A03塑胶模具导柱的选用
行位抽芯方式与斜导柱的安装与选用原则
行位抽芯方式与斜导柱的安装与选用原则
一:行位的抽芯方式:
本帖隐藏的内容
1. 斜导柱的方式:
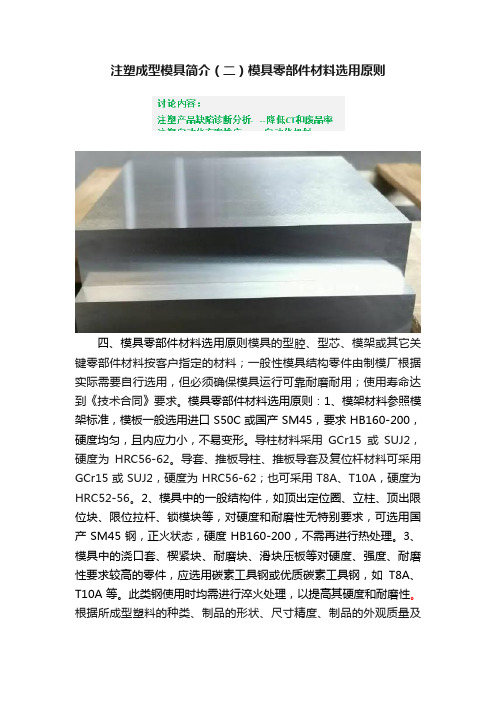
1). 斜导柱的规格
2). 斜导柱的大小应根据塑胶包紧力的大小、行位的大小、抽芯
距的长度来确定。
2.1:当行位有空间时,尽量选用大一号的斜导柱。
2.2:行位的总重量小于5公斤时可选用直径16或以下直径的斜导柱,有空间优先选用直径16的。
2.3: 行位宽度尺寸小于200mm,用一支斜导柱是,斜导柱的直径需大于等于20。
行位的宽度方向尺寸等于或大于200mm时,选用两支斜导柱,另一个参考方向,行位宽度尺寸小于200mm,重量超过10公斤时,也需用两支斜导柱。
斜导柱边到行位的边距离在25-35之间取值.
3). 斜导柱的安装
①. 斜导柱在大水口模胚上的安装
注意事项: d=D+1
L1≥5
L≈2D
当斜导柱安装在模胚或模肉上时,起钻点到加工基准最好是整数.
尽量不采用图4.3-4所示的安装方法.因为A板和前模材料不一样,容易钻偏.
②.斜导柱在细水口模胚上的安装
4).斜导柱压板的规格:
谢谢!。
模具导柱导套材料

模具导柱导套材料模具是工业生产中常用的一种工具,用于制造各种产品的零部件。
模具导柱导套是模具中的重要部件,它们的材料选择对模具的质量和性能有着重要的影响。
模具导柱导套的材料选择首先要考虑的是导柱导套的工作环境和使用要求。
一般来说,导柱导套需要具备良好的耐磨性、耐腐蚀性、耐高温性和高强度等特性。
常见的导柱导套材料有以下几种:1. 高速钢:高速钢具有优异的耐磨性和硬度,适用于高速冲压模具。
它具有较高的耐热性和耐磨性,适用于高温和高速工作环境。
但高速钢的价格较高,加工难度也较大。
2. 铜合金:铜合金是一种常用的导柱导套材料,具有良好的导热性和导电性。
铜合金具有较高的强度和硬度,同时具备较好的耐磨性和耐腐蚀性,适用于一般模具工作环境。
3. 不锈钢:不锈钢具有良好的耐腐蚀性和耐高温性,适用于一些特殊的工作环境,如食品加工、医疗器械等。
不锈钢具有较高的强度和硬度,但加工难度较大。
4. 工具钢:工具钢具有良好的硬度和耐磨性,适用于一些对导柱导套要求较高的模具。
工具钢具有较高的强度和硬度,但价格较高。
在选择导柱导套材料时,还需要考虑导柱导套的尺寸和形状。
一般来说,导柱导套需要具备较高的硬度和耐磨性,以保证其在工作过程中不易磨损和变形。
同时,导柱导套的表面粗糙度也需要控制在一定范围内,以确保模具的精度和表面质量。
除了材料选择外,导柱导套的制造工艺也对其性能有影响。
常见的导柱导套制造工艺包括卧式车削、磨削、淬火等。
这些工艺可以提高导柱导套的硬度和耐磨性,同时也能改善其表面质量和精度。
模具导柱导套的材料选择是模具设计中的重要环节。
合理选择导柱导套的材料可以提高模具的质量和性能,延长模具的使用寿命。
在进行材料选择时,需要考虑导柱导套的工作环境和使用要求,同时还需要控制导柱导套的尺寸和形状。
通过合理的制造工艺,可以进一步提高导柱导套的性能和精度。
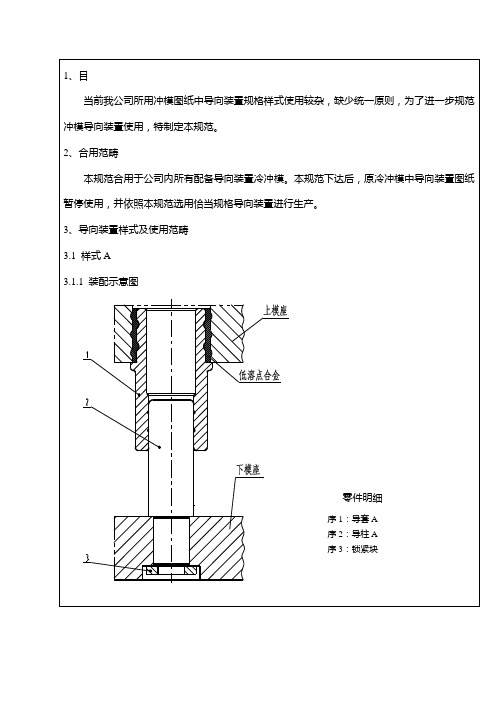
注塑成型模具简介(二)模具零部件材料选用原则
注塑成型模具简介(二)模具零部件材料选用原则四、模具零部件材料选用原则模具的型腔、型芯、模架或其它关键零部件材料按客户指定的材料;一般性模具结构零件由制模厂根据实际需要自行选用,但必须确保模具运行可靠耐磨耐用;使用寿命达到《技术合同》要求。
模具零部件材料选用原则:1、模架材料参照模架标准,模板一般选用进口S50C或国产SM45,要求HB160-200,硬度均匀,且内应力小,不易变形。
导柱材料采用GCr15或SUJ2,硬度为HRC56-62。
导套、推板导柱、推板导套及复位杆材料可采用GCr15或SUJ2,硬度为HRC56-62;也可采用T8A、T10A,硬度为HRC52-56。
2、模具中的一般结构件,如顶出定位圈、立柱、顶出限位块、限位拉杆、锁模块等,对硬度和耐磨性无特别要求,可选用国产SM45钢,正火状态,硬度HB160-200,不需再进行热处理。
3、模具中的浇口套、楔紧块、耐磨块、滑块压板等对硬度、强度、耐磨性要求较高的零件,应选用碳素工具钢或优质碳素工具钢,如T8A、T10A等。
此类钢使用时均需进行淬火处理,以提高其硬度和耐磨性。
根据所成型塑料的种类、制品的形状、尺寸精度、制品的外观质量及使用要求、生产批量大小等,兼顾材料的切削、抛光、焊接、蚀纹、变形、耐磨等各项性能,同时考虑经济性以及模具的制造条件和加工方法,以选用不同类型的钢材。
一般选用的材料为:如618、738、2738、638、318、718(P20或P20+Ni类)、NAK80(P21类)、S136(420类)、H13类钢等;根据要求表面进行氮化处理,氮化层深度为0.15-0.2mm,或进行热处理淬火。
在选择模具钢时,除了必须考虑使用性能和工艺性能之外,还必须考虑模具钢的通用性和钢材的价格。
模具钢一般用量不大,为了便于备料,应尽可能地考虑钢的通用性,尽量利用大量生产的通用型模具钢,以便于采购、备料和材料管理。
另外还必须从经济上进行综合分析,考虑模具的制造费用、工件的生产批量和分摊到每一个工件上的模具费用。
导柱选取标准规范
基本尺寸 极限偏差
φ 35 φ 38 φ 45 φ 50
+0.016 0
φ 68 φ 58 135
φ 70 φ 60 φ 82 φ 72
155 φ 88 φ 78
H63~132 定、转子复冲模 54
H160 转子复冲模 H160 定子复冲模 74 H180~225 定、转子复冲模
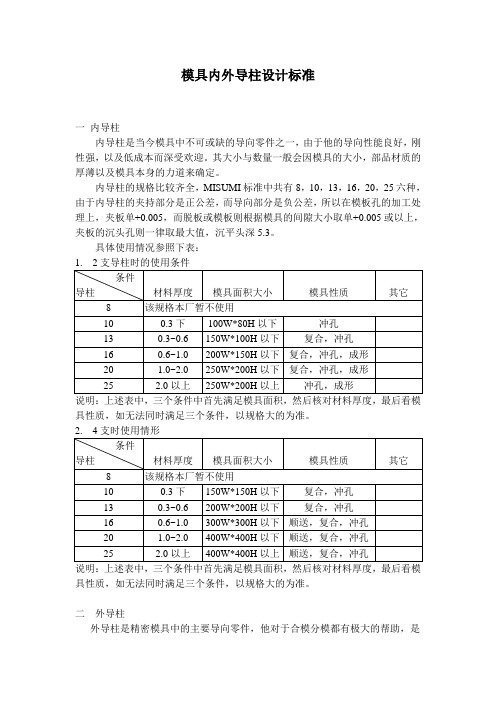
零件明细
序 1:导套 A 序 2:导柱 A 序 3:锁紧块
3.1.2 导套 A:其构造型式、规格、技术规定及使用范畴如图 1 及表 1。 3.1.3 导柱 A:其构造型式、规格、技术规定及使用范畴如图 2 及表 2。 3.1.4 锁紧块:其构造型式、规格、技术规定及使用范畴如图 3 及表 3。 3.2 样式 B 3.2.1 装配示意图
1、材料:45,热解决 HRC28-32; 2、每付模具不同基本尺寸各一只; 3、未注公差尺寸偏差按 GB/T1804-m
单位:mm
使用范畴
φ 46 φ 50
φ 52 φ 58
H250~355 定、转子复冲模 H315 及以上通风孔复冲模 H355 及以上带导向落料模
74 H355 及以上带导向落料模
图 5 导柱 B
技术规定
1、材料:T10A,热解决 HRC56-60; 2、与导套须选取配合,保证间隙 0.005~0.015mm; 3、外锥面与衬套配磨; 4、每付模具不同基本尺寸各一只 5、未注公差尺寸偏差按 GB/T1804-m
表 5 导柱 B 规格及使用范畴
单位:mm
d
D
D1
L
L1
使用范畴
基本尺寸 极限偏差
φ 50 φ 55 φ 50 φ 55
+0.016 0
冲压模具内外导柱选用标准
模具内外导柱设计标准
一内导柱
内导柱是当今模具中不可或缺的导向零件之一,由于他的导向性能良好,刚性强,以及低成本而深受欢迎。
其大小与数量一般会因模具的大小,部品材质的厚薄以及模具本身的力道来确定。
内导柱的规格比较齐全,MISUMI标准中共有8,10,13,16,20,25六种,由于内导柱的夹持部分是正公差,而导向部分是负公差,所以在模板孔的加工处理上,夹板单+0.005,而脱板或模板则根据模具的间隙大小取单+0.005或以上,夹板的沉头孔则一律取最大值,沉平头深5.3。
具体使用情况参照下表:
说明:上述表中,三个条件中首先满足模具面积,然后核对材料厚度,最后看模具性质,如无法同时满足三个条件,以规格大的为准。
说明:上述表中,三个条件中首先满足模具面积,然后核对材料厚度,最后看模具性质,如无法同时满足三个条件,以规格大的为准。
二外导柱
外导柱是精密模具中的主要导向零件,他对于合模分模都有极大的帮助,是
高档型模具不可或缺的零件。
实施运用参考下表:
另外,在外导柱的选择过程中,还要考虑客户的使用习惯,因为外导柱有独立型和普通型等几种不同的类型,第一种类型在使用习惯上也有大同小异之处。
所有使用时要区分对待。
冲压模具内外导柱选用标准
模具内外导柱设计标准
一内导柱
内导柱是当今模具中不可或缺的导向零件之一,由于他的导向性能良好,刚性强,以及低成本而深受欢迎。
其大小与数量一般会因模具的大小,部品材质的厚薄以及模具本身的力道来确定。
内导柱的规格比较齐全,MISUMI标准中共有8,10,13,16,20,25六种,由于内导柱的夹持部分是正公差,而导向部分是负公差,所以在模板孔的加工处理上,夹板单+0.005,而脱板或模板则根据模具的间隙大小取单+0.005或以上,夹板的沉头孔则一律取最大值,沉平头深5.3。
具体使用情况参照下表:
说明:上述表中,三个条件中首先满足模具面积,然后核对材料厚度,最后看模具性质,如无法同时满足三个条件,以规格大的为准。
说明:上述表中,三个条件中首先满足模具面积,然后核对材料厚度,最后看模具性质,如无法同时满足三个条件,以规格大的为准。
二外导柱
外导柱是精密模具中的主要导向零件,他对于合模分模都有极大的帮助,是
高档型模具不可或缺的零件。
实施运用参考下表:
另外,在外导柱的选择过程中,还要考虑客户的使用习惯,因为外导柱有独立型和普通型等几种不同的类型,第一种类型在使用习惯上也有大同小异之处。
所有使用时要区分对待。
导柱规格 (2)
导柱规格1. 引言导柱是一种用于定位和引导零件的机械元件,通常由金属制成。
在工业生产中,导柱被广泛用于模具、夹具和自动化设备中,用于确保零件的精确位置和稳定性。
本文将介绍导柱的常见规格和标准,以便读者在设计和选择导柱时能够做出合适的决策。
2. 导柱类型导柱按照不同的特征和用途可以分为多种类型,包括以下几种:1.普通导柱:普通导柱是最常见的导柱类型,通常用于一般的定位和引导任务。
它们具有标准的直径和长度,并且可根据需要进行定制。
普通导柱的表面通常经过磨削处理,以确保平滑度和精确度。
2.精密导柱:精密导柱是一种高精度的定位元件,通常用于要求更高的定位精度和稳定性的应用。
它们比普通导柱具有更严格的直径公差和圆度要求,并经过更精细的表面处理,以确保更高的平滑度和精确度。
3.轴向导柱:轴向导柱是一种具有凸台和凹槽的特殊导柱,在某些需要做径向定位的应用中使用。
凸台和凹槽的形状和尺寸可以根据需求进行定制,以实现精确的径向定位。
4.斜铁导柱:斜铁导柱是一种具有斜角的导柱,在某些需要斜向定位的应用中使用。
它们通过斜角可以实现在多个方向上的定位,并提高工件的稳定性和精确度。
3. 导柱规格导柱的规格通常取决于具体的应用需求和机械设计要求。
下面是一些常见的导柱规格:1.直径(Diameter):导柱的直径是导柱的一个重要参数,通常以毫米(mm)为单位表示。
直径的选择应该根据零件的尺寸和重量来确定,以确保足够的刚性和稳定性。
2.长度(Length):导柱的长度是指导柱的整体长度,通常以毫米(mm)为单位表示。
长度的选择应该根据设备的安装空间和定位要求来确定,以确保导柱能够满足定位精度。
3.材质(Material):导柱的材质通常选用高强度和耐磨损的材料,例如工程塑料、碳钢、铬钢和高速钢等。
材质的选择应该根据具体的工作环境和耐用性要求来确定。
4.表面处理(Surface Treatment):导柱的表面通常需要进行处理,以提高表面的光滑度和耐磨性。
塑胶模具钢材的识别和选用

仁 2. 1.2344(為德國品牌,常用於無鏡面放電要求的母模或母模框)
3. 718HH(為壹勝百品牌,用於無成品形狀母模框) 4. NAK80(為日本品牌,硬度上相當於718HH)
2.結構件部分材料選用
定位環:S55C
常用於無成品形狀之模仁框
50
用於硬度需求高的結構件 用於硬度需求高的結構件 用於硬度需求高的結構件
5.放電(VDI)規格參數表
6.D-M-E打光規格表
7.壹勝百鋼材一覽表.
壹勝百鋼材一覽表
廠家
岀廠硬度 主要成份
特性
淬火溫度
回火後硬度
用途
8.補充說明部分.
1.如何建議客戶選擇哪一種電花規格? a:首先要判斷客戶成品組裝情況,了解哪裡是外觀面,並根據成品的用途 即可做岀最合理的建議.例如如果成品需要亮面(如NCVM),則建議表 面處理規格為VDI-06,如果需要有放電花紋則建議VDI-21或VDI-24. (放電花紋太細容易划傷影響後制程.) b:通過成品反應到模具上的加工方法和加工的難易程度可做建議的另 一種依據.
CORE
③ 公模內縮
CALMAX HRC56±2° 8407MS HRC50±2° VIKING HRC56±2°
CALMAX HRC56±2°
CAVITY
8407MS HRC50±2° ④ 母模SLIDE
SKD11 HRC58±2° SKD61 HRC50±2° SKD11 HRC58±2° 8407 HRC50±2°
1.滑配件部分材料的選用
CAVITY
VIKING HRC56±2° 8407MS HRC50±2°
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2、带行位简化型细水口模具:
L=(H3+H4+25mm、H1+25mm与H2+25mm三者之数值大者)
附注:
1.当导套为自润式时,为了减少导柱易刮石墨,导柱选用不带油槽,其它的一律要采用有油槽。
2.当导柱选用HASCO标准时,要选用三大一小,注意:导柱要选用同一组的规格。
目的:
合理的导柱长度可以使装拆和Fit模时保护模腔,不致被撞坏。
大水口模具导柱长度的合理取值:
参数:L=导柱突出B板(或A板)长度;
H1=后模仁凸出高度;
H2=斜导柱插入滑块的长度(沿开摸方向);
长度标准:(大水口模具导柱突出B板或A板长度)
<一>、普通大水口模具:
L=H1+25mm
<二>、带行位大水口模具:
3.當模胚的厚度超過標準的厚度時,導柱的直徑要大一級。
L=(H1+25mm与H2+25mm两者之数值大者)
细Байду номын сангаас口模具水口边及导柱长度合理取值:
参数:L=水口边突出B板(或A板)长度;
L1=导柱突出B板(或A板)长度;
H1=后模仁凸出高度;
H2=斜导柱插入行位长度(沿开摸方向);
H3=山打螺丝限位行程(面板处);
H4=山打螺丝限位行程(A板处);
长度标准:(水口边突出B板或A板长度L及导柱突出B板或A板长度L1)
<一>、细水口模具:
1、普通细水口模具:
L=(H3+H4+25mm与H1+25mm两者之数值大者)
L1=H1+25mm
2、带行位细水口模具:
L=(H3+H4+25mm、H1+25mm与H2+25mm三者之数值大者)
L1=(H1+25mm与H2+25mm两者之数值大者)
<二>、简化型细水口模具:
1、普通简化型细水口模具: