氯碱生产安全事故案例分析课件
氯碱事故案例A
氯碱、聚氯乙烯行业事故案例案例一:氯气系统爆炸事故的分析2006年4月1日20点25分许,某公司4万吨/年离子膜烧碱电解氯气系统,突然发生爆炸事故,阳极液循环槽出口至氯气干燥塔的氯气总管和泡沫干燥塔与填料干燥塔被严重损坏,导致生产系统全线停产,直至4月2日23时15分才部分恢复生产,事故给企业造成较大的经济损失,所幸没有人员伤亡。
一、事故经过2006年4月1日晚17时25分,供电公司110KV线路突然断电,造成该公司瞬间连锁跳闸,导致生产系统全线停产。
生产调度值班人员在及时组织进行倒送电(两路供电)的同时,向市电业局调度室报告并询问了情况。
在事实情况(外线路故障)得到确认后,立即对部分能够送电的电解槽组织送电开车。
其中4万吨/年(A、B、C、D)电解槽的A、B槽循环,D槽封槽,C槽于19:20送电开车, 19:27电流升至5000A,20:49电流升至7000A,20:54该生产系统氯气管道与设备突然发生爆炸事故,阳极液循环槽出口至氯气干燥塔的氯气总管和泡沫干燥塔与填料干燥塔被严重损坏,再次造成了全线停车,给企业造成了较大的损失。
二、事故原因分析1、氯与氢混合气体爆炸机理氯和氢反应生成氯化氢,1mol的CL2和H2反应生成2mol的HCL,同时放出184.1KJ的热量,由于反应速度非常快,瞬间形成局部高温高压而爆炸。
2、氯与氢混合气体爆炸极限浓度:5.0%~87.5% 。
3、爆炸起始点的确认从生产工艺可知,当氯气与氢气混合气体达到爆炸极限浓度后,最有可能发生的地方是在电解槽和氯气干燥塔,因为这两处具有爆炸的电能和热量。
从爆炸的现场实际分析,爆炸点应在氯气干燥塔,因为氯气干燥塔及其附近管道为粉碎性损坏,而向前至阳极液循环槽后方皆为阶段性损伤。
4、氯内氢超标的原因4.1、A、B、C、D槽运行至后期,电槽垫片、离子膜等已老化,这次的突然停电,对离子膜造成较大的冲击,C槽在恢复送电开车的过程中,由于膜的泄漏,氢气窜入氯气系统。
年化工典型事故案例分析ppt课件

安徽安庆万华油品“4·2”爆燃事故
中国化学品安全协会
安徽安庆万华油品“4·2”爆燃事故
直接原因: 1.粉碎、收集、分装作业现场不具备安全 生产条件,无除尘设施,导致可燃性粉尘 积聚,由于使用不防爆电器产生电火花, 引发可燃性粉尘爆燃。 2.由于车间布置不合规,生产组织安排不 合理,无应急处置能力,导致事故扩大。
4.杨金平,华邦公司C4车间当班班组长。明知上下班交接时,环合反应处于20-25°C保温2 小时结束状态,却放任操作工谭从虎未进行升温至60-68°C并保温5小时操作就直接开始减压蒸馏, 中未国化能学品发安现全协并会纠正谭从虎违规使用蒸汽旁路通道行为,在谭从虎发现生产异常向其反w应ww.c后he9m,ical也safe未ty.or能采取
2.既涉及重点监管的危化品,又涉及重点危险化工工艺,但氯化、硝 化反应生产过程基本没有实现自动化控制,现场作业人员较多,每个楼层都长 期有操作人员,这次事故造成严重后果与自动化程度低密切相关。
3.控制室、休息室都跟装置在一起,设计上存在布局严重不合理的问 题。二楼3名操作人员发现险情后全部逃生幸存,但没有联动机制通知楼内其他 人员。
浙江台州华邦医药“1·3”爆炸事故
事故追责
1.洪道送,华邦公司董事长,公司实际负责人。安全生产责任制不落实,未能有效督促检查 本单位的安全生产工作,及时消除生产安全事故隐患,也未能全面履行审批公司相关安全技术规程并 贯彻实施职责,本次事故涉及的生产工艺规程即未经其审批就交付实施,对事故发生负有责任,建议 司法机关依法追究其刑事责任。
中国化学品安全协会
连云港聚鑫生物科技有限公司“12•9”爆炸事故
2017年12 月 9 日凌晨 2 时 20 分左右,连云港市灌南县堆沟港镇化 工园区聚鑫生物科技有限公司四号车间 内发生爆炸,爆炸引发临近六号车间局 部坍塌,事故造成 10人死亡。
氯碱化工厂安全事故警示教育

氯碱化工厂安全事故警示教育氯碱化工厂是一种重要的化学工业企业,主要生产氯碱化工产品。
然而,由于化学反应以及生产过程中存在的一系列安全隐患,氯碱化工厂的安全事故频发,给企业和员工带来了巨大的伤害和财产损失。
因此,进行一场针对氯碱化工厂安全事故的警示教育显得尤为重要。
下面就是一起氯碱化工厂安全事故的案例,通过对该事故的分析和总结,对相关人员进行教育和警示。
某氯碱化工厂是一家拥有多年历史的大型企业,主要生产氯碱化工产品。
该企业在生产过程中高度重视安全工作,实施了严格的安全管理措施。
然而,由于操作人员的疏忽和管理层的问题,该企业仍发生了一起严重的安全事故。
事故发生在夜班,当时操作人员负责操作一台重要的反应釜。
然而,该操作人员在操作过程中疲劳过度,没有按照操作规程进行操作,同时也忽略了一些关键的安全细节。
由于操作不当导致反应釜内溶液发生了剧烈的化学反应,产生了巨大的冲击力和热量释放。
结果,反应釜发生爆炸,造成了严重的人员伤亡和设备损坏。
事故发生后,企业立即启动应急预案,组织人员进行救援和疏散。
同时,相关部门和专业的事故调查组迅速组成,对事故原因进行了详细的调查和分析。
经过调查发现,这次事故主要是由于操作人员操作不当和管理层对操作人员的安全教育和培训不到位所致。
在事故调查的基础上,企业对安全管理进行了全面的检查和改进。
首先,企业加强了对操作人员的安全教育和培训,对操作规程进行了再培训和强调,并加强了对操作人员的安全监督和管理。
其次,企业对反应釜及相关设备进行了全面的安全检查,修复了存在的安全隐患,确保设备安全运行。
最后,企业完善了应急预案,确保在发生事故时能够快速响应和处理,最大限度减少损失。
通过这次事故的教训,我们应该深深意识到安全是企业生产工作的基础和前提条件,在工作中必须高度重视和严格执行相关的安全规程和操作规程。
同时,管理层要加强对员工的安全教育和培训,确保员工具备相关的安全知识和技能。
只有通过全员的努力和合理的安全管理措施,我们才能够确保氯碱化工厂的安全生产,避免类似的安全事故的再次发生。
氯碱厂人身伤亡事故
氯碱厂人身伤亡事故集团公司文件内部编码:(TTT-UUTT-MMYB-URTTY-ITTLTY-氯碱厂人身伤亡事故2008年1月31日,氯碱厂发生一起人身事故,死亡1人。
为深刻吸取事故教训,避免类似事故重复发生,现将事故通报如下:一、事故经过2008年1月31日,22时20分,氯碱厂原盐储管中心通知电化车间中控室上盐。
大地槽的地面上和地下的操作人员同时做好准备后,双方按警示铃,开始上盐。
上盐工周××在地下负责操作大地槽1#叶轮给盐机(给盐机基本情况见附件2),22时20分启动1#机,由东向西沿传送带运行,将盐从上部的地槽卸到传送带上。
22时40分左右,当班班长张××巡检至大地槽1#皮带处时,发现1#机正在向西运行,同时,发现1#机上盐工周××倒在1#机的行走传动杆上。
当班班长张××迅速关停了1#机,并报告车间主任和厂调度,将周××立即送医院,经抢救无效死亡。
1、操作工周××违章作业,违反氯碱厂《上盐操作法》第3条关于“上盐期间严禁攀爬给盐机作业”的规定和氯碱厂《关于进一步规范上盐过程的规定》中“上盐期间严禁靠近皮带操作,使用大地槽时不得攀爬给盐机”的规定,在叶轮给盐机运行过程中,爬上给盐机,被给盐机的行走传动杆挤压致死。
(分析过程见附件1)。
2、操作工周××对岗位操作法、设备操作规程的重要性认识不够,遵章守纪的意识不强。
二、几点要求1、各单位要从氯碱厂的事故中深刻吸取教训,引以为戒。
一是各单位HSE委员会要组织一次专题会议,进一步认真学习和领会集团公司和公司2008年安全工作会议上领导的讲话精神,充分认识安全工作的重要性和严峻性,针对氯碱厂事故,深刻反思和查找本单位在安全管理工作中存在薄弱环节和漏洞,研究对策,迅速采取切实有效的措施,防止事故发生;二是要迅速将《通报》传达到全体员工,二月份班组安全活动要进行一次专题学习,要求每一名员工都要对事故的原因和教训进行讨论,结合各自岗位职责开展自查自改,举一反三,深刻吸取事故教训,杜绝类似事故重复发生。
氯碱生产安全事故与分析

() 2 用氮气等惰性气体清洗设备 , 置换出氯气 ; () 3 用水降低钢材外表面的温度。
322 事 故案例 ..
案例 3 。在 1 D 5 根 0保温碳钢氯气管线上焊
接 一 小 段 钢 管 以 后 ( 钢 管 的 保 温 层 约 厚 10 碳 0
m ) 先用干燥空气对管道加压 , m , 检查无泄漏 , 再打
维普资讯
第 7期
20 0 7年 7月
氯 碱 工
业
N . o7
Ch o - k l n u ty lr—Al a iI d sr
J 1 ,0 7 u.2 0
【 综
述】
氯 碱 生 产 安 全 事 故 与 分 析
丁 永 浩
( 上海氯碱化工股份有限公 司电化厂 , 上海 204 ) 02 1
干氯( 气态或液态 ) 通常不 与铜或碳钢类金 属 反应或使其腐蚀 , 当有水气存在时会发生反应而 但
产生 强腐 蚀 。
有些材料可能与湿氯和干氯都相容 , 也可能与 二者都不容( 也就是与它们都发生反应 )或者与湿 , 氯相容但与干氯不相容 , 或者相反。详见表 1 。
表 1 氯 与 某 些 物 质 的 反 应
举足轻重的作用。进入 2 世纪以来 , 1 随着我国市场 经济 的持续快速 发展 , 氯碱 工业发展势头迅 猛 , 到 20 0 6年 年底 , 国烧 碱 产 能 接 近 180万 ta 领先 我 0 /,
全球 。氯碱 行业 属于 危 险化 学 品行业 。危 险化 学 品 行业 与 矿 山 、 建筑 施工 、 花爆 竹和 民用爆 破 器材 一 烟 起被 列 为我 国当前 5个 高度 危 险行业 。氯碱行 业 每
助燃 , 可与 多种 物质 反应 。氯 气微 溶于 水 , 强烈 的 有 刺 激性 气 味 , 黄绿 色 , 呈 密度 比空气 大 , 因此 , 如果 氯
氯碱生产安全技术教材(PPT 75张)

13、气瓶事故
气瓶属于移动式压力容器,不论充装是永久气体、液化气体、溶 解气体,一旦逸出瓶外,极易扩散。 (1)受热、超装引起爆裂或爆炸 气瓶超过使用期限或材质不良,充装气体的气瓶,即使不超过设计
浓度(mg/m3 ) (ppm) 3000(1000)
5、隔膜电解槽的隔膜是由石棉纤维配制浆液经真空吸附在阴极网
上,生产过程中产生的氯气中会含有一定量的氢气,氯气与氢气 混合在一定比例时会发生爆炸,氯气与氢气的爆炸极限为5%87.5%(体积比),因此对氯气中的氢含量要严格加以控制。隔膜 电解槽工艺指标规定氯气中的氢含量单槽小于1%,氯气总管小于 0.4%。 6、各反应单元,各种物料的配比、流量、加料速度和物料规格,
氨的健康危害
氨(NH3)为常温常压下具有特殊刺激性臭味的气体,加压时易 被液化为无色液体。分子量17.032,凝点-77.7℃,沸点-33.5℃, 气体相对密度(空气=1)为0. 6,液体的相对密度(水=1)为 0.821(-79℃)。易溶于水,其水溶液即为氨水,含氢氧化铵和 氨,呈弱碱性。与空气混合爆炸极限为15.7~27.4%。
聚氯乙烯树脂
生产过程中存在的主要危险、危害
1、电解生产中需要使用大量电力由交流电整流为直流电,通过电
解槽使氯化钠水溶液电解生产氯、氢和氢氧化钠。在生产过程中 发生突然停电将会使电解生产系统工况突然变化,如果处理不当 ,轻则发生氯气逸出引起人员中毒,重则会有可能发生爆炸事故。
2、电解生产中使用的氯化钠水溶液中含的胺、铵离子,在电解过 程会与氯发生反应生成三氯化氮随着氯气带出,在液氯生产中液 化在液氯之中。三氯化氮是一种危险的爆炸物质,由于液氯在使 用中的汽化过程,剩余液氯中的三氯化氮含量比例上升,如果达 到一定数量就会发生爆炸。
(完整word版)氯碱行业安全生产事故案例
氯碱行业安全生产事故案例本帖面向业界同仁征集历史上行业内所有有记载的事故案例,力求以史为鉴,让悲剧不再重演。
为维护企业利益,我们建议不发布未经证实的事故案例,如有发布,请发帖人特别注明,并自行承担可能带来的一切法律后果。
2004年重庆天原化工总厂爆炸事故1.事故概况2004年4月15日21:00,重庆天原化工总厂氯氢分厂1号氯冷凝器列管腐蚀穿孔,造成含铵(NH+4)盐水泄漏到液氯系统,生成大量易燃的三氯化氮。
4月16日凌晨发生排污罐爆炸,1:33全厂停车;2:15左右,排完盐水4h后的1号盐水泵在停止状态下发生粉碎性爆炸。
16日17:57,在抢险过程中,突然听到连续2声爆响,经查是5号、6号液氯储罐内的三氯化氮发生了爆炸。
爆炸使5号、6号液氯储罐罐体破裂解体,并将地面炸出1个长9m、宽4m、深2m的坑。
以坑为中心半径200m范围内的地面与建筑物上散落着大量爆炸碎片。
此次事故造成9人死亡,3人受伤,15万名群众疏散,直接经济损失277万元。
2.事故分析经调查分析确认,爆炸直接因素的关系链是:氯冷凝器列管腐蚀穿孔→盐水泄漏进入液氯系统→氯气与盐水中的铵反应生成三氯化氮→三氯化氮富集达到爆炸浓度→启动事故氯处理装置因震动引爆三氯化氮。
1)直接原因(1)设备腐蚀穿孔导致盐水泄漏,是造成三氯化氮形成和富集的原因。
根据重庆大学的技术鉴定和专家分析,造成氯气泄漏和和含铵盐水流失是1号氯冷凝器列管腐蚀穿孔。
列管腐蚀穿孔的主要原因是:①氯气、液氯、氯化钙冷却盐水对氯气冷凝器存在的腐蚀作用;②列管内氯气中的水分对碳钢的腐蚀;③列管外盐水中由于离子电位差对管材产生电化学腐蚀和点腐蚀;④列管和管板焊接处的应力腐蚀;⑤使用时间较长,并未进行耐压实验,对腐蚀现象未能在腐蚀和穿孔前及时发现。
1992年和2004年1月该液氯冷冻岗位的氨蒸发系统曾发生过泄漏,造成大量的铵进入盐水,生成了含高浓度铵的氯化钙盐水。
1号氯冷凝器列管腐蚀穿孔,导致含高浓度的氯化钙盐水进入液氯系统,生成并大量富集具有极具危险的三氯化氮,演变成16日的三氯化氮大爆炸。
氯碱生产安全事故与分析
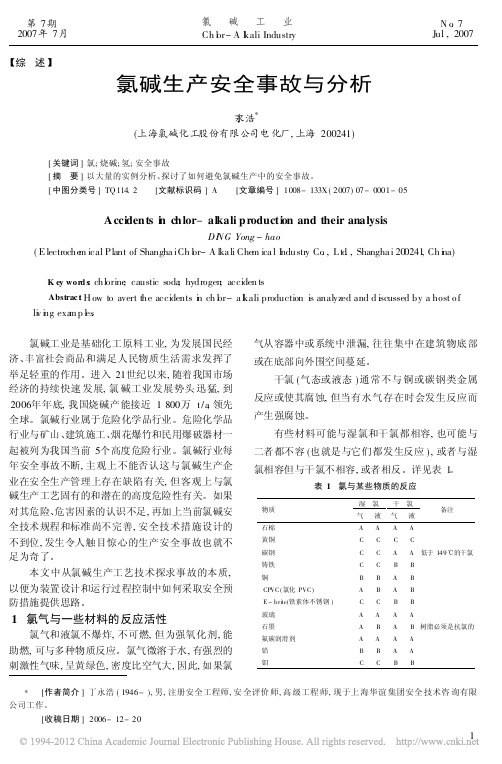
有些材料可能与湿氯和干氯都相容, 也可能与 二者都不容 (也就是与它们都发生反应 ) , 或者与湿 氯相容但与干氯不相容, 或者相反。详见表 1。
表 1 氯与某些物质的反应
物质
石棉 黄铜 碳钢 铸铁 铜 CPVC ( 氯化 PVC ) E - brite(铁素体不锈钢 ) 玻璃 石墨 氟碳润滑剂 铅 钼
干燥的氯气在低于 149 e 时与碳钢相容, 但如 果干燥氯气系统中进入了水蒸气或水, 形成的盐酸 和次氯酸与铁剧烈反应而迅速将其腐蚀, 因此, 氯气 干燥过程中必须严格控制干氯气中的含水量。 3. 5. 2 事故案例
案例 12。某氯碱厂 A#氯气透平压缩机正满负 荷运行, 在巡检中发现 1个中间冷却器出口的冷却 水有氯气味, 机组各级压缩比也显示异常。经实施 紧急停车后, 打开主机大盖检查, 发现第 2级叶轮腐 蚀大半, 其余级叶轮也不同程度腐蚀, 该转子报废。 调查发现, 一段中间冷却器有数十根列管泄漏, 冷却 水进入了透平压缩机。
K ey word s: chlorine; caustic soda; hydrogen; acciden ts Abstrac t: H ow to avert the accidents in ch lor- a lkali production is analyzed and d iscussed by a host o f liv ing exam p les.
案例 7。某厂液氯工段的 1只 0. 5 t钢瓶突然 爆炸, 爆炸形成的钢瓶碎片使附近的 4只钢瓶爆炸, 5只钢瓶被击穿, 13只钢瓶严重变形, 414 m2 厂房 倒塌。爆炸后, 10. 2 t氯 气波及 7. 35 km2 的区域, 共导致 59 人死 亡, 779人 氯气急 性中毒。调查表 明, 该钢瓶在药物化工厂氯化石蜡工段的使用过程 中, 石蜡倒灌入了钢瓶内。 3. 4 氢气和空气与氯气反应 3. 4. 1 危险性
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1
氯碱生产安全事故案例分析
2
氯碱生产安全事故案例分析
3
氯碱生产安全事故案例分析
4
氯碱生产安全事故案例分析
5
氯碱生产安全事故案例分析
6
氯碱生产安全事故案例分析
7
氯碱生产安全事故案例分析
8
氯碱生产安全事故案例分析
9
氯碱生产安全事故案例分析
10
氯碱生产安全事故案例分析
51
氯碱生产安全事故案例分析
52
氯碱生产安全事故案例分析
53
氯碱生产安全事故案例分析
54
氯碱生产安全事故案例分析
55
氯碱生产安全事故案例分析
56
氯碱生产安全事故案例分析
57
氯碱生产安全事故案例分析
58
氯碱生产安全事故案例分析
59
氯碱生产安全事故案例分析
60
氯碱生产安全事故案例分析
11
氯碱生产安全事故案例分析
12
氯碱生产安全事故案例分析
13
氯碱生产安全事故案例分析
14
氯碱生产安全事故案例分析
15
氯碱生产安全事故案例分析
16
氯碱生产安全事故案例分析
17
氯碱生产安全事故案例分析
18
氯碱生产安全事故案例分析
19
氯碱生产安全事故案例分析
20
氯碱生产安全事故案例分析
41
氯碱生产安全事故案例分析
42
氯碱生产安全事故案例分析
Hale Waihona Puke 43氯碱生产安全事故案例分析
44
氯碱生产安全事故案例分析
45
氯碱生产安全事故案例分析
46
氯碱生产安全事故案例分析
47
氯碱生产安全事故案例分析
48
氯碱生产安全事故案例分析
49
氯碱生产安全事故案例分析
50
氯碱生产安全事故案例分析
31
氯碱生产安全事故案例分析
32
氯碱生产安全事故案例分析
33
氯碱生产安全事故案例分析
34
氯碱生产安全事故案例分析
35
氯碱生产安全事故案例分析
36
氯碱生产安全事故案例分析
37
氯碱生产安全事故案例分析
38
氯碱生产安全事故案例分析
39
氯碱生产安全事故案例分析
40
氯碱生产安全事故案例分析
71
氯碱生产安全事故案例分析
72
氯碱生产安全事故案例分析
73
氯碱生产安全事故案例分析
74
氯碱生产安全事故案例分析
75
21
氯碱生产安全事故案例分析
22
氯碱生产安全事故案例分析
23
氯碱生产安全事故案例分析
24
氯碱生产安全事故案例分析
25
氯碱生产安全事故案例分析
26
氯碱生产安全事故案例分析
27
氯碱生产安全事故案例分析
28
氯碱生产安全事故案例分析
29
氯碱生产安全事故案例分析
30
氯碱生产安全事故案例分析
61
氯碱生产安全事故案例分析
62
氯碱生产安全事故案例分析
63
氯碱生产安全事故案例分析
64
氯碱生产安全事故案例分析
65
氯碱生产安全事故案例分析
66
氯碱生产安全事故案例分析
67
氯碱生产安全事故案例分析
68
氯碱生产安全事故案例分析
69
氯碱生产安全事故案例分析
70
氯碱生产安全事故案例分析