武钢冷轧厂平整机速度控制系统
单机湿平整及吹扫系统改进
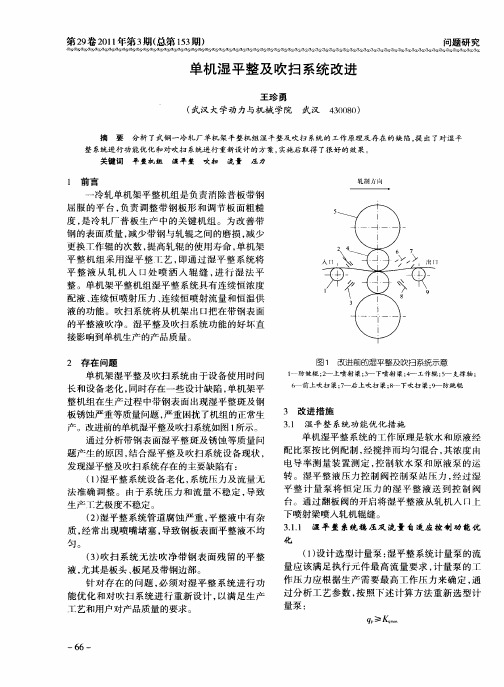
板锈 蚀严 重 等质量 问题 , 重 困扰 了机组 的正 常 生 严 产 。改 进前 的单 机湿平 整及 吹扫系统如 图 1 所示 。 通 过 分 析带 钢 表 面 湿平 整 斑 及锈 蚀 等 质 量 问 题 产 生 的原 因 , 合 湿平 整 及 吹扫 系统设 备 现 状 , 结 发 现湿 平整 及 吹扫 系统存 在 的 主要缺 陷 有 : ( ) 平 整 系统 设 备 老 化 , 统 压力 及 流 量 无 1湿 系 法 准 确 调 整 。 由 于 系统 压 力 和 流 量 不 稳 定 , 致 导
了孔径 03m . m的喷嘴 。安装使用后效果明显 , 5 平 整液能均匀的喷洒进辊缝 。为了安装新改型的喷 嘴 , 喷射梁结构进行改进 , 对 将原 1 个喷嘴改为 l 3 1 个, 喷射 梁 可 以根 据 生 产 实 际需 要 调 整 角 度 。改 进后平整液喷射均匀 , 完全满足生产工艺的要求。
下 喷射 梁 喷人 轧机辊 缝 。
311 湿 平 整 系 统 稳 压 及 流 量 自适 应 控 制 功 能 优 ..
化
针对存 在的问题 , 必须对湿平整 系统进 行功 能 优 化 和对 吹 扫 系统 进 行 重 新设 计 , 以满 足 生 产 工 艺 和用 户对产 品质量 的要 求 。
生 产T 艺极 度不 稳 定 。
3 改进 措 施
31 湿 平整 系统 功 能优 化 措施 .
单 机 湿 平 整 系统 的 工作 原 理是 软水 和 原 液经 配 比泵按 比例 配 制 , 经搅 拌 而 均匀 混 合 , 浓度 由 其 电导率测量装置测定 , 控制软水泵 和原液 泵的运
31 湿平 整 系统附件 改 进 .- 3
冷轧轧机TDC控制系统

目录冷轧轧机TDC控制系统一.硬件和组态二.系统软件1.处理器功能简介MON FUNCTIONS 通用功能3.MASTER FUNCTIONS 主令功能:4.STAND1-STAND5 机架控制系统1-5冷轧轧机TDC控制系统一.硬件和组态TDC工业控制系统西门子公司SIMADYN D的升级换代产品,也是一种多处理器并行远行的控制系统。
典型的TDC控制系统的配置是由电源框架、处理器摸板、I/O摸板和通讯摸板搭建构成。
电源框架含21个插槽,最多允许20个处理器同时运行。
框架上方的电源可单独拆卸,模板不可带电插拔。
CPU551是TDC控制系统的中央处理器,带有一个4M记忆卡,程序存储在记忆卡内,电源启动时被读入CPU551中执行。
可通过在线功能对处理器和存储卡中的程序作同步修改。
SM500是数字量/模拟量输入/输出模板,更换时注意跳线.CP50MO是MPI/PROFIBUS通讯摸板,更换时需要使用COM-PROFIBUS软件对其进行组态的软件下装。
CP5100是工业以态网的通讯摸板,更换时注意插槽跳线。
CP52A0是GDM通讯模板。
GDM是不同框架的TDC之间进行数据交换的特有通讯方式,不同框架的TDC通过光缆汇总到GDM内,点对点之间的通讯更加直接,传输速度更快。
TDC控制系统的硬件需要在软件程序中进行组态和编译,然后下装到CPU中。
二.系统软件包钢薄板厂冷轧轧机区域TDC控制系统按框架分为以下三个功能:12酸轧电气控制冷轧酸轧电气篇C S P B T2.1 处理器功能简介1.COMMON FUNCTIONS 通用功能:处理器1:SIL: 模拟功能SDH: 轧制参数管理IVI: 人机画面处理器2:MTR: 物料跟踪系统WDG: 楔形调整功能处理器3: ADP: 实际值管理2.MASTER FUNCTIONS 主令功能:处理器1: MRG-GT: 轧机区域速度主令处理器2: THC-TH: 轧机厚度控制入口区域处理器3: THC-TX: 轧机厚度控制出口区域处理器4: SLC: 轧机滑差计算ITG: 张力计接口处理器5: LCO-LT: 轧机区域生产线协调3.STAND1-STAND5 机架控制系统1-5处理器1: CAL: 机架标定SCO: 通讯接口MAI: 手动干涉ITC: 机架间张力控制处理器2: SDS: 机架压下系统处理器3: RBS: 机架弯辊系统12酸轧电气控制冷轧酸轧电气篇C S P B TRSS: 机架串辊系统处理器4:REC:轧辊偏心补偿(F1专有)FLC:板形控制系统(F5专有)以下将对每个功能中的笔者阅读过并认为重要的处理器的程序作说明,对于没有阅读和非重要的仅作简单介绍。
采用先进AGC系统的可逆四辊冷轧机控制系统
采用先进AGC系统的可逆四辊冷轧机控制系统可逆四辊冷轧机是一种用于金属材料制作的设备,通常用于轧制薄板和薄带,例如不锈钢、铝、铜等材料。
为了提高生产效率和产品质量,现代的可逆四辊冷轧机通常采用先进的AGC系统进行控制。
AGC是自动板形控制的缩写,它能够实现对轧机的自动调整,以确保产品的准确尺寸和质量。
本文将介绍采用先进AGC系统的可逆四辊冷轧机控制系统的特点、优势和应用。
一、AGC系统的特点1. 自动控制:AGC系统能够根据生产需求和材料特性,自动调整轧辊的位置,使得轧制产品的厚度和平整度达到设计要求。
2. 高精度:AGC系统具有高精度的控制能力,能够实现对轧机的微小调整,保证产品的尺寸和表面质量达到客户要求。
3. 高效能:AGC系统能够快速响应生产需求的变化,提高轧机的生产效率和性能。
4. 可编程性:AGC系统具有灵活的编程能力,能够根据不同的产品要求进行调整,实现生产的多样化和个性化。
3. 减少生产成本:AGC系统能够降低材料损耗和能耗,减少人工干预,降低生产成本。
4. 提高工作环境:AGC系统能够减少人工干预,提高生产的自动化程度,改善工作环境。
5. 提高设备可靠性:AGC系统能够实现对轧机的精确控制,减少设备的运行故障,提高设备的可靠性和稳定性。
AGC系统广泛应用于不同类型的可逆四辊冷轧机,例如不锈钢轧机、铝合金轧机、铜合金轧机等。
它适用于不同类型的金属材料,具有不同的厚度和宽度要求的产品。
AGC系统还可以应用于不同的生产工艺和工艺参数,例如冷轧、热轧、精轧等。
AGC系统还可以与其他自动控制系统结合使用,例如负荷控制系统、温度控制系统等,实现对轧机的全面控制和优化。
通过对轧机控制系统的不断改进和优化,可以提高生产效率、节约能源、降低成本,满足不同客户的产品需求。
采用先进AGC系统的可逆四辊冷轧机控制系统具有自动控制、高精度、高效能和可编程性等特点,能够优化产品质量、提高生产效率、降低生产成本、改善工作环境和提高设备可靠性。
平整机技术说明
平整机技术说明平整机由以下几个部份构成:1、开卷设备2、入口设备3、四辊平整机设备4、出口设备5、称重设备6、AGC,气动,油润滑系统7、电气控制设备组成。
各部份的功能如下:1、开卷设备:开卷设备由开卷机及卷径测量设备构成,其主要功能是将钢卷准确的运输到开卷机的卷筒上,其中关键设备为卷径测量传感器,其功能主要是测量钢卷的直径,测量的卷径用于自动上卷。
2、入口设备:入口设备主要由入口S辊,夹送辊,开卷刀,防皱辊及其辅助的气动,液压设备构成。
其主要功能,在穿带过程中顺利的使带钢穿过机架并达到出口卷取机;在平整的过程中保证带钢张力稳定,防皱辊则进一步使产品表面达到最佳效果。
3、四辊平整机设备:平整机设备主要由牌坊,支承辊,工作辊,AGC系统,轧制线调整装置,真空吸收系统,空气吹扫系统,弯辊系统等组成。
其主要功能是对带钢进行平整,用于改善带钢表面情况。
支承辊及工作辊组成的辊系作用于带钢表面,AGC系统根据不同的需要进行恒轧制力控制,恒辊缝控制或延伸率控制。
真空吸收系统及空气吹扫系统保证带钢表面无轧制油。
4、出口设备:出口设备主要由出口卷取机,防横弯辊,出口夹送辊,压辊,皮带助卷器,剪刀等设备组成。
其主要功能是对带钢进行收卷。
在平整的过程中出口卷取机保证带钢的张力恒定。
5、称重设备:称重设备主要由压力传感器组成。
其主要功能是对经过平整的钢卷进行称重,确定成品钢卷的重量。
6、AGC,气动,油润滑系统,此系统为辅助系统。
包括液压站,液压阀站,气动阀站,油雾润滑系统,油脂润滑系统。
其功能是为各液压缸,气动缸,轴承等提供介质。
7、电气控制设备:电气控制设备主要由电气传动柜,自动控制柜,现场控制柜,传感器柜,马达控制中心等组成。
电气传动柜完成对变频电机的传动控制,使传动性能达到生产工艺的需要。
自动控制柜,现场控制柜,传感器柜主要完成对各信号的处理。
马达控制中心完成对工频电机的驱动。
平整机的张力控制
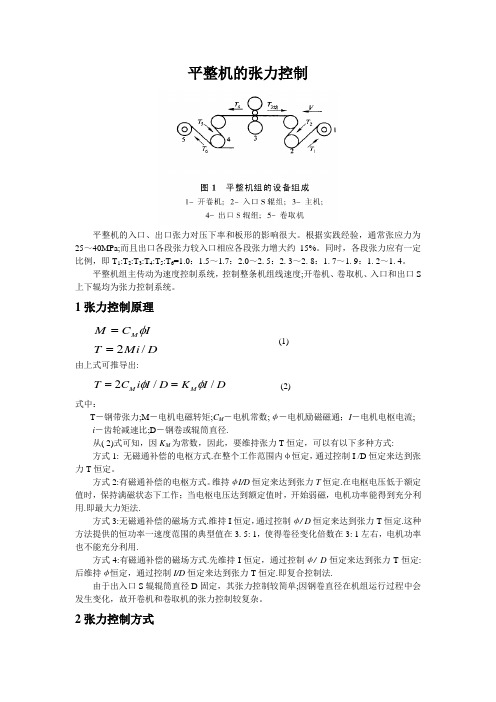
平整机的张力控制平整机的入口、出口张力对压下率和板形的影响很大。
根据实践经验,通常张应力为25~40MPa;而且出口各段张力较入口相应各段张力增大约15%。
同时,各段张力应有一定比例,即T 1:T 2:T 3:T 4:T 5:T 6=1.0:1.5~1.7:2.0~2. 5:2. 3~2. 8:1. 7~1. 9:1. 2~1. 4。
平整机组主传动为速度控制系统,控制整条机组线速度;开卷机、卷取机、入口和出口S 上下辊均为张力控制系统。
1张力控制原理DMi T IC M M /2==φ (1)由上式可推导出: D I K D I i C T M M //2φφ== (2)式中:T -钢带张力;M -电机电磁转矩;C M -电机常数;φ-电机励磁磁通;I -电机电枢电流; i -齿轮减速比;D -钢卷或辊筒直径.从( 2)式可知,因K M 为常数,因此,要维持张力T 恒定,可以有以下多种方式: 方式1: 无磁通补偿的电枢方式.在整个工作范围内φ恒定,通过控制I /D 恒定来达到张力T 恒定。
方式2:有磁通补偿的电枢方式。
维持φI/D 恒定来达到张力T 恒定.在电枢电压低于额定值时,保持满磁状态下工作;当电枢电压达到额定值时,开始弱磁,电机功率能得到充分利用.即最大力矩法.方式3:无磁通补偿的磁场方式.维持I 恒定,通过控制φ/ D 恒定来达到张力T 恒定.这种方法提供的恒功率一速度范围的典型值在3. 5: 1,使得卷径变化倍数在3: 1左右,电机功率也不能充分利用.方式4:有磁通补偿的磁场方式.先维持I 恒定,通过控制φ/ D 恒定来达到张力T 恒定:后维持φ恒定,通过控制I/D 恒定来达到张力T 恒定.即复合控制法.由于出入口S 辊辊筒直径D 固定,其张力控制较简单;因钢卷直径在机组运行过程中会发生变化,故开卷机和卷取机的张力控制较复杂。
2张力控制方式张力控制可分为直接张力控制和间接张力控制,前者是用张力计检测出张力的实际值,经张力控制器送入系统中进行闭环控制,如机架间张力控制;后者则是控制一些与张力有关的电气量来达到控制张力的目的,如张力辊、开卷机/卷取机的张力控制。
冷轧带钢工厂过程自动化系统(L2)
冷轧带钢工厂过程自动化系统(L2)
1、过程自动化应符合下列规定:
(1)生产机组宜分别设置过程自动化系统,其管理范围包括从钢卷上线生产,到生产结束下线为止;
(2)过程自动化系统的设计应以用户调查和需求分析为先导,满足生产管理的需要。
2、硬件配置应符合下列规定:
(1)应按照各生产机组规模、软件运行需求和操作使用需求,配置服务器、工程师站及操作终端;
(2)服务器宜选用有数据校验、冗余存储、冗余网卡等配置的可靠性高,计算、存储和通信能力强的计算机;可按照需要增配磁盘柜、磁带机等存储设备;(3)应通过服务器与基础自动化系统(L1)、制造执行系统(MES)或其他生产机组过程自动化系统(L2)通信;
(4)电磁干扰影响较大的区域设置的操作终端应优先选用IPC。
3、软件配置应符合下列规定:
(1)应按照系统规模、运行环境和操作使用需求,配置操作系统、开发工具、数据库系统、数据通信程序、调试维护工具等;
(2)对可连接到Internet的系统,应配置防病毒软件。
采用先进AGC系统的可逆四辊冷轧机控制系统

采用先进AGC系统的可逆四辊冷轧机控制系统可逆四辊冷轧机的控制系统主要由AGC系统、自动控制系统和设备自保护系统三个部分构成。
AGC系统是其中的核心部分,它是通过对轧制力、轧制力矩的实时监测和调整,使钢材产品的厚度、宽度等尺寸参数得以精确控制。
下面,就让我们具体了解一下采用先进AGC系统的可逆四辊冷轧机控制系统的工作原理。
AGC系统主要由计算机、传感器(压力传感器、角度传感器等)、控制阀门以及液压和电气传输系统等多个部分组成。
AGC系统的控制算法要求能够根据轧制力和轧制力矩的变化趋势,及时地调整液压系统输出的压力大小和方向,从而对钢材辊形、辊缝等参数进行控制。
其调整速度要求非常快,通常在ms级别,所以对计算机的计算速度和控制系统的响应速度提出了很高的要求。
在具体实现上,AGC系统主要运用了模糊控制技术、神经网络控制技术和PID控制技术。
这些控制技术可以全方位地进行控制、调整,使得钢材产品的厚度、宽度在生产过程中始终能够保持稳定,确保了钢材的质量和生产的效益。
此外,AGC系统还实现了各种保护功能,如超压、超载、轧制力过高时自动停机等,从而保证了设备和人员的安全。
可逆四辊冷轧机控制系统中的自动控制系统主要包括速度控制系统、张力控制系统和防卷曲控制系统。
速度控制系统可以根据钢材的轧制工艺要求,通过控制电机的转速来实现钢材的轧制速度控制。
张力控制系统是通过给压下辊缸加压,控制张力大小,从而实现钢材的张力控制。
防卷曲控制系统是通过采用主动控制辊缝的方式,消除了卷曲现象,提高了钢材的质量。
设备自保护系统是可逆四辊冷轧机的重要组成部分,它是为了保证设备的安全和稳定性而设立的。
设备自保护系统可以及时检测和诊断设备的故障状态,及时报警并停机,为设备维护提供保障。
除此之外,设备自保护系统还可以进行安全刹车、停机缓冲等自动控制功能,确保了设备的正常工作。
综上所述,可逆四辊冷轧机采用先进AGC系统的控制系统不仅可以提高钢材产品的质量、产量和一致性,还可以实现设备自保护和智能化控制,提高了设备的安全、稳定、高效性。
平整机自动化控制系统的设计与应用

据通讯, 基础自动化级和上位级通过以太网进行数据通讯 , 既可以提高整个系统的控制水平又可以减少电缆敷设量 , 便 于现场维护。 ( 二) 工艺自动化系统( PLC2 ) 。 1. 液压压下厚控系统与工艺自动化 。 ( 1 ) 概述。选用西门子高性能 FM458 功能模块完成液压 AGC 及伺服系统的控制。 液压压下厚控系统与工艺自动化 完成的主要功能以及人机界面显示的主要内容如下 。 一是 液压厚控系统主要完成以下功能 ; 液压缸自动位置控制 ( 辊 缝位置) ; 轧制压力自动控制 ; 加减速张力优化补偿控制 ; 厚度预控 ; 厚度监控 ; 弯辊力正、 负弯控制; 二是工艺自动化 主要完成以下功能( 可选) : 轧制道次计算 ; 各道次出口厚度 后设定张力计算 ; 辊缝值设定 ; 弯辊 计算 ; 轧制力预报 ; 前、 力设定 ; 轧制力、 辊缝自 适应 ; 模型自学习; 三是 HMI 主要显示内 容 可 根 据用户提出的要求而定 , 主要 包 括: 给 定 轧 制 力 ( KN ) ; 实测轧制力 ( KN) ; 设定张力( KN ) ; 实 测 张 力 ( KN ) ; 出、 入 口轧制速度 ( m / nim ) 等 等。另 外 还 有 一 些 其 他 功能: 原始钢卷数据录入及轧制规程表存储 ( 可选 ) ; 生产统 计报表 ; 历史数据存储( 可选) ; 故障报警 ; 报警记录与打印 等。( 2 ) 控制系统总体结构。控制系统采用二级控制模式 , 即基础自动化级 ( L1 级 ) 和过程自动化级 ( L2 级 ) 。 其网络 结构简图如下图所示。图中 C2 为数据存储和模型计算用计 算机, 可根据用户要求选配。 基础自动化级控制所采用的西门子 S7 - 400PLC 功能模 块 FM458 是西门子公司为了解决高速实时闭环控制开发的模 块。其中的 CUP 模板 ( FM458 - 1DP) 具有独立的 128 MHz、 64 位 RISC 浮点处理器, 其最快速执行周期可达 0. 1ms。与该 模板配合使用的外围接口模板( EXM438 - 1 ) 具有很强的接口 4 功能。EXM438 - 1 接口模板具有 8 路增量式编码器输入, , 5 12 , 8 12 路绝对值编码器输入 路 位模拟量输入 路 位模拟 16 路数字量输入和 8 路数字量输出等。 量输出,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
系统与装置武钢冷轧厂平整机速度控制系统孟宪涛王冰贺葛蓬李敏齐柳乐李迟文周珊润(冶金自动化研究院北京100071)(武汉锕铁(集团)公司冷轧厂)摘要介绍武钢冷轧厂平整机的速度控制系统。
叙述s型曲线在平整机速度控制中的应用及实现方法,平整垃程中的自动制动控制原理及实现方法,卷取机速度控制与张力控制的平滑切换,控制系统的构成。
单、双机架乎整机改造后,年产量增加10万t.产品质量提高,故障率大大降低。
关键词乎整机速度控制s型曲线自动制动平滑切换SpeedcontroJsystemofskjnpassmj¨jnColdSlripRolJingMilJofWuhanIron&SteelGroupCompaⅡyMengX1an【aoWangBingheGePengI—lMl“(Aut㈣IIonResearchInmItuteofMetal】urg啪llndu5tryBe‘JL“g100071)QiLluleLlCh愀nZhouShanrun((’oldstrlpRo【IlngMtll,wuhanI…&StedGm“pcompany)AbstractSpeedcon”olsyst叩lofski“passⅡllllin(10ldSt五pRolli“gM111ufWuhan1ron&SteelGroupCompany18IntroducedTheapplicatlunandImplcⅡlcnIofS—shapecurveofspccdcontrolofskinpassmlll,thecontroIprlnclpleandimplementofautonlallcsPeedduwndu—ngskinpassrolling,thsm。
othswltch删rbetwecntenbl。
ncnntrolandsDeedcontr。
lofcoller,thconfiguralioⅡofcon”oIsystemaredescribedAflertransIormatIonofsIngle&doubIeslandsklnpassmlll.thcannualoulputhasincreasedby100000tons,thequalityofproducthasImproved,1hefailureratehasdecreasedconsiderablyKeywordsski“passmilI:spcedcontr01;S—shapecurve,automatic印ecddown,smoomswnch-over速度控制在平整机的控制中占有极其重要的位置。
不管是单机架平整机,还是双机架平整机,在平整(轧制)过程中,根据工艺要求和实际__[况都要进行频繁的升减速操作处理,并且速度控制系统的控制效果直接影响产品的质量和产量。
考虑到单、双机架乎整机的速度控制系统基本相似,本文着重叙述武钢冷轧厂双机架平整机的速度控制系统。
l工艺要求简述权机架平整机主要用于平整O.15~0.8mm的普板和锡板,最大平整(轧制)速度为2000m/min,其主要_[艺参数如下(紧急停车由传动系统控制)。
・正反向点动速度:0~70m/min(可调)・穿带甩尾速度:70nl/min-最小运行速度:100m/min・平整(轧制)运行速度:100~2000m/min・加速时间:42~56s(卷取张力决定加速度的大小)・减速时间:24~33s(开卷张力决定减速度的大小)・快速停车时间(有正常带钢张力控制):≤15s工艺重点要求:全线平整(轧制)速度给定曲线的起始段和结束段必须是圆滑过渡,即速度给定曲线必须是s型。
2控制原理2.1平整机速度控制简述平整机的速度控制由两部分组成。
-单体设备点动及多设备联合点动速度控收稿d期:199皿0墨13修改稿收到日期:199qlo_11孟宪涛男1963年生高级工崔师主要从事自动化控制系统的设计、开发段工程应用。
冶金自动化2000年第4期・23・ 万方数据系统与装■制:这部分的控制包括单体设备(如开卷机、入口出口张力辊、l机架、2机架、卷取机)的正反向点动、多设备(如开卷机和入口张力辊、l机架和2机架、出口张力辊和卷取机)的联合点动、穿带、甩尾速度控制。
该部分的速度控制均属于点动速度控制,点动速度给定不通过s型曲线给定,正反向点动速度均分为4档固定值给定.本文不予叙述。
・平整(轧制)运行速度控制:这部分的控制包括最小速度控制、升速控制、稳速控制、正常停车控制、快速停车控制、自动制动(减速)控制,率丈将重点叙述这部分的控制原理。
2.2运行速度控制在乎整机的控制中,根据下艺要求及实际工况,要频繁地进行升、减速操作,并且双机架平整机所平整的带材较薄,平整速度较高(最高速度达2000m/min),这就要求速度控制系统的控制性能优良。
为达到此目的,本控制系统中,速度控制的输出曲线确定为s型曲线(这也是工艺所重点要求的),即在升速和减速的开始段及结束段,速度给定以圆弧形平滑过渡,从而使实际的速度控制系统不产生超调.升、减速动态过程平稳。
速度及加速度的控制输出曲线如图l所示。
图l速度和加速度曲线示意圈在实际的速度控制处理中,将图l中的£。
、z,、£。
、f。
定为等长时间段f。
,并作为一个参数输入,依据升速及减速所对应的最大加、减速度!。
…(最大加速度n…由操作站设定的卷取张力确定,并且不同的卷取张力对应不同的最大加速度值;最大减速度一“…由操作站设定的开卷张力确定,并且不同的开卷张力对应不同的最大减速度值。
这里升、减速过程的n…值不同),就可以推导出“、£:、£,、£。
、£,、f6各段的加速度和速度函・24・数,经计算给出速度设定值。
f,+r:+r,=升速时间,对应升速段;r;十£,十f。
=减速时间,对应减速段。
升速段的加速度、速度函数表达式如下。
f,段:f:段(1)(2)(3)(4)n2一,一之’(5)u=u2+』ndz(6)上列各式中,n表示加速度;u。
表示加速开始时的扔始速度;u,表示加速起始段(£.段)结束时的速度;”:表示匀加速段(f:段)结束时的速度。
同理可推导出减速过程的£。
、f,、£。
各段的减速度及速度函数表达式。
在程序处理中,平整线各机组的速度、加速度按上述公式进行给定,即可保证平整过程中的速度平稳。
各种操作所对应的速度控制的相应处理方法:・最小速度最小速度操作有两种情况。
当平整线处于停车(张力已建立)或点动穿带时,将最小速度(100m/m—n)定为目标速度,按s型曲线升速;当平整线以大于最小速度运行时.将最小速度定为目标速度,按s型曲线减速(减崖过程中可进行稳速处理)。
・升速当平整线处于停车(张力已建立)或点动穿带或最小速度状态时,将操作站设定的速度定为目标速度,按s型曲线升速,或者升到设定值或者进行稳速处理。
-稳速当平整线正在升速或减速时,进行稳速操作,将当前的速度输出值加上或减去一个适当的值,作为新的目标值,使平整机组仍以s型曲线进入稳速状态。
-正常停车当平整线处于升速或稳速状态时,进行停车操作,则将0作为目标速度值,按开卷张力确定的最大减速度以s型曲线减速到停车状态。
・快速停车当平整线处于升速或稳速或减Metallurglc-lIndustry^Ⅱtom●ti仰20∞No4≥ 万方数据武钢冷轧厂平整机速度控制系统速状态,进行快速停车操作或因其他联锁条件引起快速停车时,将0作为目标速度值,且以系统允许的最大减速度,按s型曲线减速到停车状态。
・急停当出现急停时,速度系统将全线的速度设为O,由传动系统进行处理。
2.3自动制动(减速)控制在乎整过程中,当开卷机上的带卷直径减小到一定的值时,整个甲整线就要开始减速到最小速度或减速到停车。
这样做的目的,是为了防止由于操作人员的疲劳操作而导致的高速甩尾,从而避免事故的发生.自动制动就是通过连续地计算开卷机上的剩余带钢长度,用此值和制动距离进行比较,适时地发出减速命令,使平整机组减速到最小速度或停车状态。
当开卷机上的剩余带钢长度减去开卷机上的保留带钢长度(操作站设定)的差值小于或等于制动距离时,即发出减速命令,减速到最小速度或停车状态,在本系统中,是减速到停车状态。
在自动制动过程中,操作人员可按“稳速”按钮,进入稳速状态。
开卷机上的剩余带钢长度和制动距离的计算公式如F:。
…D‘一D;(7)osurm~^l“^s。
=K2×华‘8’上列两式中,K.、K:表示剩余带钢长度和制动距离系数;s。
表示剩余带钢长度;D表示开卷机上带卷的实际直径;D。
表示开卷机卷筒的直径;^表示带钢厚度;s“。
表示制动距离;V表示当前的实际线速度;V。
表示最小速度或0;。
表示由开卷张力决定的正在平整带钢的减速度。
2.4卷取机速度控制与张力控制的平滑切换在点动穿带过程中,卷取机工作在速度控制方式,张力建立后卷取机工作在张力(或电流)控制方式。
当卷取机以一定的点动速度卷取(已在卷取机上卷取3~5圈)时,接通出口张力,机架间及卷取机和出口张力辊下辊问产生短时活套,之后再快速崩紧带钢,这对厚带来说关系不大,而对0.15~O.25mm的薄带来说就很容易拉断带钢,产生这种情况的主要原因是速度控制方式和张力控制方式间的切换不平滑。
本系统的处理方法如下:卷取机点动运行时接通张力的瞬间,采样卷取机的电枢电流,由此电流反推出该值所对应的实际卷取张力,再以此张力为基准,按斜坡方式在此基准上增加卷取张力,从而达到速度到张力控制的平滑切换。
3控制系统的构成武钢冷轧厂单、双机架平整机的速度控制系统均为PLc4(单、双机架平整机的速度控制系统在各自的网络中均为PLc4)控制系统的一个重要组成部分。
PLc4为主令控制PLc,该PLc用于:全线的主令逻辑控制、全线的运转控制<各机组的点动控制,最小速度、加减速、稳速、停车、快速停车、急停、穿带、甩尾控制,主轴定位控制等),开卷机、卷取机张力主令给定控制,加、减速的加减速度决定,入口、出口张力辊的张力电流(包括动态补偿电流)控制。
单、双机架的PLc4均选用美国M。
dicon公司的Quantum系列PLc,单机的cPu选用140cPu21304,双机的cPu选用140cPu42402,PLc4和其他PLC、压下控制系统LOGIDYND、操作站、传动(IsA—D)间通过MB+(ModbuspIus)网进行数据通信。
4结束语武钢冷轧厂单、双机架平整机的电控系统(包括自动化控制系统、传动控制系统、仪表系统),由冶金部自动化研究院于1996年1月开始改造。
单机架于1997年1月恢复生产,1998年8月通过验收。
双机架于1997年12月恢复生产,1998年12月通过验收。
单、双机架平整机改造后,1998年增产10万t,产品质量也上了一个台阶,故障率大大降低。