振动时效在铝型材上的应用
2A12铝合金板形件振动时效试验
姚春臣 , 陈静林, 尹 捷, 章冬厚
( 江南机器 ( 集团 ) 有限公 司 , 湖南 湘潭 411207)
摘 要 : 为了解决一种产品中的 2A12 铝合金板形件切削加工变形问题 , 在有关振动时效设备制造厂 家的大力支持下 , 采用不同的设备和工艺对其进行了振动时效和热处理时效的对比试验。 试验结果表 明, 振动时效的效果比 190 10 h 热处理时效的效果好 ; 振动时效的能源消耗也远比热处理时效的能 源消耗低; 这种铝合金板振动时效的难度比一般铸件、 焊接件振动时效的难度大一些 , 应注意优选时效设 备和工艺 。 关键词: 铝合金 ; 切削加工 ; 热处理 ; 振动时效 中图分类号 : T H 161 文献标志码: A
由此可见, 将热处理时效改为振动时效, 将显著 减少能源的消耗。
0. 02 0. 95 6 60
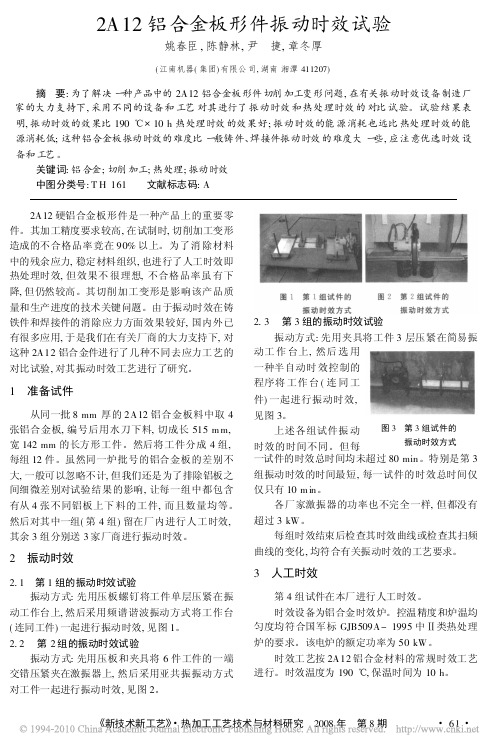
5. 3 这种铝合金板形件属于振动时效难度较大的工件 上述振动试验的合格率虽然比按常规工艺人工 时效的好, 但离合格率 100% 的目标还有较大的差 距。此外, 我们在上述 3 家振动时效设备制造厂家 进行振动时效试验时进一步了解到, 其用户都很多, 特别是在消除铸件和焊接件的应力方面 , 应用效果 很好。其用户也有针对铝合金和其他非铸非焊的工 件进行振动时效的 , 有些工件应用振动时效很顺利, 也有些工件开始采用振动时效时存在一定的难度, 而是经过一些摸索改进 , 掌握了一些窍门之后才取 得成功的。由此可见 , 上述铝合金板形件属于消除
∀ 62 ∀
#新技术新工艺∃ ∀ 热加工工艺技术与材料研究
轴瓦双金属轴承材料的种类与复合工艺
肖志强
( 华南理工大学 材料科学与工程学院 , 广东 广州 510640)
振动时效对7075铝合金薄壁构件应力松弛的影响与分析

第38卷第1期振动与冲击JOURNAL OF VIBRATION AND SHOCK Vol.38No.1 2019振动时效对7075铝合金薄壁构件应力松弛的影响与分析廖凯,熊冠华,朱家豪,陈辉,柳建安(中南林业科技大学机电工程学院,长沙410004)摘要:对铝合金薄壁构件进行振动时效(VSR)实验研究,观察时效对材料表面的影响。
通过X-ray表面应力测 试、硬度测试和T E M电镜实验,对材料表面特性中的应力分布、相区状况、位错和显微硬度进行了分析,实验结果表明:V S R可使构件加工表面微屈服而造成应力松弛,在30 min、60 min的时效时间里,表面应力幅度分别下降了 22%和32%。
同时,发现相区内晶粒得到细化,且不同状态下晶界处的位错密度也明显不同,这说明振动交变应力造成了构件表面材料的微观形变,进而阐述了应力松弛的机理和材料显微硬度增长的原因。
分析认为V S R对薄壁构件既消减了表面应力峰值,又强化了表面硬度,这对提高材料表面的抗变形能力有利。
关键词:振动时效;铝合金'薄壁构件;应力测试;应力松弛中图分类号:TB533 $0377 文献标志码:A DOI:10.13465/ki.j v s.2019. 01.038 Effects of vibratory stress relief onstress relaxationof7075 A1alloy thin-walled c o m p o n e n t s LIAOKai,XIONGGuanhua,ZHUJiahao,CHENHui,LIUJian’ an (School o f Mechanical and E l e c t r i c a l Engineering,C e n t r a l South U n i v e r s i t y o f F o r e s t r y and Technology,Changslia410004,China) Abstract:The vibration stress relief (VSR)tests were conducted for7075 Al alloy thin-walled components to observe VSR efects on material surface.Through surface stress measuring with X-ray diffraction (XRD),and TEM ones,material surface f eatures including stress distribution,phase domain state,dislocation and micro-hardness were analyzed.The test results showed that VSR can make component machined surface micro-yield and have stress relaxation,the surface stress amplitude decreases22%and32%,respectively in30 min and60 min;crystal particles are refined in phase domain and the dislocation density at grain boundary under different state the vibration alternating stress p roduced due to VSR makes component surface material have micro-strain,and then the mechanism of stress relaxation and the reason for increase in material micro-hardness are presented;VSRnot only reduces thin-walled component surface material’s stress peak value,but also enhances the surface material hardness,this is beneficial to improve the anti-deformation ability of component surface material.K e y w o r d s:vil^ratory s t ress relief (VSR);Al alloy;thin-walled component;stress measuring;stress relaxation振动时效(Vibration Stress Relief,VSR)工艺目前 主要应用于黑色金属领域,使铸铁件和焊接件中应力 集中的部位进行应力消减与均化,以达到工程所需的 要求[12]。
振动时效技术的原理及应用

第四章振动时效技术的原理及应用最近十多年来,国内外使用振动处理的方法消除金属构件内的残余应力,以防止构件变形和开裂,代替传统的热时效和自然时效。
这种技术在国外称做”VSR”技术,它是”Vibratory Stress Relief”的缩写,由于这种方法可以降低和均化构件内的残余应力,因此可以提高构件的使用强度,可以减小变形而稳定构件的精度,可以防止或减少由于热时效和焊接产生的微观裂纹的发生。
特别是在节省能源、缩短生产周期上具有明显的效果,因此被许多国家大量使用。
我们在该项技术的机理研究和应用上取得了较大的进展。
一、振动时效工艺的简单程序振动处理技术又称做振动消除应力法,在我国称做振动时效。
它是将一个具有偏心重块的电机系统称做激振器安放在构件上,并将构件用橡胶垫等弹性物体做支撑,如图所示。
通过控制器启动电机并调节其转速,使构件处于共振状态,约经20—30分钟的振动处理即可达到调整残余应力的目的。
图中的振动测试系统是用来监测动应力幅值及其变化的。
实际生产上使用中不需要做动应力监测,振动时效设备本身具有模拟振幅监测系统。
可见,用振动调整残余应力的技术是十分简单和可行的。
二、振动时效工艺特点振动时效之所以能够取代热时效,是由于该技术具有明显的优点。
1、机械性能显著提高经过振动时效处理的构件其残余应力可以被消除20%—80%左右,高拉应力区消除的比例比低应力区大。
因此可以提高使用强度和疲劳寿命,降低应力腐蚀。
可以防止和减少由于热处理、焊接等工艺过程造成的微观裂纹的发生。
可以提高构件抗变形的能力,稳定构件的精度,提高机械质量。
2、适用性强由于设备简单易于搬动,因此可以在任何场地上进行现场处理。
它不受构件大小和材料的限制,从几十公斤到几十吨的构件都可以使用振动时效技术。
特别是对于一些大型构件无法使用热时效时,振动时效就具有更加突出的优越性。
3、节省时间、能源和费用振动时效只需30分钟即可进行下道工序。
而热时效至少需要一至两天以上,且需要大量的煤油、电等能源。
铝合金 振动抛光效果

铝合金振动抛光是一种加工技术,利用振动力量对铝合金工件表面进行抛光和加工。
这种加工技术可以有效地提高工件表面的光洁度和平整度,使其达到高质量的外观和精度。
在铝合金振动抛光过程中,工件表面受到高能振动和摩擦力的作用,使表面上的凸起部分被磨平,从而达到平滑的表面效果。
同时,振动抛光过程中的抛光剂和化学试剂也可以有效地去除工件表面的氧化膜和其他杂质,进一步提高表面质量。
相比传统的机械抛光技术,铝合金振动抛光具有许多优点。
首先,它可以提高工件表面的加工精度和光洁度,使表面质量更加优秀。
其次,它可以有效地缩短加工周期,提高加工效率,降低生产成本。
此外,铝合金振动抛光还可以减少工件表面的残余应力,提高工件的机械性能和耐腐蚀性。
然而,铝合金振动抛光也存在一些局限性。
例如,它需要使用专业的设备和工具,并且需要熟练的操作技能和经验。
此外,在加工过程中需要注意工件表面的温度和湿度等环境因素,以免影响加工效果。
总之,铝合金振动抛光是一种有效的加工技术,可以提高工件表面的质量和精度,适用于高质量、高精度的铝合金工件加工。
振动时效原理分析及在大型环框类零件上的应用

振动时效原理分析及在大型环框类零件上的应用
振动时效原理分析及在大型环框类零件上的应用
金属工件在成型过程中,均有可能形成残余应力.在许多情况下,残余应力的存在会对工件的机械性能产生极为不利的影响.本文从振动时效的机理入手,得出消除残余应力的本质途径是给金属原子以足够的能量,使其振动加剧回到平衡位置,从而实现品格畸变的减少;另外振动时效可以使那些处于弹性应力状态的部分实现塑性屈服,从而减少金属的弹性应变量,进而达到减少残余应力的目的.文章还从新一代运载火箭实际工程应用中验证了振动时效的有效性.
作者:刘晓霏 Liu Xiaofei 作者单位:首都航天机械公司刊名:航天制造技术英文刊名:AEROSPACE MANUFACTURING TECHNOLOGY 年,卷(期):2008 ""(6) 分类号:V4 关键词:振动时效位错机理残余应力。
第五章振动时效对金属构件的作用

第五章振动时效对金属构件的作用振动时效处理的主要作用是降低和均化构建中的残余应力。
因此,残余应力对金属构件机械性能的影响,通过振动时效处理后都可以得到消除或降低。
这也是振动处理技术能够得到广泛应用并进一步扩大其适用范围的依据。
§5.1振动时效对工件残余应力的影响零件内部的残余应力是使其尺寸精度不稳定的主要因素。
影响尺寸稳定性的不仅是残余应力数值的大小,应力分布的均匀性也有着重大的影响。
振动时效常被认为是消除工件残余应力的一种有效方法,但一系列试验研究证明,振动时效对均化残余应力也有更明显的作用。
通过实践和试验证明,振动时效对减少和均化残余应力皆有着良好作用。
这是由于振动过程中,工件受周期性附加动应力的作用,在应力集中处首先发生局部的塑性变形,继而又在整体上发生较大的塑性变形。
峰值应力处产生的塑性变形较大,而其它部位则相对较小。
正是由于这种塑性变形导致了工件中残余应力的降低和均化。
§5.2振动时效对工件抗变形能力的影响零件的变形不仅取决于残余应力的大小和分布,还与松弛刚性和抗变形能力有关。
振动时效不仅能够减小和均化残余应力,还可提高材料的抗变形能力。
对振动处理后的工件进行加静载和加动载试验,可证实这一点。
试验证明了振动处理的铸件比不经时效的铸件抗静载能力提高30﹪左右,抗动载能力提高1~3倍,抗温度变形能力也提高近30﹪。
与经过热时效的铸件相比,振动件的抗静载能力提高40﹪以上,抗动载能力提高70﹪。
工件经振动时效后抗变形能力的提高可用循环加载下工件材料弹性性能的提高来解释。
而振动时效实质上是对工件附加一种循环动应力。
例如在5kg∕mm2动应力下的弹性模量提高10-20﹪,而在10kg∕mm2时提高30-50﹪。
§5.3振动时效对工件尺寸精度稳定性的影响振动时效在稳定工件尺寸精度、提高抗静、动态荷载变形能力方面,均优于热时效。
这也是机床行业大量应用振动时效工艺的原因之一。
振动时效在铝合金零件加工中的应用

振动时效在铝合金零件加工中的应用
张晓;杜战峰
【期刊名称】《新技术新工艺》
【年(卷),期】2008(000)007
【摘要】高强度铝合金在加工过程中的变形问题广泛存在,而残余应力是引起变形的关键因素.因此,研究如何去除残余应力、稳定铝合金零件尺寸具有重要的理论意义和工程应用价值.本文首先介绍了去除残余应力的常用方法及其特点,然后详述了振动时效去除残余应力的工艺和原理.然后在试验中通过检测刚加工完成时和放置90 d时,零件表面的平面度变化的方法比较了人工时效法、深冷处理法和振动时效法在去除实例零件残余应力时的效果.最后结果表明:振动时效在去除铝合金残余应力时较其它方法具有更好的效果.
【总页数】3页(P56-58)
【作者】张晓;杜战峰
【作者单位】西安电子工程研究所,陕西,西安,710100;西安电子工程研究所,陕西,西安,710100
【正文语种】中文
【中图分类】TH161
【相关文献】
1.振动时效在铝合金厚板应力消减中的局限与应用 [J], 廖凯;吴运新;郭俊康
2.振动时效在消除铸铝合金框架变形中的应用 [J], 刘赫;唐兄彬
3.振动时效在铝合金薄壁件加工过程中的应用 [J], 梁岩里;谢飞;左彬;田姜斌
4.振动时效工艺在不封闭薄壁筒形零件加工中应用 [J], 郭艳红
5.振动时效技术在铝合金箱形焊接构件中的应用 [J], 杨建
因版权原因,仅展示原文概要,查看原文内容请购买。
振动时效技术的原理及应用

振动时效技术的原理及应用振动时效技术是一种通过施加机械振动来改善材料性能的方法。
它基于振动对材料微观结构的影响,通过控制振动参数和时效工艺来实现材料性能的优化。
振动时效技术已经被广泛应用于金属、陶瓷、复合材料等领域,在材料制备、强化和改性等方面取得了显著的效果。
振动时效技术的原理主要包括两个方面:物理效应和化学效应。
首先,物理效应是指振动对材料内部结构的改变。
振动能够调整和排布材料的晶格缺陷,如晶格位错、孪晶和晶界等。
振动还能够促进材料中的原子扩散,使得原本困扰材料性能的缺陷部位得到修复。
此外,振动还能改善材料中的晶粒生长,细化晶粒颗粒尺寸,提高材料的力学性能。
其次,化学效应是指振动对材料内部化学反应的促进作用。
振动能够加速材料中的气体和溶液的弥散和成分均匀分布,提高反应速率。
振动时效还能促进化学反应中的质量转移和相界面扩散,加速组分的重分布和形核生长,从而得到更加均匀和细小的相结构,提高材料的性能。
振动时效技术在材料制备中的应用非常广泛。
首先,振动时效可用于材料的强化。
金属材料经过振动时效处理后,晶粒尺寸变小,晶界密度增加,从而使材料的强度、硬度和韧性等力学性能得到显著提高。
此外,振动时效能够提高材料的疲劳寿命和耐腐蚀性能,有效防止材料的疲劳和蠕变失效。
其次,振动时效技术还能够用于材料的改性。
通过振动时效处理,可以改变材料的组织结构和相成分,从而得到具有特定性能的新型材料。
例如,陶瓷材料的韧化处理、固溶体的析出和晶界清洁化等都可以通过振动时效来实现。
此外,振动时效技术在粉末冶金和纳米材料制备中也得到了广泛应用。
振动可以调控粉末粒度和分布,减少颗粒之间的结合能,促进粉末的烧结和致密化。
总之,振动时效技术通过物理效应和化学效应改善材料性能。
其原理在于振动对材料微观结构的调控和材料化学反应的促进。
该技术在材料制备、强化和改性等方面具有广泛应用前景,对于提高材料性能,开发新材料具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
振动时效在铝材上的应用发布者:admin 发布时间:2012-7-25 阅读:1169次振动时效在铝材上的应用2010-12-29振动时效在铝合金零件加工中的应用张晓,杜战峰(西安电子工程研究所,陕西西安710100)摘要:高强度铝合金在加工过程中的变形问题广泛存在,而残余应力是引起变形的关键因素。
因此,研究如何去除残余应力、稳定铝合金零件尺寸具有重要的理论意义和工程应用价值。
关键词:铝合金;残余应力;振动时效分类号: TH 161 文献标志码:A本文首先介绍了去除残余应力的常用方法及其特点,然后详述了振动时效去除残余应力的工艺和原理。
然后在试验中通过检测刚加工完成时和放置90 d 时,零件表面的平面度变化的方法比较了人工时效法、深冷处理法和振动时效法在去除实例零件残余应力时的效果。
最后结果表明:振动时效在去除铝合金残余应力时较其它方法具有更好的效果。
7075 、2024 、6061 、6063 等变形铝合金由于比强度高,广泛地用于航空、航天、电子等工业中。
这些铝合金的强化都是通过热处理(固溶处理+ 时效处理) 的途径得以实现。
但这些铝合金结构件毛坯在成形(冷变形、焊接等) 与热处理过程中常常产生很大的残余应力,造成在后续的机械加工过程中,随着材料的不断去除,原来毛坯中残余应力的“平衡状态”被打破, 残余应力将重新分布直至达到内力平衡,此时往往产生很大的加工变形,使零件失去应有的加工精度。
另外,残余拉应力还增加铝合金结构件应力腐蚀开裂( St ress Corrosion Cracking) 的敏感性,导致早期疲劳失效。
因此,在铝合金加工过程中去除残余应力,稳定零件尺寸具有重要的意义。
1 去除残余应力的常用方法1. 1 自然时效法把构件露天放置于室外,经过几个月至几年的风吹、日晒、雨淋和季节的温度变化,给构件多次造成反复的温度应力。
在温度应力形成的过载下,促使残余应力发生松弛而使尺寸精度获得稳定。
自然时效方法虽然简单易行,但降低残余应力的效果不明显,并且生产周期长,占用场地大,已逐渐被淘汰。
1. 2 人工时效法人工时效处理法是降低残余应力的传统方法。
人工时效是指把铝合金加热到某一温度,保温一定的时间,然后缓慢冷却到室温的热处理方法。
但如果时效温度过高,时效时间过长,将使铝合金软化,谓之过时效。
因而,人工时效通常在较低温度(小于200~250 ℃) 下进行,从而使得消除应力的效果仅为10 %~35 % ,非常有限。
同时人工时效存在能耗高,生产成本高的问题。
1. 3 深冷处理法深冷处理法也称冷稳定处理法,按工艺可划分为深冷急热法与冷热循环法2 种。
其中深冷急热法是将含有残余应力的零件浸入- 196 ℃的液氮中深冷,待内外温度均匀后又迅速地用热蒸汽喷射,通过急热与急冷产生方向相反的热应力,借此抵消原来的残余应力场。
而冷热循环法是指在慢速交换条件下在低温液氮与高温液体之间进行冷热交换,适合于内含线膨胀系数差别很大金相组织的铝合金。
由于深冷处理对零件的尺寸与形状没有限制,因此,适合于形状复杂的模锻件与铸件。
然而,深冷处理的局限性也显而易见,他只能消除热处理温度梯度产生的残余应力,而不能有效消除机械加工、冷成形等不均匀塑性变形产生的残余应力,对焊接残余应力的消除效果也不佳[3 ] 。
1. 4 振动时效法振动时效,在国外称之为“VSR”技术,它是“Vibratory St ress Relief”的缩写。
它是根据工艺要求控制激振器的转速和偏心使工件发生共振,让工件需时效部位产生一定幅度、一定周数的交变运动并吸收能量,从而让工件内部发生一定的微观黏弹塑性金属力学变化,从而在一定程度上降低和均化工件内部的残余应力,提高工件将来的尺寸稳定性及疲劳寿命等性能。
2 振动时效的工艺振动时效的一般工艺过程:用胶垫支撑工件—将激振器和拾振器固定在工件上—振前扫频搜寻共振峰—选择亚共振峰振动时效—振后扫频检查时效效果。
振动时效工艺布置图如图1 所示。
首先,根据工件结构、尺寸、材质、时效要求和残余应力场分布分析判断所需有效振型;在预测的有效振型的节线附近平稳地弹性支撑工件(为了使工件处于自由状态,支点应尽量少) ;把激振器固定装在工件刚性较大且振幅较大处;把拾振器固定装在远离激振器且在振幅较大处。
然后,选择激振器偏心距,将固定在工件上的激振器的电机转速(频率)由小调大,寻找共振峰,确定主、附振频率;按主振频率的振型调整支撑点、激振点、拾振点。
最后,在亚共振区选择频率主振工件,一般累计振动时间不超过40 min 。
3 振动时效的原理振动时效(VSR) 消除残余应力使工件获得尺寸稳定性的机理可以从宏观和微观两方面解释:宏观上,当σ动+σ残≥σS时(σ动—激振器施加给工件的周期性动应力,σ残为残余应力,σS 为材料屈服强度极限) ,工件会产生少量的塑性变形,使残余应力峰值下降,原来不稳定的残余应力得到松弛和匀化。
同时由于包辛格效应,经一定时间的循环后,工件材料的当量屈服强度由原来的σS上升,直到与所受的应力相等,工件内部不再产生新的塑性变形,此时塑性变形变成弹性变形,工件的弹性性能得到强化,从而使工件的几何尺寸趋于稳定。
微观上,因金属具有将机械能转变成热能的性质,即使在σ动+σ残≤σS时,也会产生微观的塑性变形。
其机理为:由振动输入的活化能使位错移动,在位错塞积群的前沿引起应力集中而产生塑性变形;同时,迁移的位错切割位错群,以致使位错钉扎,材料基体得到强化,使松弛刚度增大,工件获得尺寸稳定性。
4 各种去应力方法比较图2 所示零件是某相控阵雷达天线框架中的激励器安装梁,其结构特点是又窄又长、壁薄、槽多,加工复杂、精度要求高。
此零件毛坯采用高强度铝型材(L Y12CZ - XC311 - 59) ,加工过程容易产生变形,主要以翘曲变形和侧弯变形为主,扭曲变形为辅。
翘曲变形是指在零件主平面上沿垂向产生的弯曲变形;侧弯变形是指在零件主平面上沿横向产生的弯曲变形,多发生在细长件上;扭曲变形是指绕零件中轴线产生的扭转变形(类似麻花状) ;复合变形则是指几种变形叠加在一起的变形。
试验分别采用人工时效法、深冷处理法、振动时效法处理下料后的毛坯铝型材,然后进行机械加工。
其中,人工时效时,使工件在195 ℃的井式热处理炉中保温6 h ,然后在空气中冷却到室温。
深冷处理时,采用冷热循环法,使工件在- 70 ℃与+ 90 ℃之间冷热循环处理3 次。
振动时效时,为了达到更好的振动效果,用钢板制作1 件40 mm ×1 000 mm ×2 000 mm 的平板工装。
先把下料后的铝型材刚性固定在工装上;然后按照振动时效工艺要求,在合适的位置安装激振器和拾振器,再振动时效40 min 。
在零件加工刚刚完成时和放置90 d 时通过检测A、B 面的平面度来衡量零件尺寸的稳定性。
试验数据如表1 所示。
表1 各种去应力方法比较数据mm处理方法试件编号检测面平面度(加工完) 平面度(90 d 后) 平面度变化量人工时效01A 面0. 10 0. 82 0. 72B 面0. 15 0. 46 0. 3102A 面0. 14 0. 72 0. 58B 面0. 22 0. 46 0. 24深冷处理03A 面0. 15 1. 41 1. 26B 面0. 11 0. 59 0. 4804A 面0. 14 1. 22 1. 08B 面0. 09 0. 51 0. 42振动时效05A 面0. 28 0. 52 0. 24B 面0. 10 0. 18 0. 0806A 面0. 13 0. 38 0. 25B 面0. 10 0. 24 0. 144. 1 试验分析通过以上试验数据我们可以看出:1) 从零件刚加工完成到放置90 d 后,6 件试件都有不同程度的变形。
2) 深冷处理过的试件平面度变化最大,说明其效果最差;振动时效过的试件平面度变化最小,说明其效果最好。
4. 2 试验结论振动时效对降低L Y12 铝合金型材残余应力的效果明显好于其他几种时效方法。
5 结语振动时效与其他几种去除应力方法相比较,具有下述的优点。
1) 经过振动时效后的铝合金构件具有良好的尺寸稳定性,在后续的机械加工中不易产生加工变形。
2) 适用性强。
由于工艺简单,设备灵活,因此可以在任何场地上进行现场处理。
他不受构件大小和材料的限制,从几十公斤到几十吨的构件都可以使用振动时效技术。
3) 节省时间、能源和费用。
振动时效只需30min 即可进行下道工序,且节省了大量的电、水等能源。
振动时效在铝材上的应用发布者:admin 发布时间:2012-7-25 阅读:1169次振动时效在铝材上的应用2010-12-29振动时效在铝合金零件加工中的应用张晓,杜战峰(西安电子工程研究所,陕西西安710100)摘要:高强度铝合金在加工过程中的变形问题广泛存在,而残余应力是引起变形的关键因素。
因此,研究如何去除残余应力、稳定铝合金零件尺寸具有重要的理论意义和工程应用价值。
关键词:铝合金;残余应力;振动时效分类号: TH 161 文献标志码:A本文首先介绍了去除残余应力的常用方法及其特点,然后详述了振动时效去除残余应力的工艺和原理。
然后在试验中通过检测刚加工完成时和放置90 d 时,零件表面的平面度变化的方法比较了人工时效法、深冷处理法和振动时效法在去除实例零件残余应力时的效果。
最后结果表明:振动时效在去除铝合金残余应力时较其它方法具有更好的效果。
7075 、2024 、6061 、6063 等变形铝合金由于比强度高,广泛地用于航空、航天、电子等工业中。
这些铝合金的强化都是通过热处理(固溶处理+ 时效处理) 的途径得以实现。
但这些铝合金结构件毛坯在成形(冷变形、焊接等) 与热处理过程中常常产生很大的残余应力,造成在后续的机械加工过程中,随着材料的不断去除,原来毛坯中残余应力的“平衡状态”被打破, 残余应力将重新分布直至达到内力平衡,此时往往产生很大的加工变形,使零件失去应有的加工精度。
另外,残余拉应力还增加铝合金结构件应力腐蚀开裂( St ress Corrosion Cracking) 的敏感性,导致早期疲劳失效。
因此,在铝合金加工过程中去除残余应力,稳定零件尺寸具有重要的意义。
1 去除残余应力的常用方法1. 1 自然时效法把构件露天放置于室外,经过几个月至几年的风吹、日晒、雨淋和季节的温度变化,给构件多次造成反复的温度应力。
在温度应力形成的过载下,促使残余应力发生松弛而使尺寸精度获得稳定。
自然时效方法虽然简单易行,但降低残余应力的效果不明显,并且生产周期长,占用场地大,已逐渐被淘汰。
1. 2 人工时效法人工时效处理法是降低残余应力的传统方法。
人工时效是指把铝合金加热到某一温度,保温一定的时间,然后缓慢冷却到室温的热处理方法。