丝锥尺寸
m3丝锥规格
m3丝锥规格
"m3丝锥"是一种用于螺纹加工的工具,用来切削M3标准螺纹的丝锥。
M3表示螺纹直径为3毫米。
根据国际标准ISO 68-1,M3螺纹的公称直径为3毫米,螺距为0.5毫米。
公称直径是指在螺纹中心线上用圆柱的直径来表示的。
螺距是指相邻螺纹的轴向距离。
对于M3丝锥的规格,主要包括以下方面:
1.钢材质:丝锥通常采用优质的高速钢(HSS)或碳化钨(Tungsten Carbide)等材料制造,以提供良好的切削性能和耐用性。
2.切削角度:M3丝锥的切削角度通常为60度,也就是常见的标准三角形丝锥形状。
3.螺纹尺寸:M3丝锥的螺纹尺寸符合M3标准,即公称直径为3毫米,螺距为0.5毫米。
螺纹尺寸的准确度非常重要,以确保丝锥能够正确地切削出M3螺纹。
4.支座和导向:M3丝锥通常具有一个柄部,用于手持或安装在丝锥座上进行旋转,以实现切削操作。
柄部还可能具有导向槽或导芯,以帮助丝锥在工件上正确地导向和对中。
需要注意的是,具体的M3丝锥规格可能还涉及到一些其他细节,如丝锥长度、刃数、表面处理等。
这些规格会根据不同的制造商和产品系列而有所差异。
因此,在选择和使用M3丝锥
时,最好参考丝锥制造商提供的技术规格和指南,以确保其与您的具体应用和要求相匹配。
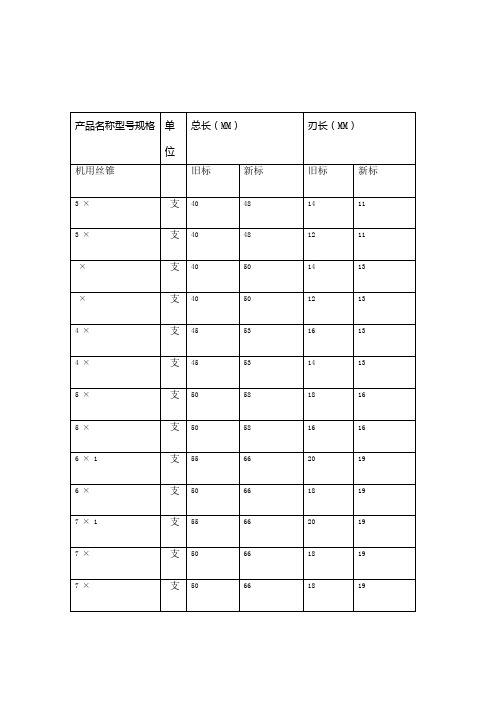
丝锥规格对照表
付
48
11
14×
付
95
30
3×
付
48
11
14×
付
90
25
×
付
50
13
141×
付
87
22
×
付
50
13
216×
付
102
32
4×
付
53
13
16×
付
102
32
4×
付
53
13
161×
付
92
22
5×
付
58
16
18×
付
112
37
5×
付
58
16
218×
付
112
37
6 1×
付
66
19
18×.
付
104
29
6×
付
66
付
76
20
付
113
33
101×
付
76
20
付
109
24
10×
付
73
20
付
130
45
12×
付
89
29
付
120
35
12×
付
89
20
付
120
35
12×
付
84
24
付
114
24
1 12×
付
80
22
付
135
45
214×
付
95
30
付
127
37
272×
6mm丝锥转数
6mm丝锥转数1. 什么是丝锥?首先,我们需要了解一下什么是丝锥。
丝锥是一种用于切削内螺纹的工具,通常由高速钢或碳素钢制成。
它的形状类似于一个长而细的圆柱体,一端有一个尖头,另一端则有一个手柄。
2. 6mm丝锥的特点6mm丝锥是指直径为6mm的丝锥。
它通常用于切割直径为6mm的内螺纹。
与其他尺寸的丝锥相比,6mm丝锥具有以下特点:•小巧轻便:由于其尺寸较小,6mm丝锥比较轻便,方便携带和使用。
•切削能力强:虽然尺寸较小,但6mm丝锥仍然能够有效地切割出高质量的内螺纹。
•多种用途:6mm丝锥适用于多种材料,如金属、塑料等。
3. 丝锥转数对切削效果的影响在使用丝锥时,转数是一个非常重要的因素。
转数的选择会直接影响切削效果。
以下是丝锥转数对切削效果的影响:•转速过低:如果转速过低,切削效果会变差。
丝锥在切削时需要有足够的转速来确保刀具能够顺利地切入材料并形成螺纹。
•转速过高:如果转速过高,会导致丝锥产生过多的热量,可能会使材料变软或变形。
此外,过高的转速还可能导致刀具磨损加快。
•适当的转速:选择适当的转速是确保良好切削效果的关键。
根据不同材料和丝锥尺寸,可以参考相关的转速表来确定合适的转数。
4. 如何确定6mm丝锥的适当转数?要确定6mm丝锥的适当转数,可以考虑以下几个因素:•材料类型:不同材料对于丝锥的要求也不同。
一般来说,硬度较高的材料需要较低的转速,而较软或易切削的材料可以使用较高的转速。
•刀具类型:不同类型和品牌的丝锥可能有不同的推荐转速。
在使用新的丝锥之前,最好查阅相关的技术手册或咨询厂家以获取正确的转速信息。
•试错法:如果没有明确的转速指导,可以通过试错法来确定适当的转数。
首先选择一个较低的转速进行切削,观察切削效果。
如果效果不佳,则逐渐增加转速直到达到理想效果。
5. 如何正确使用6mm丝锥正确使用6mm丝锥是确保切削效果和工作安全的关键。
以下是一些使用6mm丝锥时应注意的事项:•使用润滑剂:在切削过程中,应始终使用适量的润滑剂。
标准丝锥规格表

标准丝锥规格表
标准丝锥规格表
丝锥是一种用于切割螺纹的工具,通常由高速钢、碳钢或合金钢制成。
以下是一些常见的标准丝锥规格:
1. 丝锥直径:从1mm到100mm,大多数丝锥直径为3mm至30mm。
2. 丝锥长度:通常为50mm至500mm。
3. 丝锥螺距:通常为0.5mm至6mm,常见的螺距为1mm、1.25mm、1.5mm、1.75mm、2mm、2.5mm、3mm、4mm和6mm。
4. 丝锥种类:常见的种类包括M型、MF型、BSP型、NPT型、BSW型等。
M型丝锥适用于公制螺纹,MF型丝锥适用于特殊精密螺纹。
BSP 型丝锥适用于英制螺纹,NPT型丝锥适用于美制螺纹,BSW型丝锥适用于英制粗牙螺纹。
5. 丝锥材料:高速钢、碳钢和合金钢等。
总之,选择适当的丝锥规格和材料将有助于提高螺纹切削的质量和效率。
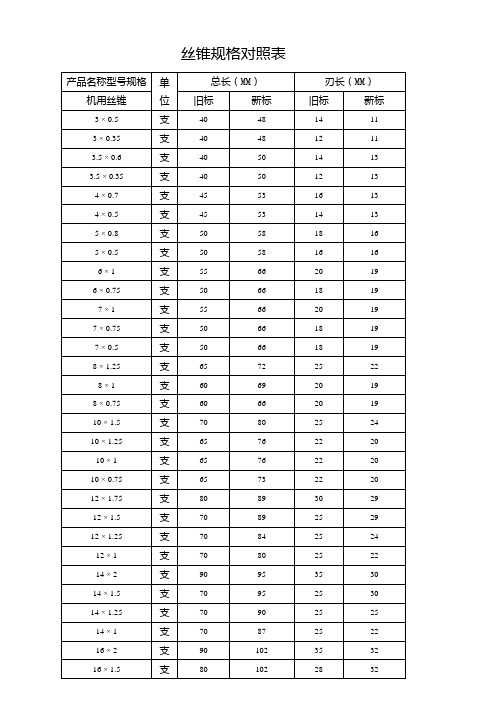
丝锥规格对照表
24
24 × 3
支
120
130
45
45
产品名称型号规格
单位
总长(MM)
刃长(MM)
机用丝锥
旧标
新标
旧标
新标
M24 × 2
支
95
120
32
35
24 × 1.5
支
95
120
32
35
24 × 1
支
95
114
32
24
27 × 3
支
120
135
45
45
27 × 2
支
95
127
32
37
27 × 1.5
支
95
付
84
24
20×1
付
114
24
12×1
付
80
22
27×3
付
135
45
14×2
付
95
30
27×1.5
付
127
37
27×2
付
127
37
27×1
付
120
25
产品规格名称型号
单位
主要尺寸
产品规格名称型号
单位
主要尺寸
英制手用丝锥
总长mm
刃长mm
英制手用丝锥
总长mm
刃长mm
3/16"×24
付
60.33
22.23
付
66
19
22×2.5
付
118
38
10×1.5
付
80
24
22×2
付
118
螺套丝锥规格
螺套丝锥规格
【原创实用版】
目录
1.螺套丝锥规格简介
2.螺套丝锥规格的分类
3.螺套丝锥规格的选择方法
4.螺套丝锥规格的应用领域
正文
一、螺套丝锥规格简介
螺套丝锥是一种用于加工螺纹的切削工具,它具有结构简单、使用方便、精度高等特点,广泛应用于各种螺纹加工场合。
螺套丝锥规格是指螺套丝锥的尺寸和参数,包括螺纹直径、螺距、刃部长度等,这些参数决定了螺套丝锥的加工能力和适用范围。
二、螺套丝锥规格的分类
根据螺纹直径和螺距的不同,螺套丝锥规格可分为以下几类:
1.公制螺纹丝锥:适用于加工公制螺纹,如 M6、M12、M16 等。
2.美制螺纹丝锥:适用于加工美制螺纹,如 1/4、3/8、1/2 等。
3.英制螺纹丝锥:适用于加工英制螺纹,如 BSP、BSPT 等。
4.模数螺纹丝锥:适用于加工模数螺纹,如 M10、M20 等。
三、螺套丝锥规格的选择方法
在选择螺套丝锥规格时,需要考虑以下几个因素:
1.被加工零件的材料和硬度:根据被加工零件的材料和硬度选择合适的螺套丝锥规格,以保证切削效果和刀具寿命。
2.螺纹加工精度要求:根据螺纹加工精度要求选择合适的螺套丝锥规格,以保证螺纹加工质量。
3.加工设备和工艺:根据加工设备和工艺选择合适的螺套丝锥规格,以保证刀具的稳定性和使用寿命。
四、螺套丝锥规格的应用领域
螺套丝锥规格广泛应用于各种螺纹加工场合,如汽车、摩托车、机床、工程机械、石油化工、航空航天等行业。
丝锥规格对照表格模板

付 74.61 31.75
付 80.17 36.5
付 85.73 42.07
20×1
付
27×3
付
27×1.5
付
27×1
付
产品规格名称型号
单
英制手用丝锥
位
9/16"×12
付
5/8"×11
付
3/4"×10
付
7/8"×9
付
1"×8
付
114
24
135
45
127
37
120
25
主要尺寸
总长 mm 刃长 mm
91.28
付
20×2
付
20×1.5
付
20×1
付
22×2.5
付
22×2
付
22×1.5
付
22×1
付
24×3
付
24×1.5
付
24×2
付
主要尺寸
总长(mm) 95 90 87 102 102 92 112 112 104 97 112 112 104 102 118 118 113 109 130 120 120
刃长(mm) 30 25 22 32 32 22 37 37 29 22 37 37 29 22 38 36 33 24 45 35 35
支
50
66
7 ×1
支 55
66
7 ×0.75
支
50
66
7 ×0.5
支 50
66
8 ×1.25
支
65
72
8 ×1
支 60
69
8 ×0.75
镀前丝锥标准
镀前丝锥标准
镀前丝锥是一种用于加工螺纹的工具,其标准包括以下几个方面:
1. 规格标准:镀前丝锥的规格需要遵循国际标准,包括尺寸、材质等方面。
常见的规格有M2-M12等。
2. 等级标准:根据加工精度和使用寿命等因素,镀前丝锥可分为不同等级的产品。
一般来说,等级越高的镀前丝锥,其加工效果和使用寿命就越好。
目前市场上常见的等级有A级、B级、C级和D级等。
3. 材质标准:镀前丝锥的材质应具备较高的硬度和韧性,能够快速切削钢材、铁材等金属材料。
一般采用高速钢或超硬合金等特殊材质。
4. 表面处理标准:镀前丝锥的刃面应采用特殊的热处理工艺,以保证丝锥的尺寸精度和表面质量。
同时,镀前丝锥表面通常会进行电镀处理,以提高其硬度和表面光洁度。
5. 加工精度标准:镀前丝锥的加工精度要求较高,需满足一定的公差范围。
具体要求根据实际使用需求而定。
6. 包装标准:镀前丝锥在包装时应采取防震、防潮等措施,以确保产品质量和运输安全。
总之,镀前丝锥的标准是多方面的,需要综合考虑规格、等级、材质、表面处理、加工精度和包装等方面的要求。
在选择和使用镀前丝锥时,需根据具体需求和情况选择符合标准的产品,以确保加工质量和效率。