总安装 热流道安装 模具总复合 精细化处理 TO试模 1、计划完成: (蓝色) 2、正常完成: 3、计划内延误时间: (黄色)
单副模具生产计划
项目名称: 2013-011
日
பைடு நூலகம்编制人
审核
批准
模具编号: 13118
6月份
产品编号:
钳工担当:
7月份
设计担当:
制表日 期:
一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 一 二 三 四 五 六 日 期 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 工序名称 动模总加工周期 料六面加工
模具开发生产计划表
模具开发生产计划表
一、开发进度
1、研发计划形成:
在确定新产品结构及成型的机械性能后,根据产品所需模具的需求进行设计,结合客户的要求,把模具设计内容具体化,把模具的各项参数细化,最后形成模具研发计划。
2、模具设计:
根据客户提供的零件图纸,在计算机软件上进行模具各部件的设计,把零件图转换成匹配到计算机软件识别的符号,通过软件设计模具结构和外形,经过不断修改和完善,最后完成模具的三维设计和模具结构分析。
3、模具加工:
根据设计好的模具图纸及模具结构分析,选取所需材料,准备合成好模具的全套零件和标准件,把零件全部加工完毕以后,经过调整,进行组装,焊接等组装工序。
4、模具试模:
首先,验证模具加工后的几何尺寸和各种细节要求,确定模具模型与零件公差;其次,试模时,对模具型腔的温度、模具结构排料、模零件的保护等进行详细检查,以确保模具模型的完好性;最后,进行模具加工,生产准确程度,质量,不良,生产效率等性能的测试。
二、生产进度
1、模具生产:。
模具加工计划进度跟踪表

EDM 12.18 实际
抛光 计划 钳工安排
滑块6件 C310-C316
精雕 计划 实际 12.2 计划 实际
钻床 12.4 计划 实际
装配 12.5 计划 实际
CNC 12.7
线切割 计划 实际 12.8 计划 实际
EDM 12.10 计划 实际
装配 12.13 实际
抛光 计划 钳工安排
此套模具项目特别交代,在12.20试模。请各单位严格控制时间节 点,如有问题马上上报科长。
模具制造作业计划--模具关键件加工计划/进度跟踪表
表格编号/版次: 模具名称 模具编号 要求交模日期 首次试样日期 设计 计划编制 项目跟踪 记录编号:
模架
到厂日期 计划 实际 12.5
拆模检查 计划 实际 12.6 实际
抛光 计划 钳工安排
装配合模 计划 实际
12.20
T0 计划 实际
12.20
定模芯 A021.A022
加工科
生产科
质量科
工艺科
钳工组长
项目科
生产经理
总监
深孔钻/钻床 计划 实际 11.30 计划 实际
CNC 12.3
热处理 计划 实际 12.7 计划 实际
磨床 12.8 计划 实际
CNC 12.9
线切割 计划 实际 12.10
装配/合模 计划 实际 12.13 计划 实际
磨床 12.14 计划 实际
EDM 12.16 计划 实际
ቤተ መጻሕፍቲ ባይዱ
装配 12.17 计划 实际
精雕 12.18
动模芯 B021.B022
深孔钻/钻床 计划 实际 11.30 计划 实际
CNC 12.3
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
每周制造信息反馈一览表 update schedule per week
说明
2020年8月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
2020年9月
26 27 28 29 30 31 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
14
定模芯中走丝
15
定模芯抛光
计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际
供应商模具编号:
开始时间
完成时间
责任人 客户 设计 采购
设计、客户 采购 设计 加工 设计 加工 加工 加工 加工 加工 加工 钳工
项目模具开发计划---Mold development schedule
模具名称:
产品图号:
制表人:
更新日期:
NO.
项目/进程
1
最终产品数据
2
模具设计
3
动定模模芯备料
4 最终模具数据和确认
5
模架采购
6
模架出图
7
模架加工
8
定模芯出图
9
定模芯深孔钻
10
பைடு நூலகம்
定模钻床
11
定模芯CNC
12
定模芯精雕
13
定模芯EDM
计划
16
动模芯出图
实际
17
动模芯深孔钻(水路, 顶针)
计划 实际
计划
18
动模钻床
实际
计划
19
动模芯CNC
实际
计划
20
动模芯精雕
实际
计划
21
动模芯EDM
实际
计划 22 动模芯线割(斜推孔)
实际
计划
23
动模芯抛光
实际
24
斜推、滑块等料单下达 和采购
计划 实际
计划
25
加工
实际
小零件(压条、沉压块 计划
26 、镶件、耐磨片等)出
25 26 27 28 29 30 31 17
图
实际
计划
27
加工
实际
计划 28 标准件出图和采购
实际
计划
29
动模组装、调试
实际
计划
30
定模组装、调试
实际
计划
31
动定模合模
实际
计划
32
试模
实际
设计 加工 加工 加工 加工 加工 加工 钳工 设计、采购 加工 设计 加工 设计、采购 钳工 钳工 钳工 钳工
备注:
口 蓝色代表计划时间 口 黄色代表已经完成时间: 口 绿色代表等待加和正在加工