作业标准时间测定表格
IE时间分析发,内附标准时间表

时间分析—作业测定(1)
时间分析的体系
从泰勒把时间分析应用于工厂改善开始,时间分析已走远了一百多年的历程,其方法经过后人不断总结发展, 已经蔚然而成体系,具体如下图所示:
时间分析一般分为两大类型
直接观测法 间接观测法
根据分析对象的作业种类、性质以及分析的目的,又可以细分出许 多方法。以下逐一进行介绍。
例如,针对某一次观测,经判断熟练度为C1(+0.06),
努力程度为B2(+0.08),工作条件为E(-0.03),一致 性为E(-0.02),则评价系数 = 1+0.06+0.08-0.03-0.02 =
平准化评价系数表
评价 标准时间的设定 2) 作业条件 熟练度 —作业测定( 努力度
项目
一致性 A B C D E F +0.04 +0.03 +0.01 0.00 -0.02 -0.04
M28C
14.4
5
6
P1SE
5.6
5.6 P1SE 决定针在板上位置
7 放下针 RL1 2.0 RL1 上表中,抓住针和定位等动作对一般人而言,较难左右手同时进行 合计 55.8
标准时间的设定—作业测定(2)
标准时间概要(Standard Time)
所谓的标准时间,就是指在正常条件下,以标准的作业方法和合理的劳动强度和速度完成符合质量要求的工 作所需的作业时间. 也就是在一位受过训练的熟练工作者,以规定的作业方法和用具,完成一定的质和量的工作所需的时间。 标准时间是衡量一切工作的标准,它具有相当高的客观性和公平性。 标准时间具有五大主要因素:正常的作业条件、熟练程度、作业方法、劳动强度和速度、质量标准。
作业时间与计件工资标准表
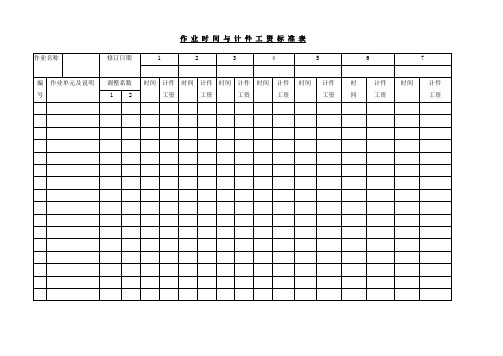
作业名称
修订日期
1
2
3
4
5
6
7
编
作业单元及说明
调整系数
时间
计件Байду номын сангаас
时间
计件
时间
计件
时间
计件
时间
计件
时
计件
时间
计件
号
1
2
工资
工资
工资
工资
工资
间
工资
工资
表格说明(使用时删除):
1、该表格主要用途包含不局限于学校、公司企业、事业单位、政府机构,主要针对对象为白领、学生、教师、律师、公务员、医生、工厂办公人员、单位行政人员等。
2、表格应当根据时机用途及需要进行适当的调整,该表格作为使用模板参考使用。
3、表格的行列、文字叙述、表头、表尾均应当根据实际情况进行修改。
标准作业三件套表格
01
促进知识传承
标准化的作业流程和操作步骤有助于 新员工快速掌握工作技能,促进知识 传承和团队协作。
05
03
保障工作质量
明确的作业标准和要求有助于保障工 作质量,确保作业达到预期的效果和 目标。
04
提升安全意识
强调作业安全注意事项有助于提升员 工的安全意识,减少事故风险。
05
作业记录书的内容与作用
物流业
用于货物的运输和仓储管理,通过 标准作业三件套表格,记录货物的 进出库情况、运输状态等信息,优 化物流运作和管理。
服务业
用于服务流程的管理和优化,通过 标准作业三件套表格,记录服务过 程中的关键环节和客户反馈,提高 服务质量和客户满意度。
07
总结与展望
总结
成果展示
详细列举了本次准作业的主要成果, 包括完成的项目数量、达到的效果以 及具体的实施情况。
作业记录书应具有足够的详细性和准 确性,以便对员工的作业情况进行评 估和考核,同时也有助于发现和解决 潜在的问题。
作业记录书应包含作业时间、操作人 员、设备使用情况、质量检测等内容, 以便对作业过程进行追溯和监控。
03
作业指导书的内容与作用
内容概述
01
02
03
04
作业名称
明确作业的名称和主要内容, 以便于了解和查找。
作业步骤
详细列出作业的步骤和操作顺 序,包括所需工具和材料。
注意事项
对作业过程中需要注意的事项 进行说明,以避免错误和事故
。
参考文件
列出作业过程中可能涉及到的 相关文件和标准,以便于查阅
。
作用与价值
指导作用
作业指导书为操作者提供了明 确的操作指导和步骤,有助于
标准工时制定规范(含表格)
标准工时制定规范(ISO9001-2015)1目的1.1应用科学的、系统的方法制定标准工时,编制标准工时表;1.2将标准工时导入标准工时库应用于生产管理。
2范围2.1适用于公司所属各部门、车间。
3职责3.1车间工程技术人员:负责制定工艺流程,测量标准工时,编制标准工时表;积累、分析工时数据,制定通用作业工时标准(运用综合数据法);3.2生产车间经理:负责标准工时表的执行,按标准工时表排定的工位及作业内容组织生产,审核各班组生产日报表;3.3工艺工装职能:负责对标准工时表校对、审核;3.4燃具产品部长:负责对标准工时表审定、批准;3.5综合管理职能:负责标准工时导入标准工时库,各功能模块应用输出,并应用于生产管理;3.6技术管理职能:负责标准工时表归档管理,发放;4工作流程图5工作程序5.1标准工时制定原则5.1.1在产产品:所有在一年内生产的产品必须制定相应品名的标准工时,超过3年未生产产品的标准工时表可以不维护更新,但保留旧版电子档,以备查看;5.1.2新增产品:新产品试产时需制定一个临时工艺流程图,在批量生产后5个工作日须发行新版正式标准工时表;新版标准工时表版本号统一定为“00”版;5.1.3工艺变更:当生产工艺发生变更时,须调整相应变更工位的工时数据,并升级发行新的标准工时表,版本号为原版本号加“1”,并在表上相应位置注明升级原因。
例:原版为“00”版,升级后发行版本为“01”版,以此类推。
5.1.4制程改善:当对生产制程进行改善时,改善成果将通过“标准工时”的降低,“线平衡率”的提高来体现;改善完成后须升级标准工时表,以进行相应措施的固化;5.1.5与实际差异过大:当正式版标准工时表投入使用后,若发现与生产实际存在较大差异时,需要就部分或全部工位进行重新观测分析,再升级发行新版标准工时表;差异过大的标准为:在去除外部影响与内部问题后的产出工时与投入工时的差异超过10%;5.2数据测量标准工时制定初期阶段以秒表法为主,待积累了大量的作业单元数据进行分析后,再运用综合数据法制定常用作业的工时标准参数表,以在后期制定标准工时时直接取用,提高制作效率。
作业测时---作业测定的时间研究

模特法实例某厂有一条汽车用发电机的装配生产线。
现介绍如何用作业测定的方法确定该流水生产线的标准时间并对其进行改善。
该发电机装配主要包括:前盖、轴承、轴承盖、定子、压块及螺钉、转子、后盖总成(包括后盖和整流桥)、皮带轮、调节器、硅脂、集电环保护套、黑罩盖和一些装配件。
第1工位动作因素分析双手操作程序作业内容上料定位工位号 1 工作地布置位置MOD数139 时间秒 17.931 定员 1 单元左手时间右手动作叙述分析式次数MOD 次数分析式动作叙述 1 从工位器具中拿取前盖并判断型号M4G1E2D3 1 102 将前盖放置于随行板上 M4P2 1 63 从工位器具中拿取定子并判断型号M4G1E2D3 1 104 将定子放入前盖M4P5 1 9 5 校正定子位置M2R2 1 4 校正定子位置6 校正引出线M1R2 3 9 3 M1R2 校正引出线7 取压板M3G3 4 24 4 M3G3 取螺钉8 组合压板与螺钉M3P5 4 32 组合压板与螺钉9 32 4 M3P5将组合件插入前盖镙孔 10 按下绿色按钮放行M3G0 1 3 1 M3G0 按下绿色按钮放行总计139 UT通过对这八个操作单元的10次观测,得到每个操作单元的平均操作时间。
单元1,2,3,5,6,8的评比系数为110%,而第4,7操作单元的评比系数为100%,以第1单元为例,(宽放率为15%)则:正常时间观测时间X 评比系数0.143 X 110% 0.157 标准时间正常时间 X(1+宽放率)0.157 X 1+15% 0.181 如此类推,将各单元的标准时间之和求出后,即得组装手电筒的作业时间。
感动中国人物――蓝领专家孔祥瑞天津港(集团)煤码头公司孔祥瑞操作队队长兼党支部书记,高级技师。
2006年“感动中国”人物。
武汉理工大学杰出校友。
他先后主持开展技术革新项目150多个,获多项国家专利,为企业创效近9600万元,成为人人敬佩的“知识型产业工人”。
标准工时测定

A1
+0.15
A2
+0.13
超优
A1
+0.13
A2
+0.12
B1
+0.11
B1
+0.10
优
优
飞翔
B2
+0.08
B2
+0.08
C1
+0.06
良
C2
+0.03
C1
+0.05
良
C2
+0.02
平均
D
+0.00
平均
D
+0.00
E1
-0.05
可以
E2
-0.10
E1
-0.04
可以
E2
-0.08
F1
-0.16
劣
F2
4. 平准化评比
飞翔
影响速度的四大原因﹕ 熟练程度 努力程度 工作环境 一致性
熟练度﹕工作进行的順畅性
努力度﹕工作的意愿
工作环境﹕如溫度﹑ 湿度﹑ 通风﹑ 光线等等此影响较小﹐不考慮。 一致性﹕同一作业单元的测时值是否非常接近,不考慮。
► 4. 平准化評比系数检查表
熟练度调整系数
努力度调整系数
超优
注:测量完成后,数据请保留备份。
4.1.4 秒表测时的步骤
1. 确定测时对象(工件)与目的
2. 確定工作方法与工作环境
飞翔
3. 预先观测并建立作业单元并确定观测次数
4. 实地观测并记录单元时值
5. 基本的时值整理(剔除异常值)
6. 计入评比与宽放
4.1.5 划分作业单元的理由与技巧
理由﹕ 1. 为了正确的给予评比 2. 明确作业细节﹐提示改善 3. 作业条件、 方法改变时的局部重测
标准时间制定(三)
2
40 nc–b a
X=
X﹕合理的观测周程数 n ﹕预先观测的周程数 a ﹕该作业单元的每个时值的总合 b ﹕该作业单元每个时值的总合的平方 c ﹕该作业单元每个时值的平方的总合
17
二(8)测量次数的确定
18
二(9)常规的观察次数参考表
周期時間 觀測次數
40min以上
20~40min
3
5
10~20min
则的要
6
素作业处理不良品(贴标签)
一(5)标准时间的特性
1、客观性
对应于某一标准化了的作业操作(通过方法研究),标准工时是 不以人的意志而转移的客观存在的一个量值。
2、可测性
只要将作业标准化了,就可以用科学的方法对操作进行测定(如 秒表测时、工作抽样、PTS技术等),以确定标准工时的量值。
3、适用性
因为标准工时是以普通熟练工人以正常速度完成某项 作业的劳动标准时间,不强调以过分先进或十分敏捷 的动作完成某项操作的时间,所以它应该是易于被大 多数人所接受的。
7
一(6)标准时间的意义和用途
制定合理的标准时间是科学管理的最 基本依据﹐也是最重要的工作。无标准时 间就无管理的第一步。通过标准时间的应 用使参与工作的全部人都可以客观准确地 计划﹑实施并评价工作结果。标准时间的 应用非常广泛﹐是制造业必不可少的作业 管理基准。标准时间不是一成不变的 ﹐随 着作业方法及产品工艺的改进 ﹐标准时间 也是在不断更新与提高的。
1 2 3 4 5 6 7 8 9
15
18
10
16
17
16
15
23
24
14
二(6)测试数值异常的值剔除
说明-正常的数值一般选定在平均值的上 限为30%,下限在30%。 X =(15+18+10+16+17+16+15+23+24)/9
生产部门所需表格汇总
生产部门所需表格汇总月份生产计划表生产批号产品名称数量金额制造单位制造日程预出口日期需要工时估计成本附加值备注起止原料物料工资1 2 3 4 5 6 7 8 91011121314151617生产计划安排表生产单位生产项目生产数量预计日程安排人力预计产值原料成本物料成本人工成本制造费用制造成本毛利起止各部门生产计划安排表月份产品名称生产数量备注人力起止日期人力起止日期人力起止日期人力起止日期人力起止日期人力起止日期产品产销状况预测分析表日期__________月预计月预计月预计月预计客户名称产品种类期末初期生产量交货量期末初期生产量交货量期末初期生产量交货量期末初期生产量交货量标准:_______ 拟定________订单安排记录表产品名称产品编号规格订单编号接单日期规格式样色泽说明数量交货期合并记录制造令号完工记录历年投入产出比较说明计算式87年88年89年90年91年92年93年94年备注A 直接员工B 员工人数C 生产设备D 固定资产E 资本额F 营业额G 生产额H 每人生产额G/AI 每人营业额F/BJ 资本劳力比E/AK 直接员工比A/BL 生产设备比每人生产额资本劳力比直接员工比生产设备比技术发展绩效分析表月份产品设计产品改良设备改良说明专非专专非专专非专专非专专非专专非专一月二月三月四月五月六月七月八月九月十月十一月十二月合计本年度主要工作说明生产进度异常原因分析月份生产批数改变批数更改原因备注待料订单更改效率低人员不足设备故障放假安排不当其他一月二月三月四月五月六月七月八月九月十月十一月十二月合计说明月份各产品产出率报告表产品生产日期过程合计名称自至项目制单号码或客户进量出量产出量进量出量产出量进量出量产出量进量出量产出量进量出量产出量生产效率记录表日期工作人数实际工时平均工时效率机器使用率平均收成率平均收成率本日生产项目月份产销计划汇总表产品名称规格本月销售预测本月库存数量本月生产数量预计生产数量开机台数原料用量计划审核: 拟定:机器生产效率统计表制造号码产品名称工作期间机器效率人工效率良品率评语起止起止起止起止设备利用率分析表期间月日至月日资料来源:资料分析/抽查机器编号机器名称应有工时应用工时故障时间停工时间其他时间加班时间备注工时% 工时% 工时% 工时% 工时%合计审核: 分析员: 工作效率分析表作业名称负责部门实际工时记录标准工时效率工作时间起止机器工作效率日报表机器编号生产项目工作时数标准使用工时效率原因及备注厂长: 审核: 填表:生产效率日报表月日编号生产项目备注实际工时产量标准工时实际工时产量标准工时寮际工时产量实际工时产量标准工时实际工时实际工时产量标准工时实际工时合计备注工程分析表作业编号作业说明使用设备使用工具治具估计作业时间估计日产量备注经济生产量分析表产品名称前三月销量(台)去年同期销量(台)估计每月销量(台/日)估计每月生产量(台/日)换线员失产量(台)经济产量(台)生产日数(天)备注作业改善计划表项次产品名称预定生产日程作业名称改进理由作业时间目标负责人配合人员起至瓶颈费力配合质量人力工作改进报告产品名称作业名称分析期间分析人改进原因:改进经过:改进建议与方法配合事项效益分析第三节工作量分析作业标准时间测定表作业编号作业名称设备工具名称说明测量数量时间平均商量次数时间平均测量次数时间平均合计评比标准实际时间审核分析人工作量汇总表产品名称部门名称项次作业名称同时作业人数作业类别发生频率每次处理时间每日工作量安排人力努力程度偶然事件无法处理次数备注固定偶然平均最高平均标准作业量分析表作业名称作业时间 (时/次)编号作业单元名称需同时处理人数作业类别发生频率发生说明方式每次处理时间每日工作量实发无法处理人数固定实发平均最长生产记录表项目核对项目管理范围异常时间记录说明产品出勤数收成率A级率B级率开机率标准实际差异第四节生产记录生产状况记录表项目记录项目管理范围异常时间及记录说明产量出勤人数收成率A级率B级率开机率标准实际差异上级交办事项处理对策主管批示员工学习效率考核分析卡姓名工号组别班别工作名称工作说明到厂日期目标效率日产量金额日期。