排针PIN针连接器图纸
排针排母连接器行业作业指导书案例
说核准: 审核: 编制:産品作业指导书文件编制 品质工程文件编号産品编号*100 工序名称排 塑 胶作 业 说 明检验管制重点及简图说 明 :1. 根据制令单分清单双排要求,再检查塑胶是否有断裂,毛边,塞孔等不良现象2. 挑出不良品且把不良品放入不良品盒3. 将塑胶待插入端子面向上,整齐排列于导槽内4. 左右手配合将塑胶排列于物料导槽内管制重点:1. 塑胶排列方向一致且2. 检查塑胶无塞PIN,毛边,缺料,烧焦,破裂等不良3. 不良品标示并隔离排 膠 芯樣 品异常处理通知组长抽样频率作业员自检修订日期机治具物料导槽检测方式作业员目视2019-01-15核准: 审核: 编制:産品作业指导书文件编制品质工程文件编号産品编号排插BORT系列工序名称插针作业说明检验管制重点及简图说明:1.每次生产前先由生技人员调试好半自动机,试组装5~10pcs,碓认OK后再交由生产线2.根据不同产品,比对图纸调试好半自动组装机, 使符合首件要求;然后将开关设为自动作业3.将排好塑胶的导槽插放于组装机的接口处,使塑胶能够顺利进入组装机4.按照半自动组装机的操作规程进行操作,操作过程中发现异常情况时要停机检查5.不良品放入不良品盒管制重点:1.检查无漏插端子,插错端子现象;2.检查端子无压伤,歪斜等不良3.不良品标示并隔离4.对照工程图检查尺寸符合要求(不同料号有不同DIP尺寸要求),IPQC每2小时抽5Pcs量测双排机單排塑膠樣品雙排塑膠樣品单排机核准: 审核: 编制:産品作业指导书文件编制品质工程文件编号産品编号系列工序名称打凸点(按客户需求)作业说明检验管制重点及简图说明:1.每次生产前先由生技人员调试好打点机,试打5pcs,碓认OK后再交由生产线2.双排机作业: 双手配合将产品方向一致长端向下放入送料定位槽中,然后拿推料板把产品推入机器作业(如图示)3.单排机作业: 双手配合将产品方向一致长端向内放入治具定位槽,OK后双手按动开关进行打凸点作业(如图示)4.注意打点后,打点大小付合图面要求5.不良品放入不良品盒管制重点:1.检查打点无压伤塑胶2.检查端子打点到位,凸点宽度及深度符合规范要求.(两凸点宽0.8+0.16/-0.08)3.端子打点无偏移,凸点方向正确4.不良品标示并隔离5.IPQC每2小时用卡尺抽检5Pcs双排机导料部分单排机双排机核准: 审核: 编制:産品作业指导书文件编制 品质工程文件编号産品编号系列工序名称目 视 半 成 品 (按客户需求)作 业 说 明检验管制重点及简图说 明:1. 将产品散放于台面2. 手捏着塑胶一端3~5mm 处,检查端子打点是否到位无偏移,凸点尺寸符合要求,端子有无缺针,歪针,氧化之现象,塑胶有无刮伤,异色,烧焦等不良3. 将OK 之产品整齐放入周转盘并标示清楚流入下道工序4. 不良品放入不良品盒管制重点:1. 检查端子有无凸点,端子无缺针, 歪针,氧化﹐塑胶无刮伤,异色,烧焦2. 检查端子打点到位无偏移, 凸点方向是否符合工程图面要求3. 不良品标示并隔离异常处理 通知组长 抽样频率 作业员自检 修订日期 机 治 具 无 检测方式 作业员目视 2019-1-15核准: 审核: 编制:目视双排目视单排産品作业指导书文件编制 品质工程文件编号産品编号系列工序名称 切 PIN作 业 说 明检验管制重点及简图说 明:1. 每次生产前先由生技人员调试好裁切机,试组装5~10pcs,碓认OK 后再交由生产线2. 双手配合将半成品放入裁切机导槽,按照裁切机作业规范进行操作3. 不良品放入不良品盒管制重点:1. 检查端子裁切PIN 数正确.,尺寸符合规范要求;(依照该料号工程图面要求进行检查)2. 塑胶切口平齐,无缺料3. 检查端子无碰伤或镀层脱4. 裁切尾料须分隔开5. 不良品标示并隔离异常处理 通知组长,生技抽样频率 作业员自检 修订日期 机 治 具 裁切机检测方式作业员目视2019-1-15核准: 审核: 编制:单排裁切机樣品1 樣品2 樣品3 樣品4双排裁切机産品作业指导书文件编号産品编号系列工序名称目 视 成 品作 业 说 明检验管制重点及简图说 明:1. 将产品放于台面.2. 旋转产品逐一目视裁切好的成品,检视两排端子有无缺针,歪针,氧化;塑胶表面有无刮花,毛边,切口不平,异色等不良.3. 如有较大毛边不良用刀片将毛边削掉.4. 按客户要求需缺针之产品,检查其缺针位置是否正确.5. 目视OK 之产品放入周转盘中.6. 不良品放入红色不良品盒.管制重点:1. 检查端子无打点、缺针、歪针、氧化现象2. 检查塑胶表面刮花,切口不平,异色,毛边等不良3. 要求缺PIN 之产品,缺PIN 位置正确4. 产品 100%全检5.不良品标示并隔离异常处理 通知组长 抽样频率 作业员自检 修订日期 机 治 具 无检测方式 作业员目视 2016.01.15核准: 审核: 编制:OK表面刮花不良目視單排目視雙排産品作业指导书文件编号産品编号系列工序名称 包 装作 业 说 明检验管制重点及简图说 明:1. 按制令单要求的包装材料包装(符合BOM 及包装明细)2. 在装箱时应严格按客户要求包装3. 封口处不可超过10mm,并在胶袋上贴相应的标签4. 将封订好之産品按照工程图及包装要求整齐地放入包装箱内,出口産品应加装防水袋5. 将産品移到待验区管制重点:1. 正确使用纸箱规格2. 装箱时应严格按客户要求数量称重包装3. 産品装箱数量准确无误,严格控制産品短装,错装, 反装等现象4. 正确填写外箱麦头ITEM(品名) QTY(数量) NW(凈重) GW(毛重) MEAS(纸箱规格) MADEIN(産地) 5. 品名,编号须正确,尾数箱包装数量须注明清楚异常处理 通知组长 抽样频率 作业员自检 修订日期机 治 具 封口机检测方式 自检是否有包装错误 2019-1-15稱重外箱正面內容 封口 標簽 包裝核准: 审核: 编制:産品作业指导书文件编制品质工程文件编号産品编号系列工序名称报检入库作业说明检验管制重点及简图成品入库单(图示)说明:1.按制令单所需成品数量核对.2.清点成品数量,检查所填写的数量,名称是否正确.3.尺寸和结构必须与工程图相符. 管制重点:1.有无影响外观的不良.2.正﹑侧面内容符合订单需求.3.严格按入库程序入库.4.産品堆放高度符合要求.异常处理机治具通知组长无抽样频率每批确认包装规格修订日期检测方式FQC抽检2019-1-15成品入庫(圖示)(表格編號:WI-023 版本:第3版)11。
排针系列检验规范
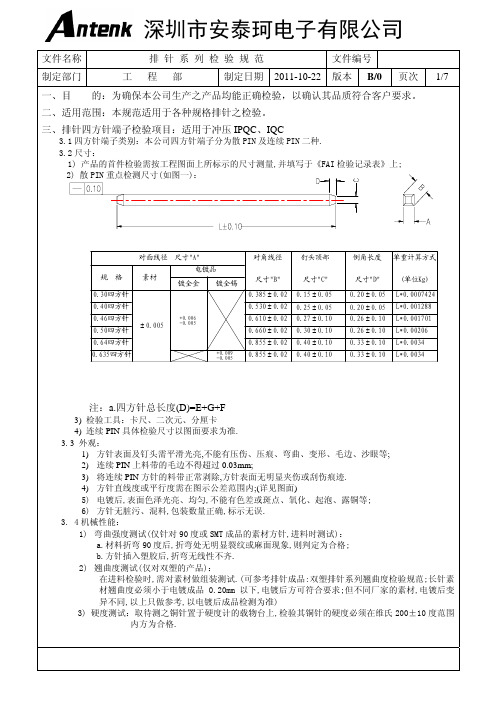
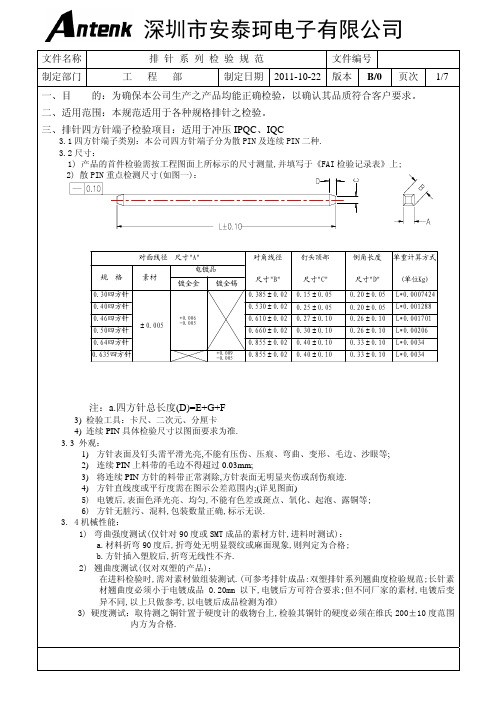
0.46四方针 ±0.005
0.50四方针
+0.006 -0.005
0.64四方针
0.635四方针
+0.009 -0.005
对角线径
尺寸"B"
0.385±0.02 0.530±0.02 0.610±0.02 0.660±0.02 0.855±0.02 0.855±0.02
钉头顶部
尺寸"C"
0.15±0.05 0.25±0.05 0.27±0.10 0.30±0.10 0.40±0.10 0.40±0.10
制定日期 2011-10-22 版本 B/0 页次 5/7
f.SMT 产品的共面度检测参见下表.
PIN 数 共面度
2(1)*5P 以下
2(1)* 5~10P
2(1)*
2(1)*
2(1)*
11~15P 16~20P 21~25P
2.54PIN 距及以上 ≤0.10 ≤0.12 ≤0.15 ≤0.15 ≤0.20
≤0.10
≤0.10
≤0.12
≤0.12
1.27PIN 距及以下 ≤0.05
≤0.05
≤0.05
≤0.05
≤0.08
≤0.10
≤0.12
≤0.12
5)塑胶上的模穴号只能有一个,并且位置不能错误;
6)塑胶表面不能有很多毛边,并且射出的塑胶毛边不超过 0.05mm;
7)塑胶是否有混料、色差;
8)包装数量是否正确,标签内容是否与实物相符.
2)重点检验尺寸(如图三):
塑胶与锡脚共面度
1
2
3
1
2
3
塑胶与锡脚共面度 正脚位 正脚位
电脑电源主板电源插头pin针以及ATX使用的PIN针针脚定义转
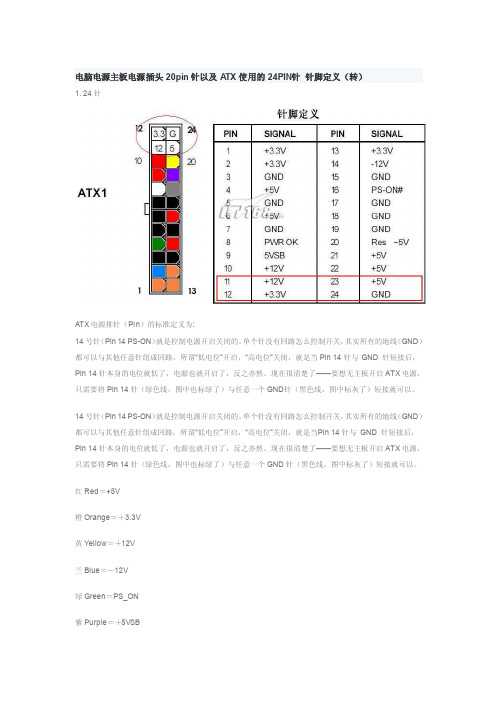
电脑电源主板电源插头20pin针以及AT X使用的24PIN针针脚定义(转)1. 24针A TX电源排针(Pin)的标准定义为:14号针(Pin 14 PS-ON)就是控制电源开启关闭的。
单个针没有回路怎么控制开关,其实所有的地线(GND)都可以与其他任意针组成回路,所谓“低电位”开启,“高电位”关闭,就是当Pin 14针与G ND 针短接后,Pi n 14针本身的电位就低了,电源也就开启了,反之亦然。
现在很清楚了——要想无主板开启ATX电源,只需要将Pin 14针(绿色线,图中也标绿了)与任意一个GND针(黑色线,图中标灰了)短接就可以。
14号针(Pin 14PS-ON)就是控制电源开启关闭的。
单个针没有回路怎么控制开关,其实所有的地线(GND)都可以与其他任意针组成回路,所谓“低电位”开启,“高电位”关闭,就是当P in 14针与GN D 针短接后,Pin 14针本身的电位就低了,电源也就开启了,反之亦然。
现在很清楚了——要想无主板开启ATX电源,只需要将Pin 14针(绿色线,图中也标绿了)与任意一个GND针(黑色线,图中标灰了)短接就可以。
红Re d=+5V橙Ora nge=+3.3V黄Yellow=+12V兰Blue=-12V绿Green=PS_ON紫Pu rple=+5VSB灰Gray=PWR_OK白White=—5V黑Blac k=COM=GND=接地24pin 我们使用的ATX开关电源,输出的电压有+12V、-12V、+5V、-5V、+3.3V等几种不同的电压。
在正常情况下,上述几种电压的输出变化范围允许误差一般在5%之内,如下表所示,不能有太大范围的波动,否则容易出现死机的数据丢失的情况。
i915/925使用新的电源架构ATX 12V-24针,它的标准接口从原来的两个提升至三个。
01-排针系列检验规范 2012-10-22
文件名称
排针系列检验规范
文件编号
制定部门
工程部
制定日期 2011-10-22 版本 B/0 页次 1/7
一、目 的:为确保本公司生产之产品均能正确检验,以确认其品质符合客户要求。
二、适用范围:本规范适用于各种规格排针之检验。
三、排针四方针端子检验项目:适用于冲压 IPQC、IQC
3) 检验工具:卡尺、二次元、分厘卡 4) 连续 PIN 具体检验尺寸以图面要求为准. 3. 3 外观:
1) 方针表面及钉头需平滑光亮,不能有压伤、压痕、弯曲、变形、毛边、沙眼等; 2) 连续 PIN 上料带的毛边不得超过 0.03mm; 3) 将连续 PIN 方针的料带正常剥除,方针表面无明显夹伤或刮伤痕迹. 4) 方针直线度或平行度需在图示公差范围内;(详见图面) 5) 电镀后,表面色泽光亮、均匀,不能有色差或斑点、氧化、起泡、露铜等; 6) 方针无脏污、混料,包装数量正确,标示无误. 3. 4 机械性能: 1) 弯曲强度测试(仅针对 90 度或 SMT 成品的素材方针,进料时测试):
倒角长度 单重计算方式
尺寸"D"
(单位Kg)
0.20±0.05
0.20±0.05 0.26±0.10 0.26±0.10 0.33±0.10 0.33±0.10
L*0.0007424 L*0.001288 L*0.001701 L*0.00206 L*0.0034 L*0.0034
注:a.四方针总长度(D)=E+G+F
2(1)* 5~10P ≤0.05
2(1)* 11~15P ≤0.08
2(1)* 16~20P ≤0.10
2(1)* 21~25P ≤0.10
连接器品种

连接器品种
排针/排母 牛角/欧式插座 D-SUB/SCSI IC/PLCC 塑壳/针座 电话座/水晶头 端子台 USB/IEEE1394 SIM/CF卡座 PCMCIA卡座 FFC/FPC 0.5 B TO B 其他类
上海奎伊电子科技有限公司
连接器品种 ----排针/排母
排针=Pin Header 1、间距:0.8mm 1.0mm 1.27mm 2.0mm 2.54mm 2、位数:2-40P
上海奎伊电子科技有限公司
连接器品种 ---- D-SUB
(一)DB型: 9P 15P 25P 37P 50P 焊线式
上海奎伊电子科技有限公司
DB型(焊线式)
连接器品种 ---- D-SUB
上海奎伊电子科技有限公司
连接器品种 ---- D-SUB
(二)DR型: 9P 15P 25P 37P 50P 焊板式 1、直焊式 a 后铆螺丝 b 蓝色胶芯
上海奎伊电子科技有限公司
连接器品种 ---- D-SUB
(四)I.D.C.型: 9P 15P 25P 37P 50P 压排式:压接灰排线 也叫刺破式 (用类似渔叉形状, 刺破线缆表皮, 达到电接触的目的)
上海奎伊电子科技有限公司
连接器品种 ---- D-SUB
(五)打印机头:36P 50P 1、型式比较固定,分为A B C D 四种 2、采用凹凸面紧密表面接触,并非插入式 的环形接触。 3、比较多的用于打印机产品上。 下面详细比较四种图像
上海奎伊电子科技有限公司
连接器品种 ---- D-SUB
打印机头:36P 50P D型 a 焊板式 b 公/M
上海奎伊电子科技有限公司
连接器品种 ---- D-SUB
连接器选型规范要求

连接器选型规范要求-CAL-FENGHAI.-(YICAI)-Company One1目录 ......................................................................................................... 错误!未定义书签。
1、线对板连接器............................................................................... 错误!未定义书签。
选型重点注意事项...................................................................... 错误!未定义书签。
2、板对板连接器............................................................................... 错误!未定义书签。
选型重点注意事项:.................................................................. 错误!未定义书签。
常用板对板连接器:.................................................................. 错误!未定义书签。
3、线对线连接器............................................................................... 错误!未定义书签。
选型重点注意事项...................................................................... 错误!未定义书签。
常用线对线连接器...................................................................... 错误!未定义书签。
串并口引脚定义图(精)
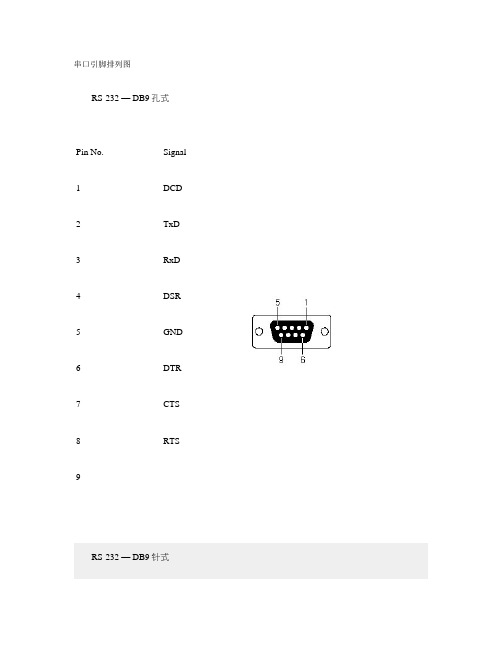
串口引脚排列图RS-232 — DB9孔式Pin No. Signal1 DCD2 TxD3 RxD4 DSR5 GND6 DTR7 CTS8 RTS9 ---Pin No. Signal1 DCD2 RxD3 TxD4 DTR5 GND6 DSR7 RTS8 CTS9 ---Pin No. Signal2 RxD3 TxD4 CTS6 DTR7 GND8 DCD20 DSRPin No. Signal2 TxD3 RxD4 RTS5 CTS6 DSR7 GND8 DCD 20 DTRPin No. Signal1 DSR2 RTS3 GND4 TxD5 RxD6 DCD7 CTS8 DTRPin No. Signal 1 DCD2 DSR 3RTS4 GND5 TxD6 RxD7 GND8 CTSPin No.Signal2 RxD+(B3 TxD+(B7 GND14 RxD-(A16 TxD-(APC 并行接口引脚定义PC 并行接口外观是 25 针母插座:引脚定义张籍说:有一个名则于嵩的人,青年时代跟随张巡办事;等到张巡起兵讨伐叛贼时,于嵩也曾在敌人围困之中。
张籍大历年间在和州乌江县见过于嵩。
于嵩当时已经六十多岁了。
由于张巡的缘故,当初曾当上了临涣县的县尉,喜欢学问,没有什么书不读。
张籍那时还小,粗略地打听过张巡和许远的事情,了解得不够详细。
于嵩说张巡身高七尺多,胡子长得如同神像。
他曾有一次看到于嵩在读《汉书》,便问:“为什么老是读这一部书?”于嵩回答说:“还没读熟呢。
”张巡说:“我读书不超过三遍,终生不会忘掉。
”于是背诵起于嵩正读的那卷书,背诵完了整卷没错一个字。
于嵩很惊讶,以为张巡碰巧熟读过这一卷,于是随意抽出其他各卷来测试,无不都是这样。
于嵩又从书架上取出另外一些书,试着拿来考问张巡,随问随诵,毫不踌躇。
于嵩跟随张巡的日子很长,也没见过张巡经常读书。
做文章时,拿起纸笔就写,不曾打过草稿。
连接器知识课件

毅 耀 ) 、 KF( 金 峰 ) 、 SM ( 升 鸣 ) LTT ( 连 泰 ) 、 富 士 康 科 技
• HL(胡连) 、 CHS (诠盛)、 KST (健和兴)、 Yestone(弋石)、
• 大陆
CWB合兴 HX红星,中航光电
.
33
连接器品牌
• 1.Tyco------1998年收购AMP成为连接器行业老大,产品的产业分布较广,在汽车、电 脑及周边、工业方面比较强;交期/质量不能一概而论。
• 颜色:白色、米黄色、黑色
.
31
FPC/FFC
. FPC常见形式
.
32
连接器品牌
• 美国
molex ( 美 国 莫 莱 克 斯 ) 、 AMP/ tyco ( 美 国 安 普 / 泰 科 ) 、 amphenol ( 美 国 安
费 诺 ) 、 samtec ( 美 国 申 泰 ) 、
• 韩国
KET (韩国KET)、 YH(韩国然湖) 、 Hanlim (韩国韩林)、
.
11
接触镀层材料
• 贵金属镀层 • 普通金属镀层
• 贵金属镀层包括:金、钯及其合金材料 • 普通金属镀层包括:锡、锡合金、银、镍
. 12
模具加工
-磨床 -车床 -铣床 -线切割 -放电(火花机) -光刻
. 13
HOUSING成型
• 注塑 • 二次料的处理
.
14
端子成型
. 端子冲压 . 冲压速度 . 每分钟可达600转
. 18
测试
• 成品测试
. 19
连接器基本性能
接器知识连接器的基本性能可分为三大类:即机械性能、电气性能和环
境性能。 1.机械性能 插拔力 插拔力分为插入力和拔出力、保持力(如保持力过小则影