CPK-4
cpk最小样本量

cpk最小样本量CPK(Process Capability Index)是衡量过程能力的指标,它用来评估一个过程在制造产品时能够控制规格上下限的能力。
CPK的计算公式为:CPK = min ((USL - μ)/ 3σ, (μ - LSL)/ 3σ),其中USL为规格上限,LSL为规格下限,μ为过程的平均值,σ为过程的标准差。
在实际应用中,为了保证产品的质量,我们需要确定一个最小的样本量来计算CPK。
最小样本量的确定需要考虑到两个因素:一是样本容量的大小要能够准确反映整个过程的特性,二是样本容量要足够小以节省时间和成本。
下面我们来讨论一下如何确定CPK的最小样本量。
首先,确定CPK的最小样本量需要考虑到过程的稳定性。
如果过程的稳定性较差,即过程的平均值和标准差会随着时间的变化而变化,那么就需要更多的样本量来反映这种变化。
通常情况下,过程的稳定性可以通过控制图来进行评估,如果控制图显示过程处于控制状态,即没有特殊因素的干扰,那么可以考虑使用较小的样本量来计算CPK。
其次,确定CPK的最小样本量还需要考虑到过程的分布形状。
如果过程的分布是正态分布的,那么可以根据中心极限定理来确定样本量的大小,一般来说,样本量大于30时,样本的平均值近似服从正态分布。
如果过程的分布是非正态的,那么就需要更多的样本量来确保样本的代表性。
最后,确定CPK的最小样本量还需要考虑到制程的要求。
如果产品的质量要求较高,那么需要更多的样本量来确保过程的稳定性和一致性。
在确定CPK的最小样本量时,需要综合考虑过程的稳定性、分布形状和制程的要求,以确保计算的CPK值是准确的,能够反映过程的真实情况。
综上所述,确定CPK的最小样本量是一个复杂的过程,需要综合考虑过程的稳定性、分布形状和制程的要求。
只有确定了合适的样本量,才能够准确评估过程的能力,从而提高产品的质量,降低成本,满足客户的需求。
何谓CPK及CPK值的意义

识别关键质量特性
通过对不同产品特性的CPK值进行比 较,可以识别出对产品质量影响较大
的关键特性,进而重点管控。
制定品质策略
根据产品特性的CPK值和品质要求, 制定相应的品质策略和控制计划。
CPK 在企业决策中的应用
决策支持
CPK值可以为企业决策提供数据支持,帮助 企业评估生产过程的稳定性和产品质量的风 险,从而做出科学决策。
对员工进行品质考核,建立品质与工资、晋升等 挂钩的激励机制。
提高生产效率
合理安排生产计划
根据市场需求和产能,制定合理的生产计划,减少生产等待和浪 费。
引入精益生产理念
通过消除浪费、持续改进等手段,提高生产效率。
优化物料和仓储管理
确保物料供应及时、准确,降低仓储成本和物料损耗。
05
CATALOGUE
性和可靠性是提高生产效率的前提。
02
当CPK值较低时,生产过程中会出现较多的缺陷和误
差,需要频繁的检测和修复,导致生产效率降低。
03
提高CPK值可以减少生产过程中的缺陷和误差,降低
不良品率,从而提高生产效率。
03
CATALOGUE
CPK 的实际应用
CPK 在生产中的应用
监控生产过程
通过计算和监测CPK值,可以及 时发现生产过程中的异常,如设 备故障、原材料波动等,从而采 取相应措施进行调整,确保生产 稳定。
CPK值是品质管理的重要指标之一,用于评估生产过程中的质量控制水平 。
通过监测和计算CPK值,可以及时发现生产过程中的异常和问题,采取相 应的措施进行改进和优化,提高产品质量和可靠性。
CPK值也是ISO 9001等质量管理体系认证的重要考核指标之一。
Cpk知识
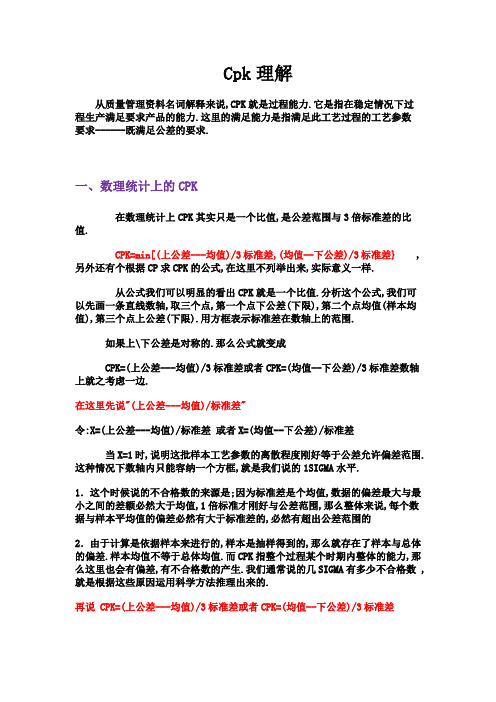
Cpk理解从质量管理资料名词解释来说,CPK就是过程能力.它是指在稳定情况下过程生产满足要求产品的能力.这里的满足能力是指满足此工艺过程的工艺参数要求------既满足公差的要求.一、数理统计上的CPK在数理统计上CPK其实只是一个比值,是公差范围与3倍标准差的比值.CPK=min[(上公差---均值)/3标准差,(均值--下公差)/3标准差} ,另外还有个根据CP求CPK的公式,在这里不列举出来,实际意义一样.从公式我们可以明显的看出CPK就是一个比值.分析这个公式,我们可以先画一条直线数轴,取三个点,第一个点下公差(下限),第二个点均值(样本均值),第三个点上公差(下限).用方框表示标准差在数轴上的范围.如果上\下公差是对称的.那么公式就变成CPK=(上公差---均值)/3标准差或者CPK=(均值--下公差)/3标准差数轴上就之考虑一边.在这里先说"(上公差---均值)/标准差"令:X=(上公差---均值)/标准差或者X=(均值--下公差)/标准差当X=1时,说明这批样本工艺参数的离散程度刚好等于公差允许偏差范围.这种情况下数轴内只能容纳一个方框,就是我们说的1SIGMA水平.1.这个时候说的不合格数的来源是;因为标准差是个均值,数据的偏差最大与最小之间的差额必然大于均值,1倍标准才刚好与公差范围,那么整体来说,每个数据与样本平均值的偏差必然有大于标准差的,必然有超出公差范围的2.由于计算是依据样本来进行的,样本是抽样得到的,那么就存在了样本与总体的偏差.样本均值不等于总体均值.而CPK指整个过程某个时期内整体的能力,那么这里也会有偏差,有不合格数的产生.我们通常说的几SIGMA有多少不合格数 ,就是根据这些原因运用科学方法推理出来的.再说 CPK=(上公差---均值)/3标准差或者CPK=(均值--下公差)/3标准差其实这就是假令的那个公式的变形,多加了参数3,加严了要求.变从1个方框为起点到以3个方框为起点.二、不是CPK值小一定存在不合格这个是不能绝对的,上面我们说了不合格产生的原因.不合格产生是因为产品参数超出公差范围,如果一个过程生产出的产品工艺参数经过无偏估计,最大与最小值均在公差范围内,只要CPK>1/3都有可能不存在不合格,即100%合格.只是理论上有不合格,不代表实际一定有不合格.三、不是CPK值越大越好我们说的6SIGMA水平是指CPK=2的情况,在理论上此水平下不合格数3.4PP M.CPK值越大,理论不合格数越少.但是,CPK大到连理论不合格数都没的时候,就在反映过程能力过好,过剩.浪费就出现了.。
Cp与Cpk概念比对

Cp与Cpk概念比对对于制造行业中与产品质量密切相关的质量、工艺、生产、研发等部门来说,过程能力指数Cp和CPK并不是陌生的术语,客户要求Cpk≥1.33的标准也是耳熟能详。
但是关于过程能力指数,还是有很多令初学者不解的疑问,甚至略感神秘。
今天就Cp与Cpk的10个疑问给大家分析一下,帮助大家揭开其神秘面纱。
1. Cp与Cpk都被称为过程能力指数,二者的区别是什么呢?首先要介绍两个术语“无偏”和“有偏”。
当数据的分布中心与公差中心重合,称为无偏。
而无偏情形下的过程能力指数就是Cp,也称理论上的过程能力指数;当数据的分布中心与公差中心不重合,称为有偏。
而有偏情形下的过程能力指数就是Cpk,也称实际上的过程能力指数。
在实际的工作当中,我们研究的是有偏过程能力指数Cpk,以此作为衡量过程能力的指标。
2. 为什么Cp有另一个名字叫“精密度”?大家知道,Cp=T/6σ(T为规格的公差范围,σ为标准差)。
从数学角度上来讲,Cp的大小与T和σ有关。
但从质量管理角度来看,Cp只与σ有关,为什么这么说呢?因为产品规格的公差范围T是人为设定的(通常由设计工程师制定),而如何提高过程能力指数Cp,就要从如何减小σ、提高产品加工精度方面下功夫,以满足设计的公差要求,而不能直接找设计部门要求放宽公差带。
正因为Cp只与标准差σ有关,所以Cp的另一个名字,叫“精密度”。
3. Cp计算公式的内涵是什么?上面提到了无偏过程能力指数Cp=T/6σ,这个公式代表了什么意思呢?要揭晓答案,就要提到SPC的核心工具——控制图,因为控制图通常都是与Cp、Cpk分不开的。
在计量控制图中,根据3σ最经济的原则,控制上限UCL与控制下限LCL之间的宽度为6倍σ。
控制限与规格限的关系如下所示:既然控制限在规格限的范围之内,我们再来看下面这张图:上图中,T为规格限的宽度,即公差范围;6σ为控制限的宽度。
所以,无偏过程能力指数Cp 就是产品设计的规格限宽度与加工过程控制限宽度的比值,即Cp=T/6σ。
什么是_Cpk 质量数据计算

⏹ Cpk 的定义:制程能力指數; ⏹ Cpk 的意义:制程水准的量化反映;用一个数值来表达制程的水准;(1) 只有制程能力强的制程才可能生产出质量好、可靠性水平高的产品﹔(2)制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低 和Cpk 相关的几个重要概念1单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm 等;此時數據越接近上限或下限越好﹔双边规格:有上下限與中心值,而上下限與中心值對稱的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm;⏹ USL (Upper specification limit):即規格上限 ⏹ LSL (Low specification limit): 即規格下限 ⏹ C :规格中心⏹ X=(X1+X2+… …+Xn)/n 平均值 (n 為樣本數)▪ T=USL-LSL 規格公差n -1(X1-X)2+(X2-X)2+… …+(Xn -X)2δ=• Ca:制程准确度; (Capability of Accuracy)• Ca 在衡量“實際平均值“與“規格中心值”之一致性; • 对于单边规格,不存在规格中心,因此也就不存在Ca; • 对于双边规格,Ca 等级评定及处理原则什么是Cp?• Cp:制程精密度 (Capability of Precision)• Cp 衡量的是“規格公差寬度”與“製程變異寬度”之比例;• 对于只有规格上限和规格中心的规格:Cp:制程精密度 (Capability of Precision) • Cp 衡量的是“規格公差寬度”與“製程變異寬度”之比例;对于只有规格上限和规格中心的规格:对于只有规格下限和规格中心的规格:3X Cpl=LSL3 σUSL-XCpu=对于双边规格:Cpk 的計算公式⏹ Cpk=Cpx(1- Ca ); ⏹ Cpk ≦ Cp;⏹ Cpk 是Cp 和Ck 的綜合表現 製程能力靶心圖Ca 好﹐Cp 差6USL-LSLCp=. . . . . .. . ... . . Cp 好﹐Ca 差. . . . . . . . . Cpk好﹔Cpk等級評定及處理原則Cpk和制程良率換算總結。
CPK-工程能力分析报告

CP < 0.67
3. CPK ( 工程
等級 A B C D
CPK 值 P=0
0% P ≦ 1.22% 1.22% P≦ 15.72%
15.72% P
4. 各 等級說
21.. BA 級: 繼續維持現有作業. 級3. :C有級: 作業員
4規. 格D 及 級: 應
五. 不 要時停 合格處
T值 T≧8σ 6σ≦T< 8σ 4σ≦T< 6σ T≧4σ
三. 計 算:
Max ( 最Mi大n ( 平最均小 值平:均(X) 值規:格(X中) 心規值格:容 許標差準: 差標:準(σ差) σ6標=準 差σ=
產品 名稱
規格 特性 一. 測 量記 錄: 測量單
CPK 工程能力分析報告
產品 編號 制程 名稱
NO.
測試日期 取樣方式
隨機 抽樣
mm
二. 規 格1. 等CP級( 工程精
等級
A
B C D
CP 值 1.33 ≦CP 1.00 CP <1.33 0.67 CP <1.00 CP < 0.67
2. CA ( 工程准
2. CP 等級:
3. CPK 等級:
4. 合 格判
合格
不合 格
5. 備 注:
核' 准
確認
制表
0 0
#DIV/0! 0.2 0.05
#DIV/0! #DIV/0!
CCAA(( 工工程准確度 )= | X - U | / ( T/ 2)*100
程准確
#DIV/0!
=CP( 工
cpk指数范围

cpk指数范围
摘要:
一、CPK指数的定义和作用
二、CPK指数的正常范围
三、CPK指数异常的原因和影响
四、如何应对CPK指数异常
正文:
CPK指数,全称为肌酸激酶指数,是一种在肌肉组织中广泛存在的酶。
它对于了解肌肉组织状况、诊断肌肉疾病以及评估肌肉损伤程度具有重要意义。
正常情况下,CPK指数的范围在男性38-174 U/L,女性26-140 U/L。
这个范围可以帮助我们了解一个人的肌肉健康状况。
如果CPK指数超出这个范围,就可能意味着存在肌肉损伤或疾病。
CPK指数异常的原因有很多,包括剧烈运动、肌肉疾病、病毒性肌炎、横纹肌溶解等。
当CPK指数异常时,可能会导致肌肉疼痛、无力、肿胀等症状,严重影响生活质量。
面对CPK指数异常,我们应采取以下措施:
1.避免剧烈运动,给受损肌肉足够的休息时间。
2.根据医生建议,进行药物治疗。
例如,病毒性肌炎患者可以使用抗病毒药物,横纹肌溶解患者可以使用降酶、利尿、碱化尿液等药物。
3.调整饮食,保证充足的营养。
多吃富含蛋白质、维生素和矿物质的食物,以促进肌肉修复。
4.定期复查CPK指数,密切关注病情变化。
总之,了解CPK指数的正常范围及其异常原因,有助于我们更好地保护肌肉健康,及时发现并应对肌肉损伤和疾病。
CPK实例解说

标准差的计算公式为“=STDEVP(D4:M4)”平均数的计算公式为“=AVERAGE(D4:M11)”5.50±0.1这个数值中:USL表示上差5.60,LSL表示下差5.40组内标准差是计算出来的标准差的一个平均值CP是一种用于测量机器或过程潜在能力的指数。
CP更适合表现工序的加工能力(在不考虑规格的情况下)CP的计算公式为“=(F13-G13)/(6*C15)”即=(上限-下限)/(6倍组内标准差)CPL 测量过程均值趋近规格下限的程度CPU 测量过程均值趋近规格上限的程度CPU的计算公式为“=(F13-C13)/(C15*3)”即=(上限-平均值)/(3倍的组内标准差)CPL的计算公式为“=(C13-G13)/(C15*3)”即=(平均值-下限)/(3倍的组内标准差)CPK是一种用于测量机器或过程在生产规格范围内产品的能力的指数。
CPK更适合于表现过程生产出产品的不良率。
CPK 是批稳定制程能力指数,即产品在量产后一段时期,制程十分稳定的情况下(人﹑机﹑料﹑法﹑环等制程因素稳定,变化小),反映长期制程能力.并判定制程是否稳定,要控制图连续在25点都在控制界限内,方可使用 CPK.CPK的计算公式为“=MIN(E15:F15)”即=MIN(CPU数值:CPL数值)整体标准差的计算公式为“=STDEVP(D4:M11)”Pp:过程性能,是过程长期运行的实际加工能力,过程总变差(由子组内和子组间二种变差所引起的变化,如果过程处于不受控状态,过程总变差将包括特殊原因和普通原因)的 6σ范围,式中σ通常用则称x服从均数为μ,标准差为σ2的正态分布。
样本的标准差 s来估计。
此时不考虑过程是否受控。
因此过程性能也称长期过程能力,也叫性能指数。
计算公式 Pp=(USL-LSL)/6s。
PP的计算公式为“=(F13-G13)/(6*C17)”即=(上限-下限)/(6倍的整体标准差)PPU是衡量过程均值接近规格上限的程度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
製 程 能 力 分 析 (Capabilities)
總組數 (Sub Group) 總數 (Count) 平均值 (Average) 最小值 (Minimum) 最大值 (Maximum) 中位數 (Median) 群組數大小(n) 群組數大小 3 15.00 11.00 規格上限 USL 規格下限 LSL 管制上限UCL (X) 管制上限 管制下限LCL (X) 管制下限 標準差 (Std.Dev.) 標準差 (Sigma Hat) 偏度 (Skewness) 峰度 (Kurtosis) 預估不良率〈 預估不良率〈PPM〉(Out of Spec.) 〉 Ca CPU
Normal #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! 0
#VALUE! #VALUE! #VALUE! 0
#VALUE! 0 #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! 0 0 0 0 #VALUE! 0 0 #VALUE! #VALUE! #VALUE! 0
#VALUE! #VALUE!
#VALUE! 0 #VALUE! #VALUE! #VALUE! 0 #VALUE! 0
Value 1 2 #VALUE! #VALUE! #VALUE! 3 4 5 6 7 8 9 10 11 12 13
X #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
3
總組數
製一課 A機台 張三
期 間 抽樣方法 檢測日期
~
期 號
X1 X2 X3
合 計 ΣX=
請從黃色區塊C10儲存格 開始輸入 數據範圍在15~11之間 統計結果及常態分配圖
ΣR=
量測數值的判定條件
> USL 藍色 < LSL 紅色
N=
平 均
X=Biblioteka R=x 管 制 圖20.00 15.00 10.00 5.00 0.00
#VALUE! #VALUE! #VALUE! #VALUE!
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
0 9.695 10.695
11.00
11.695 12.695 13.695 14.695
CPL Cp Cpk
>=
#VALUE!
>=
Range
組界 #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! 其他
LCL or UCL for X
0.000
0.000 15.000
LSL or USL 11.000
4*Sig+ Median
#VALUE! #VALUE!
35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
#VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
#VALUE! #VALUE! #VALUE! 0 11.000 11.000 11.000 15.000 15.000 15.000 0 #VALUE! 0 0 #VALUE! 0
#VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE!
X- R
製 品
管制圖
管制圖編號: AE1012 X 圖 R 圖 製造部門 機 別 工作者
名 稱
管制項目 測量單位 日 序
樣 本 測 定 值
ΣX X R
圓棒
直徑 cm
規
格
標 準
群組數大小
管 制
上 限 UCL 中心限 CL 下 限 LCL
上限 USL 中心限 CL 下限 LSL
15.00 13.00 11.00
LCL
UCL
預估不良率(PPM)
CL
製程能力分析
Std.Dev.=
Sigma = R 管 制 圖
1.00 0.80 0.60 0.40 0.20 0.00
LCL
UCL
PPK= PP =
CL
#VALUE!
#VALUE!
Ca = #VALUE! CPK= #VALUE! CP = Grade = ###
原因追查:
X UCL CL LCL
0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00 0.00
平方總合
0.00 0.00 0.00 0.00 0.00 0.00 0.00
R UCL CL LCL
USL LSL
15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 15.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00 11.00
#VALUE! delta
The limits are calculated as:
Minimum Maximum
14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34
Selected #VALUE! #VALUE! #VALUE! X
組界 #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! #VALUE! 其他
頻率
0 0 0 0 0 0 0 0 0 0 0
Description Sigma Mean Delta Multiplier Maximum