导柱导套与孔的公差资料讲解
导柱导套间隙
导柱导套间隙
导柱导套间隙是指导柱(或导套)的外径与导孔(或导套孔)的内径之间的间隙。
导柱-导套耦合是一种常见的机械连接方式,常用于机械设备的定位和导向。
导柱-导套间隙的大小直接影响耦合的紧密度和精度。
导柱-导套间隙的选取要根据实际应用需求进行,一般需要考虑以下几个方面:
1. 紧密度要求:间隙过大会导致耦合不紧密,容易产生松动和偏移,而间隙过小会导致装配困难和磨损加大。
根据需要的紧密度要求选择适当的间隙。
2. 公差配合:导柱和导套的尺寸公差对间隙有直接影响,需要根据公差选择合适的间隙。
通常,选择配合公差为H7/g6或
H7/h6时,导柱导套间隙可控制在0.01-0.05mm范围内。
3. 摩擦和磨损:导柱和导套之间的间隙大小会影响摩擦力和磨损程度。
间隙较大时,摩擦力较小,磨损较少,但精度相对较低;间隙较小时,摩擦力较大,磨损较多,但精度相对较高。
根据具体情况选择合适的间隙。
总之,导柱导套间隙的选择需要根据具体情况综合考虑紧密度要求、公差配合和摩擦磨损等因素,以保证耦合的准确度和可靠性。
导柱、导套与孔的公差

d
直径 16 20 25 30
公差
+0.018 +0.007
+0.020 +0.008
35
40
+0.025 +0.008
50
60
+0.035
70
+0.015
d1
直径 公差
25
30
+0.020 +0.009
35
42
+0.025
48
+0.010
55
70
40
50
+0.030 +0.020
60
70
+0.035 +0.020
d2
M*P
直径 公差 螺纹
16
M6*1.00
20
M8*1.25
25 M12*1.75
30
-0.80
35
-1.00
40
M16*2.00
50
60 M20*2.50
70
L1 深度 12 16 24
32
40
圆柱度 L
公差
≤50 0.002
51-100 0.003
51-100 0.003
>100 0.004
真圆度
d 公差
≤30 0.002
>30 0.003
编制
审核
批准
宁波米勒模具制造有限公司
直杆型导柱的尺寸公差
尺寸公差
型号
16 20 25 30
直径 16 20 25 30
d 公差
-0.015 -0.027
导柱导套的结构工艺性和技术要求分析

导柱导套的结构工艺性和技术要求分析天津市米思达模具配件厂是专业生产导柱导套,精密导柱,滚珠导套,冲针,顶针,司筒等非标模具配件加工厂。
本厂对于导柱导套有多年的研发经验,今天和大家一起分享一下分析导柱导套的结构工艺性和技术要求。
一、关于导柱导套的结构工艺性分析:该零件是典型的套类零件,主要加工方法为钻、镗、车、磨。
二、关于导柱导套的技术要求分析(1)主要表面及其加工方案主要表面为内圆柱面Ø32H7 Ra0. 2um,外圆柱面Ø45r6 Ra0. 4um,其加工方案:内圆柱面:钻—粗镗(扩)—半粗镗—粗磨—精磨;对于外圆柱面:粗车—半精车—粗磨—精磨。
(2)定位基准根据基准选择的原则选用内、外圆柱面互为基准。
(3)热处理如导套材料为20钢渗碳,则热处理为渗碳,淬火、低温回火;如导套材料为T10A钢,则热处理为淬火低温回火。
(4)技术关键及其采取的措施1、导柱导套主要表面和精密导柱一样为内圆柱面,尺寸公差等级高,表面粗糙度值Ra值小。
采取的措施:划分加工阶段,工艺路线采用:钻—粗镗(扩)—半精镗(铰)—粗磨—精磨—研磨;选择精密机床;控制切削用量;充分冷却。
2、由于外圆柱面的尺寸公差等级高,表面粗糙度值Ra值小,故采取的措施是:在加工阶段划分、机床选用、切削用量的控制方面的要求与内圆柱面加工相同。
此外,工艺路线为:粗车—半精车—粗磨—精磨。
3、外圆柱Ø45r6对内孔Ø32H7径向跳动要求高,采取的措施之一:以非配合外圆柱面定位夹紧,一次装夹磨削内孔Ø32H7、外圆柱Ø45r6,即“一刀下”的方法。
但此方法调整机床频繁,辅助时间长,生产效率低,仅适用于单件生产。
采取的措施之二:利用内圆柱面采用锥度心轴限位,以心轴两端中心孔定位磨削外圆柱面。
此方法操作简便,生产效率高,质量稳定可靠,但需要制造专用机床夹具,因此,适用于成批生产。
4.机械加工顺序安排车端面-车外圆-钻孔-镗孔-磨孔。
导套导柱标准尺寸
导套导柱标准尺寸导套导柱是模具加工中常用的零部件,其尺寸标准对于模具的精度和稳定性具有重要影响。
下面将介绍导套导柱的标准尺寸,以供大家参考。
一、导套的标准尺寸。
1. 外径,导套外径的尺寸标准通常以公差等级来表示,一般为H7。
在实际使用中,外径的尺寸应符合设计要求,以确保导套与配合零件的匹配性。
2. 内径,导套内径的尺寸标准也通常以公差等级来表示,一般为H7。
内径尺寸的精度直接影响着导套的使用效果,因此在加工过程中需严格控制内径的尺寸。
3. 长度,导套的长度应符合设计要求,一般来说,长度的公差范围在正负0.5mm左右。
二、导柱的标准尺寸。
1. 直径,导柱的直径尺寸标准通常以公差等级来表示,一般为h6。
导柱的直径尺寸直接影响着模具的定位和导向效果,因此在加工过程中需严格控制直径的尺寸。
2. 长度,导柱的长度应符合设计要求,一般来说,长度的公差范围在正负0.5mm左右。
导柱的长度对于模具的结构稳定性和使用效果具有重要影响。
3. 表面处理,导柱的表面通常需要进行镀铬处理,以提高其耐磨性和使用寿命。
表面处理的质量直接关系着导柱的使用效果,因此在加工过程中需严格控制表面处理的质量。
三、导套导柱的配合尺寸。
1. 间隙配合,导套和导柱的配合尺寸应符合设计要求,一般来说,配合间隙的公差范围在0.01mm左右。
配合间隙的大小直接关系着模具的精度和稳定性。
2. 表面配合,导套和导柱的表面配合应保持良好的接触状态,以确保其在使用过程中的稳定性和精度。
表面配合的质量直接关系着模具的使用效果,因此在加工过程中需严格控制表面配合的质量。
综上所述,导套导柱的标准尺寸对于模具的精度和稳定性具有重要影响,因此在加工过程中需严格控制其尺寸和配合质量,以确保模具的使用效果。
希望以上内容能够对大家有所帮助,谢谢阅读!。
导套导柱标准尺寸

导套导柱标准尺寸导套导柱是模具中常见的零部件,其尺寸标准对模具的精度和性能有着重要影响。
在模具设计和制造过程中,正确选择和使用标准尺寸的导套导柱,对于提高模具的精度和使用寿命具有重要意义。
本文将介绍导套导柱的标准尺寸,帮助模具设计者和制造者更好地应用于实际生产中。
1. 导套的标准尺寸。
导套是模具中用于导向模具零件相对运动的零件,其主要作用是保证模具零件的定位和稳定性。
导套的标准尺寸一般包括内径、外径和长度等几个方面。
在实际设计和选择导套时,需要根据模具的具体要求和使用环境来确定导套的尺寸。
一般情况下,导套的内径应略大于导柱的直径,以保证导向的精度和稳定性;导套的外径和长度则需要根据模具的结构和安装位置来确定,以保证其在模具中的合适安装和使用。
2. 导柱的标准尺寸。
导柱是模具中用于定位和支撑模具零件的零件,其主要作用是保证模具零件的定位精度和稳定性。
导柱的标准尺寸一般包括直径、长度和表面处理等几个方面。
在实际设计和选择导柱时,需要根据模具的具体要求和使用环境来确定导柱的尺寸。
一般情况下,导柱的直径应略小于导套的内径,以保证导向的精度和稳定性;导柱的长度则需要根据模具的结构和安装位置来确定,以保证其在模具中的合适安装和使用;此外,导柱的表面处理也需要根据具体要求来确定,以保证其在使用过程中的耐磨性和稳定性。
3. 导套导柱的配合尺寸。
在实际使用过程中,导套和导柱的配合尺寸也是非常重要的。
配合尺寸一般包括间隙、圆度和粗糙度等几个方面。
在设计和制造过程中,需要根据模具的具体要求和使用环境来确定导套导柱的配合尺寸。
一般情况下,导套和导柱的配合间隙应适当,以保证导向的精度和稳定性;配合的圆度和粗糙度也需要根据具体要求来确定,以保证其在使用过程中的稳定性和耐磨性。
4. 结语。
导套导柱作为模具中常见的零部件,其标准尺寸对于模具的精度和性能有着重要影响。
正确选择和使用标准尺寸的导套导柱,可以有效提高模具的精度和使用寿命。
导套的加工
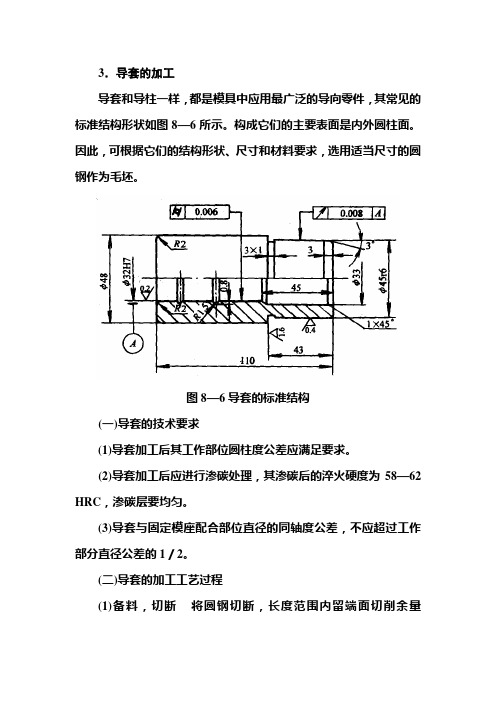
3.导套的加工
导套和导柱一样,都是模具中应用最广泛的导向零件,其常见的标准结构形状如图8—6所示。
构成它们的主要表面是内外圆柱面。
因此,可根据它们的结构形状、尺寸和材料要求,选用适当尺寸的圆钢作为毛坯。
图8—6导套的标准结构
(一)导套的技术要求
(1)导套加工后其工作部位圆柱度公差应满足要求。
(2)导套加工后应进行渗碳处理,其渗碳后的淬火硬度为58—62 HRC,渗碳层要均匀。
(3)导套与固定模座配合部位直径的同轴度公差,不应超过工作部分直径公差的1/2。
(二)导套的加工工艺过程
(1)备料,切断将圆钢切断,长度范围内留端面切削余量4mm(两端),在圆柱直径上应留3~4 mm的车削余量。
(2)车削车削端面留2—3 mm余量,钻导套孔留2mm车、磨削余量,车削外圆刀留磨削余量,镗孔、镗油槽。
(3)车削车削另一端至尺寸要求,车削外圆至尺寸。
(4)检验检验前几道工序尺寸。
(5)热处理按热处理工艺进行,保证渗碳层深度0.8-1.2mm,硬度58、62 HRC。
(6)磨削磨削内孔留0.01 mm研磨余量,磨削外圆至尺寸。
导柱导套标准规格尺寸

导柱导套标准规格尺寸导柱导套是模具中常用的一种配件,其作用是在模具中起到定位、导向和支撑的作用。
因此,导柱导套的标准规格尺寸对于模具的精度和稳定性至关重要。
本文将对导柱导套的标准规格尺寸进行详细介绍,以便广大模具制造者和使用者能够更好地了解和选择适合自己需求的导柱导套。
首先,导柱的标准规格尺寸包括直径、长度和表面粗糙度等几个方面。
导柱的直径一般分为φ3、φ4、φ5、φ6等不同规格,长度则根据具体模具的设计要求来确定,通常在10mm~200mm之间。
表面粗糙度则需要根据导柱的材质和使用要求来选择,常见的粗糙度有Ra0.4、Ra0.8等。
这些标准规格尺寸的选择需要综合考虑模具的使用环境、工作要求以及导柱自身的材质和加工工艺等因素。
其次,导套的标准规格尺寸也是非常重要的。
导套的内径和外径是导套最基本的尺寸参数,内径一般与导柱的直径相匹配,外径则根据模具的安装空间来确定。
此外,导套的长度也需要根据模具的具体结构和工作要求来确定,通常在10mm~150mm之间。
选择合适的导套规格尺寸可以有效地提高模具的精度和稳定性,减少模具在使用过程中的磨损和故障。
最后,需要注意的是,导柱导套的标准规格尺寸并非一成不变的,而是需要根据具体的模具设计和使用要求来确定。
因此,在选择导柱导套时,需要充分了解模具的使用环境和工作要求,结合导柱导套的材质、加工工艺和表面处理等因素,进行综合考虑和选择。
只有选择合适的标准规格尺寸,才能确保模具的精度和稳定性,延长模具的使用寿命,提高生产效率。
总之,导柱导套作为模具中重要的配件,其标准规格尺寸对于模具的精度和稳定性至关重要。
在选择导柱导套时,需要充分考虑模具的使用环境和工作要求,结合导柱导套的材质、加工工艺和表面处理等因素,进行综合考虑和选择,以确保模具的精度和稳定性,提高生产效率。
导套导柱标准尺寸

导套导柱标准尺寸导套导柱是机械传动装置中常用的连接零部件,其尺寸标准对于机械设备的性能和精度具有重要影响。
在实际应用中,了解导套导柱的标准尺寸是非常重要的,下面将介绍导套导柱的标准尺寸及其相关知识。
1.导套的标准尺寸。
导套是一种圆筒形零件,通常用于支撑和定位导柱。
导套的标准尺寸通常包括内径、外径、长度等参数。
在实际选择导套时,需要根据导柱的直径和工作要求来确定合适的导套尺寸。
一般情况下,导套的内径应略大于导柱的直径,以确保导套能够轻松地安装在导柱上,并具有良好的定位和支撑作用。
2.导柱的标准尺寸。
导柱是一种圆柱形零件,通常用于支撑和传递力量。
导柱的标准尺寸通常包括直径、长度等参数。
在实际选择导柱时,需要根据机械设备的工作要求来确定合适的导柱尺寸。
一般情况下,导柱的直径应根据承受的力量和工作环境来确定,长度应根据安装位置和工作要求来确定。
3.导套导柱的配合。
导套和导柱是一对配合件,其配合质量直接影响机械设备的性能和精度。
在实际应用中,需要保证导套和导柱的配合间隙适当,既要保证有一定的间隙以确保装配和运动的顺畅,又要保证配合间隙不过大,以确保机械设备的精度和稳定性。
4.导套导柱的材质选择。
导套和导柱通常采用金属材料制造,常见的材质包括碳素钢、合金钢、不锈钢等。
在选择材质时,需要考虑机械设备的工作环境、工作温度、承受的力量等因素。
一般情况下,导套和导柱的材质应具有良好的耐磨性、耐腐蚀性和高强度,以确保机械设备的长期稳定运行。
5.导套导柱的安装和维护。
在安装导套导柱时,需要保证导套和导柱的清洁度和光洁度,以确保良好的配合质量。
在使用过程中,需要定期对导套导柱进行检查和维护,及时发现和处理配合间隙过大、磨损严重等问题,以确保机械设备的正常运行。
总结。
导套导柱作为机械传动装置中重要的连接零部件,其标准尺寸对于机械设备的性能和精度具有重要影响。
在实际应用中,需要根据工作要求和配合质量的要求,选择合适的导套导柱尺寸和材质,并进行正确的安装和维护,以确保机械设备的正常运行和长期稳定性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
D
H 直径公差
直径公差
直径公差
直径厚度1616-0.015-0.027
16+0.020+0.010
162120202020
2525252525303030303035
353535354040404040
451050505050551260606060
6670
70
70
+0.035+0.020
70
76
编制审核批准
>300.003
d ≤300.002
公差
51-100圆柱度
L >100-0.025-0.040-0.030-0.049+0.025+0.015
+0.030+0.020
-0.020-0.033
6
8
15
-0.80-1.00
带肩型导柱的尺寸公差
d
尺寸公差d2
d1
型号公差
≤500.002
真圆度
0.003
0.004
螺丝过孔
螺丝孔直径公差
直径公差
直径公差
M
M
1616-0.015-0.027
16+0.020+0.010
1620202020
25252525303030303535353540404040
M10M2050505050M12M2460606060
70
70
70
+0.035+0.020
70
编制审核批准
M8M16M30
直杆型导柱的尺寸公差
尺寸公差型号d
d1
d2
-0.80-1.00
-0.020-0.033
+0.025+0.015
-0.025-0.040+0.030+0.020
-0.030-0.049无无
M16
圆柱度
L ≤5051-100>100真圆度
d ≤30>30公差
0.002
0.003
公差
0.002
0.003
0.004
直径公差
直径公差
厚度公差
1616+0.040+0.030
21202025252530303035353540404045105050551260606670
70
+0.055+0.04076
编制审核批准
导柱孔的尺寸公差
尺寸公差
6
8
15
±0.05
±0.05
+0.045+0.035
型号d1D
H
+0.050+0.040
D
H 直径公差
直径公差
直径厚度1616+0.018+0.007
253062020303525253540
303042473535485440405561
50507076126060808670
70
90
96
编制审核批准
导套的尺寸公差
尺寸公差
型号d
d1
+0.020+0.008
+0.025+0.008+0.035+0.01515
10
+0.020+0.009
+0.025+0.010
+0.035+0.015
8
圆柱度
L ≤3031-50>500.004
公差
0.003
0.0035
真圆度
d ≤30>30公差
0.0025
0.003
M*P L1直径公差直径公差直径公差螺纹深度
1616-0.015
-0.02716+0.020
+0.010
16M6*1.0012
20202020M8*1.2516
25252525
30303030
35353535
40404040
50505050
60606060
707070+0.035
+0.020
70
编制审核批准
24
32 M20*2.5040
直杆型导柱的尺寸公差
尺寸公差
型号
d d1d2
圆柱度
-0.80
-1.00
-0.020
-0.033+0.025
+0.015
-0.025
-0.040
+0.030
+0.020
-0.030
-0.049
M16*2.00
M12*1.75
L≤5051-100>100公差0.0020.0030.004
真圆度
d≤30>30
公差0.0020.003
塑料制件尺寸
塑料注塑件尺
常用塑料制件的壁。