标准导柱导套
出口汽车模具设计标准

Ejector pin
Safety return pin of the slide 当行位下有顶针时,行位座下面要加防撞顶针!
弹簧用盘起标准 行位座弹簧跟限位
前模吊模孔 整套模吊模孔 后模吊模孔
模具超过600mm的AB板吊模孔和整套模的吊模孔要做到M48。
天侧
虎口耐磨块要藏到模具里面
行位尽量不要放在天侧
模胚LKM标准, 导柱导套LKM标准。
顶针司筒用盘起仿制的。
模具的导套 用钢套
模具的中托司套 用石墨青铜
行位压块和底部耐磨块,石 墨青铜
行位斜背耐磨块用CR12 HRC48-52
模具全部要设计成工字模,面底板要 将模具的外部配件保护起来。
模具的水嘴和快 插用仿HASCO
模具的其他标准用盘起或者锦鸿
1:模板的4面都要做两个吊模孔,AB 板的吊模孔要做大一点。 2:零件重量超过10KG的要做M16的吊模孔。
快插类型
热流道的运水要单独连接 ,不要接到集水盒上
集水盒上的总进总出接头 我司不用提供
模具的运水最少做¢10mm,运水接头最小用1/4”,水嘴用仿HASCO标准, 运水要接到集水盒上面,集水盒本厂做(用S50C)。
水嘴的快插用90°的弯头,水管接好后不能超出面底板。
水嘴不用沉入模具
所有的运水进出都要在非操作侧。
如果行位在其它侧,要在模板上打孔将 运水接到非操作侧这边。
镶件大于60x60x50要走运水,如果走不进运水镶 件需用铍铜料。
运水避免死水,当存在死水 时,需增加止水栓。
当模具用到大于600吨(含600)的机台时顶出用氮 气弹簧复位,氮气弹簧用DADCO标准。
吊环孔喷吊环的大小
分型面定位锁用 LKM标准
模具标准配件
模具标准配件模具标准配件是模具制造过程中不可或缺的重要组成部分,它们的质量和性能直接影响着整个模具的制造和使用效果。
模具标准配件通常包括模具钢材料、模板、导柱、导套、弹簧、气缸等。
在模具制造过程中,选择合适的标准配件是至关重要的,它不仅可以提高模具的使用寿命,还可以提高模具的加工精度和稳定性。
下面将从模具标准配件的选择、使用和维护等方面进行详细介绍。
一、选择标准配件。
1. 模具钢材料。
模具钢材料是模具制造的基础材料,选择合适的模具钢材料可以保证模具的硬度、耐磨性和耐腐蚀性。
常见的模具钢材料有P20、718、NAK80等,选择时需根据模具的具体使用环境和工艺要求进行综合考虑。
2. 模板。
模板是模具的主要承载部件,它的质量和精度直接影响着模具的加工精度和稳定性。
在选择模板时,需要考虑其材质、硬度和表面处理工艺,以确保模板具有良好的耐磨性和使用寿命。
3. 导柱导套。
导柱导套是模具的定位和导向部件,它们的精度和耐磨性直接关系到模具的定位精度和使用寿命。
因此,在选择导柱导套时,需要考虑其材质、表面处理和润滑方式,以确保模具具有良好的定位精度和稳定性。
4. 弹簧。
弹簧是模具的重要功能配件,它的质量和性能直接影响着模具的开合力和使用寿命。
在选择弹簧时,需要考虑其材质、弹簧力和使用环境,以确保模具具有良好的开合力和稳定性。
5. 气缸。
气缸是模具的动力部件,它的性能和稳定性直接关系到模具的开合速度和精度。
在选择气缸时,需要考虑其气缸口径、气缸行程和气缸压力,以确保模具具有良好的开合速度和稳定性。
二、使用标准配件。
1. 合理安装。
在使用标准配件时,需要严格按照设计要求进行安装,保证每个配件的安装位置和方向正确,以确保模具的正常使用和稳定性。
2. 定期检查。
定期检查模具标准配件的使用情况,发现问题及时处理,确保配件的良好状态和性能稳定。
3. 合理使用。
在使用模具时,需要合理控制模具的使用频率和负荷,避免超负荷使用导致配件损坏,影响模具的使用寿命。
标准导柱导套尺寸表

标准导柱导套尺寸表导柱导套是模具行业中常用的零部件,其尺寸的准确性直接影响着模具的精度和稳定性。
因此,了解和掌握标准导柱导套的尺寸表是非常重要的。
下面将介绍一些常见的标准导柱导套尺寸表,希望能对大家有所帮助。
1. 导柱的尺寸表。
导柱是模具中用来定位和支撑模具零件的重要部件,其尺寸的准确性直接关系到模具的加工精度。
常见的导柱尺寸包括直径、长度、表面粗糙度等。
在选择导柱时,需要根据模具的具体要求来确定导柱的尺寸,以保证模具的稳定性和精度。
2. 导套的尺寸表。
导套是模具中用来固定导柱并起到保护作用的部件,其尺寸的准确性同样非常重要。
导套的尺寸包括内径、外径、长度等。
在选择导套时,需要考虑导套与导柱的配合性,以及导套与模具零件的配合性,以保证模具的稳定性和精度。
3. 标准导柱导套尺寸表。
以下是一些常见的标准导柱导套尺寸表,供大家参考:GB/T 2519-2008《导柱》标准尺寸表。
GB/T 15242.1-94《导套》标准尺寸表。
ISO 9448-1997《模具导柱与导套》标准尺寸表。
DIN 9830-1995《模具导柱与导套》标准尺寸表。
这些标准尺寸表包括了各种常见规格的导柱和导套的尺寸,可以帮助大家选择合适的导柱和导套,以满足不同模具的需求。
4. 注意事项。
在使用标准导柱导套尺寸表时,需要注意以下几点:根据模具的具体要求选择合适的导柱和导套尺寸,以保证模具的稳定性和精度。
注意导柱和导套的配合性,确保其之间的配合间隙符合要求。
选择符合国家标准或国际标准的导柱和导套,以确保其质量和可靠性。
总结。
标准导柱导套尺寸表是模具行业中不可或缺的重要参考资料,通过了解和掌握标准导柱导套的尺寸表,可以帮助大家选择合适的导柱和导套,提高模具的加工精度和稳定性。
希望以上内容能够对大家有所帮助,谢谢阅读!。
导柱 导套加工标准
导柱导套加工标准导柱导套是模具加工中常见的零部件,其加工质量直接影响着模具的使用寿命和加工精度。
因此,对导柱导套的加工标准有着严格的要求。
本文将就导柱导套的加工标准进行详细介绍,以便广大模具加工人员能够更好地掌握相关知识。
1. 材料选择。
导柱导套通常采用优质的合金工具钢或不锈钢材料,其硬度要求在HRC50-55之间。
材料的选择直接影响着导柱导套的使用寿命和加工精度,因此在选择材料时,必须严格按照标准进行。
2. 加工工艺。
导柱导套的加工工艺包括车削、磨削、热处理等多道工序。
在进行车削时,要保证导柱导套的外径和内径尺寸精准,表面光洁度高;在磨削时,要保证导柱导套的尺寸精度和表面粗糙度达到标准要求;在热处理时,要保证导柱导套的硬度和强度达到标准要求。
每道工序都必须严格按照标准操作,确保加工质量。
3. 检测要求。
在导柱导套加工完成后,需要进行尺寸、形位公差、硬度等方面的检测。
尺寸检测要求使用精密的三坐标测量仪进行,确保导柱导套的外径、内径尺寸精准;形位公差检测要求使用投影仪或二次元仪进行,确保导柱导套的形位精度达到标准要求;硬度检测要求使用硬度计进行,确保导柱导套的硬度在HRC50-55之间。
只有通过了严格的检测,导柱导套才能够投入使用。
4. 表面处理。
导柱导套的表面处理通常采用镀铬、镀硬铬等方法,以提高其耐磨性和耐腐蚀性。
在进行表面处理时,要保证镀层的厚度、均匀性和附着力达到标准要求,确保导柱导套的表面质量优良。
5. 包装运输。
导柱导套加工完成后,需要进行适当的包装和标识,以防止在运输过程中受到损坏。
包装要求采用防震防潮的方式进行,标识要求清晰明确,以便于使用和管理。
总结。
导柱导套作为模具加工中的重要零部件,其加工质量直接关系着模具的使用寿命和加工精度。
因此,在进行导柱导套加工时,必须严格按照标准要求进行材料选择、加工工艺、检测要求、表面处理、包装运输等方面的操作,确保导柱导套的质量达到标准要求,为模具加工提供可靠保障。
导套的加工
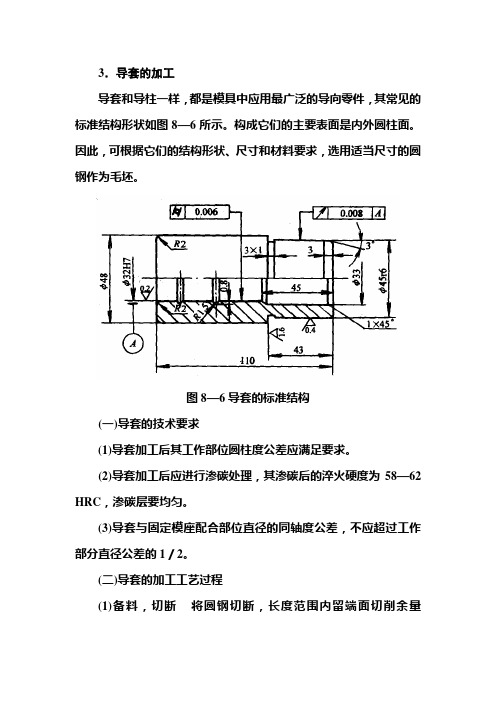
3.导套的加工
导套和导柱一样,都是模具中应用最广泛的导向零件,其常见的标准结构形状如图8—6所示。
构成它们的主要表面是内外圆柱面。
因此,可根据它们的结构形状、尺寸和材料要求,选用适当尺寸的圆钢作为毛坯。
图8—6导套的标准结构
(一)导套的技术要求
(1)导套加工后其工作部位圆柱度公差应满足要求。
(2)导套加工后应进行渗碳处理,其渗碳后的淬火硬度为58—62 HRC,渗碳层要均匀。
(3)导套与固定模座配合部位直径的同轴度公差,不应超过工作部分直径公差的1/2。
(二)导套的加工工艺过程
(1)备料,切断将圆钢切断,长度范围内留端面切削余量4mm(两端),在圆柱直径上应留3~4 mm的车削余量。
(2)车削车削端面留2—3 mm余量,钻导套孔留2mm车、磨削余量,车削外圆刀留磨削余量,镗孔、镗油槽。
(3)车削车削另一端至尺寸要求,车削外圆至尺寸。
(4)检验检验前几道工序尺寸。
(5)热处理按热处理工艺进行,保证渗碳层深度0.8-1.2mm,硬度58、62 HRC。
(6)磨削磨削内孔留0.01 mm研磨余量,磨削外圆至尺寸。
导柱导套标准规格尺寸

导柱导套标准规格尺寸导柱导套是模具中常用的一种配件,其作用是在模具中起到定位、导向和支撑的作用。
因此,导柱导套的标准规格尺寸对于模具的精度和稳定性至关重要。
本文将对导柱导套的标准规格尺寸进行详细介绍,以便广大模具制造者和使用者能够更好地了解和选择适合自己需求的导柱导套。
首先,导柱的标准规格尺寸包括直径、长度和表面粗糙度等几个方面。
导柱的直径一般分为φ3、φ4、φ5、φ6等不同规格,长度则根据具体模具的设计要求来确定,通常在10mm~200mm之间。
表面粗糙度则需要根据导柱的材质和使用要求来选择,常见的粗糙度有Ra0.4、Ra0.8等。
这些标准规格尺寸的选择需要综合考虑模具的使用环境、工作要求以及导柱自身的材质和加工工艺等因素。
其次,导套的标准规格尺寸也是非常重要的。
导套的内径和外径是导套最基本的尺寸参数,内径一般与导柱的直径相匹配,外径则根据模具的安装空间来确定。
此外,导套的长度也需要根据模具的具体结构和工作要求来确定,通常在10mm~150mm之间。
选择合适的导套规格尺寸可以有效地提高模具的精度和稳定性,减少模具在使用过程中的磨损和故障。
最后,需要注意的是,导柱导套的标准规格尺寸并非一成不变的,而是需要根据具体的模具设计和使用要求来确定。
因此,在选择导柱导套时,需要充分了解模具的使用环境和工作要求,结合导柱导套的材质、加工工艺和表面处理等因素,进行综合考虑和选择。
只有选择合适的标准规格尺寸,才能确保模具的精度和稳定性,延长模具的使用寿命,提高生产效率。
总之,导柱导套作为模具中重要的配件,其标准规格尺寸对于模具的精度和稳定性至关重要。
在选择导柱导套时,需要充分考虑模具的使用环境和工作要求,结合导柱导套的材质、加工工艺和表面处理等因素,进行综合考虑和选择,以确保模具的精度和稳定性,提高生产效率。
冲压模具常用标准件

(1)对角导柱模架(GB/T 2851.1—90)对角导栓摸架见表1。
表1对角导柱模架
(续)
(续)
(续)
(续)
后侧导柱模架(GB/T2851.3——90)
(续)
(续)(Βιβλιοθήκη )后侧导柱窄形模架(mm)
中间导柱模架(mm)
(续)
(续)
(续)
(续)
中间导柱圆形模架(mm)
(续)
(续)
四导柱模架(GB/T 2851.7—90)(mm)
冲压模具常见标准件一冲压模架型号和选择冲模模架标准是1991日由国家技术监督局同意并颁布实施
冲压模具常用标准件
一、冲压模架的型号与选择
《冲模模架》标准是1991年5月1日由国家技术监督局批准并颁布实施的。该标准是在原《冷冲模》国家标准基础上修订的新标准。其中,模架产品标难(GB/T 2851.1、GB/T3851.3~7、GB/T2852.1~4)共10个。
(续)
二、导柱导套
(续)
(续)
导柱导套与孔的公差
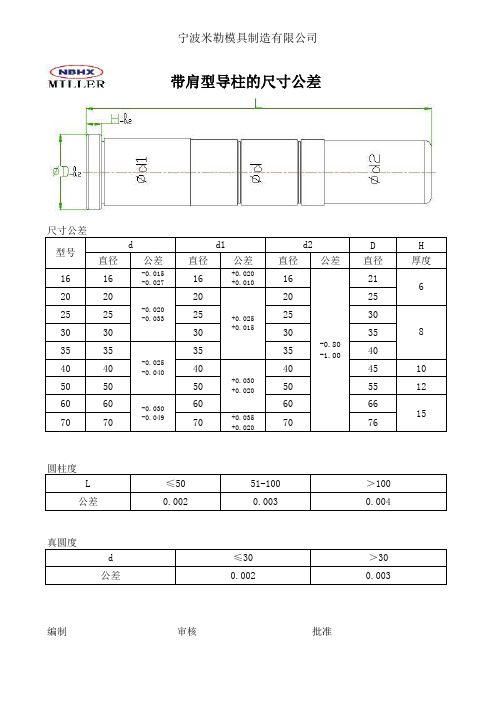
DH 直径公差直径公差直径公差直径厚度1616-0.015-0.02716+0.020+0.010162120202020252525252530303030303535353535404040404045105050505055126060606066707070+0.035+0.0207076编制审核批准公差≤500.002真圆度0.0030.004带肩型导柱的尺寸公差d尺寸公差d2d1型号-0.025-0.040-0.030-0.049+0.025+0.015+0.030+0.020-0.020-0.0336815-0.80-1.00公差51-100圆柱度L >100>300.003d ≤300.002螺丝过孔螺丝孔直径公差直径公差直径公差MM1616-0.015-0.02716+0.020+0.010162020202025252525303030303535353540404040M10M2050505050M12M2460606060707070+0.035+0.02070编制审核批准>30公差0.0020.003公差0.0020.0030.004圆柱度L ≤5051-100>100真圆度d ≤30-0.020-0.033+0.025+0.015-0.025-0.040+0.030+0.020-0.030-0.049直杆型导柱的尺寸公差尺寸公差型号dd1d2-0.80-1.00无无M16M8M16M30直径公差直径公差厚度公差1616+0.040+0.0302120202525253030303535354040404510505055126060667070+0.055+0.04076编制审核批准±0.05+0.045+0.035型号d1DH+0.050+0.0406815±0.05导柱孔的尺寸公差尺寸公差DH 直径公差直径公差直径厚度1616+0.018+0.00725306202030352525354030304247353548544040556150507076126060808670709096编制审核批准真圆度d ≤30>30公差0.00250.003圆柱度L ≤3031-50>500.004公差0.0030.0035+0.020+0.008+0.025+0.008+0.035+0.0151510+0.020+0.009+0.025+0.010+0.035+0.0158型号d d1尺寸公差导套的尺寸公差M*PL1直径公差直径公差直径公差螺纹深度1616-0.015-0.02716+0.020+0.01016M6*1.001220202020M8*1.2516252525253030303035353535404040405050505060606060707070+0.035+0.02070编制审核批准真圆度d ≤30>30公差0.0020.003L ≤5051-100>100公差0.0020.0030.004圆柱度-0.80-1.00-0.020-0.033+0.025+0.015-0.025-0.040+0.030+0.020-0.030-0.049M16*2.00M12*1.752432M20*2.5040直杆型导柱的尺寸公差尺寸公差型号dd1d2塑件尺寸公差精度等级常用塑料制件的壁厚范围。